- Технологии термической и химико-термической обработки сталей

Содержание
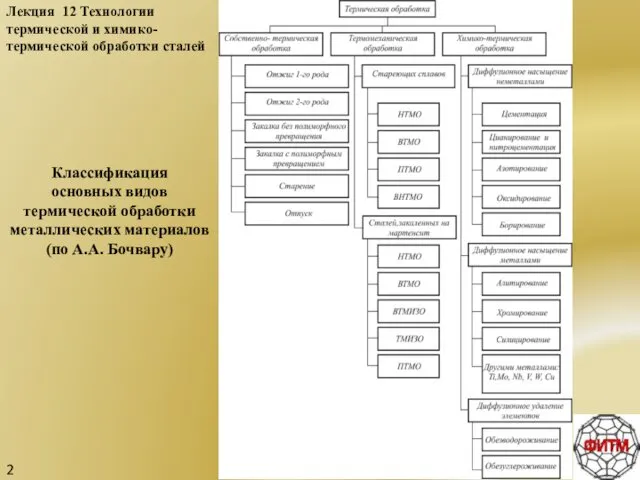
- 2. Лекция 12 Технологии термической и химико-термической обработки сталей Классификация основных видов термической обработки металлических материалов (по
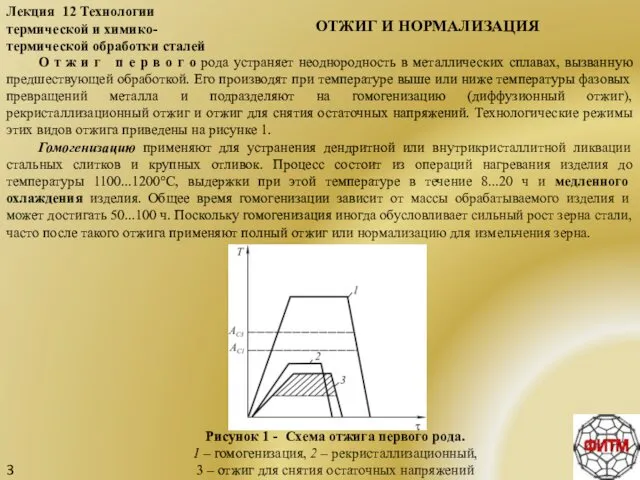
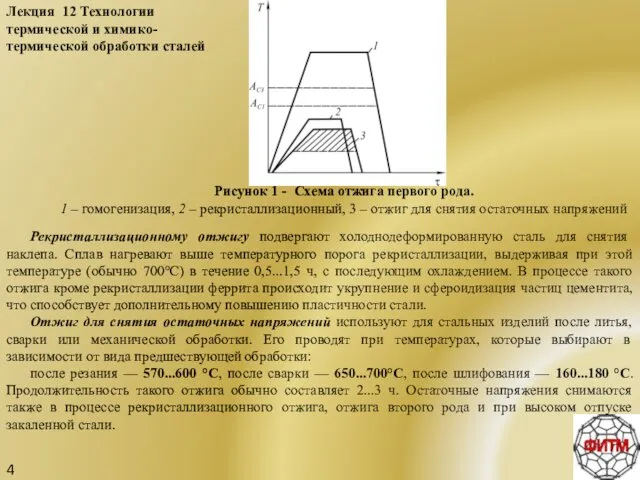
- 3. Лекция 12 Технологии термической и химико-термической обработки сталей 3 О т ж и г п е
- 4. 4 Лекция 12 Технологии термической и химико-термической обработки сталей Рекристаллизационному отжигу подвергают холоднодеформированную сталь для снятия
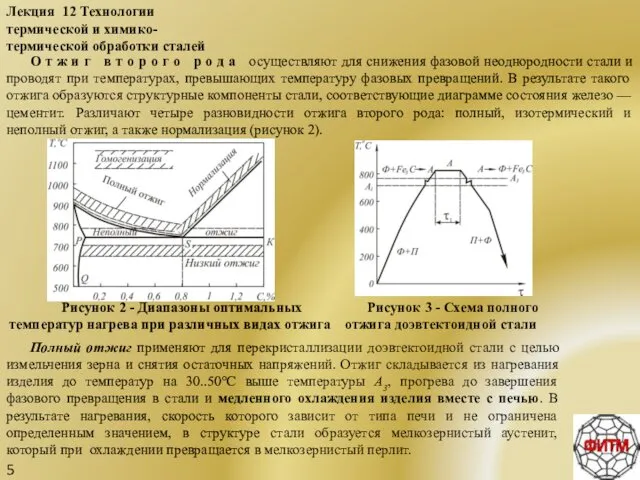
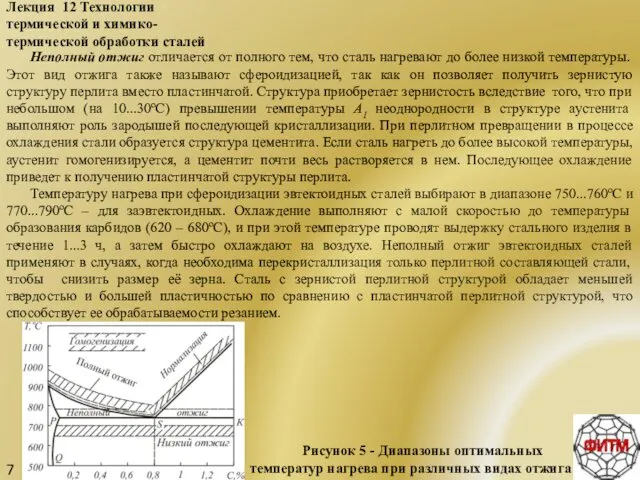
- 5. 5 Лекция 12 Технологии термической и химико-термической обработки сталей О т ж и г в т
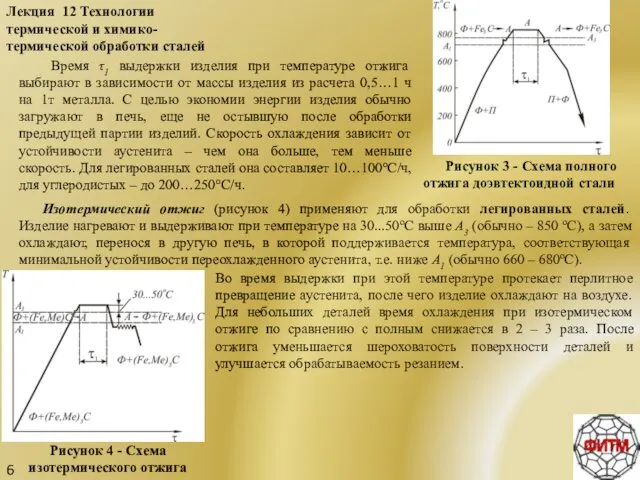
- 6. 6 Лекция 12 Технологии термической и химико-термической обработки сталей Время τ1 выдержки изделия при температуре отжига
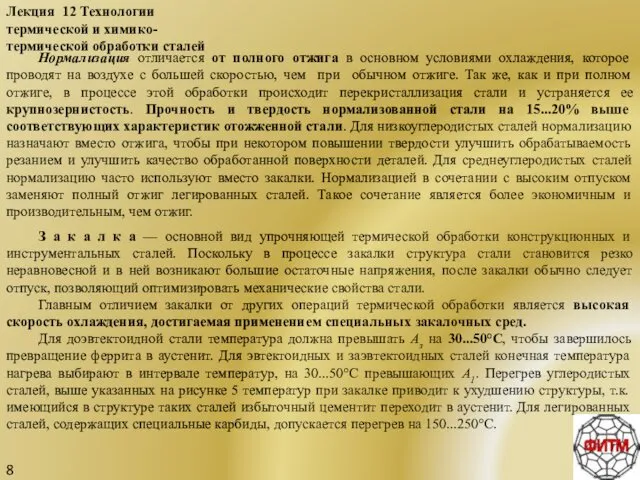
- 7. 7 Лекция 12 Технологии термической и химико-термической обработки сталей Неполный отжиг отличается от полного тем, что
- 8. 8 Лекция 12 Технологии термической и химико-термической обработки сталей Нормализация отличается от полного отжига в основном
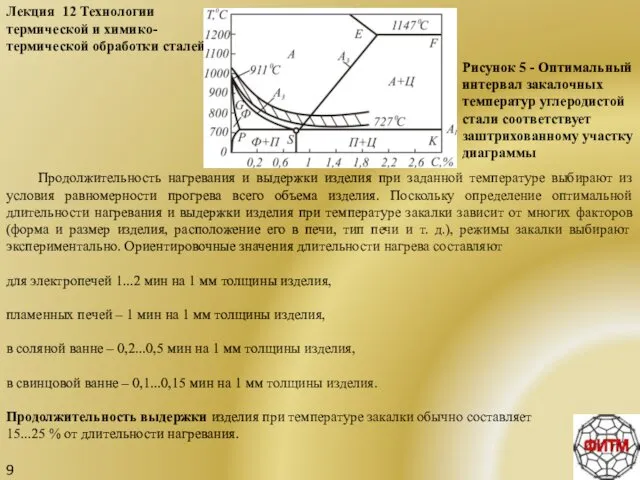
- 9. 9 Лекция 12 Технологии термической и химико-термической обработки сталей Рисунок 5 - Оптимальный интервал закалочных температур
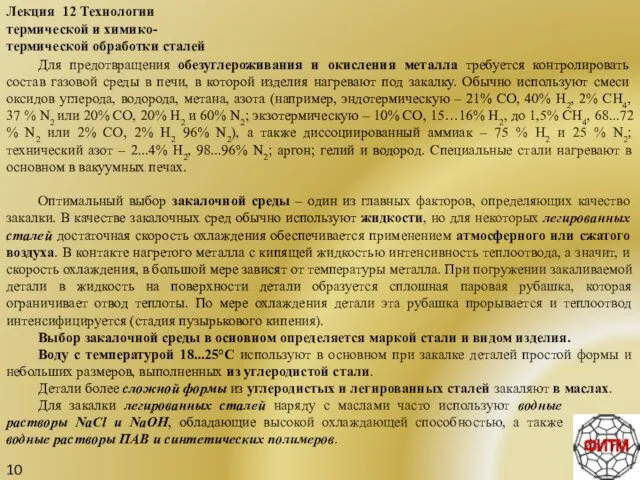
- 10. 10 Лекция 12 Технологии термической и химико-термической обработки сталей Для предотвращения обезуглероживания и окисления металла требуется
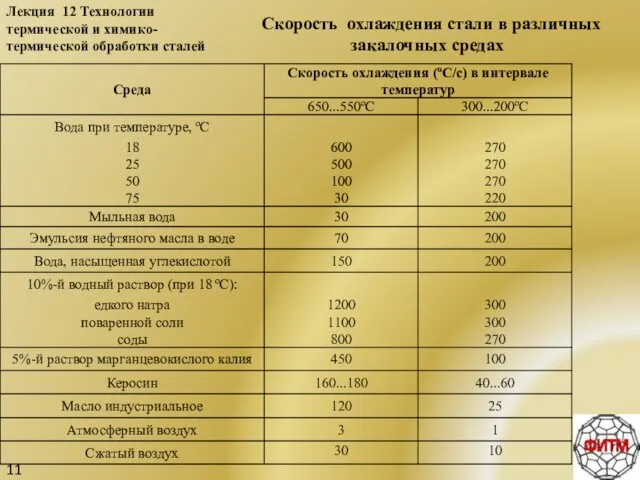
- 11. 11 Лекция 12 Технологии термической и химико-термической обработки сталей Скорость охлаждения стали в различных закалочных средах
- 12. 12 Лекция 12 Технологии термической и химико-термической обработки сталей Свойства углеродистых сталей, подвергнутых закалке, зависят от
- 13. 13 Лекция 12 Технологии термической и химико-термической обработки сталей Закалку некоторых сталей, используемых для изготовления измерительного
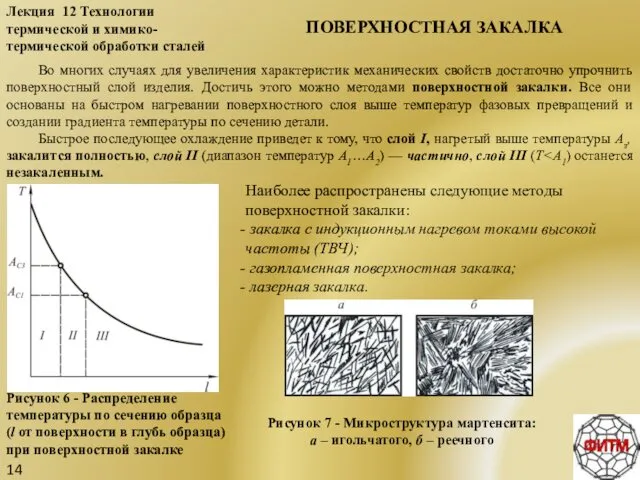
- 14. 14 Лекция 12 Технологии термической и химико-термической обработки сталей ПОВЕРХНОСТНАЯ ЗАКАЛКА Во многих случаях для увеличения
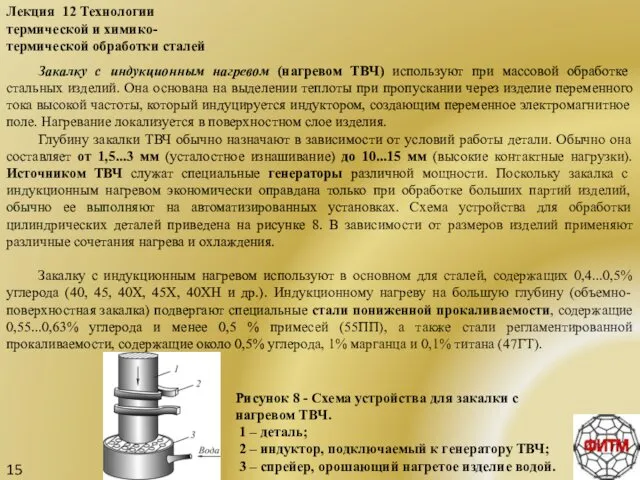
- 15. 15 Лекция 12 Технологии термической и химико-термической обработки сталей Закалку с индукционным нагревом (нагревом ТВЧ) используют
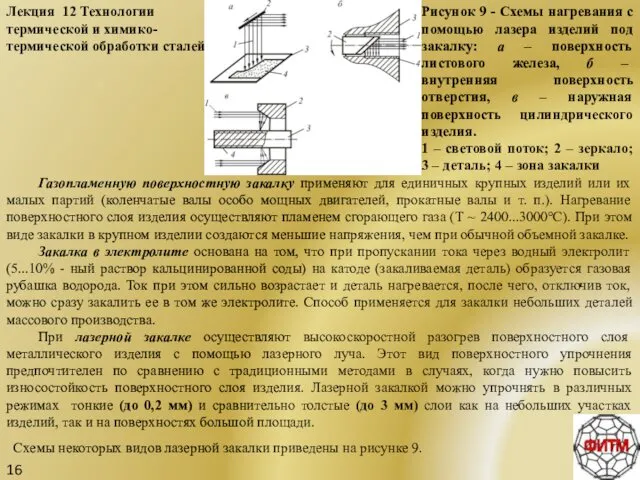
- 16. 16 Лекция 12 Технологии термической и химико-термической обработки сталей Газопламенную поверхностную закалку применяют для единичных крупных
- 17. 17 Лекция 12 Технологии термической и химико-термической обработки сталей ОТПУСК И ИСКУССТВЕННОЕ СТАРЕНИЕ О т п
- 18. 18 Лекция 12 Технологии термической и химико-термической обработки сталей Высокий отпуск назначают в основном для деталей
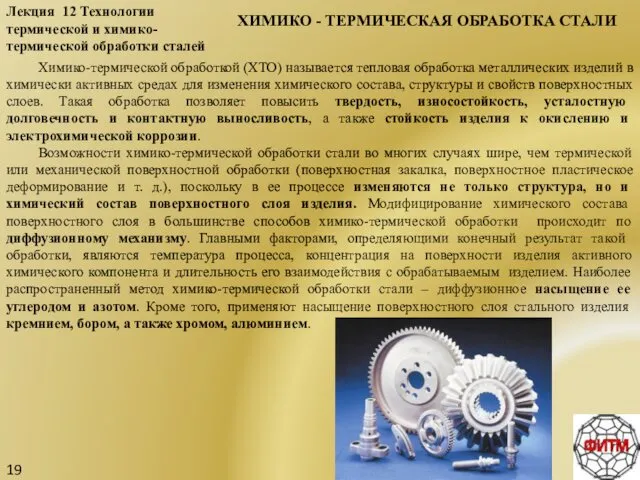
- 19. 19 Лекция 12 Технологии термической и химико-термической обработки сталей ХИМИКО - ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ Химико-термической обработкой
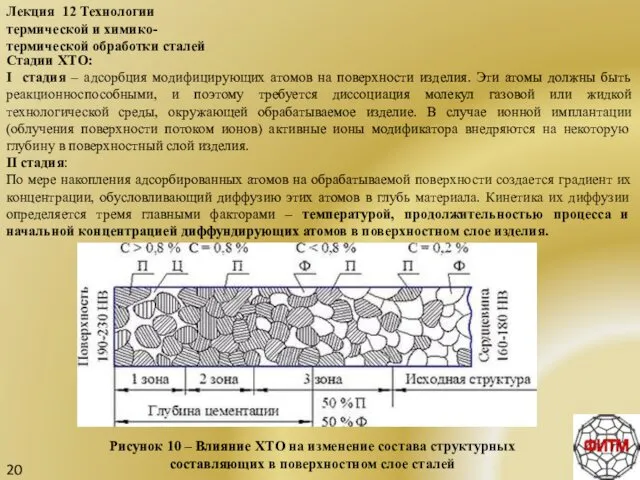
- 20. 20 Лекция 12 Технологии термической и химико-термической обработки сталей Стадии ХТО: I стадия – адсорбция модифицирующих
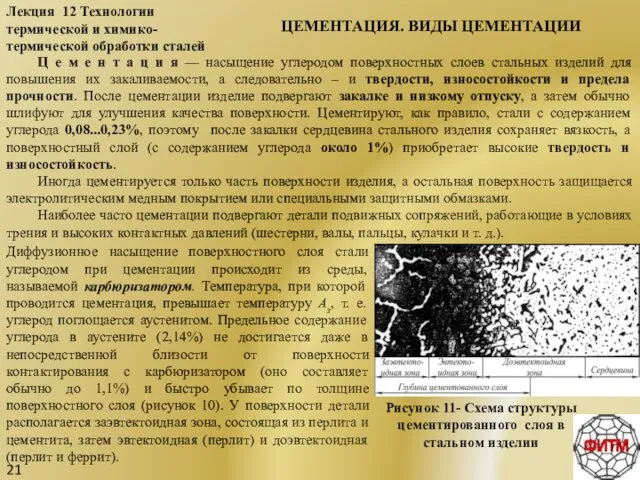
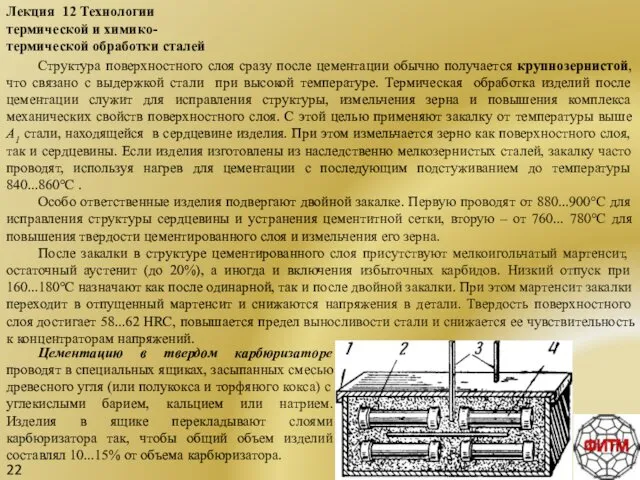
- 21. 21 Лекция 12 Технологии термической и химико-термической обработки сталей ЦЕМЕНТАЦИЯ. ВИДЫ ЦЕМЕНТАЦИИ Ц е м е
- 22. 22 Лекция 12 Технологии термической и химико-термической обработки сталей Структура поверхностного слоя сразу после цементации обычно
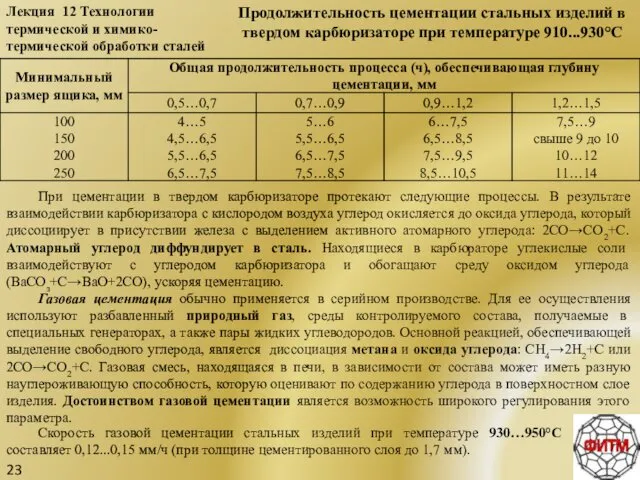
- 23. 23 Лекция 12 Технологии термической и химико-термической обработки сталей Продолжительность цементации стальных изделий в твердом карбюризаторе
- 24. 24 Лекция 12 Технологии термической и химико-термической обработки сталей АЗОТИРОВАНИЕ, НИТРОЦЕМЕНТАЦИЯ И ЦИАНИРОВАНИЕ А з о
- 25. 25 Лекция 12 Технологии термической и химико-термической обработки сталей Температура нитроцементации примерно на 100°С ниже, чем
- 26. 26 Лекция 12 Технологии термической и химико-термической обработки сталей Среднетемпературное цианирование проводят при температуре 820...860°С, приводя
- 27. 27 Лекция 12 Технологии термической и химико-термической обработки сталей Модифицирующие металлы и неметаллы вводят в поверхностный
- 28. 28 Лекция 12 Технологии термической и химико-термической обработки сталей Алитирование (диффузионное насыщение алюминием) применяют для повышения
- 30. Скачать презентацию
Лекция 12 Технологии термической и химико-термической обработки сталей
Классификация
основных видов термической
Лекция 12 Технологии термической и химико-термической обработки сталей
Классификация
основных видов термической
Лекция 12 Технологии термической и химико-термической обработки сталей
3
О т ж и
Лекция 12 Технологии термической и химико-термической обработки сталей
3
О т ж и
4
Лекция 12 Технологии термической и химико-термической обработки сталей
Рекристаллизационному отжигу подвергают холоднодеформированную
4
Лекция 12 Технологии термической и химико-термической обработки сталей
Рекристаллизационному отжигу подвергают холоднодеформированную
5
Лекция 12 Технологии термической и химико-термической обработки сталей
О т ж и
5
Лекция 12 Технологии термической и химико-термической обработки сталей
О т ж и
6
Лекция 12 Технологии термической и химико-термической обработки сталей
Время τ1 выдержки изделия
6
Лекция 12 Технологии термической и химико-термической обработки сталей
Время τ1 выдержки изделия
7
Лекция 12 Технологии термической и химико-термической обработки сталей
Неполный отжиг отличается от
7
Лекция 12 Технологии термической и химико-термической обработки сталей
Неполный отжиг отличается от
8
Лекция 12 Технологии термической и химико-термической обработки сталей
Нормализация отличается от полного
8
Лекция 12 Технологии термической и химико-термической обработки сталей
Нормализация отличается от полного
9
Лекция 12 Технологии термической и химико-термической обработки сталей
Рисунок 5 - Оптимальный
9
Лекция 12 Технологии термической и химико-термической обработки сталей
Рисунок 5 - Оптимальный
10
Лекция 12 Технологии термической и химико-термической обработки сталей
Для предотвращения обезуглероживания и
10
Лекция 12 Технологии термической и химико-термической обработки сталей
Для предотвращения обезуглероживания и
11
Лекция 12 Технологии термической и химико-термической обработки сталей
Скорость охлаждения стали в
11
Лекция 12 Технологии термической и химико-термической обработки сталей
Скорость охлаждения стали в
12
Лекция 12 Технологии термической и химико-термической обработки сталей
Свойства углеродистых сталей, подвергнутых
12
Лекция 12 Технологии термической и химико-термической обработки сталей
Свойства углеродистых сталей, подвергнутых
13
Лекция 12 Технологии термической и химико-термической обработки сталей
Закалку некоторых сталей, используемых
13
Лекция 12 Технологии термической и химико-термической обработки сталей
Закалку некоторых сталей, используемых
14
Лекция 12 Технологии термической и химико-термической обработки сталей
ПОВЕРХНОСТНАЯ ЗАКАЛКА
Во многих случаях
14
Лекция 12 Технологии термической и химико-термической обработки сталей
ПОВЕРХНОСТНАЯ ЗАКАЛКА
Во многих случаях
15
Лекция 12 Технологии термической и химико-термической обработки сталей
Закалку с индукционным нагревом
15
Лекция 12 Технологии термической и химико-термической обработки сталей
Закалку с индукционным нагревом
16
Лекция 12 Технологии термической и химико-термической обработки сталей
Газопламенную поверхностную закалку применяют
16
Лекция 12 Технологии термической и химико-термической обработки сталей
Газопламенную поверхностную закалку применяют
17
Лекция 12 Технологии термической и химико-термической обработки сталей
ОТПУСК И ИСКУССТВЕННОЕ СТАРЕНИЕ
О
17
Лекция 12 Технологии термической и химико-термической обработки сталей
ОТПУСК И ИСКУССТВЕННОЕ СТАРЕНИЕ
О
18
Лекция 12 Технологии термической и химико-термической обработки сталей
Высокий отпуск назначают в
18
Лекция 12 Технологии термической и химико-термической обработки сталей
Высокий отпуск назначают в
19
Лекция 12 Технологии термической и химико-термической обработки сталей
ХИМИКО - ТЕРМИЧЕСКАЯ ОБРАБОТКА
19
Лекция 12 Технологии термической и химико-термической обработки сталей
ХИМИКО - ТЕРМИЧЕСКАЯ ОБРАБОТКА
20
Лекция 12 Технологии термической и химико-термической обработки сталей
Стадии ХТО:
I стадия –
20
Лекция 12 Технологии термической и химико-термической обработки сталей
Стадии ХТО:
I стадия –
21
Лекция 12 Технологии термической и химико-термической обработки сталей
ЦЕМЕНТАЦИЯ. ВИДЫ ЦЕМЕНТАЦИИ
Ц е
21
Лекция 12 Технологии термической и химико-термической обработки сталей
ЦЕМЕНТАЦИЯ. ВИДЫ ЦЕМЕНТАЦИИ
Ц е
22
Лекция 12 Технологии термической и химико-термической обработки сталей
Структура поверхностного слоя сразу
22
Лекция 12 Технологии термической и химико-термической обработки сталей
Структура поверхностного слоя сразу
23
Лекция 12 Технологии термической и химико-термической обработки сталей
Продолжительность цементации стальных изделий
23
Лекция 12 Технологии термической и химико-термической обработки сталей
Продолжительность цементации стальных изделий
24
Лекция 12 Технологии термической и химико-термической обработки сталей
АЗОТИРОВАНИЕ, НИТРОЦЕМЕНТАЦИЯ И ЦИАНИРОВАНИЕ
24
Лекция 12 Технологии термической и химико-термической обработки сталей
АЗОТИРОВАНИЕ, НИТРОЦЕМЕНТАЦИЯ И ЦИАНИРОВАНИЕ
25
Лекция 12 Технологии термической и химико-термической обработки сталей
Температура нитроцементации примерно на
25
Лекция 12 Технологии термической и химико-термической обработки сталей
Температура нитроцементации примерно на
26
Лекция 12 Технологии термической и химико-термической обработки сталей
Среднетемпературное цианирование проводят при
26
Лекция 12 Технологии термической и химико-термической обработки сталей
Среднетемпературное цианирование проводят при
27
Лекция 12 Технологии термической и химико-термической обработки сталей
Модифицирующие металлы и неметаллы
27
Лекция 12 Технологии термической и химико-термической обработки сталей
Модифицирующие металлы и неметаллы
28
Лекция 12 Технологии термической и химико-термической обработки сталей
Алитирование (диффузионное насыщение алюминием)
28
Лекция 12 Технологии термической и химико-термической обработки сталей
Алитирование (диффузионное насыщение алюминием)
 Законодавчі акти щодо питань надання медичної допомоги в україні
Законодавчі акти щодо питань надання медичної допомоги в україні Поиск недостающей информации, её обработка и анализ. Выбор источников
Поиск недостающей информации, её обработка и анализ. Выбор источников самовар
самовар Научные основы производства продуктов питания
Научные основы производства продуктов питания Рациональная организация рабочего места для резьбы по дереву. Плосковыемочная резьба
Рациональная организация рабочего места для резьбы по дереву. Плосковыемочная резьба Трухина 30.08.22 новое
Трухина 30.08.22 новое Navrh technologie Sejmutí ornice
Navrh technologie Sejmutí ornice Правила безопасности на летней площадке
Правила безопасности на летней площадке эмоции
эмоции Разработка мобильного приложения для интернет провайдера Телесети
Разработка мобильного приложения для интернет провайдера Телесети Сборка ПК
Сборка ПК Пассивные компоненты электронных устройств
Пассивные компоненты электронных устройств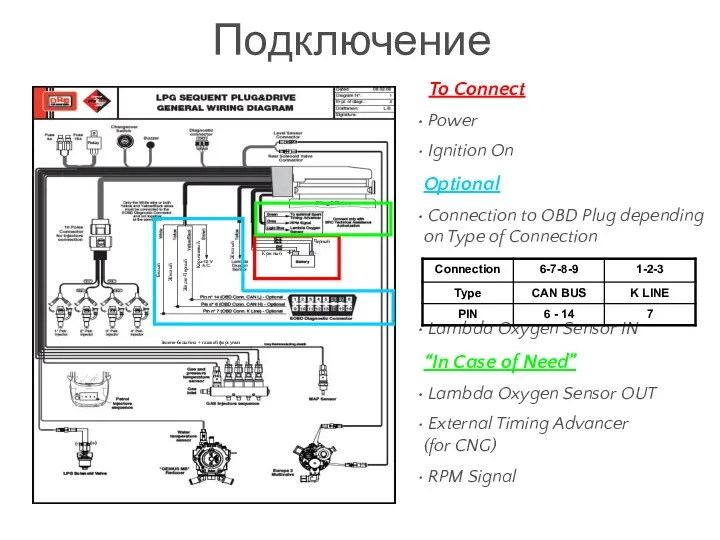 P&D CNG & LPG connection
P&D CNG & LPG connection День Петра и Павла
День Петра и Павла Презентация автомобилей женевского автосалона 2008
Презентация автомобилей женевского автосалона 2008 Животноводство
Животноводство Хрустальные вазы
Хрустальные вазы Предложения общественного объединения Наше Лианозово по продлению Люблинско-Дмитровской линии Московского метрополитена
Предложения общественного объединения Наше Лианозово по продлению Люблинско-Дмитровской линии Московского метрополитена Состав и значение Агропромышленного комплекса
Состав и значение Агропромышленного комплекса Пластилинография
Пластилинография Ltd. Zharkent
Ltd. Zharkent Керама Марацци. Методическое пособие
Керама Марацци. Методическое пособие Россия как тип культуры. Этапы и основные тенденции развития российской культуры
Россия как тип культуры. Этапы и основные тенденции развития российской культуры Falling leaves. Subtitle goes here. Template
Falling leaves. Subtitle goes here. Template Работа с родителями
Работа с родителями Металлургический комплекс. Чёрная металлургия
Металлургический комплекс. Чёрная металлургия 20151125_prezentatsiya_obshchestvo_8_klass
20151125_prezentatsiya_obshchestvo_8_klass Мелькисаровская улица, владение 2А
Мелькисаровская улица, владение 2А