- Технология конструкционных материалов

Содержание
- 2. Вебинар «Механическая обработка точением, шлифованием, фрезерованием, строганием, сверлением и др.» Будут рассмотрены процессы механической обработки: точение,
- 3. Механическая обработка резанием является основным видом обработки, обеспечивающим заданную точность и шероховатость поверхностей изделий. Обработка резанием
- 4. Технология Инструмент Оборудование ТОЧНОСТЬ ИЗДЕЛИЯ Работоспособность Надежность Долговечность Факторы, обеспечивающие качество изделий
- 5. Основным видом лезвийной обработки является точение резцами. Точение применяют в случае обработки материалов с твердостью ниже
- 6. В качестве заготовок для обработки резанием используют отливки, поковки, штамповки и прокат. У литых заготовок самый
- 7. Виды токарной обработки и резцов точение проходное упорное точение фаски прямой отогнутый упорный отогнутый проходные резцы
- 8. Виды токарной обработки и резцов подрезание подрезание отрезание фасонное торца торца заготовки точение проходной подрезной отрезной
- 9. Виды токарной обработки и резцов растачивание растачивание растачивание проходное упорное фаски проходной упорный проходной расточные резцы
- 10. ЧЕРНОВАЯ ОБРАБОТКА Квалитеты 13 – 14 ПОЛУЧИСТОВАЯ ОБРАБОТКА Квалитеты 11 – 13 ЧИСТОВАЯ ОБРАБОТКА Квалитеты 8
- 11. Шлифование материалов Абразивные круги обладают способностью самозатачиваться, которое заключается в выкашивании изношенных зерен и обнажении новых
- 12. После фрезерования шероховатость обработанной поверхности достигает Rа = 1,25 – 20 мкм, а точность – 9
- 13. Периферийное, торцевое и периферийно-торцевое фрезерование Разновидности фрезерования
- 14. Схемы обработки деталей фрезерованием Встречное и попутное фрезерование
- 15. Строгание – процесс обработки резанием плоских горизонтальных поверхностей. Режущим инструментом при строгании являются резцы. Главное движение
- 16. Строгание позволяет получать шероховатость обработанной поверхности в диапазоне Rа = 2,5 – 1,25 мкм, а точность
- 17. Схема процесса строгания заготовки на поперечно-строгальном станке Строгание деталей
- 18. На сверлильных станках проводят следующие виды осевой обработки: сверление; рассверливание; центрование (зацентровка); зенкерование; развертывание; зенкование; цекование;
- 19. Сверление обеспечивает шероховатость обработанной поверхности Rа = 5 − 20 мкм и точность по 11 −
- 20. Различают спиральные, перовые и центровочные сверла Сверла
- 21. Зенкеры предназначены для получистовой обработки отверстий в заготовках, а также предварительно просверленных отверстий. Они снабжены тремя,
- 22. Развертки применяют для чистовой обработки отверстий, достигая точность по 7 квалитету и шероховатость поверхности Rа =
- 23. Схема работы подшипника скольжения в условиях жидкостного трения: 1 – стальная основа вкладыша; 2 – баббитовый
- 24. Остаточные деформации изгиба вкладыша и коленчатого вала: 1 – щека коленчатого вала; 2 – шатун; 3
- 25. Задиры на шатунной шейке коленчатого вала Образование дефектов
- 26. Шероховатость обработанной поверхности Ra = 0,1 – 0,3 мкм Полирование
- 27. 1. Какие способы механической обработки можно отнести к чистовой обработке деталей? 2. Назовите формообразующие движения при
- 29. Скачать презентацию
Вебинар
«Механическая обработка точением, шлифованием, фрезерованием, строганием, сверлением и др.»
Будут рассмотрены процессы
Вебинар
«Механическая обработка точением, шлифованием, фрезерованием, строганием, сверлением и др.»
Будут рассмотрены процессы
Механическая обработка резанием является основным видом обработки, обеспечивающим заданную точность и
Механическая обработка резанием является основным видом обработки, обеспечивающим заданную точность и
Технология Инструмент Оборудование
ТОЧНОСТЬ ИЗДЕЛИЯ
Работоспособность Надежность Долговечность
Факторы, обеспечивающие качество изделий
Технология Инструмент Оборудование
ТОЧНОСТЬ ИЗДЕЛИЯ
Работоспособность Надежность Долговечность
Факторы, обеспечивающие качество изделий

Основным видом лезвийной обработки является точение резцами.
Точение применяют в случае обработки
Основным видом лезвийной обработки является точение резцами.
Точение применяют в случае обработки
В качестве заготовок для обработки резанием используют отливки, поковки, штамповки и
В качестве заготовок для обработки резанием используют отливки, поковки, штамповки и
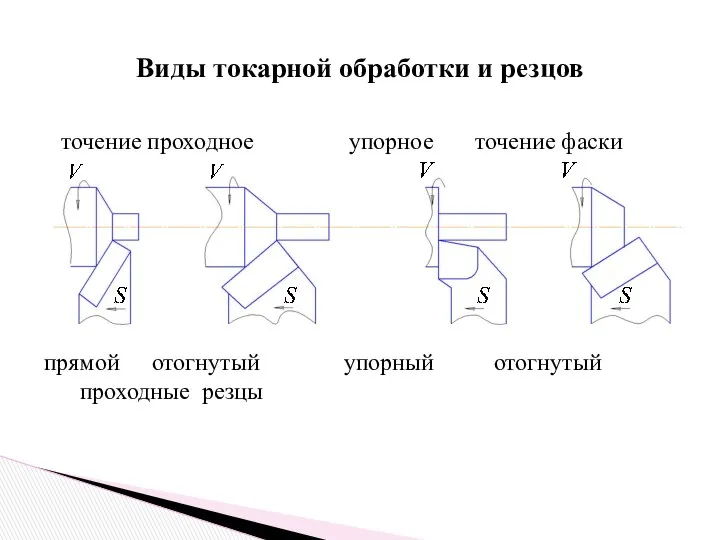
Виды токарной обработки и резцов
точение проходное упорное точение фаски
прямой отогнутый упорный
Виды токарной обработки и резцов
точение проходное упорное точение фаски
прямой отогнутый упорный
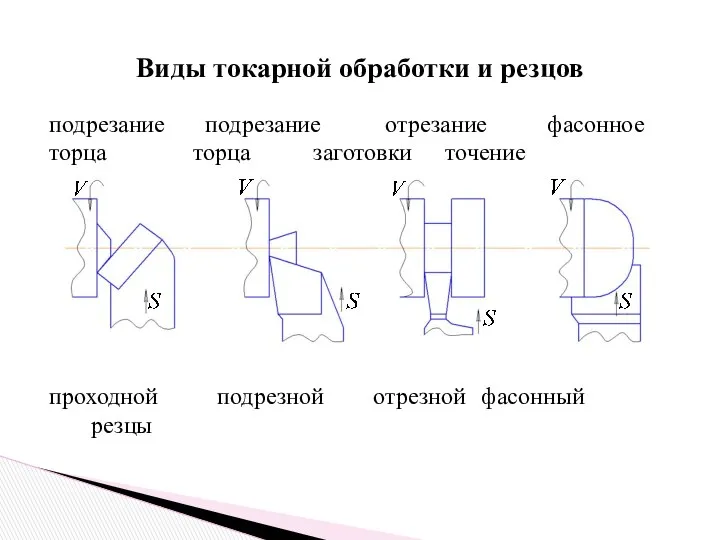
Виды токарной обработки и резцов
подрезание подрезание отрезание фасонное
торца торца заготовки точение
проходной
Виды токарной обработки и резцов
подрезание подрезание отрезание фасонное
торца торца заготовки точение
проходной
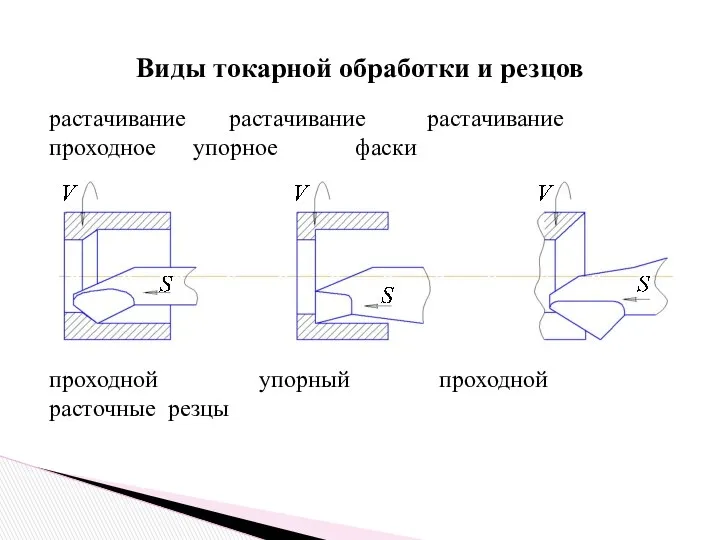
Виды токарной обработки и резцов
растачивание растачивание растачивание
проходное упорное фаски
проходной упорный проходной расточные
Виды токарной обработки и резцов
растачивание растачивание растачивание
проходное упорное фаски
проходной упорный проходной расточные
ЧЕРНОВАЯ ОБРАБОТКА Квалитеты 13 – 14
ПОЛУЧИСТОВАЯ ОБРАБОТКА Квалитеты 11 –
ЧЕРНОВАЯ ОБРАБОТКА Квалитеты 13 – 14
ПОЛУЧИСТОВАЯ ОБРАБОТКА Квалитеты 11 –
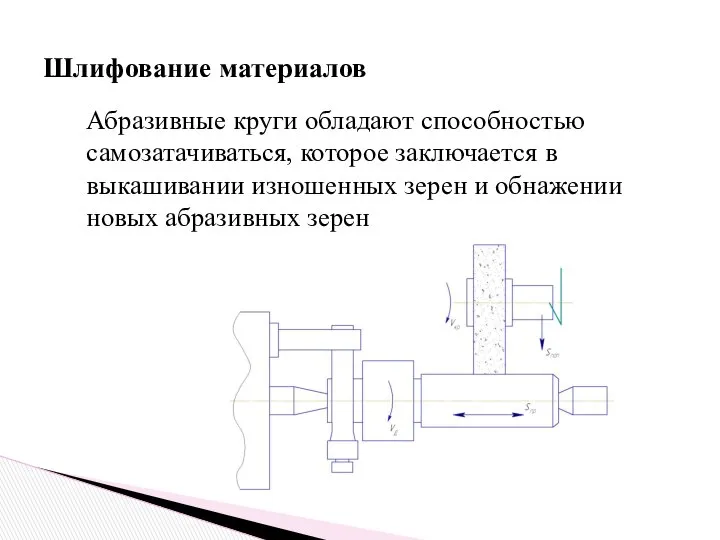
Шлифование материалов
Абразивные круги обладают способностью самозатачиваться, которое заключается в выкашивании изношенных
Шлифование материалов
Абразивные круги обладают способностью самозатачиваться, которое заключается в выкашивании изношенных
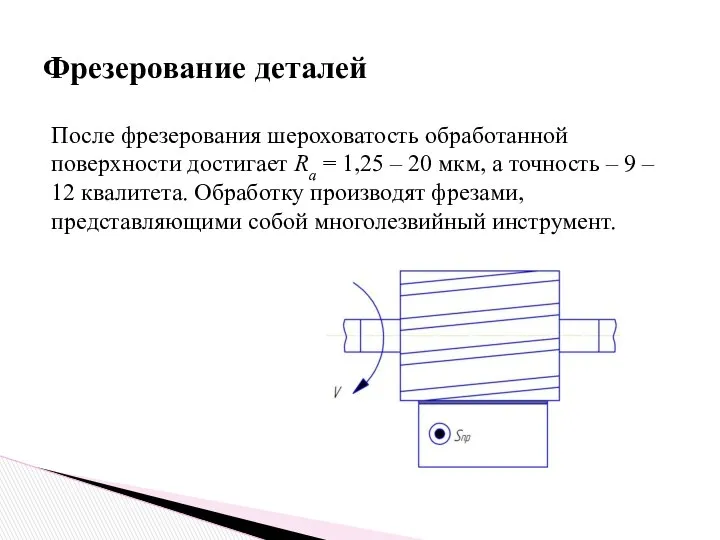
После фрезерования шероховатость обработанной поверхности достигает Rа = 1,25 – 20
После фрезерования шероховатость обработанной поверхности достигает Rа = 1,25 – 20

Периферийное, торцевое и периферийно-торцевое фрезерование
Разновидности фрезерования
Периферийное, торцевое и периферийно-торцевое фрезерование
Разновидности фрезерования
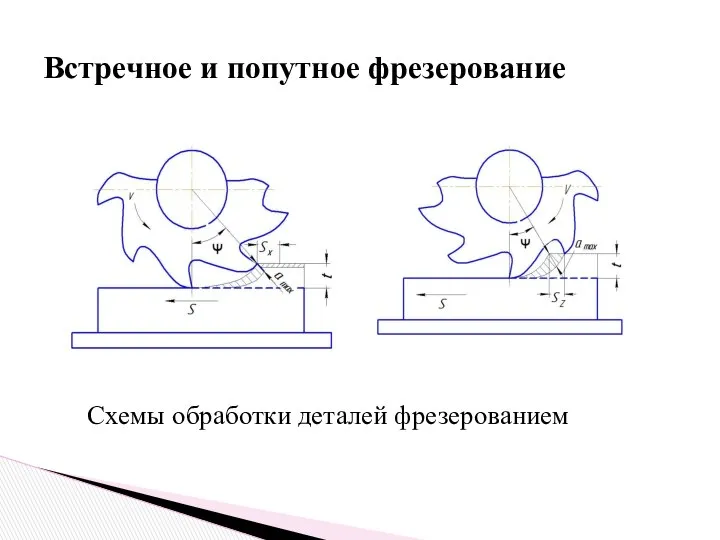
Схемы обработки деталей фрезерованием
Встречное и попутное фрезерование
Схемы обработки деталей фрезерованием
Встречное и попутное фрезерование
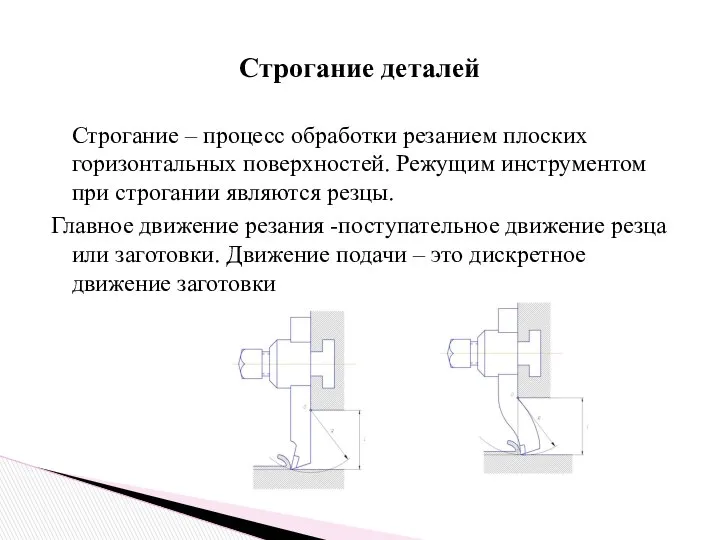
Строгание – процесс обработки резанием плоских горизонтальных поверхностей. Режущим инструментом при
Строгание – процесс обработки резанием плоских горизонтальных поверхностей. Режущим инструментом при
Строгание позволяет получать шероховатость обработанной поверхности в диапазоне Rа = 2,5
Строгание позволяет получать шероховатость обработанной поверхности в диапазоне Rа = 2,5
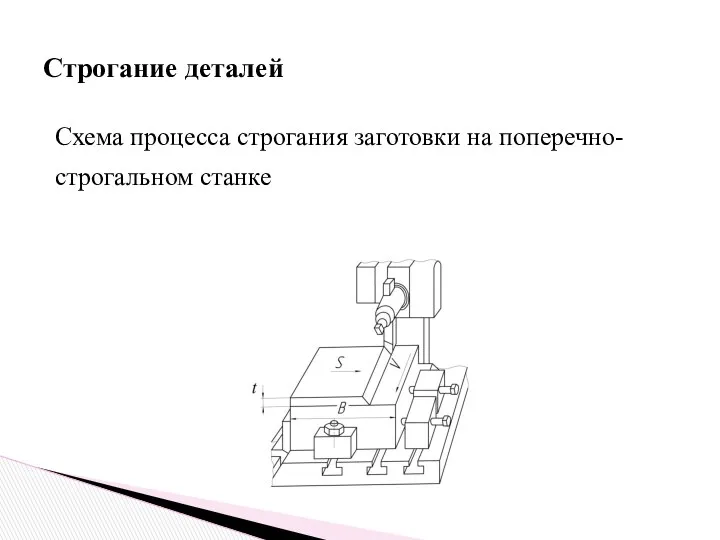
Схема процесса строгания заготовки на поперечно-строгальном станке
Строгание деталей
Схема процесса строгания заготовки на поперечно-строгальном станке
Строгание деталей
На сверлильных станках проводят следующие виды осевой обработки:
сверление;
рассверливание;
центрование (зацентровка);
зенкерование;
развертывание;
зенкование;
цекование;
резьбонарезание.
Осевая обработка деталей
На сверлильных станках проводят следующие виды осевой обработки:
сверление;
рассверливание;
центрование (зацентровка);
зенкерование;
развертывание;
зенкование;
цекование;
резьбонарезание.
Осевая обработка деталей
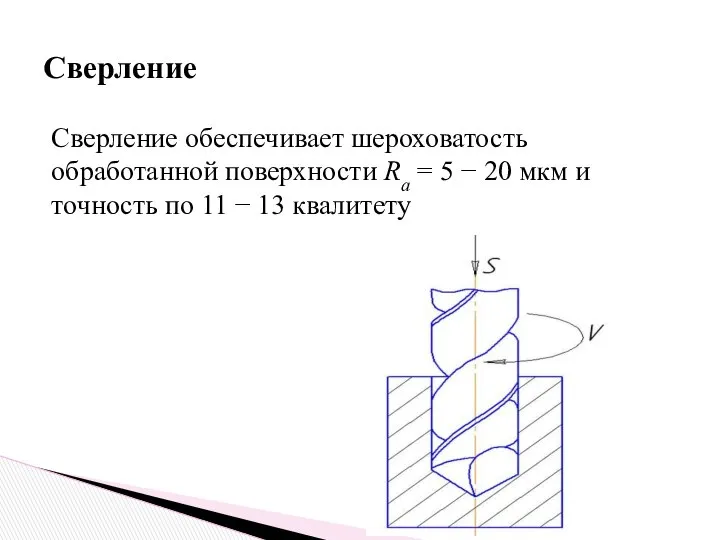
Сверление обеспечивает шероховатость обработанной поверхности Rа = 5 − 20 мкм
Сверление обеспечивает шероховатость обработанной поверхности Rа = 5 − 20 мкм
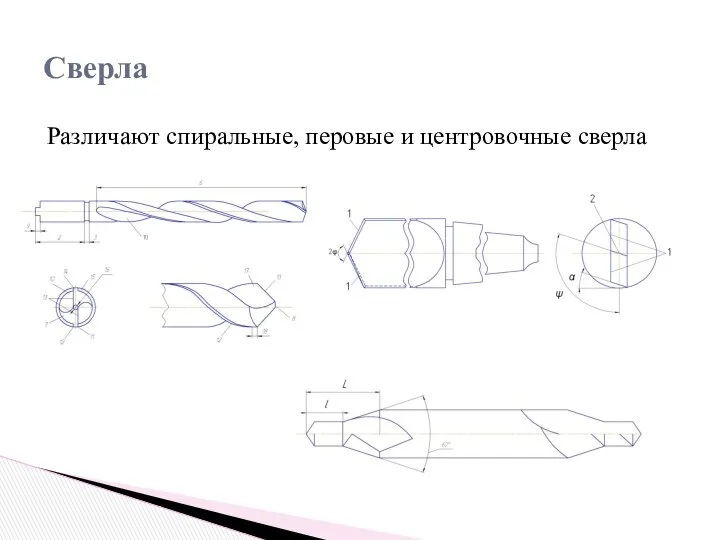
Различают спиральные, перовые и центровочные сверла
Сверла
Различают спиральные, перовые и центровочные сверла
Сверла
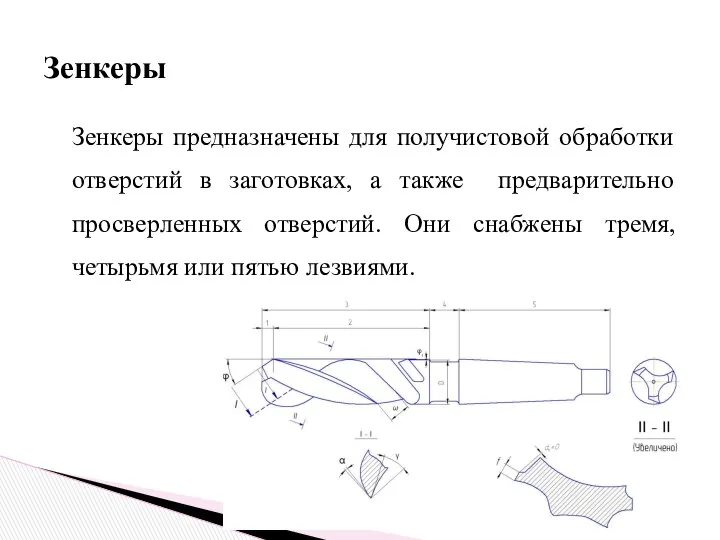
Зенкеры предназначены для получистовой обработки отверстий в заготовках, а также предварительно
Зенкеры предназначены для получистовой обработки отверстий в заготовках, а также предварительно
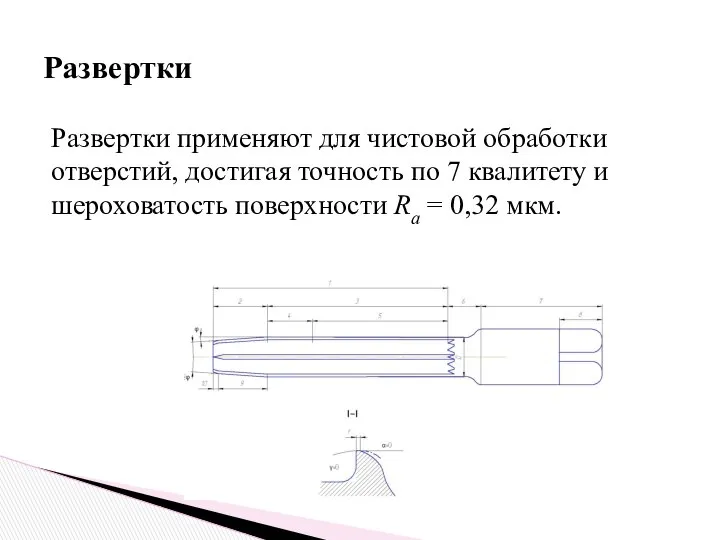
Развертки применяют для чистовой обработки отверстий, достигая точность по 7 квалитету
Развертки применяют для чистовой обработки отверстий, достигая точность по 7 квалитету
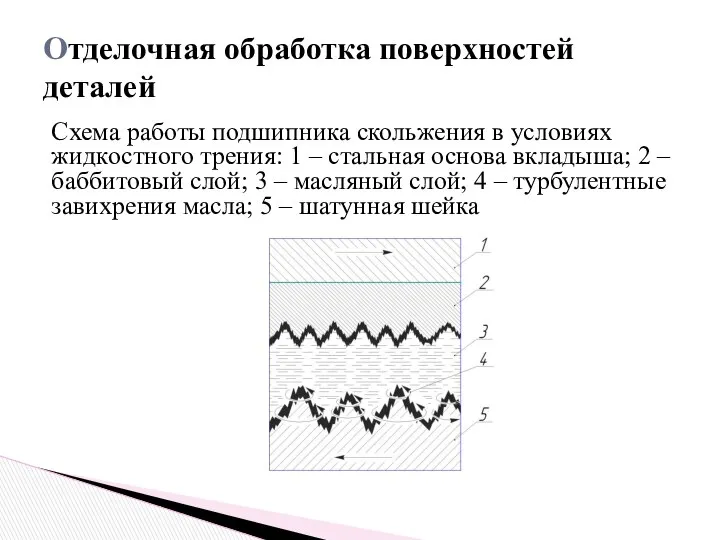
Схема работы подшипника скольжения в условиях жидкостного трения: 1 – стальная
Схема работы подшипника скольжения в условиях жидкостного трения: 1 – стальная
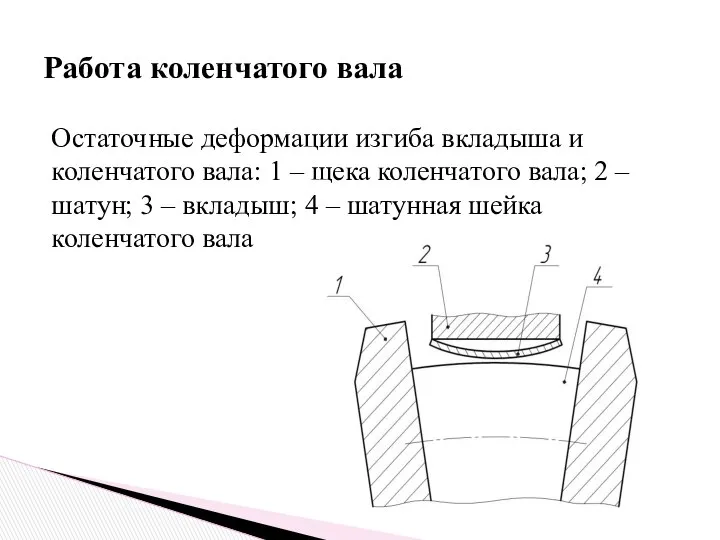
Остаточные деформации изгиба вкладыша и коленчатого вала: 1 – щека коленчатого
Остаточные деформации изгиба вкладыша и коленчатого вала: 1 – щека коленчатого

Задиры на шатунной шейке коленчатого вала
Образование дефектов
Задиры на шатунной шейке коленчатого вала
Образование дефектов
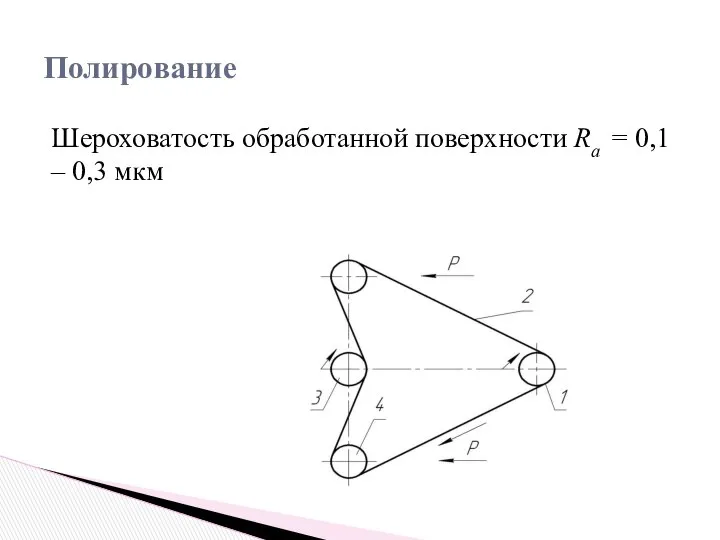
Шероховатость обработанной поверхности Ra = 0,1 – 0,3 мкм
Полирование
Шероховатость обработанной поверхности Ra = 0,1 – 0,3 мкм
Полирование
1. Какие способы механической обработки можно отнести к чистовой обработке деталей?
2.
1. Какие способы механической обработки можно отнести к чистовой обработке деталей?
2.
 Свайные работы. Изготовление свай
Свайные работы. Изготовление свай Пиление столярной ножовкой
Пиление столярной ножовкой Экскаваторы в современном строительстве
Экскаваторы в современном строительстве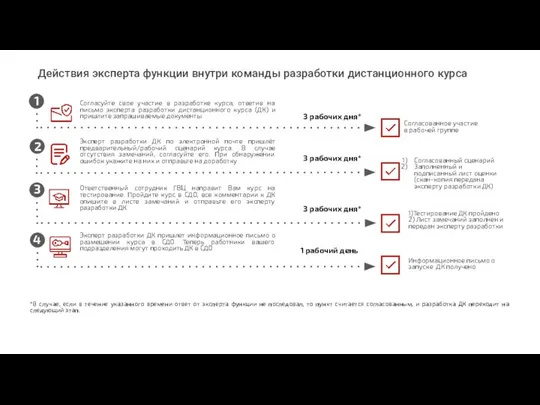 Схема_Действия эксперта функции
Схема_Действия эксперта функции Фотоальбом. Коран
Фотоальбом. Коран Употребление 才就
Употребление 才就 День клавиши Caps Lock
День клавиши Caps Lock Памятник погибшим воинам
Памятник погибшим воинам послание 2022
послание 2022 Приемные резервуары насосных станций систем водоотведения
Приемные резервуары насосных станций систем водоотведения Технологическая подготовка производства
Технологическая подготовка производства Переработка отработанного масла. Центробежные сепараторы Alfa Laval
Переработка отработанного масла. Центробежные сепараторы Alfa Laval Братья наши меньшие
Братья наши меньшие Introduction to Database Systems
Introduction to Database Systems Отделка стен и потолка ПВХ и МДФ панелями
Отделка стен и потолка ПВХ и МДФ панелями 16594564536315960001659456462259525000_content
16594564536315960001659456462259525000_content Прикладне програмування. Методи та засоби реєстрації та відтворення сигналів
Прикладне програмування. Методи та засоби реєстрації та відтворення сигналів Анализ минерализации опресненной воды на судах рыбопромыслового флота. Научно-исследовательское судно Керн
Анализ минерализации опресненной воды на судах рыбопромыслового флота. Научно-исследовательское судно Керн Сайт ТЗ Crypto Knigts ver 3
Сайт ТЗ Crypto Knigts ver 3 Святые земли русской
Святые земли русской Лицензирование оборонных НИОКР
Лицензирование оборонных НИОКР Обзор методической литературы
Обзор методической литературы Техника TASKI Обновление_вебинар 23.09.2020
Техника TASKI Обновление_вебинар 23.09.2020 Проект Казаковой Лады МАОУ СШ № 51
Проект Казаковой Лады МАОУ СШ № 51 КВН. Загадки про цветы
КВН. Загадки про цветы Методы обучения истории: общая характеристика
Методы обучения истории: общая характеристика Получение отверстий в заготовках из металлов и искусственных материалов
Получение отверстий в заготовках из металлов и искусственных материалов Игра – тренажер по ФЭМП Весёлый счёт
Игра – тренажер по ФЭМП Весёлый счёт