- Выдавливание с утонением заготовки

Содержание
- 2. Выдавливание с утонением - процесс формообразования детали за счет уменьшения исходной толщины вращающейся плоскости или пространственной
- 4. Несоблюдение этого условия приводит к разрушению заготовки. Поэтому копировальная система, жесткость формообразующей оснастки и станка должны
- 5. Схема выдавливания конической детали с постоянной толщиной из плоской заготовки 1 - оправка; 2 - вращающийся
- 6. Материал Выдавливанием с утонением заготовки (окружная скорость до 300 м/мин, подача – 0,02…2 мм/об) могут быть
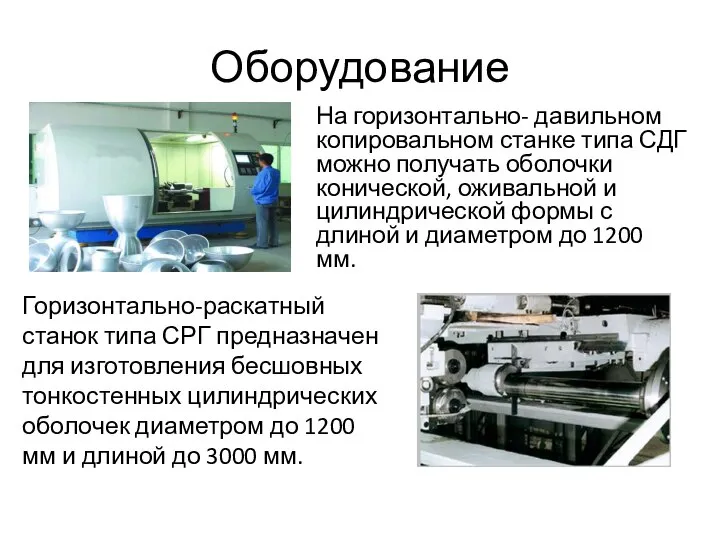
- 7. Оборудование На горизонтально- давильном копировальном станке типа СДГ можно получать оболочки конической, оживальной и цилиндрической формы
- 10. Скачать презентацию
Выдавливание с утонением - процесс формообразования детали за счет уменьшения исходной
Выдавливание с утонением - процесс формообразования детали за счет уменьшения исходной

Несоблюдение этого условия приводит к разрушению заготовки. Поэтому копировальная система, жесткость
Несоблюдение этого условия приводит к разрушению заготовки. Поэтому копировальная система, жесткость
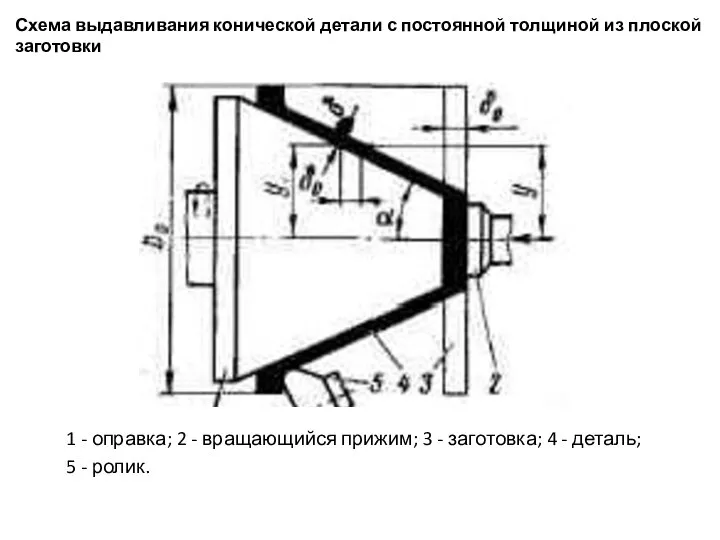
Схема выдавливания конической детали с постоянной толщиной из плоской заготовки
1 -
Схема выдавливания конической детали с постоянной толщиной из плоской заготовки
1 -
Материал
Выдавливанием с утонением заготовки (окружная скорость до 300 м/мин, подача –
Материал
Выдавливанием с утонением заготовки (окружная скорость до 300 м/мин, подача –
Оборудование
На горизонтально- давильном копировальном станке типа СДГ можно получать оболочки конической,
Оборудование
На горизонтально- давильном копировальном станке типа СДГ можно получать оболочки конической,
 Металлокерамические и электроугольные материалы
Металлокерамические и электроугольные материалы Кто говорил неправду‚ и ему ничего за это не было
Кто говорил неправду‚ и ему ничего за это не было nasledniki_Pobedy_ispravlennaya
nasledniki_Pobedy_ispravlennaya Светлой памяти Марии Александровны
Светлой памяти Марии Александровны Видеонаблюдение. Пластилаб Индустрия
Видеонаблюдение. Пластилаб Индустрия Смесительные и детекторные диоды
Смесительные и детекторные диоды 20171130_poryadokvyipolneniyadeystviy
20171130_poryadokvyipolneniyadeystviy 23 февраля от женской половины 10 а!
23 февраля от женской половины 10 а! перезентация checkin
перезентация checkin Телевизионные шоу-игры
Телевизионные шоу-игры Проект трамвайного маршрута №41
Проект трамвайного маршрута №41 Kursovaya_Prezentatsia
Kursovaya_Prezentatsia Тігін жіптері, фурнитура, өңдеу және қосымша материалдарды таңдау
Тігін жіптері, фурнитура, өңдеу және қосымша материалдарды таңдау Psychology’s Big Issues & Approaches
Psychology’s Big Issues & Approaches Улучшение геометрии рычагов задней подвески LB52
Улучшение геометрии рычагов задней подвески LB52 Раннее христианство в цивилизационном измерении
Раннее христианство в цивилизационном измерении Усовершенствование СВЧ печей
Усовершенствование СВЧ печей Двухэтажный дом на 240 м2
Двухэтажный дом на 240 м2 Архитектура компьютера
Архитектура компьютера Инновационный подход к контрольно-оценочной деятельности в начальной школе. Портфолио
Инновационный подход к контрольно-оценочной деятельности в начальной школе. Портфолио Незнайка-космонавт
Незнайка-космонавт Применение стандартных образцов нефти и нефтепродуктов. ЗАО Сибтехнология и ООО Серволаб
Применение стандартных образцов нефти и нефтепродуктов. ЗАО Сибтехнология и ООО Серволаб 20180118_13
20180118_13 Шиномонтаж 4 колеса
Шиномонтаж 4 колеса 20150601_chego_na_svete_ne_byvaet
20150601_chego_na_svete_ne_byvaet Солома та інші грубі корми
Солома та інші грубі корми Создание регионального консультационного центра, обеспечивающего оказание информационно-методической поддержки
Создание регионального консультационного центра, обеспечивающего оказание информационно-методической поддержки Марийская земля – очарование России
Марийская земля – очарование России