- Цех отделки металла

Содержание
- 2. Цех отделки металла
- 3. Место цеха в тех.цепи цом
- 4. Характеристика исходной заготовки Из ЛПЦ 2 в ЦОМ поступает тонкий горячекатаный лист
- 5. Характеристика готовой продукции Готовой продукцией являются пачки листов толщиной 0,4−2,0 мм, шириной 760−1600 мм, длиной 1000−4000
- 6. Технологический процесс В Цехе металл : 1.режут до заданных параметров заказчика (по длине и ширине). 2.Придают
- 7. Основное оборудование цеха
- 8. предназначен для продольного роспуска холодно и горячекатаной полосы из углеродистой стали на ленты и резки полосы
- 9. Основные узлы агрегата продольной резки №1 1.Приемный конвейер- предназначен для транспортировки и подачи рулона металла на
- 10. Схема АПР-1
- 11. Агрегат комбинированной резки горячекатаных рулонов (АКР) предназначен для правки, обрезки боковых кромок, промасливания горячекатаной травленой полосы
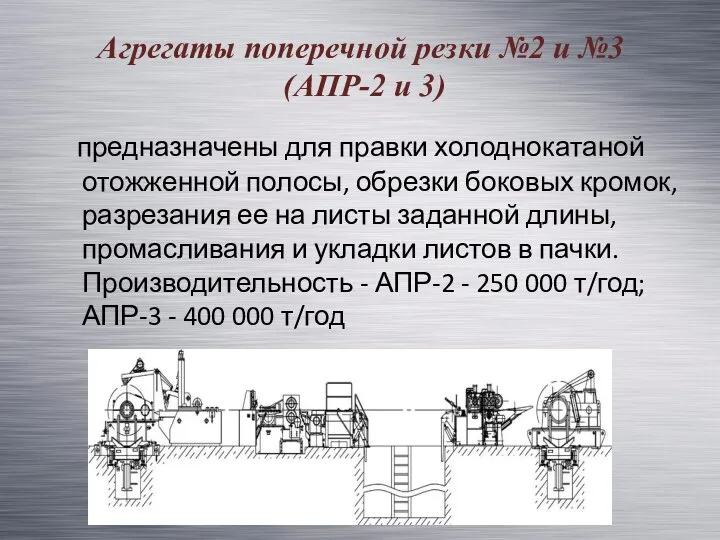
- 12. Агрегаты поперечной резки №2 и №3 (АПР-2 и 3) предназначены для правки холоднокатаной отожженной полосы, обрезки
- 14. Скачать презентацию

Цех отделки металла
Цех отделки металла

Место цеха в тех.цепи
цом
Место цеха в тех.цепи
цом
Характеристика исходной заготовки
Из ЛПЦ 2 в ЦОМ поступает тонкий горячекатаный
Характеристика исходной заготовки
Из ЛПЦ 2 в ЦОМ поступает тонкий горячекатаный
Характеристика готовой продукции
Готовой продукцией являются пачки листов толщиной 0,4−2,0 мм,
Характеристика готовой продукции
Готовой продукцией являются пачки листов толщиной 0,4−2,0 мм,
Технологический процесс
В Цехе металл :
1.режут до заданных параметров заказчика (по
Технологический процесс
В Цехе металл : 1.режут до заданных параметров заказчика (по
Основное оборудование цеха
Основное оборудование цеха
предназначен для продольного роспуска холодно и горячекатаной полосы из углеродистой
предназначен для продольного роспуска холодно и горячекатаной полосы из углеродистой
Основные узлы
агрегата продольной резки №1
1.Приемный конвейер- предназначен для транспортировки
Основные узлы
агрегата продольной резки №1
1.Приемный конвейер- предназначен для транспортировки
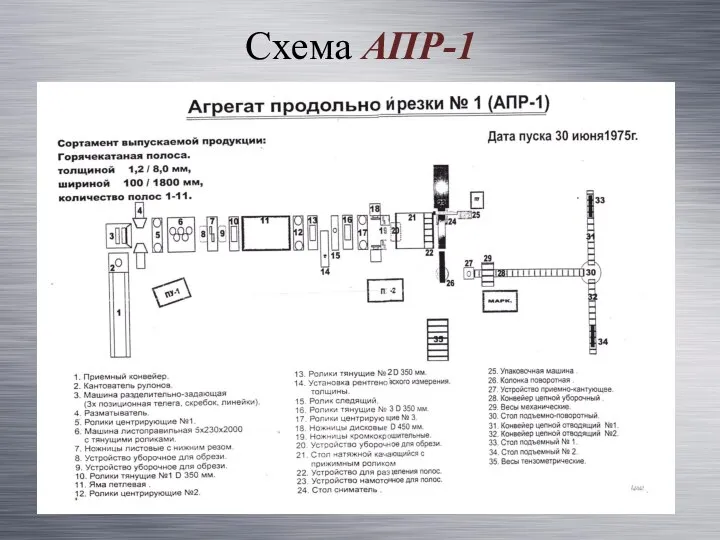
Схема АПР-1
Схема АПР-1

Агрегат комбинированной резки горячекатаных рулонов (АКР)
предназначен для правки, обрезки боковых
Агрегат комбинированной резки горячекатаных рулонов (АКР)
предназначен для правки, обрезки боковых
Агрегаты поперечной резки №2 и №3
(АПР-2 и 3)
предназначены для
Агрегаты поперечной резки №2 и №3
(АПР-2 и 3)
предназначены для
 Прямые линии и организация пространства
Прямые линии и организация пространства Микроэлектронные и микропроцессорные устройства в энергетике. Требования к зачёту
Микроэлектронные и микропроцессорные устройства в энергетике. Требования к зачёту Стили рекламного обращения
Стили рекламного обращения Учимся пришивать пуговицы
Учимся пришивать пуговицы О региональном конкурсе лучший проект года - 2020
О региональном конкурсе лучший проект года - 2020 Четыре свечи
Четыре свечи Гимнастика для глаз
Гимнастика для глаз семейное воспитание. проблемы
семейное воспитание. проблемы Принцип построения цифровых систем коммутации, принцип цифровой коммутации. Структура цифрового сигнала
Принцип построения цифровых систем коммутации, принцип цифровой коммутации. Структура цифрового сигнала Добыча металла из молибденита
Добыча металла из молибденита Работа с бумагой. Техника Оригами
Работа с бумагой. Техника Оригами Материнская плата
Материнская плата Чудеса Иисуса Христа в пределах Десятиградия (Мф. 15, 29 38; Мк. 7, 31 8, 9)
Чудеса Иисуса Христа в пределах Десятиградия (Мф. 15, 29 38; Мк. 7, 31 8, 9) Судовые системы
Судовые системы Материалы и компоненты электронной техники. (Лекция 1)
Материалы и компоненты электронной техники. (Лекция 1) Паспорт объекта
Паспорт объекта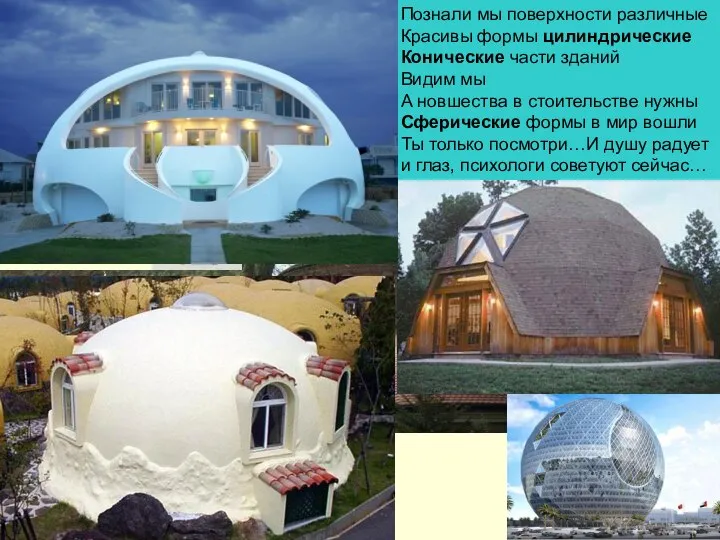 Формы поверхностей
Формы поверхностей 倓4_嚆後�4
倓4_嚆後�4 Виды волокон. Свойства нитей основы, утка. Способы их определения в тканях
Виды волокон. Свойства нитей основы, утка. Способы их определения в тканях гидросфера
гидросфера Лавовая лампа
Лавовая лампа Любимая еда
Любимая еда Lektsia_20_RGPV
Lektsia_20_RGPV Урок технологии
Урок технологии 20170830_motiviruyushchiy_albom-ustanovka_-pobedit_sebya1
20170830_motiviruyushchiy_albom-ustanovka_-pobedit_sebya1 Переработка золошлаковых материалов в инновационную продукцию
Переработка золошлаковых материалов в инновационную продукцию Опозновательная окраска и сигнальные кольца трубопровода
Опозновательная окраска и сигнальные кольца трубопровода Литература периода Великой Отечественной войны (2)
Литература периода Великой Отечественной войны (2)