- Сварные соединения

Содержание
- 2. Классификация сварных соединений и швов Сварные соединения и швы можно классифицировать по ряду характерных признаков: —
- 3. По виду соединения различают сварные швы стыковые, угловые, тавровые и нахлесточные
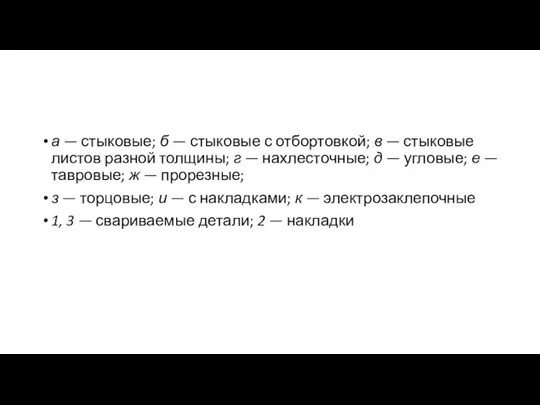
- 4. а — стыковые; б — стыковые с отбортовкой; в — стыковые листов разной толщины; г —
- 5. Стыковым соединением называется соединение двух элементов, примыкающих друг к другу торцовыми поверхностями. Угловое соединение — сварное
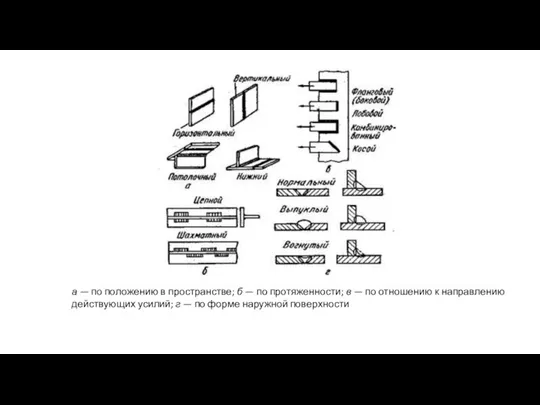
- 6. По расположению в пространстве различают сварные швы нижние, вертикальные, горизонтальные и потолочные. Выход шва из потолочного
- 7. а — по положению в пространстве; б — по протяженности; в — по отношению к направлению
- 8. Геометрические характеристики формы подготовки кромок под сварку а — подготовки кромок под сварку, б — швы
- 9. Стандарты по сварке ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
- 10. Стандарты по сварке ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы
- 11. Методы контроля сварных швов ГОСТ 14782-76 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. ГОСТ 3242-79 Соединения сварные.
- 12. Суть проверки сварных швов на герметичность Керосином (снаружи швы промазывают мело т.е. белят а из нутри
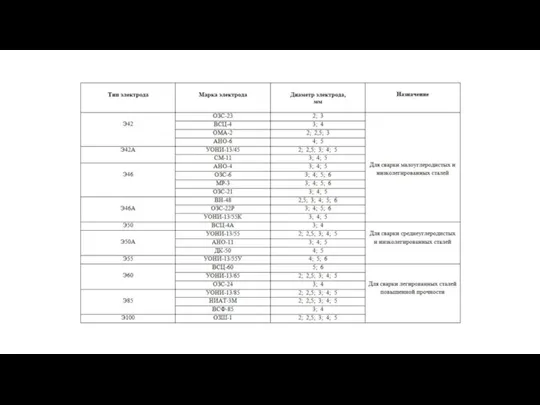
- 13. Таблица величины тока от толщины металла при ручной дуговой сварке 1,6 миллиметра – 35 – 60
- 21. Скачать презентацию
Классификация сварных соединений и швов
Сварные соединения и швы можно классифицировать по
Классификация сварных соединений и швов
Сварные соединения и швы можно классифицировать по

По виду соединения различают сварные швы стыковые, угловые, тавровые и нахлесточные
По виду соединения различают сварные швы стыковые, угловые, тавровые и нахлесточные
а — стыковые; б — стыковые с отбортовкой; в — стыковые
а — стыковые; б — стыковые с отбортовкой; в — стыковые
Стыковым соединением называется соединение двух элементов, примыкающих друг к другу торцовыми
Стыковым соединением называется соединение двух элементов, примыкающих друг к другу торцовыми
По расположению в пространстве различают сварные швы нижние, вертикальные, горизонтальные и
По расположению в пространстве различают сварные швы нижние, вертикальные, горизонтальные и
а — по положению в пространстве; б — по протяженности; в
а — по положению в пространстве; б — по протяженности; в

Геометрические характеристики формы подготовки кромок под сварку
а — подготовки кромок под
Геометрические характеристики формы подготовки кромок под сварку
а — подготовки кромок под
Стандарты по сварке
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные
Стандарты по сварке
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные
Стандарты по сварке
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные
Стандарты по сварке
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные
Методы контроля сварных швов
ГОСТ 14782-76 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 3242-79 Соединения
Методы контроля сварных швов
ГОСТ 14782-76 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 3242-79 Соединения
Суть проверки сварных швов на герметичность
Керосином (снаружи швы промазывают мело т.е.
Суть проверки сварных швов на герметичность
Керосином (снаружи швы промазывают мело т.е.
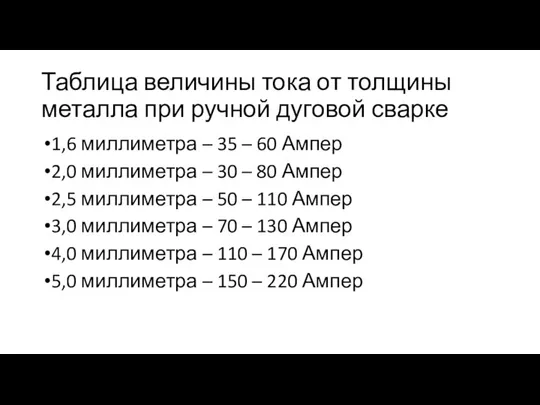
Таблица величины тока от толщины металла при ручной дуговой сварке
1,6 миллиметра
Таблица величины тока от толщины металла при ручной дуговой сварке
1,6 миллиметра


 20170929_den_detskogo_kino
20170929_den_detskogo_kino ПТЭ, инструкции и безопасность движения
ПТЭ, инструкции и безопасность движения Zaselenie_2022
Zaselenie_2022 Заголовок Lorem Ipsum
Заголовок Lorem Ipsum Основные документы, регламентирующие требования к расчету строительных конструкций
Основные документы, регламентирующие требования к расчету строительных конструкций 20180904_prezentatsiya2
20180904_prezentatsiya2 Соколов ПК_1 (1)
Соколов ПК_1 (1) Обзор докладов геофизической сессии на 11й конференции по мерзлотоведению Потсдам, июнь 2016
Обзор докладов геофизической сессии на 11й конференции по мерзлотоведению Потсдам, июнь 2016 Не торопи меня, мой календарь
Не торопи меня, мой календарь Книга Исайи - первая часть
Книга Исайи - первая часть Выпускная квалификационная работа на тему: Сравнительная оценка эффективности схем лечения демодекоза у собак
Выпускная квалификационная работа на тему: Сравнительная оценка эффективности схем лечения демодекоза у собак Начало служения Иисуса. Евангелие по Матфею
Начало служения Иисуса. Евангелие по Матфею Золото сакского района
Золото сакского района Основы развивающего обучения в работе с детьми раннего и дошкольного возраста
Основы развивающего обучения в работе с детьми раннего и дошкольного возраста 474
474 Освоение нового вида декоративно-прикладного творчества Верховая набойка по ткани
Освоение нового вида декоративно-прикладного творчества Верховая набойка по ткани Питомник PU-JI CAT
Питомник PU-JI CAT Житие Епифания Премудрого
Житие Епифания Премудрого Родники родного уголка
Родники родного уголка Ислам (подготовка к тесту)
Ислам (подготовка к тесту) Разработка электронного мультиметра
Разработка электронного мультиметра Как грамотно создать презентацию
Как грамотно создать презентацию Сольфеджио 2 класс
Сольфеджио 2 класс В здоровом теле – здоровый дух
В здоровом теле – здоровый дух GMU_ISTORIYa
GMU_ISTORIYa Современные методы повышения технических характеристик бетонов
Современные методы повышения технических характеристик бетонов lesson 2
lesson 2 Исследование параметров режима бурения скважин однослойной и импрегнированной коронкой по моделям
Исследование параметров режима бурения скважин однослойной и импрегнированной коронкой по моделям