- Технологическая документация на операции, выполняемые на станках с ЧПУ

Содержание
- 2. Справочная документация содержит картотеки сведений о станках с ЧПУ, режущем, вспомогательном и измерительном инструменте, установочно-зажимных приспособлениях,
- 3. Правила оформления документов на технологические процессы и операции, выполняемые на станках с ЧПУ, и виды этих
- 4. Комплектность документов устанавливается в зависимости от типа производства и вида разрабатываемых технологических процессов (операций). Комплектность документов
- 5. При разработке технологических процессов (операций) и управляющих программ оформляются следующие документы: (ГОСТ 3.1118-82) маршрутная карта (формы
- 6. Маршрутная карта — технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия (включая контроль и
- 7. Маршрутная карта (первый лист)
- 8. Маршрутная карта (последующие листы)
- 9. Карта технологического процесса (КТП) предназначена для описания процесса изготовления или ремонта изделия в техно-логической последовательности по
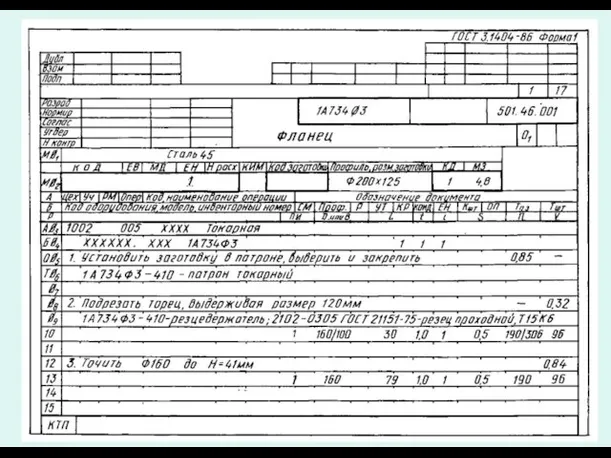
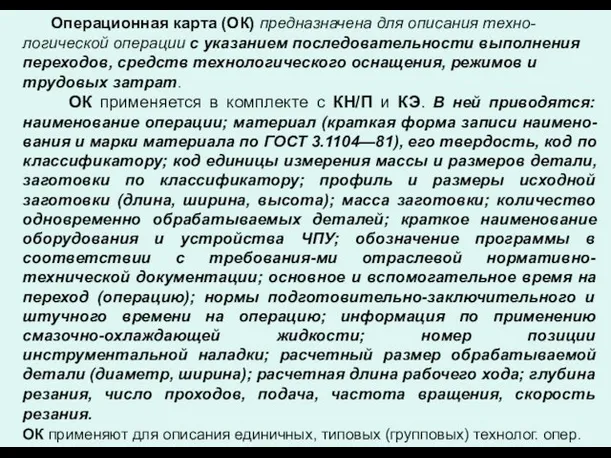
- 11. Операционная карта (ОК) предназначена для описания техно-логической операции с указанием последовательности выполнения переходов, средств технологического оснащения,
- 12. Пример операционной карты
- 13. Карта наладки инструмента (КН/П) Применяют для указания полного состава вспомогательного и режущего инструмента в технологической последователь-ности
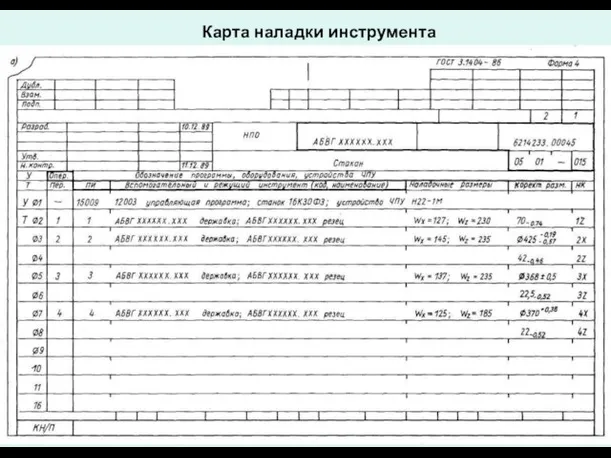
- 14. Карта наладки инструмента
- 15. . Карта эскизов (КЭ)— графический документ, содержащий эскизы, схемы и таблицы и предназначенный для пояснения выполнения
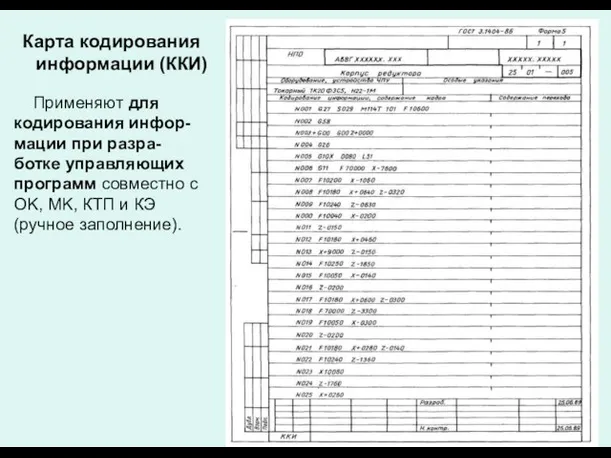
- 16. Карта кодирования информации (ККИ) Применяют для кодирования инфор- мации при разра- ботке управляющих программ совместно с
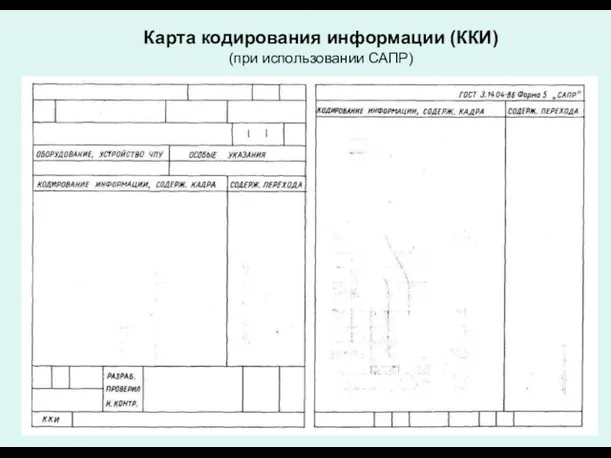
- 17. Карта кодирования информации (ККИ) (при использовании САПР)
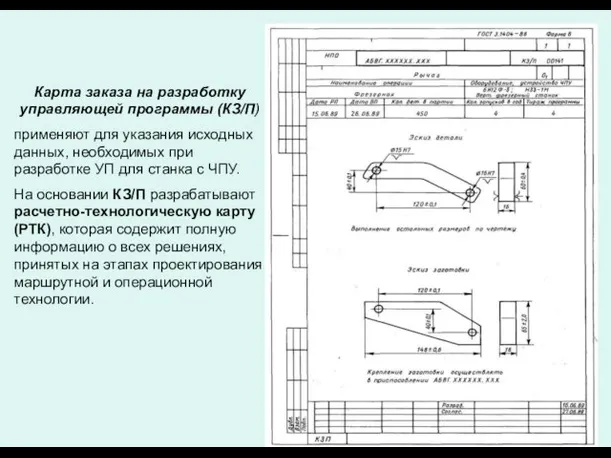
- 18. Карта заказа на разработку управляющей программы (КЗ/П) применяют для указания исходных данных, необходимых при разработке УП
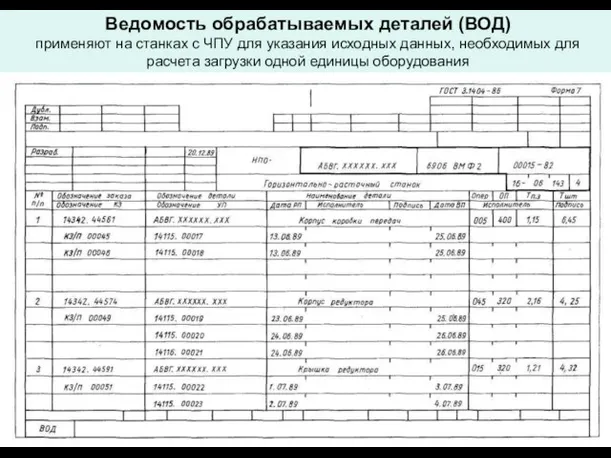
- 19. Ведомость обрабатываемых деталей (ВОД) применяют на станках с ЧПУ для указания исходных данных, необходимых для расчета
- 20. Акт внедрения УП Является заключительным документом, в котором отражаются результаты пробной обработки одной или нескольких заготовок
- 21. Вопросы для самоконтроля. Какие виды документации используют при проектирования технологического процесса на станках с ЧПУ? Какие
- 23. Скачать презентацию
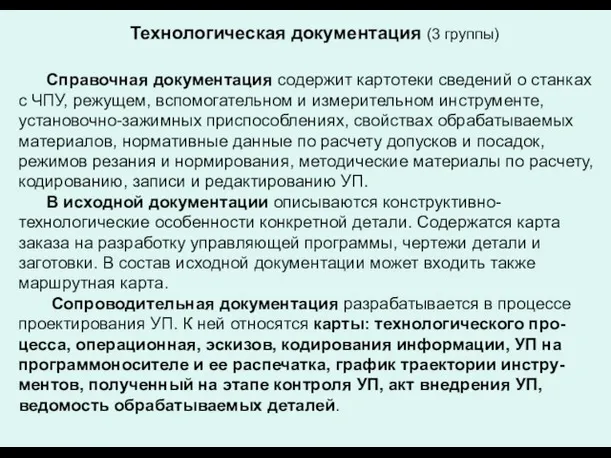
Справочная документация содержит картотеки сведений о станках с ЧПУ, режущем,
Справочная документация содержит картотеки сведений о станках с ЧПУ, режущем,
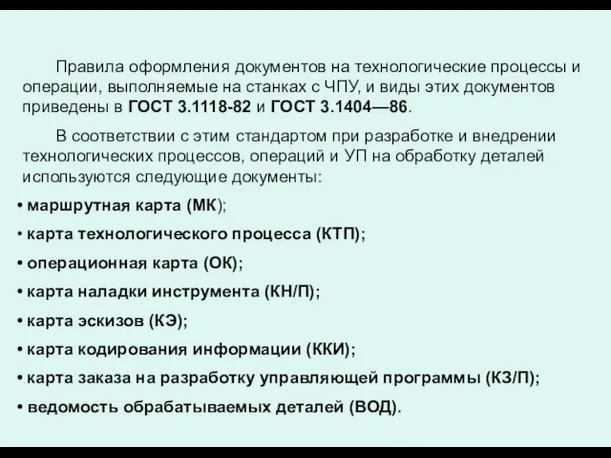
Правила оформления документов на технологические процессы и операции, выполняемые на
Правила оформления документов на технологические процессы и операции, выполняемые на
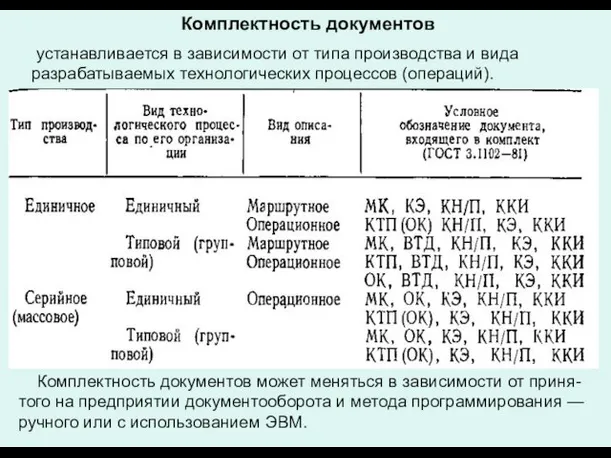
Комплектность документов
устанавливается в зависимости от типа производства и вида
Комплектность документов
устанавливается в зависимости от типа производства и вида
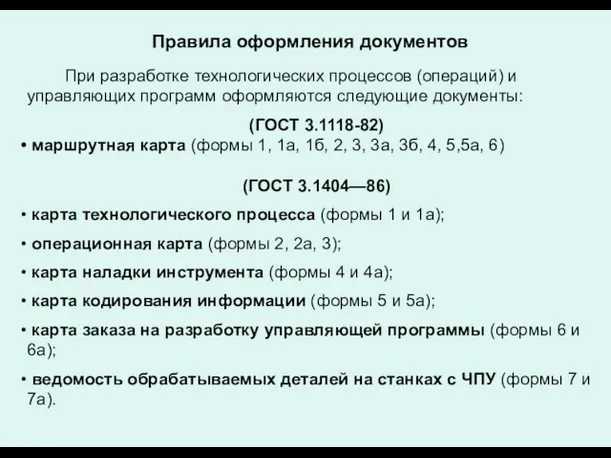
При разработке технологических процессов (операций) и управляющих программ оформляются следующие
При разработке технологических процессов (операций) и управляющих программ оформляются следующие
Маршрутная карта — технологический документ, содержащий описание технологического процесса изготовления
Маршрутная карта — технологический документ, содержащий описание технологического процесса изготовления
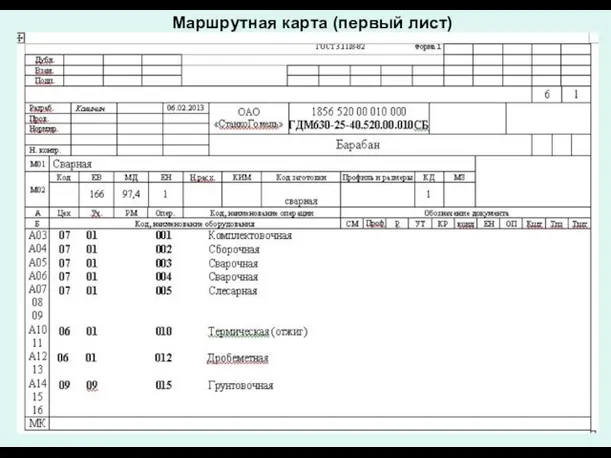
Маршрутная карта (первый лист)
Маршрутная карта (первый лист)
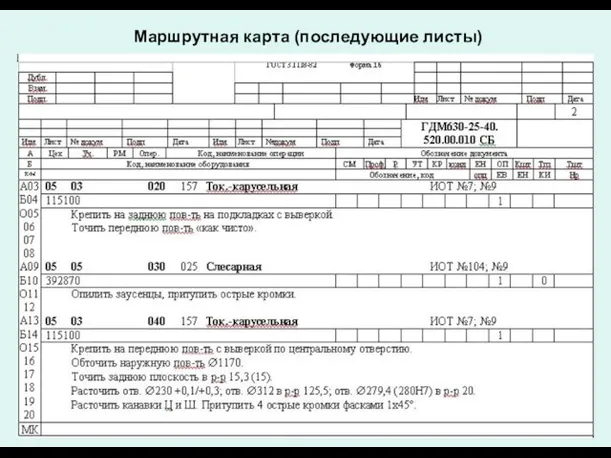
Маршрутная карта (последующие листы)
Маршрутная карта (последующие листы)
Карта технологического процесса (КТП) предназначена для описания процесса изготовления или
Карта технологического процесса (КТП) предназначена для описания процесса изготовления или
Операционная карта (ОК) предназначена для описания техно-логической операции с указанием
Операционная карта (ОК) предназначена для описания техно-логической операции с указанием

Пример операционной карты
Пример операционной карты
Карта наладки инструмента (КН/П)
Применяют для указания полного состава вспомогательного
Карта наладки инструмента (КН/П)
Применяют для указания полного состава вспомогательного
Карта наладки инструмента
Карта наладки инструмента

.
Карта эскизов (КЭ)— графический документ, содержащий эскизы, схемы и таблицы
.
Карта эскизов (КЭ)— графический документ, содержащий эскизы, схемы и таблицы
Карта кодирования информации (ККИ)
Применяют для
кодирования инфор-
мации при разра-
ботке
Карта кодирования информации (ККИ)
Применяют для
кодирования инфор-
мации при разра-
ботке
Карта кодирования информации (ККИ)
(при использовании САПР)
Карта кодирования информации (ККИ)
(при использовании САПР)
Карта заказа на разработку управляющей программы (КЗ/П)
применяют для указания исходных
Карта заказа на разработку управляющей программы (КЗ/П)
применяют для указания исходных
Ведомость обрабатываемых деталей (ВОД)
применяют на станках с ЧПУ для указания
Ведомость обрабатываемых деталей (ВОД)
применяют на станках с ЧПУ для указания
Акт внедрения УП
Является заключительным документом, в котором отражаются результаты
Акт внедрения УП
Является заключительным документом, в котором отражаются результаты
Вопросы для самоконтроля.
Какие виды документации используют при проектирования технологического
Вопросы для самоконтроля.
Какие виды документации используют при проектирования технологического
Похожие презентации
 20140304_art-_terapiya_arsenteva_-_kopiya
20140304_art-_terapiya_arsenteva_-_kopiya Птицы собираются в стаи
Птицы собираются в стаи Возможность бизнес пользователя настраивать reCAPTCHA
Возможность бизнес пользователя настраивать reCAPTCHA 20130428_mezhdunarodnaya_zashchita_prav_cheloveka
20130428_mezhdunarodnaya_zashchita_prav_cheloveka Пешеходный патруль
Пешеходный патруль Дидактическая игра
Дидактическая игра Copia de Copia de Copia de Mi viaje favorito
Copia de Copia de Copia de Mi viaje favorito Этапы .Замысел исследования
Этапы .Замысел исследования Какие бывают нитки? Как они используются?
Какие бывают нитки? Как они используются? Игра по технологии Шоколад от Холмса
Игра по технологии Шоколад от Холмса Абай.pptx
Абай.pptx Зеленые
Зеленые Портфолио Жумабаева Мукатжана
Портфолио Жумабаева Мукатжана Гірничовидобувний комплекс
Гірничовидобувний комплекс Раздел Технология обработки древесины
Раздел Технология обработки древесины Переложение песен Давида на святорусский язык вечнозаветной псалтири (псалом 72)
Переложение песен Давида на святорусский язык вечнозаветной псалтири (псалом 72) Рендеры_Ростокино_ 04 08 2022
Рендеры_Ростокино_ 04 08 2022 Доклад на ректорском_29.08.22
Доклад на ректорском_29.08.22 Какими были святые в детстве
Какими были святые в детстве If You Love Me and You Know It Song
If You Love Me and You Know It Song
 Основы цифровой схемотехники
Основы цифровой схемотехники Функциональное назначение здания. Помещение
Функциональное назначение здания. Помещение Защита деревянных конструкций от гниения и возгорания
Защита деревянных конструкций от гниения и возгорания Лекція. Характеристика матеріально-технічної бази для організації обслуговування споживачів у закладах ресторанного господарства
Лекція. Характеристика матеріально-технічної бази для організації обслуговування споживачів у закладах ресторанного господарства Слово и слог. Закрепление
Слово и слог. Закрепление Элементы продольного профиля дороги
Элементы продольного профиля дороги Алгоритм определения цветовых характеристик внешности
Алгоритм определения цветовых характеристик внешности