- Заготовительные операции

Содержание
- 2. МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАТЕРИАЛОВ КОНСТРУКЦИИ Для разработки технологии изготовления сварных конструкций необходимо знать механические свойства свариваемого материала
- 3. СКЛАД СВАРОЧНОГО ПРОИЗВОДСТВА(ССП). ПОДГОТОВКА МАТЕРИАЛА ПЕРЕД ЗАПУСКОМ ЕГО В ПРОИЗВОДСТВО ССП – это подразделение служит для
- 4. ВХОДНОЙ КОНТРОЛЬ
- 5. ПРОМЕЖУТОЧНОЕ ХРАНЕНИЕ ОСУЩЕСТВЛЯЕТСЯ на штабелях на стеллажах в кассетах и т.д.
- 6. СРОК ХРАНЕНИЯ МЕТАЛЛА В СУТКАХ РЕКОМЕНДУЕТСЯ СЛЕДУЮЩАЯ: t= 40-50 cуток для единичного и мелкосерийного производства. t=
- 7. ПОСЛЕДОВАТЕЛЬНОСТЬ ЗАГОТОВИТЕЛЬНЫХ ОПЕРАЦИЙ
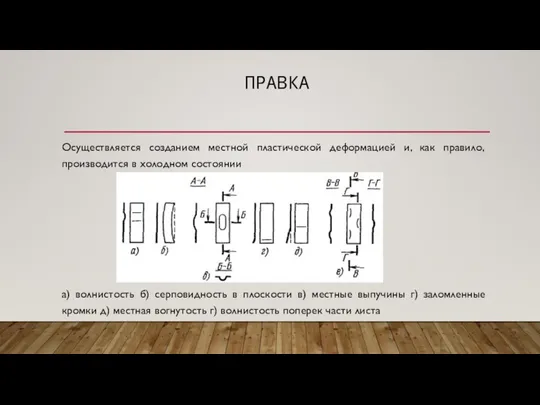
- 8. ПРАВКА Осуществляется созданием местной пластической деформацией и, как правило, производится в холодном состоянии а) волнистость б)
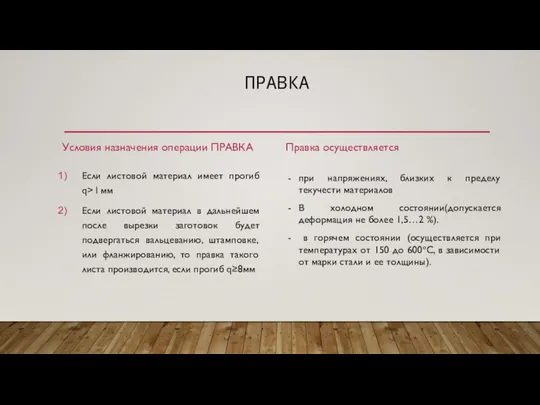
- 9. ПРАВКА Условия назначения операции ПРАВКА Если листовой материал имеет прогиб q> l мм Если листовой материал
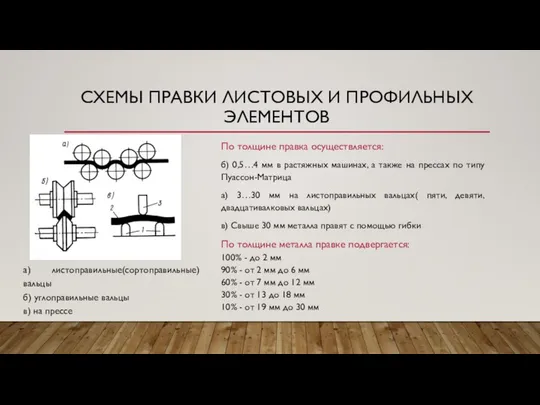
- 10. СХЕМЫ ПРАВКИ ЛИСТОВЫХ И ПРОФИЛЬНЫХ ЭЛЕМЕНТОВ а) листоправильные(сортоправильные) вальцы б) углоправильные вальцы в) на прессе По
- 11. Пятиволковая листоправильная машина Сортоправильная машина
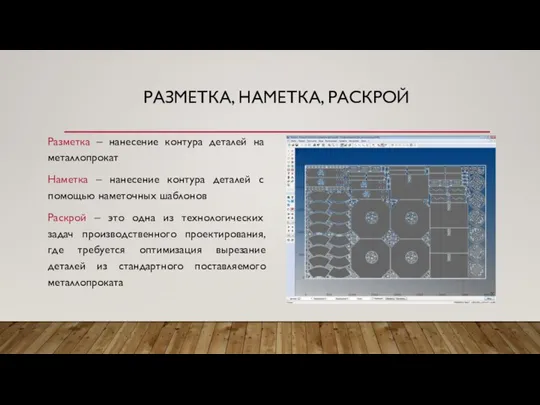
- 12. РАЗМЕТКА, НАМЕТКА, РАСКРОЙ Разметка – нанесение контура деталей на металлопрокат Наметка – нанесение контура деталей с
- 13. РАЗМЕТКА, НАМЕТКА, РАСКРОЙ РАЗМЕТКА индивидуальная разметка трудоемкий процесс, требуется повышенная точность разметчик использует мерительный и разметочный
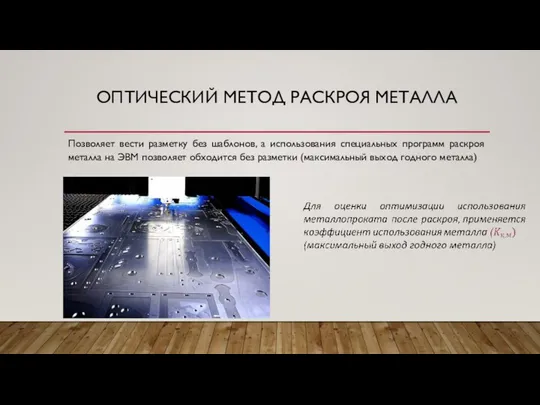
- 14. ОПТИЧЕСКИЙ МЕТОД РАСКРОЯ МЕТАЛЛА Позволяет вести разметку без шаблонов, а использования специальных программ раскроя металла на
- 15. КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ МЕТАЛЛА
- 17. Скачать презентацию
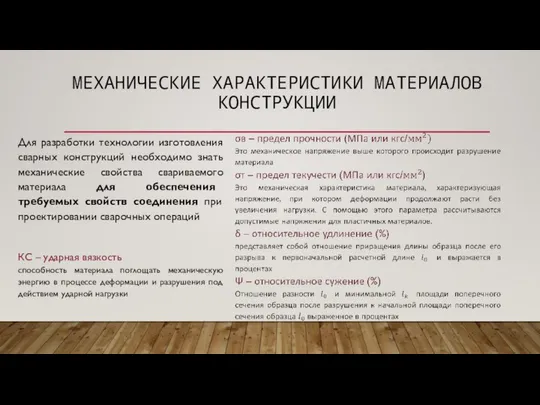
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАТЕРИАЛОВ КОНСТРУКЦИИ
Для разработки технологии изготовления сварных конструкций необходимо знать
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАТЕРИАЛОВ КОНСТРУКЦИИ
Для разработки технологии изготовления сварных конструкций необходимо знать
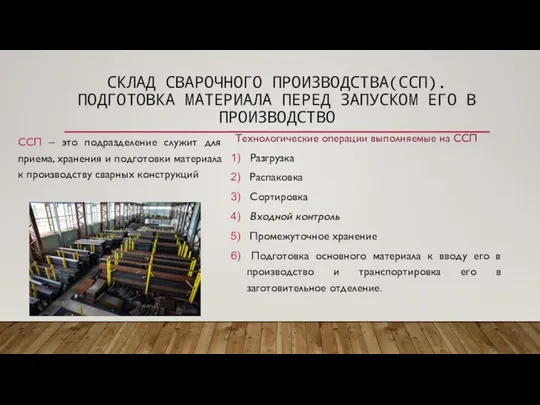
СКЛАД СВАРОЧНОГО ПРОИЗВОДСТВА(ССП). ПОДГОТОВКА МАТЕРИАЛА ПЕРЕД ЗАПУСКОМ ЕГО В ПРОИЗВОДСТВО
ССП –
СКЛАД СВАРОЧНОГО ПРОИЗВОДСТВА(ССП). ПОДГОТОВКА МАТЕРИАЛА ПЕРЕД ЗАПУСКОМ ЕГО В ПРОИЗВОДСТВО
ССП –
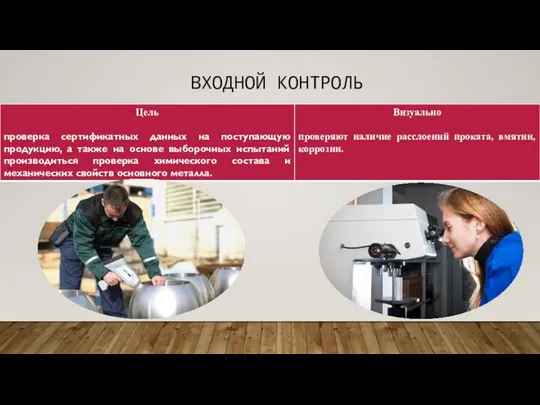
ВХОДНОЙ КОНТРОЛЬ
ВХОДНОЙ КОНТРОЛЬ

ПРОМЕЖУТОЧНОЕ ХРАНЕНИЕ ОСУЩЕСТВЛЯЕТСЯ
на штабелях на стеллажах в кассетах и т.д.
ПРОМЕЖУТОЧНОЕ ХРАНЕНИЕ ОСУЩЕСТВЛЯЕТСЯ
на штабелях на стеллажах в кассетах и т.д.
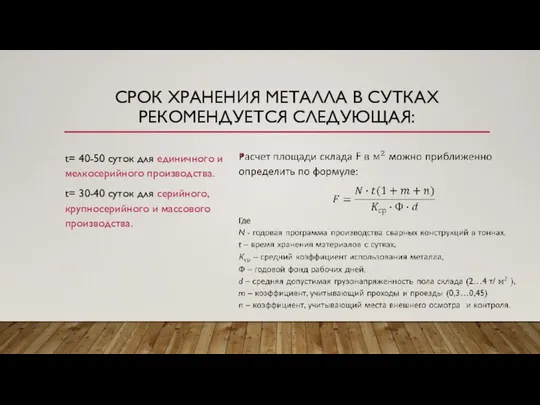
СРОК ХРАНЕНИЯ МЕТАЛЛА В СУТКАХ РЕКОМЕНДУЕТСЯ СЛЕДУЮЩАЯ:
t= 40-50 cуток для единичного
СРОК ХРАНЕНИЯ МЕТАЛЛА В СУТКАХ РЕКОМЕНДУЕТСЯ СЛЕДУЮЩАЯ:
t= 40-50 cуток для единичного
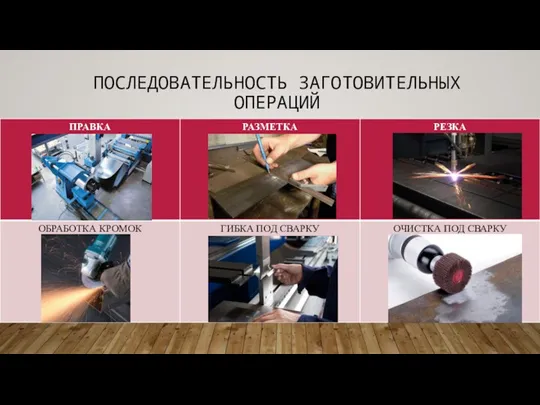
ПОСЛЕДОВАТЕЛЬНОСТЬ ЗАГОТОВИТЕЛЬНЫХ ОПЕРАЦИЙ
ПОСЛЕДОВАТЕЛЬНОСТЬ ЗАГОТОВИТЕЛЬНЫХ ОПЕРАЦИЙ
ПРАВКА
Осуществляется созданием местной пластической деформацией и, как правило, производится в холодном
ПРАВКА
Осуществляется созданием местной пластической деформацией и, как правило, производится в холодном
ПРАВКА
Условия назначения операции ПРАВКА
Если листовой материал имеет прогиб q> l мм
Если
ПРАВКА
Условия назначения операции ПРАВКА
Если листовой материал имеет прогиб q> l мм
Если
СХЕМЫ ПРАВКИ ЛИСТОВЫХ И ПРОФИЛЬНЫХ ЭЛЕМЕНТОВ
а) листоправильные(сортоправильные) вальцы
б) углоправильные вальцы
в)
СХЕМЫ ПРАВКИ ЛИСТОВЫХ И ПРОФИЛЬНЫХ ЭЛЕМЕНТОВ
а) листоправильные(сортоправильные) вальцы
б) углоправильные вальцы
в)
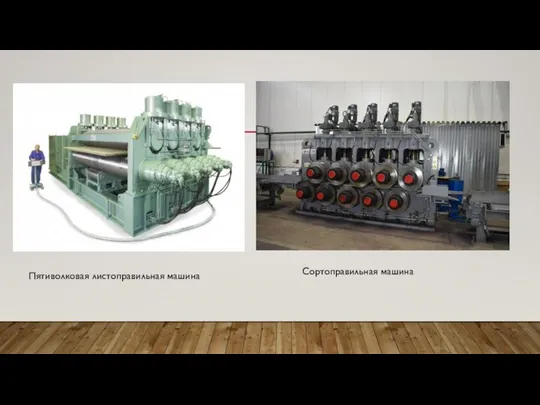
Пятиволковая листоправильная машина
Сортоправильная машина
Пятиволковая листоправильная машина
Сортоправильная машина
РАЗМЕТКА, НАМЕТКА, РАСКРОЙ
Разметка – нанесение контура деталей на металлопрокат
Наметка –
РАЗМЕТКА, НАМЕТКА, РАСКРОЙ
Разметка – нанесение контура деталей на металлопрокат
Наметка –
РАЗМЕТКА, НАМЕТКА, РАСКРОЙ
РАЗМЕТКА
индивидуальная разметка трудоемкий процесс, требуется повышенная точность
разметчик
РАЗМЕТКА, НАМЕТКА, РАСКРОЙ
РАЗМЕТКА
индивидуальная разметка трудоемкий процесс, требуется повышенная точность
разметчик
ОПТИЧЕСКИЙ МЕТОД РАСКРОЯ МЕТАЛЛА
Позволяет вести разметку без шаблонов, а использования специальных
ОПТИЧЕСКИЙ МЕТОД РАСКРОЯ МЕТАЛЛА
Позволяет вести разметку без шаблонов, а использования специальных
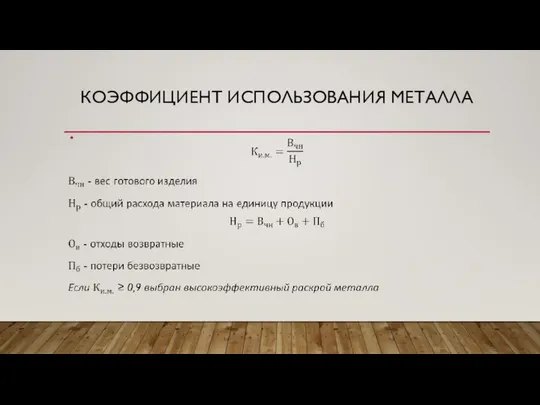
КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ МЕТАЛЛА
КОЭФФИЦИЕНТ ИСПОЛЬЗОВАНИЯ МЕТАЛЛА
 Гобелен
Гобелен Живая шляпа
Живая шляпа Сакура – японська вишня
Сакура – японська вишня Презентация1
Презентация1 Самый большой рукотворный парк в пустыне. Слайды
Самый большой рукотворный парк в пустыне. Слайды 20160215_novoe_i_noveyshee_vremya
20160215_novoe_i_noveyshee_vremya 20170602_prilozhenie_2
20170602_prilozhenie_2 Steps to a successful PR campaign
Steps to a successful PR campaign ЮРИДИЧЕСКАЯ ТЕХНИКА 26.03.20 през лек ЦЗЮ1-17 Юр тех
ЮРИДИЧЕСКАЯ ТЕХНИКА 26.03.20 през лек ЦЗЮ1-17 Юр тех Разработка нефтяных и газовых месторождений
Разработка нефтяных и газовых месторождений Швейная фабрика
Швейная фабрика 02_09_Ant_mify (1)
02_09_Ant_mify (1) Алгоритм решения конфликтов (1)
Алгоритм решения конфликтов (1) Праздник поля
Праздник поля Понятия о давлениях
Понятия о давлениях Горшок, полотенце, кроватка (таблица)
Горшок, полотенце, кроватка (таблица) 3_Ryseva_O_N (1)
3_Ryseva_O_N (1) Реконструкция и техническое перевооружение станкостроительного завода ОАО Саста
Реконструкция и техническое перевооружение станкостроительного завода ОАО Саста 20141208_prezentatsiya_k_uroku_v_serdevekovom_zamke_v_6_klasse
20141208_prezentatsiya_k_uroku_v_serdevekovom_zamke_v_6_klasse Караева Г.И
Караева Г.И Волшебство своими руками. Бракк Алина
Волшебство своими руками. Бракк Алина Культура речи журналиста
Культура речи журналиста Памятники детям войны
Памятники детям войны Морозные узоры
Морозные узоры Использование авторулевого Anschütz PilotStar D
Использование авторулевого Anschütz PilotStar D Producerea Fontei și Oțelului
Producerea Fontei și Oțelului quest1
quest1 20141228_tambovskie_gubernatory
20141228_tambovskie_gubernatory