- Сварочные выпрямители и их эксплуатация

Содержание
- 2. Выпрямитель выполнен из следующих деталей: блока с полупроводниками; силового трансформатора; элементов для регулирования, включения, защиты и
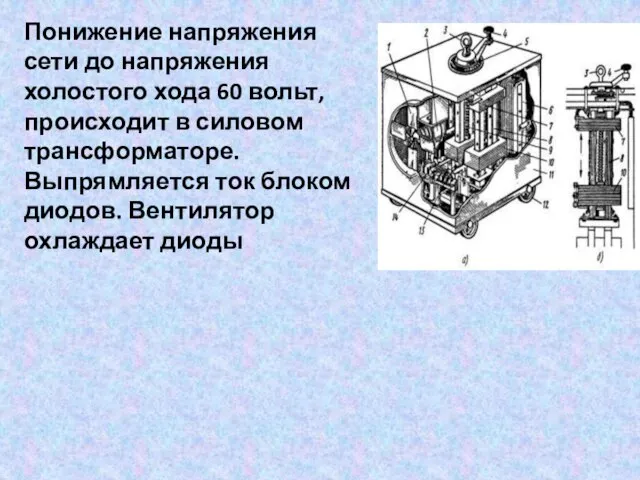
- 3. Понижение напряжения сети до напряжения холостого хода 60 вольт, происходит в силовом трансформаторе. Выпрямляется ток блоком
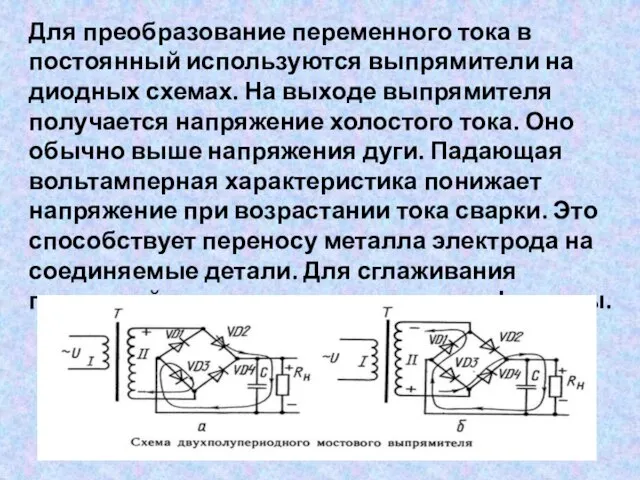
- 4. Для преобразование переменного тока в постоянный используются выпрямители на диодных схемах. На выходе выпрямителя получается напряжение
- 5. Многопостовые сварочные выпрямители рассчитываются специальным образом. Количество возможных сварочных подключений (постов) определяется по формуле: n =
- 6. При массовых производствах часто возникает необходимость проведения сварочных работ несколькими сварщиками одновременно, на небольшой производственной площади.
- 7. Каждый пост имеет самостоятельный независимый балластный реостат для регулировки тока и создания падающей характеристики зависимости напряжения
- 8. Техника сварки стыковых соединений Билет 6 (2)
- 9. Сварка стыковых соединений в нижнем положении с разделкой кромок и угловых швов затруднена тем, что сварка
- 10. Корень шва. Особое требование предъявляется к сварке корня шва, который состоит из первого валика - «сварка
- 11. Выполненный валик должен быть «нормальным» или «вогнутым», с проплавлением обоих кромок, без подрезов, с хорошим формированием
- 12. 1-й способ - без манипулирований. Этот способ возможен при минимальной ширине шва. Наблюдая за оплавлением обеих
- 13. Угол наклона электрода по отношению к направлению сварки выдерживать 90 ± 10°. Сварка под «прямым углом»
- 14. 2-й способ - с манипулированием электродом - «вперед назад». Не меняя наклона электрода, для избежания прожога,
- 15. При недостаточной квалификации сварщика при сварке первого корневого валика (в зазор) в местах стыковки электродов при
- 16. Для того, чтобы избежать выборки, необходимо, чтобы: 1. Высота корневого валика не превышала диаметра электрода. 2.
- 17. Подготовка обратной стороны корня шва. В зависимости от форм разделки и качества сформированного первого валика с
- 18. Корневой валик с обратной стороны является завершением сварки корня шва в Х-образной разделке и в V-образной
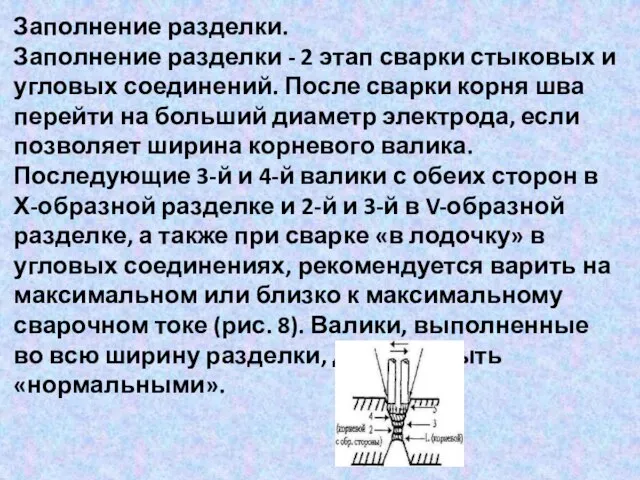
- 19. Заполнение разделки. Заполнение разделки - 2 этап сварки стыковых и угловых соединений. После сварки корня шва
- 20. Сварка лицевого валика (слоя). Для завершения всего шва правильной формы или по заданному техпроцессу необходимо предпоследний
- 22. Скачать презентацию
Выпрямитель выполнен из следующих деталей:
блока с полупроводниками;
силового трансформатора;
элементов для регулирования, включения,
Выпрямитель выполнен из следующих деталей:
блока с полупроводниками;
силового трансформатора;
элементов для регулирования, включения,
Понижение напряжения сети до напряжения холостого хода 60 вольт, происходит в
Понижение напряжения сети до напряжения холостого хода 60 вольт, происходит в
Для преобразование переменного тока в постоянный используются выпрямители на диодных схемах.
Для преобразование переменного тока в постоянный используются выпрямители на диодных схемах.
Многопостовые сварочные выпрямители рассчитываются специальным образом. Количество возможных сварочных подключений (постов)
Многопостовые сварочные выпрямители рассчитываются специальным образом. Количество возможных сварочных подключений (постов)

При массовых производствах часто возникает необходимость проведения сварочных работ несколькими сварщиками
При массовых производствах часто возникает необходимость проведения сварочных работ несколькими сварщиками

Каждый пост имеет самостоятельный независимый балластный реостат для регулировки тока и
Каждый пост имеет самостоятельный независимый балластный реостат для регулировки тока и
Техника сварки стыковых соединений
Билет 6 (2)
Техника сварки стыковых соединений
Билет 6 (2)
Сварка стыковых соединений в нижнем положении с разделкой кромок и угловых швов
Сварка стыковых соединений в нижнем положении с разделкой кромок и угловых швов
Корень шва.
Особое требование предъявляется к сварке корня шва, который состоит из
Корень шва.
Особое требование предъявляется к сварке корня шва, который состоит из
Выполненный валик должен быть «нормальным» или «вогнутым», с проплавлением обоих кромок,
Выполненный валик должен быть «нормальным» или «вогнутым», с проплавлением обоих кромок,

1-й способ - без манипулирований. Этот способ возможен при минимальной ширине шва.
1-й способ - без манипулирований. Этот способ возможен при минимальной ширине шва.

Угол наклона электрода по отношению к направлению сварки выдерживать 90 ±
Угол наклона электрода по отношению к направлению сварки выдерживать 90 ±

2-й способ - с манипулированием электродом - «вперед назад». Не меняя наклона
2-й способ - с манипулированием электродом - «вперед назад». Не меняя наклона

При недостаточной квалификации сварщика при сварке первого корневого валика (в зазор)
При недостаточной квалификации сварщика при сварке первого корневого валика (в зазор)
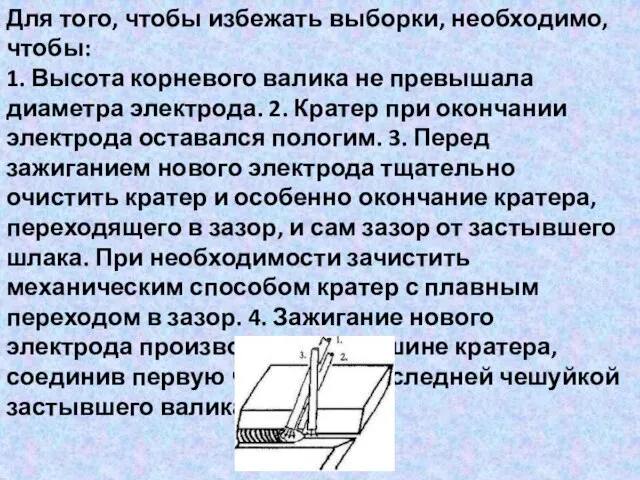
Для того, чтобы избежать выборки, необходимо, чтобы:
1. Высота корневого валика не
Для того, чтобы избежать выборки, необходимо, чтобы:
1. Высота корневого валика не

Подготовка обратной стороны корня шва.
В зависимости от форм разделки и качества
Подготовка обратной стороны корня шва.
В зависимости от форм разделки и качества

Корневой валик с обратной стороны является завершением сварки корня шва в
Корневой валик с обратной стороны является завершением сварки корня шва в
Заполнение разделки.
Заполнение разделки - 2 этап сварки стыковых и угловых соединений.
Заполнение разделки.
Заполнение разделки - 2 этап сварки стыковых и угловых соединений.

Сварка лицевого валика (слоя).
Для завершения всего шва правильной формы или по
Сварка лицевого валика (слоя).
Для завершения всего шва правильной формы или по
 Project: Global Social Media Plan // June Topic: Donut Day Format: GIF Date: 2 June
Project: Global Social Media Plan // June Topic: Donut Day Format: GIF Date: 2 June Succeeding in lifelong learning
Succeeding in lifelong learning 20150320__parad_pobedy-_2
20150320__parad_pobedy-_2 Театральные подмостки. Проект
Театральные подмостки. Проект Безопасность воздушного движения - система выдачи информации о близости земли TAWS
Безопасность воздушного движения - система выдачи информации о близости земли TAWS Парки, скверы и бульвары
Парки, скверы и бульвары Очистка внутренней полости трубопровода
Очистка внутренней полости трубопровода Loft
Loft Специальные способы литья. Литье в оболочковые формы
Специальные способы литья. Литье в оболочковые формы Состязания роботов
Состязания роботов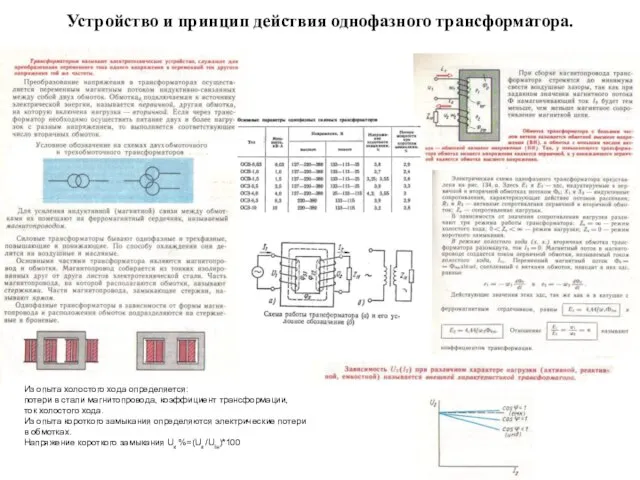 Устройство и принцип действия однофазного трансформатора. Билет 3
Устройство и принцип действия однофазного трансформатора. Билет 3 Вертикально-интегрированный птицекомплекс по промышленному производству и переработке мяса индейки в Хабаровском крае
Вертикально-интегрированный птицекомплекс по промышленному производству и переработке мяса индейки в Хабаровском крае Еnglish-speaking countries
Еnglish-speaking countries Лучшая муниципальная практика комплексного развития сельских поселений
Лучшая муниципальная практика комплексного развития сельских поселений Reklamnaya_Kampania
Reklamnaya_Kampania Проектирование ТП изготовления станин и рам
Проектирование ТП изготовления станин и рам План ботанический экспедиции в Сосновский лесопарк
План ботанический экспедиции в Сосновский лесопарк Проектирование Microgrid на возобновляемых источниках энергии
Проектирование Microgrid на возобновляемых источниках энергии 3-я и 4-я Книги Царств
3-я и 4-я Книги Царств Совершенствования организации технического сервиса автомобилей с разработкой участка кузовного ремонта в ИП Малышев В.А.
Совершенствования организации технического сервиса автомобилей с разработкой участка кузовного ремонта в ИП Малышев В.А. Мотивационное письмо
Мотивационное письмо 20180112_33._zarozhdenie_demokratii_v_afinah
20180112_33._zarozhdenie_demokratii_v_afinah Презентация-1
Презентация-1 Sozdaj svoego robota (prezenta
Sozdaj svoego robota (prezenta Сорокина_Анастасия_портфолио-3
Сорокина_Анастасия_портфолио-3 MO_MVD
MO_MVD Презентация1
Презентация1 Солёное тесто
Солёное тесто