- Введение в технологию машиностроения

Содержание
- 2. Труды ученых, создавших основу технологии машиностроения. В 1714 г. на Тульском оружейном заводе выдающийся русский механик
- 3. Изучение технологических процессов как способов обработки заготовок с целью получения готового изделия заданных размеров, формы и
- 4. Первый этап период XIX—начало XX в., ознаменован первыми работами по обобщению накопленного производственного опыта в области
- 5. Третий этап период 1930—1991 гг. , характеризуется началом разработки общих научных принципов построения технологических процессов и
- 6. Четвертый этап годы Великой Отечественной войны и послевоенного развития (1941 — 1970). Разработки новых технологических идей
- 7. Пятый этап период с 1970 г. по настоящее время. Характеризуется широким использованием достижений фундаментальных и общеинженерных
- 8. 4 основных машиностроительных региона. Первый регион — Северная Америка, где производятся практически все виды машиностроительной продукции.
- 9. Типовая структура производства
- 10. Структура производственных процессов
- 11. Фазная структура технологических процессов
- 12. Характеристика типов производства
- 13. 8 групп показателей качества: Показатели назначения Показатели надежности Показатели технологичности Показатели стандартизации и унификации Эргономические показатели
- 14. Два подхода к анализу надежности машин: -детерминистический; -схоластический (вероятностный, статистический). Виды измерений физических величин: прямые, косвенные,
- 15. Нормируемыми характеристиками измерительных средств являются: - диапазон измерений ; - диапазон показаний (измерений по шкале); -
- 16. Виды средств измерений: - меры; измерительные устройства: - измерительные приборы, - измерительные преобразователи, - измерительные установки,
- 17. Основные признаки соответствия изготовленной детали заданным требованиям: точность формы, т.е. степень соответствия отдельных поверхностей детали тем
- 18. Отклонения от формы и взаимного расположения поверхностей можно подразделить: на отклонения от правильной цилиндрической формы в
- 19. ОТКЛОНЕНИЯ для отверстия и вала определяется по формулам: верхние предельные отклонения ES=Dmax-D; es=dmax-D; нижние предельные отклонения
- 22. ПАРАМЕТРЫ ШЕРОХОВАТОСТИ три группы: - высотные: Ra — среднее арифметическое отклонение профиля; Rz — высота неровностей
- 23. Классы шероховатости поверхности
- 28. Маркировка легированных сталей марганец - Г, кремний - С, хром - X, никель - Н, вольфрам
- 29. МАРКИРОВКА ЦВЕТНЫХ МАТЕРИАЛОВ: Sn - О, Fe - Ж, Al - A, Si - К, Мп
- 30. ЦВЕТНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ Алюминий - легкий металл (плотность 2700 кг/м3, обладает высокими теплопроводностью [200
- 31. Медь - металл жёлто-красного цвета, т. к. поглощает избирательно зелёную и голубую полосы спектра белого света.
- 32. Токарные станки: а — токарно-винторезный, б — токарно-револьверный, в — лоботокарный, г — токарно-карусельный
- 35. Режущие инструменты, применяемые на сверлильных станках
- 36. Основные типы расточных станков
- 37. Схема горизонтально-фрезерного (а) и вертикально-фрезерного (б) станков
- 38. Основные типы фрез: а - цилиндрическая, б - пазовая, в - прорезная, г - торцовая, д
- 39. Шлифовальные станки
- 40. Основные виды токарных работ: а - обработка наружных цилиндрических поверхностей; б - обработка наружных конических поверхностей;
- 42. Схемы работы клина (а) и резца (6): 1 — стружка; 2 — резец; 3 — заготовка;
- 53. Элементы спирального сверла с коническим хвостовиком
- 58. Режущие инструменты, применяемые на расточных станках
- 59. Схемы обработки поверхностей на фрезерных станках
- 60. Схемы обработки заготовок на расточных станках
- 61. Элементы режущей части фрезы
- 62. Типы фрез Типы фрез Типы фрез
- 63. Установка цилиндрической фрезы на длинной оправке Схемы установки и закрепления фрез на станках
- 64. Прихваты и подставки Угловые плиты Машинные тиски Столы
- 65. Универсально-сборное приспособление
- 67. Схемы круглого шлифования
- 69. Схема бесцентрового шлифования
- 70. Основные этапы проектирования технологических процессов механической обработки
- 73. Стандарты ЕСКД ГОСТ 2.101-68 Виды изделий ГОСТ 2.102-68 Виды и комплектность конструкторских документов ГОСТ 2.105-95 Общие
- 75. Скачать презентацию
Труды ученых, создавших основу технологии машиностроения.
В 1714 г. на Тульском оружейном
Труды ученых, создавших основу технологии машиностроения.
В 1714 г. на Тульском оружейном
Изучение технологических процессов как способов обработки заготовок с целью получения готового
Первый этап
период XIX—начало XX в., ознаменован первыми работами по обобщению
Первый этап
период XIX—начало XX в., ознаменован первыми работами по обобщению
Третий этап
период 1930—1991 гг. , характеризуется началом разработки общих научных
период 1930—1991 гг. , характеризуется началом разработки общих научных
Четвертый этап
годы Великой Отечественной войны и послевоенного развития
Четвертый этап
годы Великой Отечественной войны и послевоенного развития
Пятый этап
период с 1970 г. по настоящее время.
Характеризуется широким использованием
Пятый этап
период с 1970 г. по настоящее время.
Характеризуется широким использованием
4 основных машиностроительных региона.
Первый регион — Северная Америка, где
4 основных машиностроительных региона.
Первый регион — Северная Америка, где

Типовая структура
производства
Типовая структура
производства
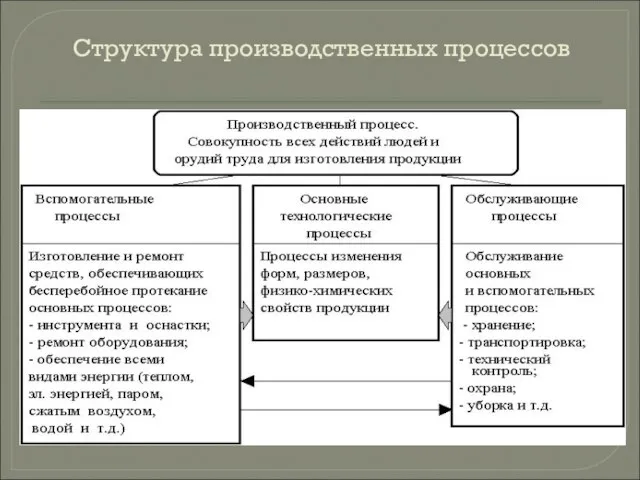
Структура производственных процессов
Структура производственных процессов
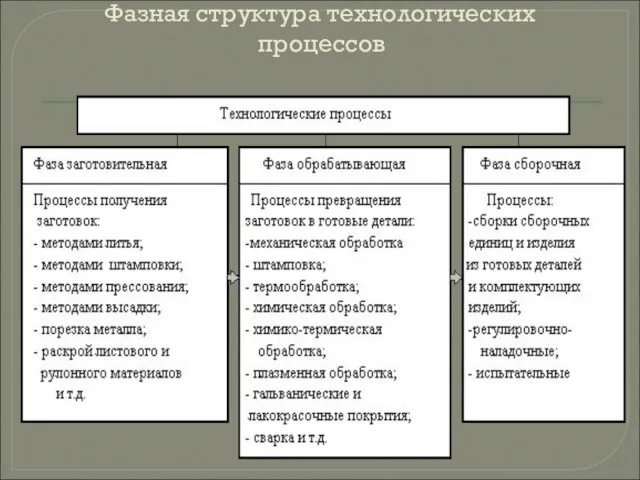
Фазная структура технологических процессов
Фазная структура технологических процессов
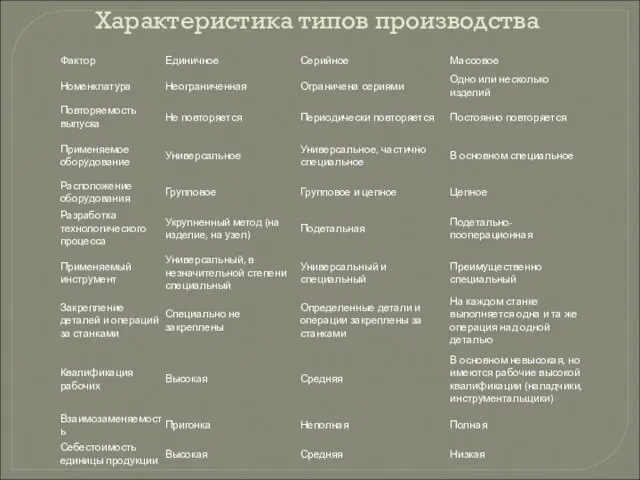
Характеристика типов производства
Характеристика типов производства
8 групп показателей качества:
Показатели назначения
Показатели надежности
Показатели технологичности
Показатели
8 групп показателей качества:
Показатели назначения
Показатели надежности
Показатели технологичности
Показатели
Два подхода к анализу надежности машин:
-детерминистический;
-схоластический (вероятностный, статистический).
Виды
Два подхода к анализу надежности машин:
-детерминистический;
-схоластический (вероятностный, статистический).
Виды
Нормируемыми характеристиками измерительных средств являются:
- диапазон измерений ;
- диапазон
Нормируемыми характеристиками измерительных средств являются: - диапазон измерений ; - диапазон
Виды средств измерений:
- меры;
измерительные устройства:
- измерительные приборы,
Виды средств измерений:
- меры;
измерительные устройства:
- измерительные приборы,

Основные признаки соответствия изготовленной детали заданным требованиям:
точность формы, т.е. степень соответствия
Основные признаки соответствия изготовленной детали заданным требованиям:
точность формы, т.е. степень соответствия
Отклонения от формы и взаимного расположения поверхностей можно подразделить:
на отклонения от
Отклонения от формы и взаимного расположения поверхностей можно подразделить:
на отклонения от

ОТКЛОНЕНИЯ для отверстия и вала определяется по формулам:
верхние предельные отклонения
ES=Dmax-D;
ОТКЛОНЕНИЯ для отверстия и вала определяется по формулам:
верхние предельные отклонения
ES=Dmax-D;


ПАРАМЕТРЫ ШЕРОХОВАТОСТИ
три группы:
- высотные:
Ra — среднее арифметическое отклонение
ПАРАМЕТРЫ ШЕРОХОВАТОСТИ
три группы:
- высотные:
Ra — среднее арифметическое отклонение

Классы шероховатости поверхности
Классы шероховатости поверхности




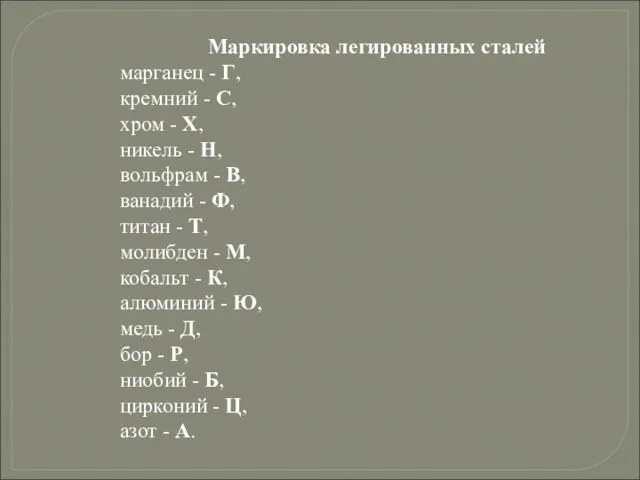
Маркировка легированных сталей
марганец - Г,
кремний - С,
хром - X,
Маркировка легированных сталей
марганец - Г,
кремний - С,
хром - X,
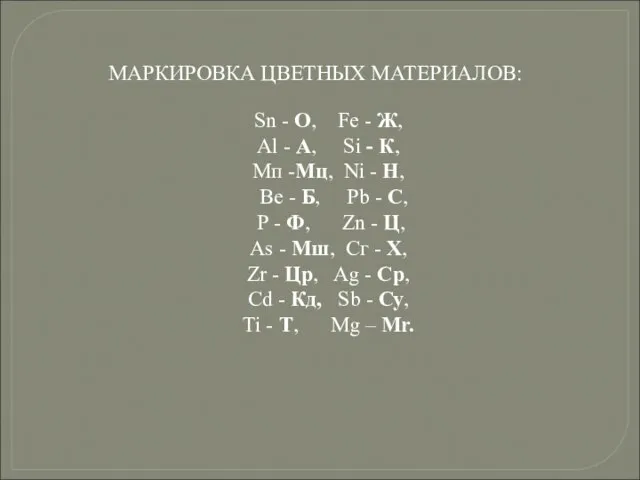
МАРКИРОВКА ЦВЕТНЫХ МАТЕРИАЛОВ:
Sn - О, Fe - Ж,
Al - A,
МАРКИРОВКА ЦВЕТНЫХ МАТЕРИАЛОВ:
Sn - О, Fe - Ж,
Al - A,

ЦВЕТНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ
Алюминий - легкий металл (плотность 2700
ЦВЕТНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ
Алюминий - легкий металл (плотность 2700

Медь - металл жёлто-красного цвета,
т. к. поглощает избирательно зелёную и
Медь - металл жёлто-красного цвета,
т. к. поглощает избирательно зелёную и
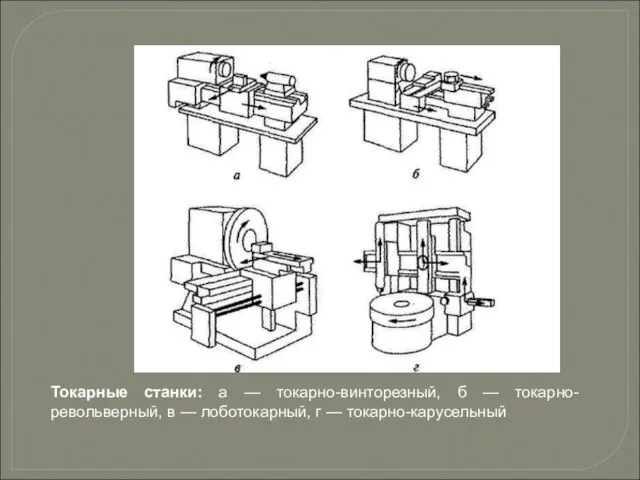
Токарные станки: а — токарно-винторезный, б — токарно-револьверный, в — лоботокарный,
Токарные станки: а — токарно-винторезный, б — токарно-револьверный, в — лоботокарный,


Режущие инструменты, применяемые на сверлильных станках
Режущие инструменты, применяемые на сверлильных станках
Основные типы расточных станков
Основные типы расточных станков

Схема горизонтально-фрезерного (а) и вертикально-фрезерного (б) станков
Схема горизонтально-фрезерного (а) и вертикально-фрезерного (б) станков
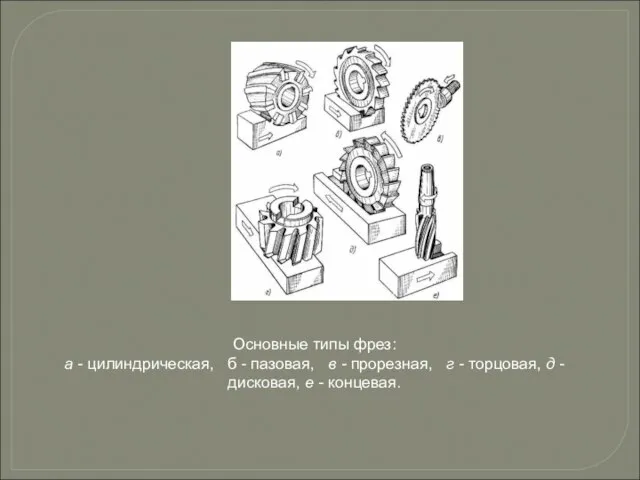
Основные типы фрез:
а - цилиндрическая, б - пазовая, в - прорезная,
Основные типы фрез:
а - цилиндрическая, б - пазовая, в - прорезная,
Шлифовальные станки
Шлифовальные станки
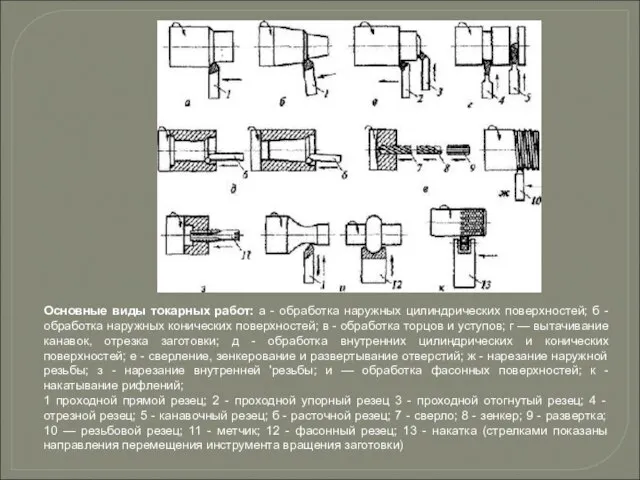
Основные виды токарных работ: а - обработка наружных цилиндрических поверхностей; б

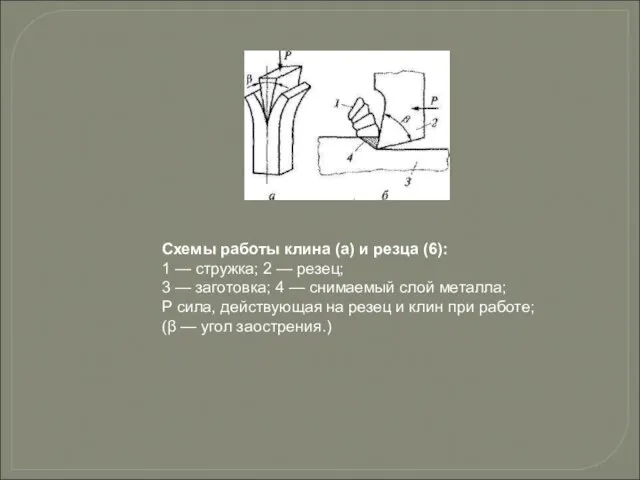
Схемы работы клина (а) и резца (6):
1 — стружка; 2
Схемы работы клина (а) и резца (6):
1 — стружка; 2










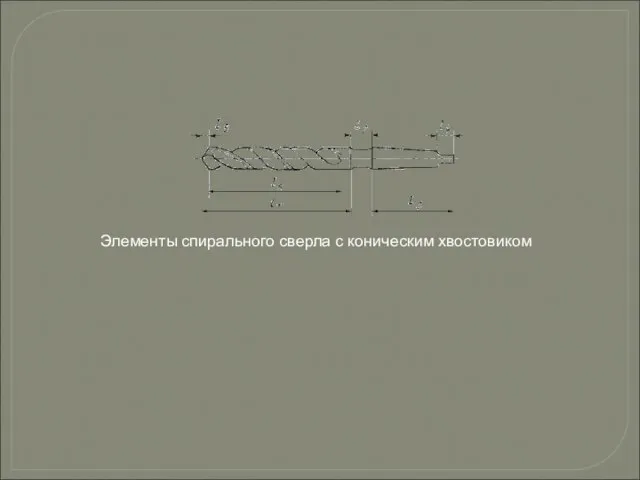
Элементы спирального сверла с коническим хвостовиком
Элементы спирального сверла с коническим хвостовиком




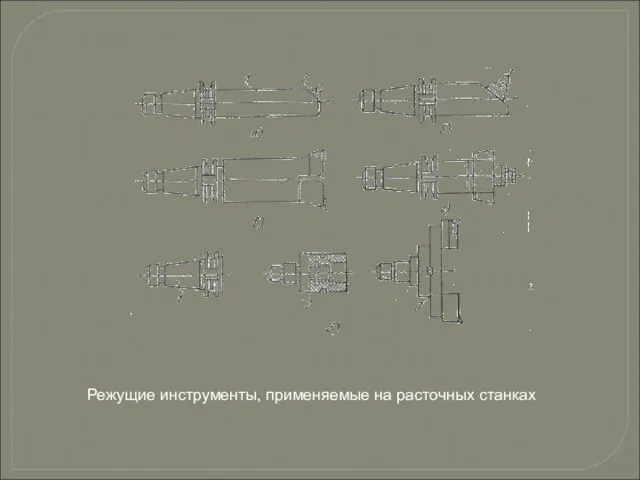
Режущие инструменты, применяемые на расточных станках
Режущие инструменты, применяемые на расточных станках

Схемы обработки поверхностей на фрезерных станках
Схемы обработки поверхностей на фрезерных станках

Схемы обработки заготовок на расточных станках
Схемы обработки заготовок на расточных станках
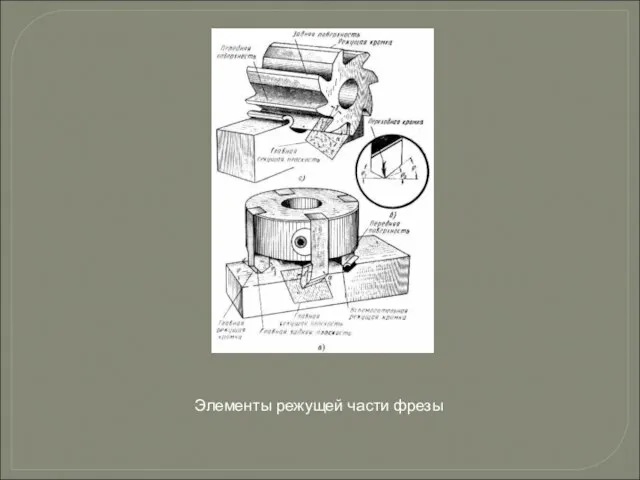
Элементы режущей части фрезы
Элементы режущей части фрезы
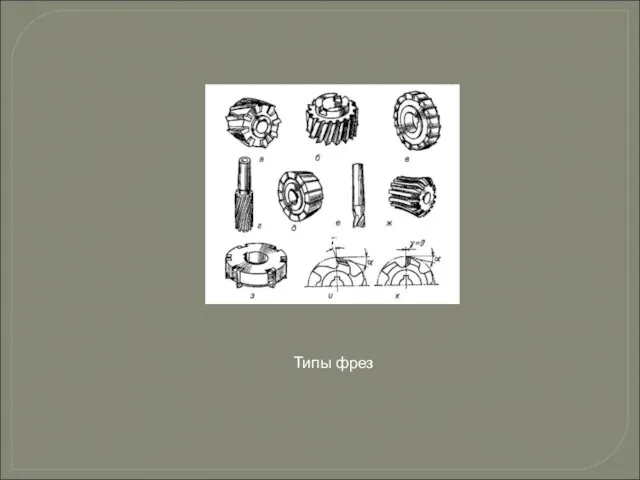
Типы фрез
Типы фрез
Типы фрез
Типы фрез
Типы фрез
Типы фрез

Установка цилиндрической фрезы на длинной оправке
Схемы установки и закрепления фрез на
Установка цилиндрической фрезы на длинной оправке
Схемы установки и закрепления фрез на

Прихваты и подставки
Угловые плиты
Машинные тиски
Столы
Прихваты и подставки
Угловые плиты
Машинные тиски
Столы

Универсально-сборное приспособление
Универсально-сборное приспособление


Схемы круглого шлифования
Схемы круглого шлифования
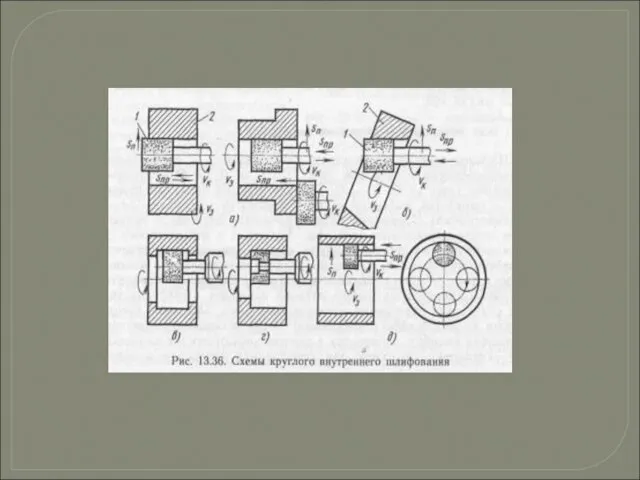

Схема бесцентрового шлифования
Схема бесцентрового шлифования

Основные этапы проектирования технологических процессов механической обработки
Основные этапы проектирования технологических процессов механической обработки


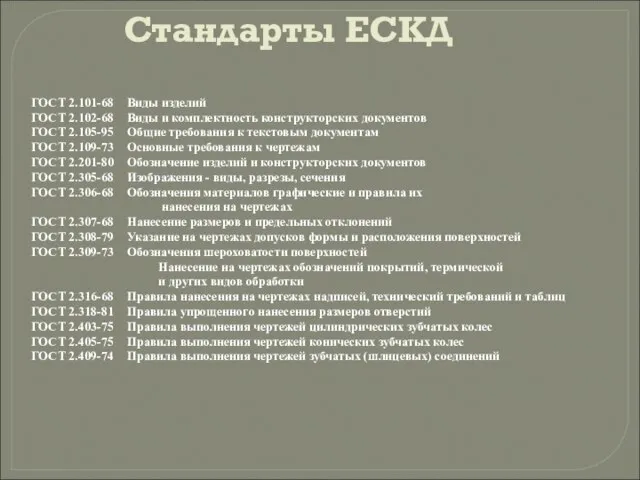
Стандарты ЕСКД
ГОСТ 2.101-68 Виды изделий
ГОСТ 2.102-68 Виды и комплектность конструкторских документов
ГОСТ 2.105-95 Общие требования
Стандарты ЕСКД
ГОСТ 2.101-68 Виды изделий
ГОСТ 2.102-68 Виды и комплектность конструкторских документов
ГОСТ 2.105-95 Общие требования
 Религиозные взгляды различных социальных категорий населения
Религиозные взгляды различных социальных категорий населения Синхронные машины
Синхронные машины лекция 2 - презентация
лекция 2 - презентация Знакомство с декоративной росписью, рисование орнамента кистью
Знакомство с декоративной росписью, рисование орнамента кистью Четыре свечи
Четыре свечи Организация и технология предоставления услуг технического осмотра автомобилей ОТО Сервис, РБ, г. Брест. Шаблон
Организация и технология предоставления услуг технического осмотра автомобилей ОТО Сервис, РБ, г. Брест. Шаблон Схемы электроснабжения города
Схемы электроснабжения города Виртуальная экскурсия Сердце отдано людям
Виртуальная экскурсия Сердце отдано людям Сравнительный анализ личности, индивидуальности, индивидуума и т.д
Сравнительный анализ личности, индивидуальности, индивидуума и т.д Автоматизация производства ИВТ
Автоматизация производства ИВТ ПАМЯТЬ
ПАМЯТЬ trte
trte Католический мир. Мировая конфессиональная структура
Католический мир. Мировая конфессиональная структура Анализ добывающих возможностей скважин на Шершневского месторождении
Анализ добывающих возможностей скважин на Шершневского месторождении НАША ГАЛАКТИКА Толстошеев Сергей
НАША ГАЛАКТИКА Толстошеев Сергей Религии мира. Ислам
Религии мира. Ислам Droga Krzyżowa Dla Osób Rozeznających Swoje Powołanie
Droga Krzyżowa Dla Osób Rozeznających Swoje Powołanie Отдел петербурговедения
Отдел петербурговедения Интерактивная раскраска. Портрет для друга. Математика 4 класс. Чигусова М.В
Интерактивная раскраска. Портрет для друга. Математика 4 класс. Чигусова М.В Итоги работы предприятий агропромышленного комплекса Жлобинского района за январь-июль 2019 года
Итоги работы предприятий агропромышленного комплекса Жлобинского района за январь-июль 2019 года Косилки общего назначения КС-2,1 и КРН-2,1
Косилки общего назначения КС-2,1 и КРН-2,1 Международный день числа Пи
Международный день числа Пи Turg'unboyeva Nafisa
Turg'unboyeva Nafisa Ткачество на раме
Ткачество на раме Берёзка белоствольная
Берёзка белоствольная Дорога, её элементы и правила поведения на ней
Дорога, её элементы и правила поведения на ней Студенческое конструкторское бюро Ветер
Студенческое конструкторское бюро Ветер the political party Yabloko
the political party Yabloko