- Технология изготовления площадки обслуживания с лестницей

Содержание
- 2. ПРОИЗВОДСТВЕННАЯ ПРАКТИКА Место прохождения производственной практики – Кислородно-компрессорное производство. Основные виды работ это демонтаж и ремонт
- 3. ТЕМА РАБОТЫ: ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПЛОЩАДКИ ОБСЛУЖИВАНИЯ С ЛЕСТНИЦЕЙ Цель работы: Описать технологию изготовления лестницы с переходной
- 4. ЗАДАЧИ РАБОТЫ проанализировать существующую литературу по данной теме; изучить технологию изготовления данной конструкции; подобрать необходимое оборудование,
- 5. НАЗНАЧЕНИЕ, УСЛОВИЯ РАБОТЫ И ОПИСАНИЕ КОНСТРУКЦИИ Площадка, обслуживающая с лестницей, применяется в управлении железнодорожного транспорта ОАО
- 6. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ Эта конструкция изготовлена из стали марки Ст3. Эта марка стали углеродистая,
- 7. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ Для изготовления деталей данной конструкции выбираем операции: общая очистка, разметка и наметка,
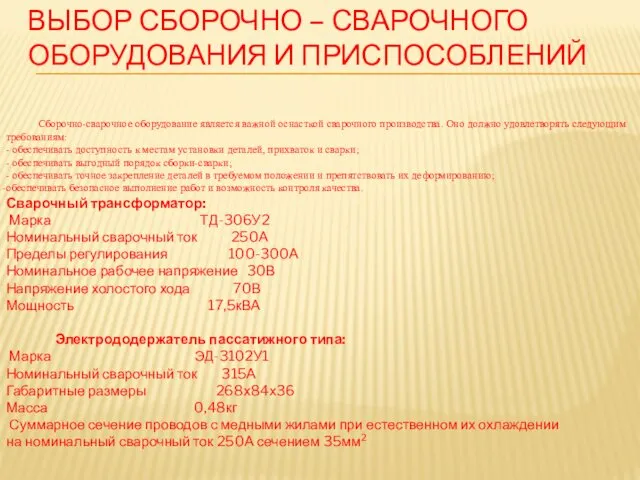
- 8. ВЫБОР СБОРОЧНО – СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ Сборочно-сварочное оборудование является важной оснасткой сварочного производства. Оно должно
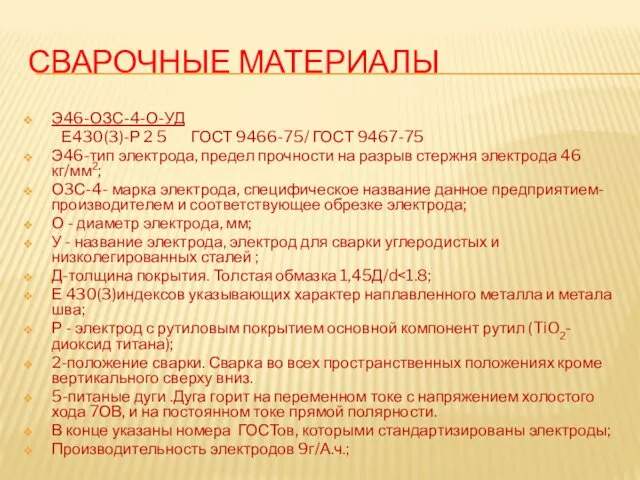
- 9. СВАРОЧНЫЕ МАТЕРИАЛЫ Э46-ОЗС-4-О-УД Е430(3)-Р 2 5 ГОСТ 9466-75/ ГОСТ 9467-75 Э46-тип электрода, предел прочности на разрыв
- 10. МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ Большим деформациям эта конструкция подвергаться не будет. При изготовлении
- 11. КОНТРОЛЬ КАЧЕСТВА После сварки конструкции производят визуально измерительный контроль (ВИК).
- 12. Режимы сварки: Согласно чертежа конструкции метал толщиной от 4 до 10мм., выбираю катет шва по наименьшей
- 13. РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМА СВАРКИ Напряжение на дуге. Зависит от её длины и составляет 18
- 14. РАСЧЕТ НОРМ ВРЕМЕНИ Норма времени для изготовления сварной конструкции складывается из следующих элементов: - подготовительно-заключительное время
- 15. РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ G эл=Gнм • P,кг Gнм-вес наплавленного металла, кг. P-расход электродов на 1кг наплавленного
- 16. РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ РАСЧЕТ ПРОИЗВОДИТСЯ ПО ФОРМУЛЕ: Q=Gнм • А, кВт/ч G нм-вес наплавленного металла, кг.
- 17. ЭКОЛОГИЯ В перечне экологических параметров профессии «Сварщик» значатся: загазованность, промышленная пыль, производственный шум, температура, влажность, освещенность,
- 19. Скачать презентацию
ПРОИЗВОДСТВЕННАЯ ПРАКТИКА
Место прохождения производственной практики – Кислородно-компрессорное производство.
ПРОИЗВОДСТВЕННАЯ ПРАКТИКА
Место прохождения производственной практики – Кислородно-компрессорное производство.
ТЕМА РАБОТЫ: ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПЛОЩАДКИ ОБСЛУЖИВАНИЯ С ЛЕСТНИЦЕЙ
Цель работы:
Описать технологию изготовления
ТЕМА РАБОТЫ: ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПЛОЩАДКИ ОБСЛУЖИВАНИЯ С ЛЕСТНИЦЕЙ
Цель работы:
Описать технологию изготовления
ЗАДАЧИ РАБОТЫ
проанализировать существующую литературу по данной теме;
изучить технологию изготовления данной конструкции;
подобрать
ЗАДАЧИ РАБОТЫ
проанализировать существующую литературу по данной теме;
изучить технологию изготовления данной конструкции;
подобрать
НАЗНАЧЕНИЕ, УСЛОВИЯ РАБОТЫ И ОПИСАНИЕ КОНСТРУКЦИИ
Площадка, обслуживающая с лестницей,
НАЗНАЧЕНИЕ, УСЛОВИЯ РАБОТЫ И ОПИСАНИЕ КОНСТРУКЦИИ
Площадка, обслуживающая с лестницей,
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ
Эта конструкция изготовлена из стали
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ
Эта конструкция изготовлена из стали

ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ
Для изготовления деталей данной конструкции выбираем операции: общая
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ
Для изготовления деталей данной конструкции выбираем операции: общая
ВЫБОР СБОРОЧНО – СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ
Сборочно-сварочное оборудование является важной
ВЫБОР СБОРОЧНО – СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ
Сборочно-сварочное оборудование является важной
СВАРОЧНЫЕ МАТЕРИАЛЫ
Э46-ОЗС-4-О-УД
Е430(3)-Р 2 5 ГОСТ 9466-75/ ГОСТ 9467-75
Э46-тип электрода,
СВАРОЧНЫЕ МАТЕРИАЛЫ
Э46-ОЗС-4-О-УД
Е430(3)-Р 2 5 ГОСТ 9466-75/ ГОСТ 9467-75
Э46-тип электрода,
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Большим деформациям эта
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Большим деформациям эта
КОНТРОЛЬ КАЧЕСТВА
После сварки конструкции производят визуально измерительный контроль (ВИК).
КОНТРОЛЬ КАЧЕСТВА
После сварки конструкции производят визуально измерительный контроль (ВИК).
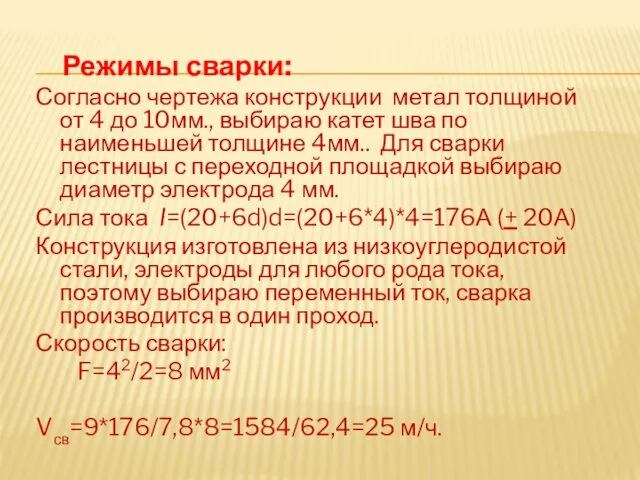
Режимы сварки:
Согласно чертежа конструкции метал толщиной от 4 до 10мм.,
Режимы сварки:
Согласно чертежа конструкции метал толщиной от 4 до 10мм.,
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМА СВАРКИ
Напряжение на дуге.
Зависит от её длины
РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМА СВАРКИ
Напряжение на дуге.
Зависит от её длины
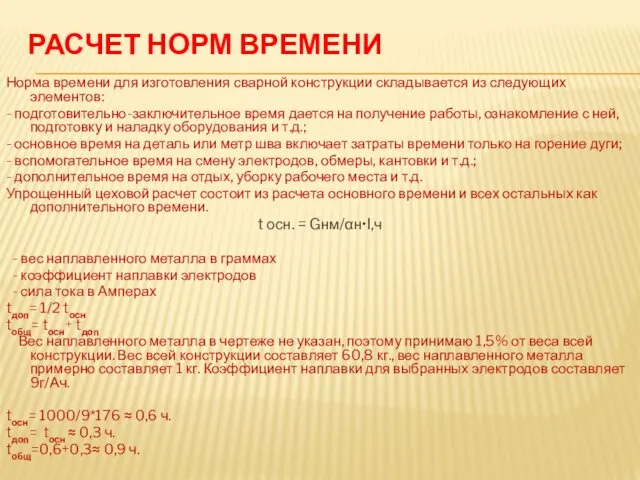
РАСЧЕТ НОРМ ВРЕМЕНИ
Норма времени для изготовления сварной конструкции складывается из следующих
РАСЧЕТ НОРМ ВРЕМЕНИ
Норма времени для изготовления сварной конструкции складывается из следующих
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ
G эл=Gнм • P,кг
Gнм-вес наплавленного
металла, кг.
P-расход электродов на
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ
G эл=Gнм • P,кг
Gнм-вес наплавленного
металла, кг.
P-расход электродов на
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
РАСЧЕТ ПРОИЗВОДИТСЯ ПО ФОРМУЛЕ:
Q=Gнм • А, кВт/ч
G нм-вес
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
РАСЧЕТ ПРОИЗВОДИТСЯ ПО ФОРМУЛЕ:
Q=Gнм • А, кВт/ч
G нм-вес
ЭКОЛОГИЯ
В перечне экологических параметров профессии «Сварщик» значатся: загазованность, промышленная
ЭКОЛОГИЯ
В перечне экологических параметров профессии «Сварщик» значатся: загазованность, промышленная
 Приборы и системы контроля работы авиадвигателей, высотного и кислородного оборудования
Приборы и системы контроля работы авиадвигателей, высотного и кислородного оборудования Водный транспорт
Водный транспорт 20151117_usloviya_prorastaniya_semyan
20151117_usloviya_prorastaniya_semyan Языки Библии и Библейская письменность
Языки Библии и Библейская письменность Современные направления и новые методики социальной реабилитации детей-инвалидов в районном центре социальной реабилитации
Современные направления и новые методики социальной реабилитации детей-инвалидов в районном центре социальной реабилитации Когнитивная лингвистика как современная научная парадигма
Когнитивная лингвистика как современная научная парадигма План земельного участка для строительства овощехранилища
План земельного участка для строительства овощехранилища О нас
О нас Сафихем груп. Проекты под ключ в химической и нефтехимической промышленности, водном хозяйстве, пищевой промышленности
Сафихем груп. Проекты под ключ в химической и нефтехимической промышленности, водном хозяйстве, пищевой промышленности Примеры современных зданий
Примеры современных зданий Основы квалиметрии
Основы квалиметрии Всемирный День студента
Всемирный День студента Исследование динамики адаптации студентов i-iv курсов
Исследование динамики адаптации студентов i-iv курсов Пушное звероводство
Пушное звероводство Первый Дом. История Новой Крови и Хаоса Пламени от основания и до наших дней (часть 4)
Первый Дом. История Новой Крови и Хаоса Пламени от основания и до наших дней (часть 4) Программа nanoCAD ВК. Проектирование водоснабжения и водоотведения
Программа nanoCAD ВК. Проектирование водоснабжения и водоотведения Понятие проекта. Этапы работы над учебным проектом
Понятие проекта. Этапы работы над учебным проектом Алгоритмизация. Функциональная схема эвм
Алгоритмизация. Функциональная схема эвм MegaPlan CRM
MegaPlan CRM Штукатур-отделочник
Штукатур-отделочник Прогорамма Барс
Прогорамма Барс Декоративно-отделочные материалы из горных пород
Декоративно-отделочные материалы из горных пород Подъёмное устройство для автоматизации парковки в ограниченном пространстве
Подъёмное устройство для автоматизации парковки в ограниченном пространстве Ионные двигатели
Ионные двигатели 20130226_prezentaciya_carica111
20130226_prezentaciya_carica111 20151101_8_vseobshchaya_urok_5_kultura_19_v
20151101_8_vseobshchaya_urok_5_kultura_19_v Особенности и возможности человеческого мозга
Особенности и возможности человеческого мозга День правовой помощи детям
День правовой помощи детям