- Технологія зварювання кузова причепу вантажного автомобіля

Содержание
- 2. ВСТУП В процесі експлуатації автомобілів в результаті роботи механізмів та агрегатів відбуваються зміни форми, розмірів деталей,
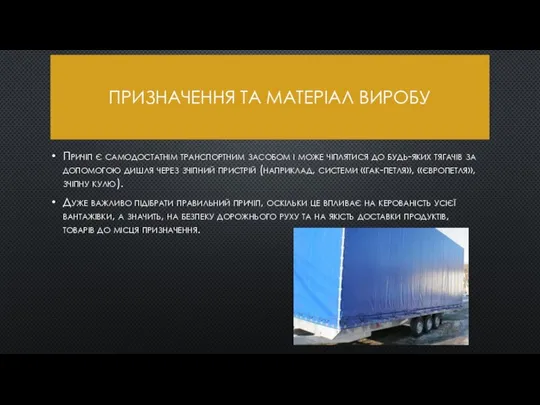
- 3. ПРИЗНАЧЕННЯ ТА МАТЕРІАЛ ВИРОБУ Причіп є самодостатнім транспортним засобом і може чіплятися до будь-яких тягачів за
- 4. Рама: сталь Ст3пс. Сталь Ст3пс є вуглецевою напівспокійною сталлю будівельного та загального призначення, яка застосовується для
- 5. ОБЛАДНАННЯ ТА ІНСТРУМЕНТ ДЛЯ ЗВАРЮВАННЯ ВИРОБУ Для зварювання кузова причепу вантажного автомобіля я скористався зварювальним апаратом
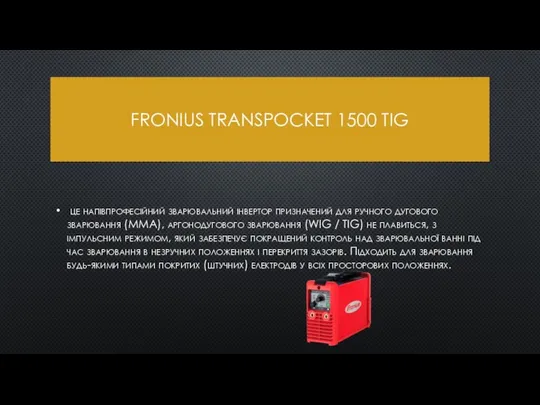
- 6. FRONIUS TRANSPOCKET 1500 TIG це напівпрофесійний зварювальний інвертор призначений для ручного дугового зварювання (MMA), аргонодугового зварювання
- 7. ДЛЯ ВИКОНАННЯ ЗВАРЮВАЛЬНИХ РОБІТ МЕНІ ЗНАДОБИВСЯ ПЕВНИЙ НАБІР ІНСТРУМЕНТІВ І ПРИЛАДДЯ: Сталеві щітки для зачистки крайок
- 8. ТЕХНОЛОГІЧНИЙ ПРОЦЕС ЗВАРЮВАННЯ При виборі режимів зварювання в першу чергу звертаємо увагу на товщину металу, тому
- 9. ТЕХНОЛОГІЧНИЙ МАРШРУТ ЗВАРЮВАННЯ. 1. Різання швелера починається з відмірювання відрізків потрібної довжини. 2. Відпиляні частини рами
- 10. КОНТРОЛЬ ЯКОСТІ ЗВАРНИХ ШВІВ. Зварні шви перевіряють зовнішнім оглядом, виявляючи всі нерівності по висоті і ширині,
- 12. Скачать презентацию

ВСТУП
В процесі експлуатації автомобілів в результаті роботи механізмів та агрегатів відбуваються
ВСТУП
В процесі експлуатації автомобілів в результаті роботи механізмів та агрегатів відбуваються
ПРИЗНАЧЕННЯ ТА МАТЕРІАЛ ВИРОБУ
Причіп є самодостатнім транспортним засобом і може чіплятися
ПРИЗНАЧЕННЯ ТА МАТЕРІАЛ ВИРОБУ
Причіп є самодостатнім транспортним засобом і може чіплятися
Рама: сталь Ст3пс. Сталь Ст3пс є вуглецевою напівспокійною сталлю будівельного та
Рама: сталь Ст3пс. Сталь Ст3пс є вуглецевою напівспокійною сталлю будівельного та

ОБЛАДНАННЯ ТА ІНСТРУМЕНТ ДЛЯ ЗВАРЮВАННЯ ВИРОБУ
Для зварювання кузова причепу вантажного автомобіля
ОБЛАДНАННЯ ТА ІНСТРУМЕНТ ДЛЯ ЗВАРЮВАННЯ ВИРОБУ
Для зварювання кузова причепу вантажного автомобіля
FRONIUS TRANSPOCKET 1500 TIG
це напівпрофесійний зварювальний інвертор призначений для
FRONIUS TRANSPOCKET 1500 TIG
це напівпрофесійний зварювальний інвертор призначений для
ДЛЯ ВИКОНАННЯ ЗВАРЮВАЛЬНИХ РОБІТ МЕНІ ЗНАДОБИВСЯ ПЕВНИЙ НАБІР ІНСТРУМЕНТІВ І ПРИЛАДДЯ:
Сталеві
ДЛЯ ВИКОНАННЯ ЗВАРЮВАЛЬНИХ РОБІТ МЕНІ ЗНАДОБИВСЯ ПЕВНИЙ НАБІР ІНСТРУМЕНТІВ І ПРИЛАДДЯ:
Сталеві

ТЕХНОЛОГІЧНИЙ ПРОЦЕС ЗВАРЮВАННЯ
При виборі режимів зварювання в першу чергу звертаємо увагу
ТЕХНОЛОГІЧНИЙ ПРОЦЕС ЗВАРЮВАННЯ
При виборі режимів зварювання в першу чергу звертаємо увагу
ТЕХНОЛОГІЧНИЙ МАРШРУТ ЗВАРЮВАННЯ.
1. Різання швелера починається з відмірювання відрізків потрібної довжини.
2. Відпиляні частини
ТЕХНОЛОГІЧНИЙ МАРШРУТ ЗВАРЮВАННЯ.
1. Різання швелера починається з відмірювання відрізків потрібної довжини.
2. Відпиляні частини
КОНТРОЛЬ ЯКОСТІ ЗВАРНИХ ШВІВ.
Зварні шви перевіряють зовнішнім оглядом, виявляючи всі нерівності
КОНТРОЛЬ ЯКОСТІ ЗВАРНИХ ШВІВ.
Зварні шви перевіряють зовнішнім оглядом, виявляючи всі нерівності
 Линейные электрические цепи однофазного переменного тока
Линейные электрические цепи однофазного переменного тока Оценка эффективности эксплуатации коммерческого гибридного автотранспорта
Оценка эффективности эксплуатации коммерческого гибридного автотранспорта 20111018_6_kl_-_zachet
20111018_6_kl_-_zachet Буква и звук У
Буква и звук У Колядки
Колядки Perinatal Infections Fetal Infection
Perinatal Infections Fetal Infection Яроскавчику посвящається
Яроскавчику посвящається Девевяний каркас дома с утеплителем базальтовая вата
Девевяний каркас дома с утеплителем базальтовая вата Остановись, мгновенье, ты прекрасно!
Остановись, мгновенье, ты прекрасно! Угадай слово по последнему звуку
Угадай слово по последнему звуку Расчет турбодетандера низкого давления для получения жидкого кислорода
Расчет турбодетандера низкого давления для получения жидкого кислорода 20161031_vologodskoe_maslodelanie
20161031_vologodskoe_maslodelanie Производство продукции животноводства
Производство продукции животноводства Цифровая печать. Технология прямой цифровой печати (DTG)
Цифровая печать. Технология прямой цифровой печати (DTG) Чистая вода в сельской местности
Чистая вода в сельской местности Священные книги религий мира
Священные книги религий мира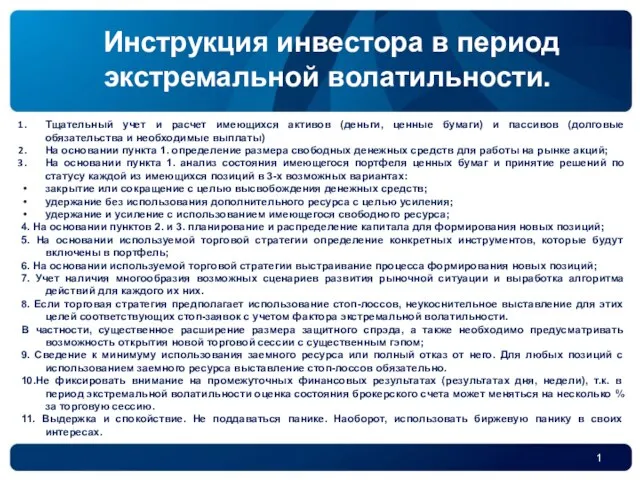 Инструкция+инвестора+
Инструкция+инвестора+ Архитектура современных ПК
Архитектура современных ПК Mesopotamia
Mesopotamia Анонс наших мероприятий на октябрь
Анонс наших мероприятий на октябрь Место гибели Ю. Гагарина и В. Серёгина – Мемориал
Место гибели Ю. Гагарина и В. Серёгина – Мемориал Презентация дистанционное образование
Презентация дистанционное образование Залежи нефти и газа
Залежи нефти и газа История техники и технологии производства стекла
История техники и технологии производства стекла Правильное питание для здорового образа жизни
Правильное питание для здорового образа жизни Вспомогательные процессы в разработке нефтяных месторождений
Вспомогательные процессы в разработке нефтяных месторождений Компания Sanproffi
Компания Sanproffi Презентация Селеткова Ксения
Презентация Селеткова Ксения