- Защита от коррозии. Инспектирование. Дефекты

Содержание
- 2. Инспектирование и контроль Задачи: Понимать основные функции инспектора и знать его основной инструмент
- 3. Задачи инспектора по покраске Убедиться, что выполняются все требования спецификации Удостоверить качество работ, выполняемых исполнителем. Подготовить
- 4. Работа инспектора включает: Понимание спецификации и возможность ее интерпретации Понимание объекта инспекции Контроль всех окрашиваемых конструкций
- 5. Что должно инспектироваться ? Грунтование стали Предварительная обработка Очистка и подготовка поверхности Окраска Сушка покрытия и
- 6. Предварительная обработка стали Скругление острых кромок. Зачистка грубых сварных швов. Удаление/ зачистка сварочных брызг. Трещины и
- 7. Контроль подготовки и чистоты поверхности перед покраской Чистота (соль, масло, жир, пыль) Оценка начального состояния (степень
- 8. Масло и жир
- 9. Контроль во время нанесения краски Наименование краски и batch no. Правильность смешивания компонентов Правильность применения растворителя
- 10. Контроль после нанесения Климатические условия (вентиляция, температура, влажность) Сушка/полимеризация Сухая пленка (DFT) Адгезия Сплошность (если необходимо)
- 11. Оборудование инспектора
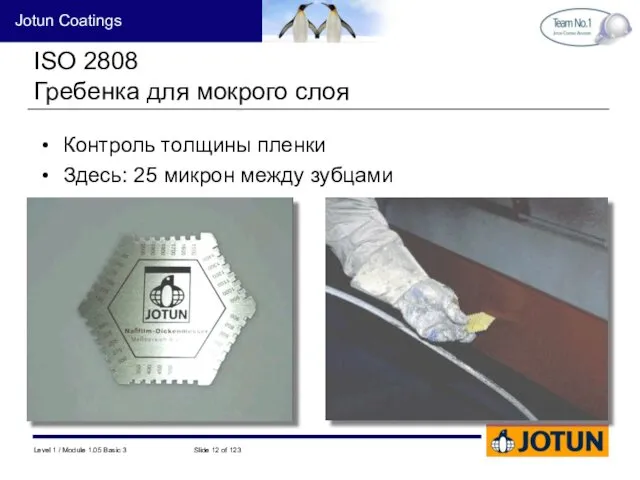
- 12. 4932-81 0459-21 ISO 2808 Гребенка для мокрого слоя Контроль толщины пленки Здесь: 25 микрон между зубцами
- 13. Краска Сталь ISO 2808 - 97 Метод No.1 Гребенка для мокрого слоя Microns 250 225 200
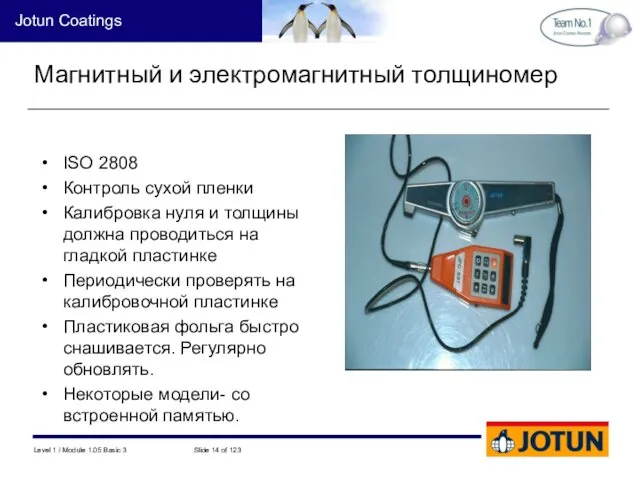
- 14. Tørrfilm målere Elektr. Magn. Магнитный и электромагнитный толщиномер ISO 2808 Контроль сухой пленки Калибровка нуля и
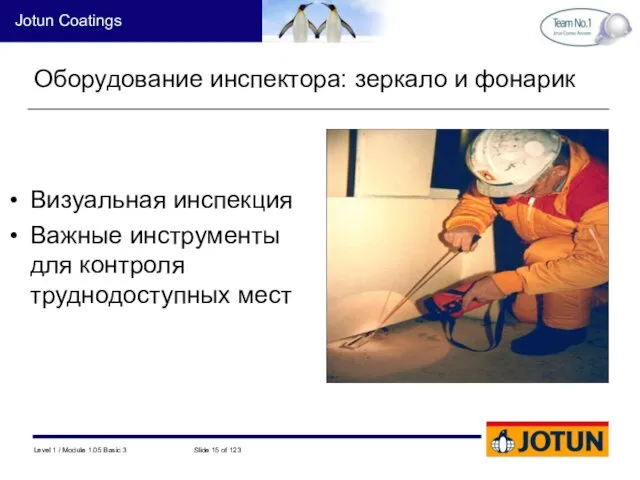
- 15. Jan, speil, lykt Оборудование инспектора: зеркало и фонарик Визуальная инспекция Важные инструменты для контроля труднодоступных мест
- 16. Clemco Compartor Шероховатость поверхности по ISO 8503 Приведенный пример компаратора: Clemco Компаратор состоит из 4 сегментов.
- 17. Steel temperature Контактный термометр Электронный инструмент для контроля температуры стали Температура стали должна быть min. на
- 18. Измерение относительной влажности ISO 8502 - 4 Пращевой гигрометр для контроля: - Температуры сухого и мокрого
- 19. Калькулятор точки росы ISO 8502 - 4 Для определения точки росы Используется вместе с контактным термометром
- 20. B-24/2-4 4847-693 ISO 8502 - 4 Оценка вероятности конденсации Холодная вода внутри танка и теплый воздух
- 21. Почему важен контроль температуры и влажности ? Конденсация снаружи полного танка ? Конденсация и ночные заморозки.
- 22. L.V. pore test Низковольтный детектор пор ASTM G-62 -85, метод A Фото: низковольтный детектор Определяет поры,
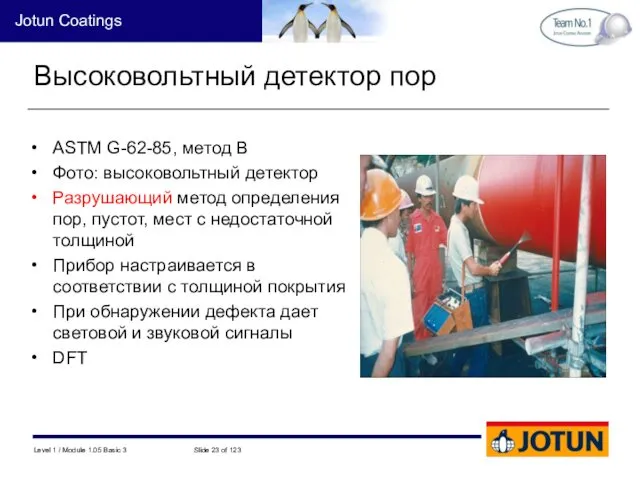
- 23. Brunner H.V.P.D Bruker. Высоковольтный детектор пор ASTM G-62-85, метод B Фото: высоковольтный детектор Разрушающий метод определения
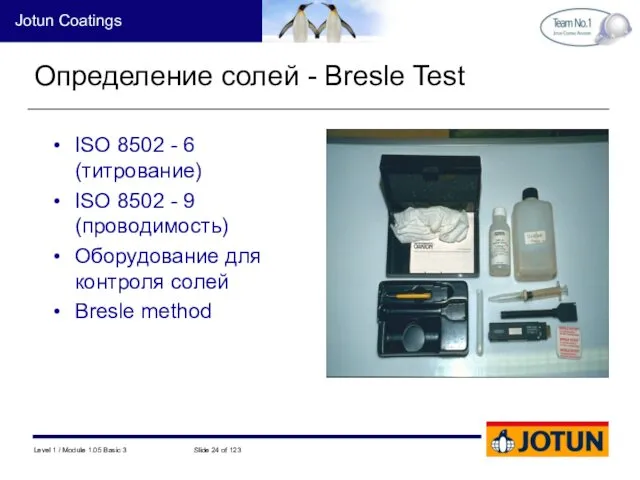
- 24. Bresle sett Определение солей - Bresle Test ISO 8502 - 6 (титрование) ISO 8502 - 9
- 25. Как определить количество солей на поверхности Соли удаляются водой высокого давления Поверхность очищена под давлением 2000
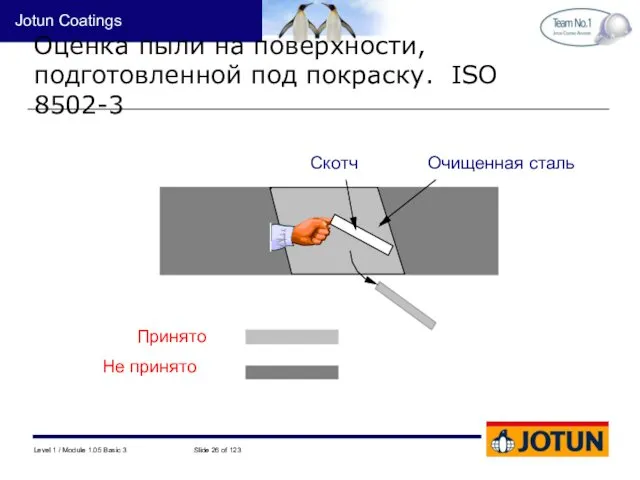
- 26. Принято Не принято Скотч Очищенная сталь Оценка пыли на поверхности, подготовленной под покраску. ISO 8502-3
- 28. Использование “PIG” на корпусе судна PIG = Paint Inspection Gauge Разрушающий метод Можно определить количество слоев
- 29. PIG (Paint Inspection Gauge) 4932-100
- 30. Gitter tester m prøveplate Определение адгезии методом поперечных надрезов ISO 2409 Определение адгезии Прорезать горизонтальные и
- 31. 5B Края срезов абсолютно гладкие; без отслоений 4B Небольшое отслоение на пересечениях: не более 5% 3B
- 32. Dollys 8 - 46 Оценка адгезии методом отрыва ISO 4624 Тест на отрыв Грибки клеятся на
- 33. Insp. avstrekk 8 - 49 Оценка адгезии методом отрыва ISO 4624 Тест на отрыв. Разрушающий метод
- 34. Resultat 8 - 51 Поверхность после метода отрыва ISO 4624 Тест на адгезию Разрушения могут быть
- 35. Дефекты покрытий Задача: Уметь определить основные дефекты покрытий, причины их возникновения для предотвращения появления дефектов
- 36. Наиболее частые дефекты Низкая толщина Потеки и наплывы Апельсиновая корка Сухой распыл Аэрозоль Игольчатые поры Рыбий
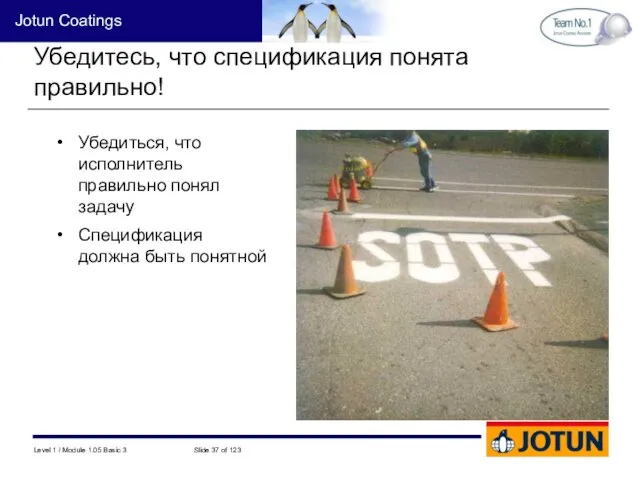
- 37. Убедитесь, что спецификация понята правильно! Убедиться, что исполнитель правильно понял задачу Спецификация должна быть понятной
- 38. Дефекты: Чистота
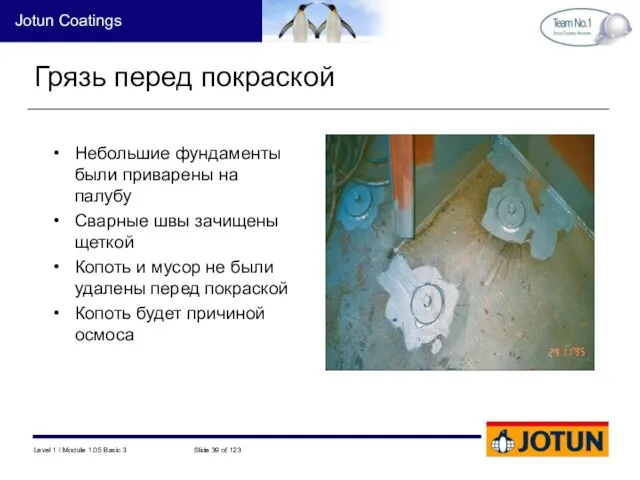
- 39. Грязь перед покраской Небольшие фундаменты были приварены на палубу Сварные швы зачищены щеткой Копоть и мусор
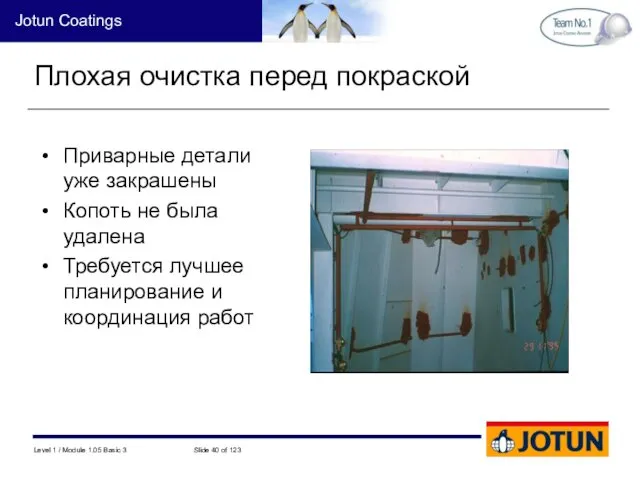
- 40. Плохая очистка перед покраской Приварные детали уже закрашены Копоть не была удалена Требуется лучшее планирование и
- 41. Отслоение КУ краски КУ эпоксидная система Отслоение до грунта Причина- плохая подготовка Под краской обнаружены следы
- 42. Грунт Blast-cleaned steel Верхний слой Кислород Влага Загрязнения Отслоение (межслойное) Межслойное отслоение Blast-cleaned steel Верхний слой
- 43. 0589 - 19 Stilling gritt Леса- источник загрязнения Остатки абразива должны быть полностью удалены с лесов
- 44. Дефекты: Подготовка поверхности
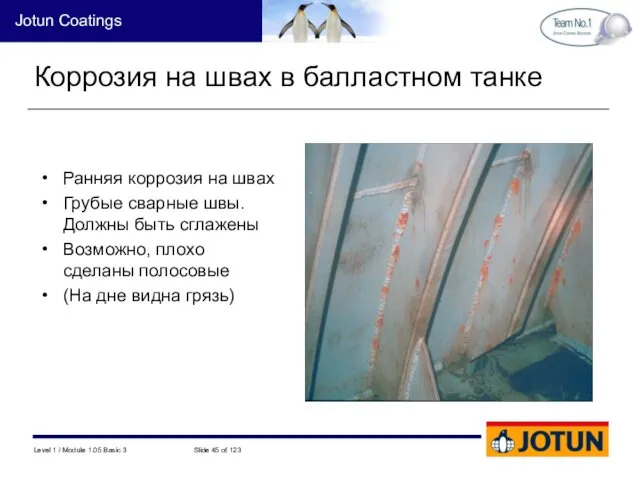
- 45. Tank, rust, sveis 0590 - 29 4226 - 54 Коррозия на швах в балластном танке Ранняя
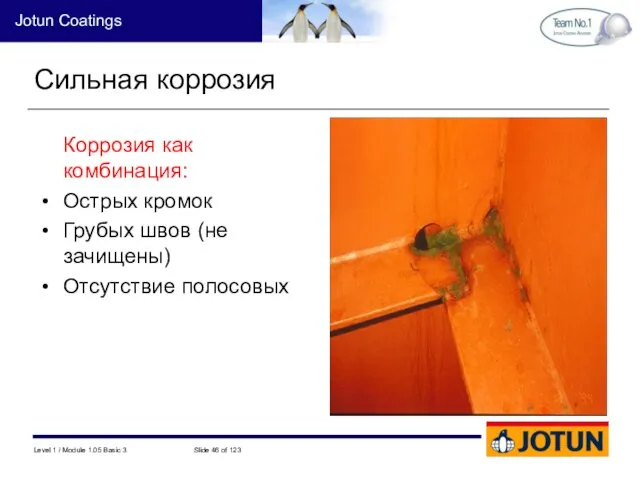
- 46. Tank hjørne, notcher Tykk rust Kanter 4 - 49 Сильная коррозия Коррозия как комбинация: Острых кромок
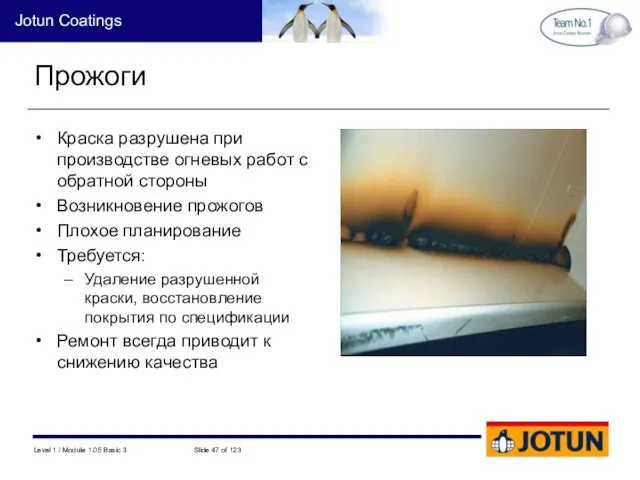
- 47. Прожоги Краска разрушена при производстве огневых работ с обратной стороны Возникновение прожогов Плохое планирование Требуется: Удаление
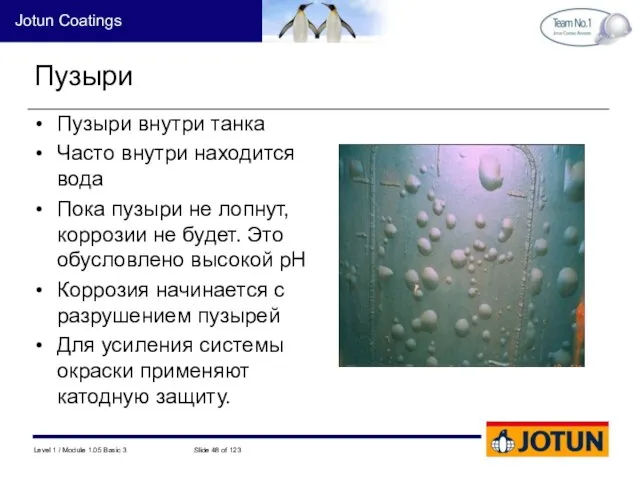
- 48. Пузыри Пузыри внутри танка Часто внутри находится вода Пока пузыри не лопнут, коррозии не будет. Это
- 49. Пузыри возле сварных швов Формирование пузырей вблизи сварных швов Основная причина- сварочная копоть Сварочный нагар растворим
- 50. Отслоения на кромках после локальной очистки Когда-то была выполнена локальная очистка Края старой краски не были
- 51. Blåseskade 0590 - 09 Коррозия в местах рикошета Струйная очистка выполнялась на противоположной стороне. Абразив рикошетом
- 52. Отсутствие подготовки на гальванизированной стали Не выполнено обезжиривание, не выполнено шерохование
- 53. Дефекты: Окраска
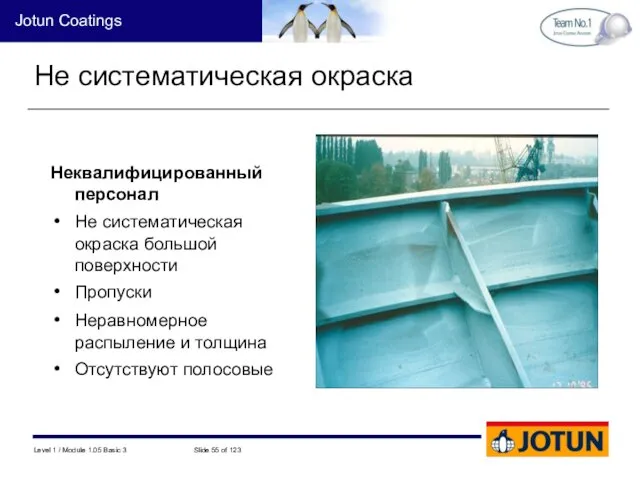
- 54. Не систематическая окраска Неквалифицированный персонал Не систематическая окраска большой поверхности Пропуски Неравномерное распыление и толщина Helligdag
- 55. Не систематическая окраска Неквалифицированный персонал Не систематическая окраска большой поверхности Пропуски Неравномерное распыление и толщина Отсутствуют
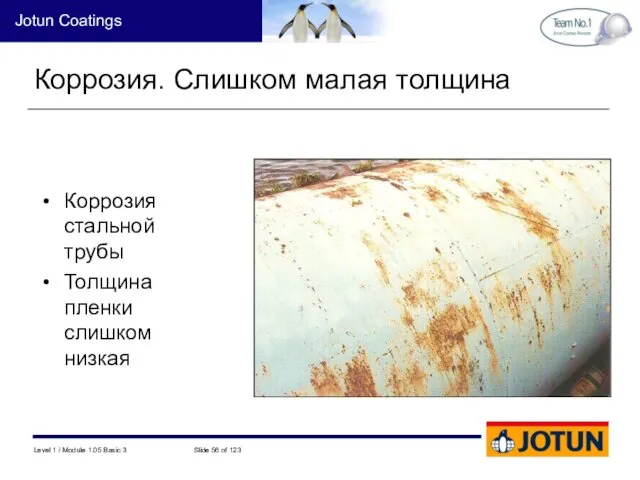
- 56. Коррозия. Слишком малая толщина Коррозия стальной трубы Толщина пленки слишком низкая
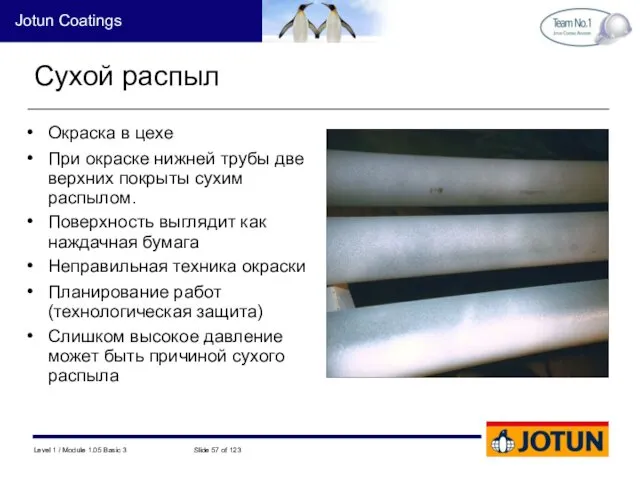
- 57. Сухой распыл Окраска в цехе При окраске нижней трубы две верхних покрыты сухим распылом. Поверхность выглядит
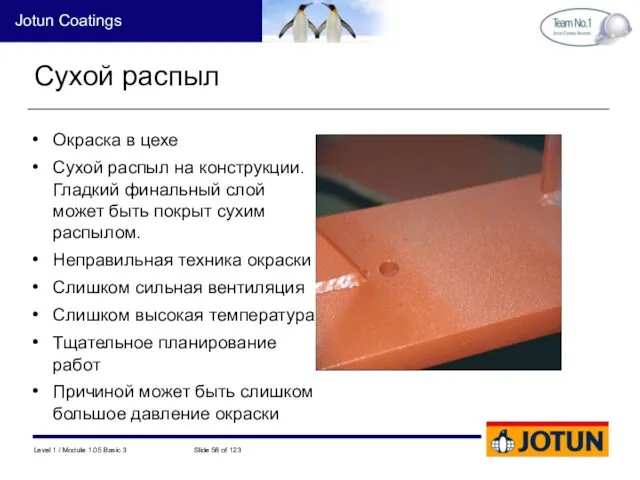
- 58. Сухой распыл Окраска в цехе Сухой распыл на конструкции. Гладкий финальный слой может быть покрыт сухим
- 59. Сухой распыл: Шероховатость (1 of 3) Окраска бортовой части судна Неправильная техника: Большое расстояние Неправильный угол
- 60. Макросъемка сухого распыла (2 of 3) Окраска бортовой части судна Неправильная техника: Большое расстояние Неправильный угол
- 61. Поперечный разрез покрытия (3 of 3) Окраска бортовой части судна Неправильная техника: Большое расстояние Неправильный угол
- 62. Распыление Окраска бортовой части судна Неправильная техника: Плохие леса Большое расстояние Неправильный угол Сухой распыл Как
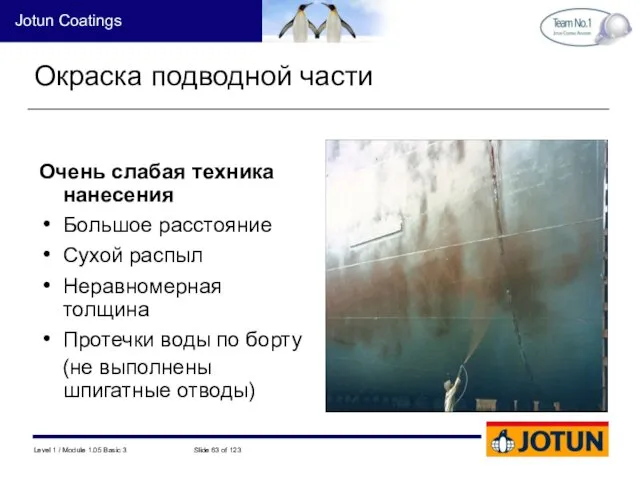
- 63. Окраска подводной части Очень слабая техника нанесения Большое расстояние Сухой распыл Неравномерная толщина Протечки воды по
- 64. Неправильная техника Неправильная техника Большое расстояние Угол Сухой распыл Поры Пузырьки воздуха Повышенный расход краски Sprøyting
- 65. Неправильная техника Загрязнение ОС Высокий расход Слабая защита Трата денег Плохая техние нанесения не нужна никому
- 66. Сухой распыл верхнего покрытия на необрастающей краске Надводный борт окрашивался после подводного Сухой распыл виден как
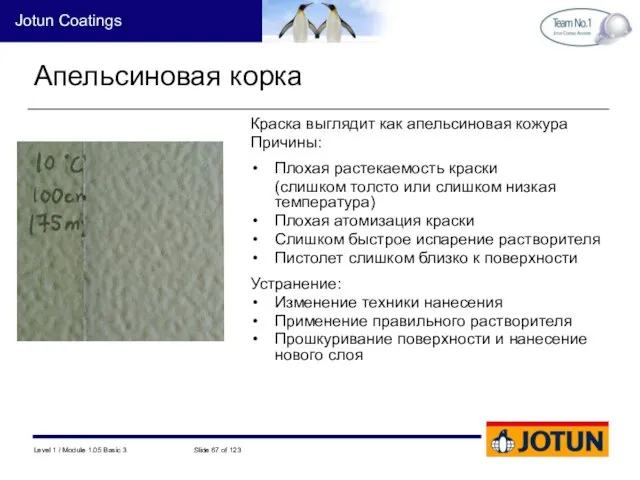
- 67. Апельсиновая корка Краска выглядит как апельсиновая кожура Причины: Плохая растекаемость краски (слишком толсто или слишком низкая
- 68. Неокрашенные места
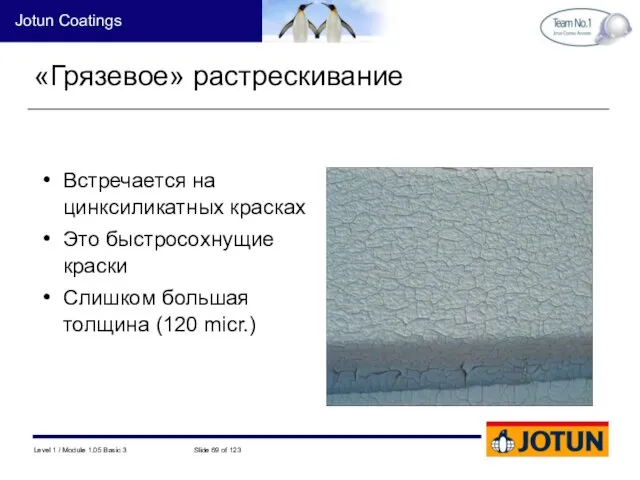
- 69. «Грязевое» растрескивание Встречается на цинксиликатных красках Это быстросохнущие краски Слишком большая толщина (120 micr.) ? Mye
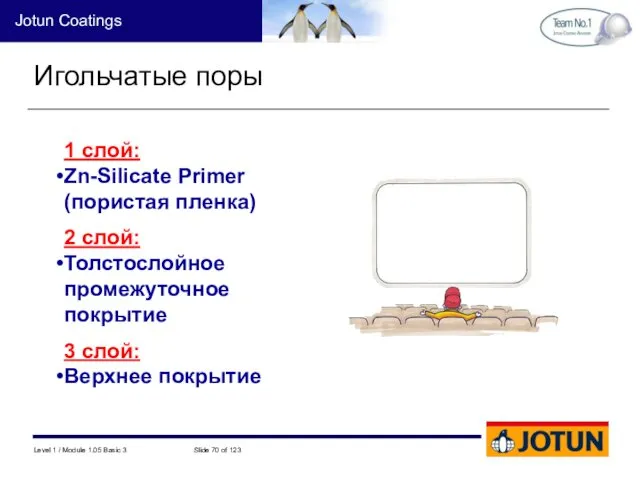
- 70. Игольчатые поры 1 слой: Zn-Silicate Primer (пористая пленка) 2 слой: Толстослойное промежуточное покрытие 3 слой: Верхнее
- 71. Причин возникновения игольчатых пор может быть несколько, или их комбинация Нанесен слишком толстый слой Пузырьки воздуха
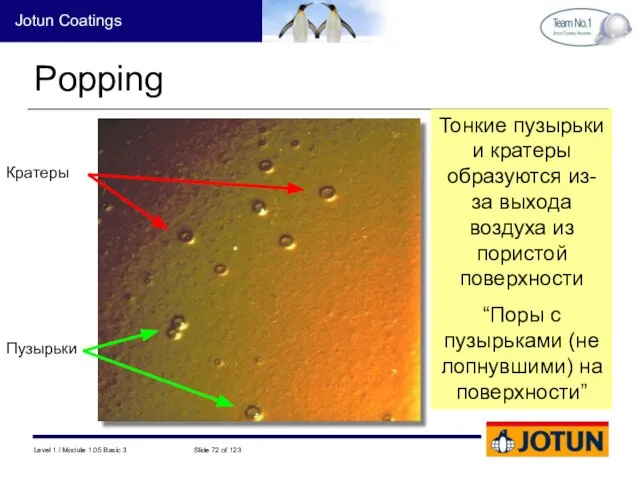
- 72. Popping 0807-4 Тонкие пузырьки и кратеры образуются из-за выхода воздуха из пористой поверхности “Поры с пузырьками
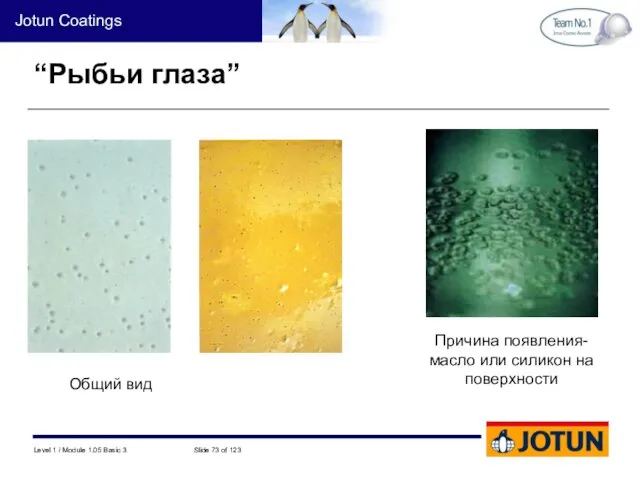
- 73. “Рыбьи глаза” Причина появления- масло или силикон на поверхности Общий вид
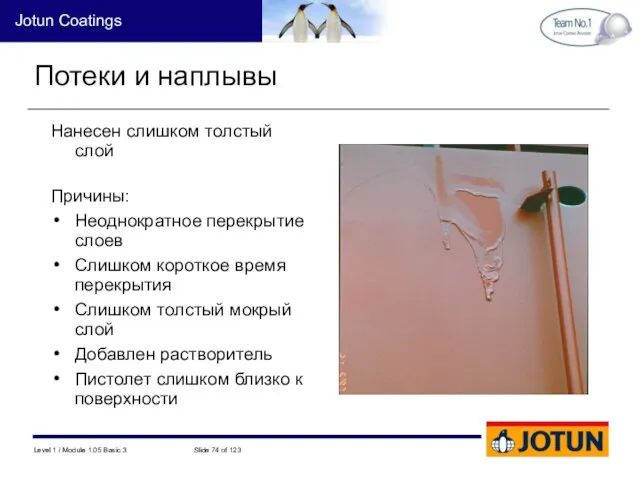
- 74. Потеки и наплывы Нанесен слишком толстый слой Причины: Неоднократное перекрытие слоев Слишком короткое время перекрытия Слишком
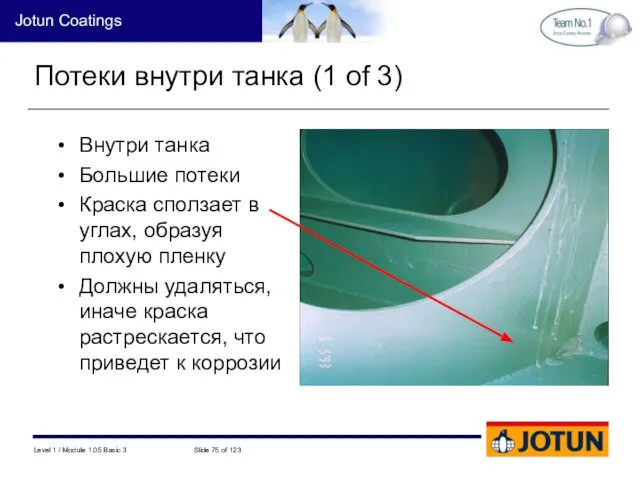
- 75. Потеки внутри танка (1 of 3) Внутри танка Большие потеки Краска сползает в углах, образуя плохую
- 76. Потеки приводят к растрескиванию (2 of 3) Толстый слой краски долго остается мягким из-за оставшегося растворителя
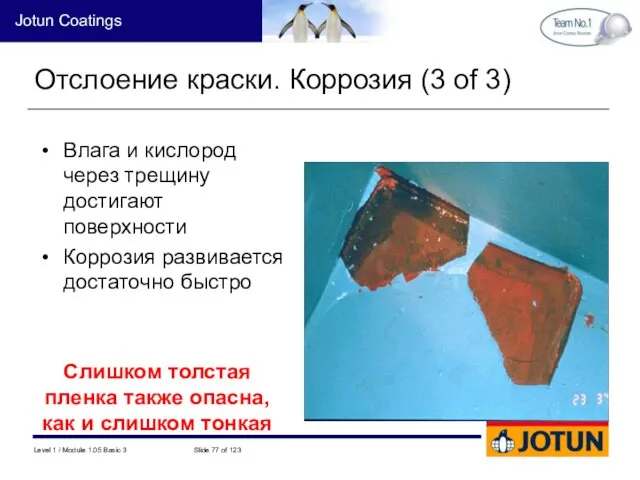
- 77. Tykk løs maling, hjørne 4 - 5 Отслоение краски. Коррозия (3 of 3) Влага и кислород
- 78. Большая толщина, плохая вентиляция, оставшийся растворитель
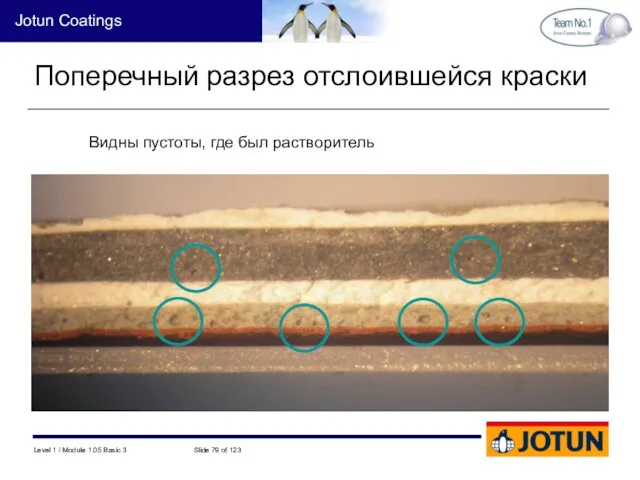
- 79. Поперечный разрез отслоившейся краски Видны пустоты, где был растворитель
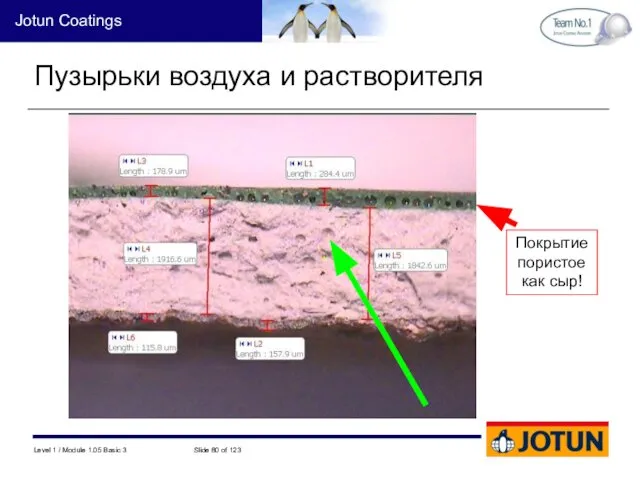
- 80. Пузырьки воздуха и растворителя Покрытие пористое как сыр!
- 81. Дефекты: Атмосферные условия
- 82. Температура воздуха влияет на: Срок хранения Живучесть Время индукции Вязкость Температуру стали Температура воздуха и стали
- 83. Поверхностное высыхание Пузыри, вызванные остатками растворителя
- 84. Горячая подложка Приводит к быстрому “выкипанию” растворителя Может быть причиной пор
- 85. Помутнение покрытия (Blushing) Вид Молочная белесость Причина Конденсация влаги на холодной поверхности Загрязнения воздуха, двуокись серы
- 86. Bloom / Blush Antifouling and top coat exposed to high humidity 4226-0066 0807-47
- 87. Шпигатные отводы
- 88. Отпотевание и карбонизация Вид Липкая поверхность, часто с белыми пятнами Причина Высокая влажность при отверждении эпоксидов
- 89. Отпотевание и карбонизация Поверхность окрашена эпоксидным материалом Липкая C22/2-17 C22/2-19 Липкая блестящая поверхность Липкая поверхность с
- 90. Дефекты: Совместимость
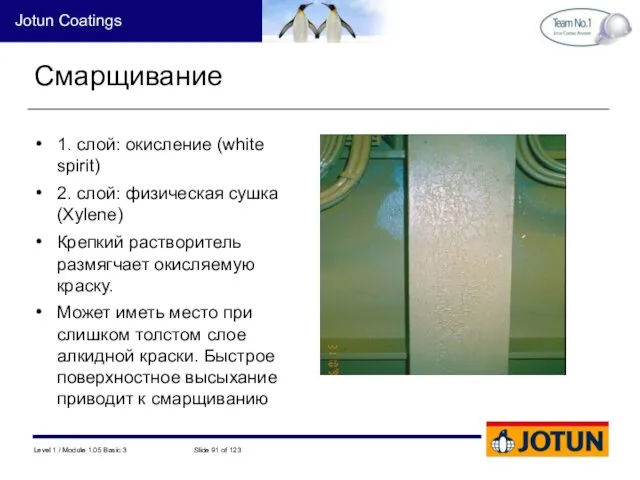
- 91. Смарщивание 1. слой: окисление (white spirit) 2. слой: физическая сушка (Xylene) Крепкий растворитель размягчает окисляемую краску.
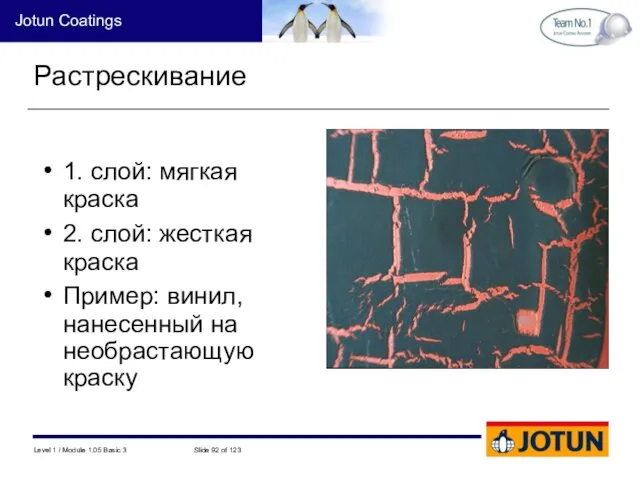
- 92. Растрескивание 1. слой: мягкая краска 2. слой: жесткая краска Пример: винил, нанесенный на необрастающую краску Rød/sort
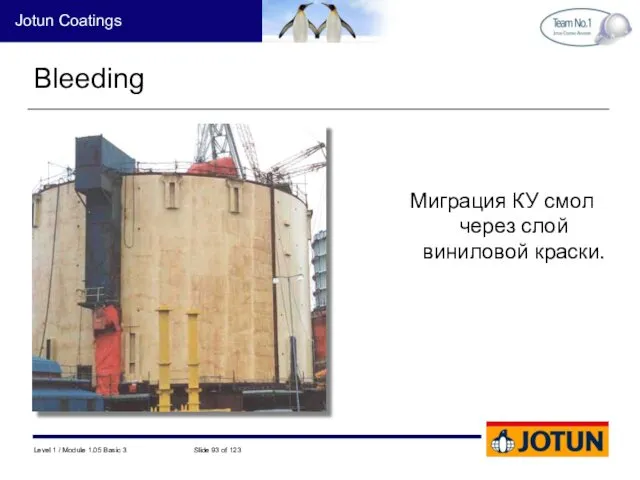
- 93. Bleeding Миграция КУ смол через слой виниловой краски.
- 94. Отслаивание Алкидов от цинка 1. слой: цинковое покрытие 2. слой: алкид Никогда не применять алкид поверх
- 95. Дефекты: Срок службы
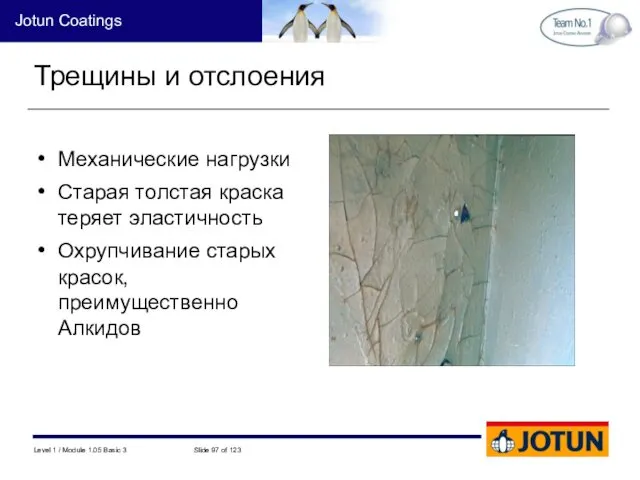
- 96. Трещины и отслоения
- 97. Трещины и отслоения Механические нагрузки Старая толстая краска теряет эластичность Охрупчивание старых красок, преимущественно Алкидов Crack
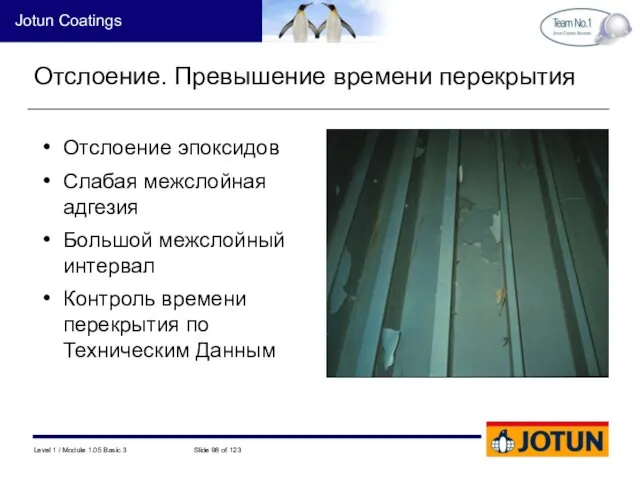
- 98. Отслоение. Превышение времени перекрытия Отслоение эпоксидов Слабая межслойная адгезия Большой межслойный интервал Контроль времени перекрытия по
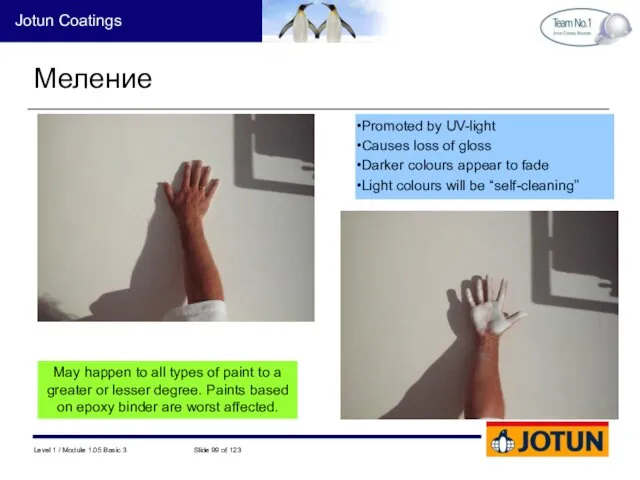
- 99. Меление Promoted by UV-light Causes loss of gloss Darker colours appear to fade Light colours will
- 100. Дефекты: Полосовые
- 101. Некачественная окраска Низкое мастерство: Слишком тонко Пропуски Потеки Плохая подготовка швов перед покраской Rød, hvite striper
- 102. Некачественная окраска Полосовой на швах Слабое мастерство пропуски Краска должна заполнять неровности шва. Это достигается перекрестными
- 104. Скачать презентацию
Инспектирование и контроль
Задачи:
Понимать основные функции инспектора и знать его основной инструмент
Инспектирование и контроль
Задачи:
Понимать основные функции инспектора и знать его основной инструмент
Задачи инспектора по покраске
Убедиться, что выполняются все
требования спецификации
Удостоверить
Задачи инспектора по покраске
Убедиться, что выполняются все
требования спецификации
Удостоверить
Работа инспектора включает:
Понимание спецификации и
возможность ее интерпретации
Понимание объекта инспекции
Контроль
Работа инспектора включает:
Понимание спецификации и
возможность ее интерпретации
Понимание объекта инспекции
Контроль
Что должно инспектироваться ?
Грунтование стали
Предварительная обработка
Очистка и подготовка поверхности
Окраска
Сушка
Что должно инспектироваться ?
Грунтование стали
Предварительная обработка
Очистка и подготовка поверхности
Окраска
Сушка
Предварительная обработка стали
Скругление острых кромок.
Зачистка грубых сварных швов.
Удаление/
Предварительная обработка стали
Скругление острых кромок.
Зачистка грубых сварных швов.
Удаление/
Контроль подготовки и чистоты поверхности перед покраской
Чистота (соль, масло,
Контроль подготовки и чистоты поверхности перед покраской
Чистота (соль, масло,

Масло и жир
Масло и жир
Контроль во время нанесения краски
Наименование краски и batch no.
Правильность
Контроль во время нанесения краски
Наименование краски и batch no.
Правильность
Контроль после нанесения
Климатические условия (вентиляция, температура, влажность)
Сушка/полимеризация
Сухая пленка
Контроль после нанесения
Климатические условия (вентиляция, температура, влажность)
Сушка/полимеризация
Сухая пленка

Оборудование инспектора
Оборудование инспектора
4932-81
0459-21
ISO 2808
Гребенка для мокрого слоя
Контроль толщины пленки
Здесь: 25 микрон между зубцами
4932-81
0459-21
ISO 2808
Гребенка для мокрого слоя
Контроль толщины пленки
Здесь: 25 микрон между зубцами
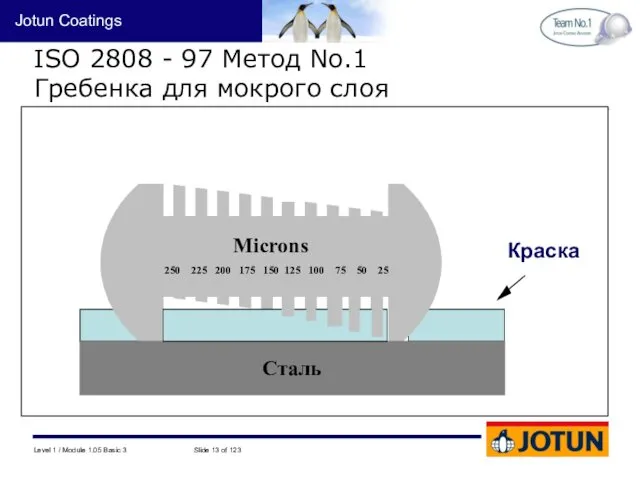
Краска
Сталь
ISO 2808 - 97 Метод No.1
Гребенка для
Краска
Сталь
ISO 2808 - 97 Метод No.1 Гребенка для
Tørrfilm målere Elektr. Magn.
Магнитный и электромагнитный толщиномер
ISO 2808
Контроль сухой пленки
Калибровка нуля
Tørrfilm målere Elektr. Magn.
Магнитный и электромагнитный толщиномер
ISO 2808
Контроль сухой пленки
Калибровка нуля
Jan, speil, lykt
Оборудование инспектора: зеркало и фонарик
Визуальная инспекция
Важные инструменты для контроля
Jan, speil, lykt
Оборудование инспектора: зеркало и фонарик
Визуальная инспекция
Важные инструменты для контроля
Clemco
Compartor
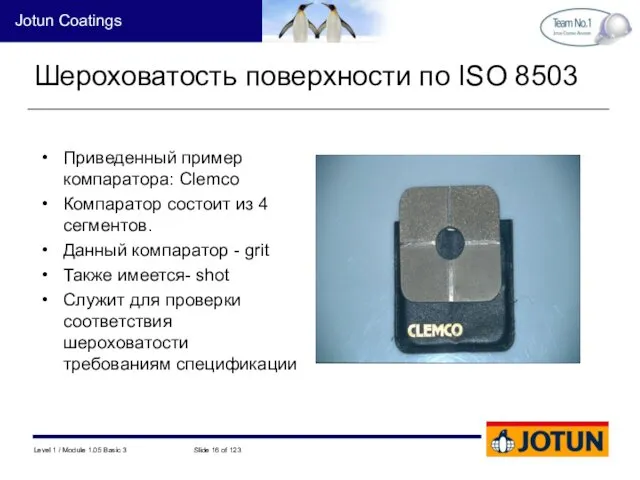
Шероховатость поверхности по ISO 8503
Приведенный пример компаратора: Clemco
Компаратор состоит из 4
Clemco
Compartor
Шероховатость поверхности по ISO 8503
Приведенный пример компаратора: Clemco
Компаратор состоит из 4

Steel temperature
Контактный термометр
Электронный инструмент для контроля температуры стали
Температура стали должна быть
Steel temperature
Контактный термометр
Электронный инструмент для контроля температуры стали
Температура стали должна быть

Измерение относительной влажности
ISO 8502 - 4
Пращевой гигрометр для контроля:
- Температуры сухого
Измерение относительной влажности
ISO 8502 - 4
Пращевой гигрометр для контроля:
- Температуры сухого
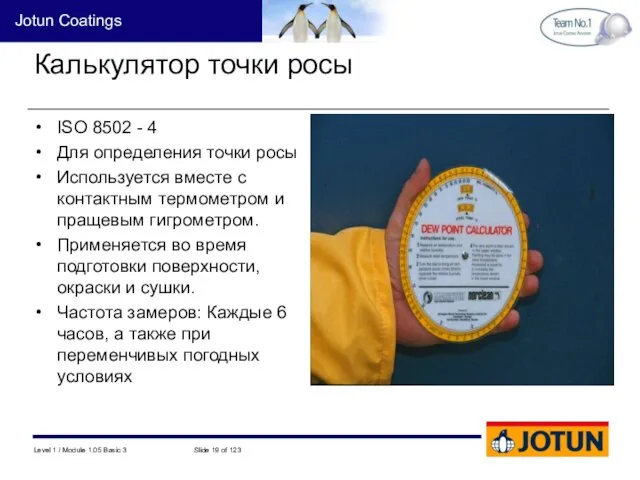
Калькулятор точки росы
ISO 8502 - 4
Для определения точки росы
Используется вместе с
Калькулятор точки росы
ISO 8502 - 4
Для определения точки росы
Используется вместе с

B-24/2-4
4847-693
ISO 8502 - 4
Оценка вероятности конденсации
Холодная вода внутри танка и теплый
B-24/2-4
4847-693
ISO 8502 - 4
Оценка вероятности конденсации
Холодная вода внутри танка и теплый
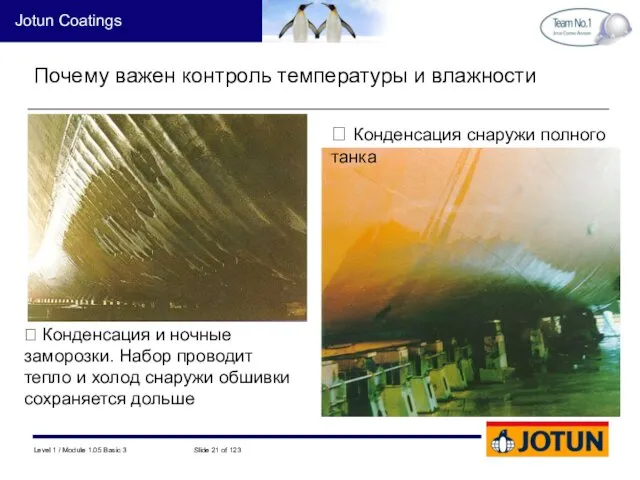
Почему важен контроль температуры и влажности
? Конденсация снаружи полного танка
? Конденсация
Почему важен контроль температуры и влажности
? Конденсация снаружи полного танка
? Конденсация
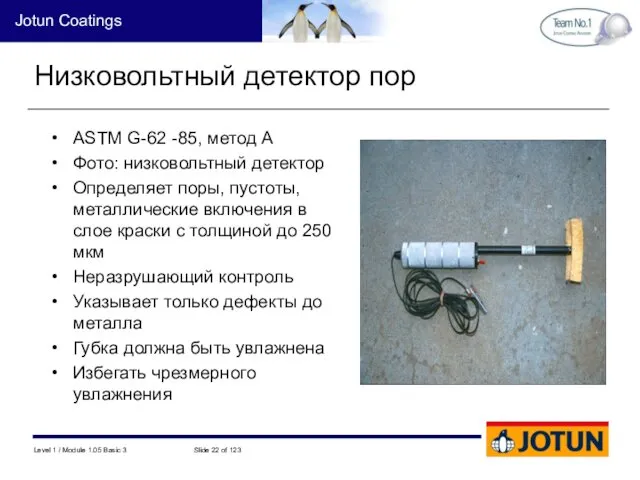
L.V. pore test
Низковольтный детектор пор
ASTM G-62 -85, метод A
Фото: низковольтный
L.V. pore test
Низковольтный детектор пор
ASTM G-62 -85, метод A
Фото: низковольтный
Brunner H.V.P.D
Bruker.
Высоковольтный детектор пор
ASTM G-62-85, метод B
Фото: высоковольтный детектор
Разрушающий метод определения
Brunner H.V.P.D
Bruker.
Высоковольтный детектор пор
ASTM G-62-85, метод B
Фото: высоковольтный детектор
Разрушающий метод определения
Bresle sett
Определение солей - Bresle Test
ISO 8502 - 6 (титрование)
ISO 8502
Bresle sett
Определение солей - Bresle Test
ISO 8502 - 6 (титрование)
ISO 8502
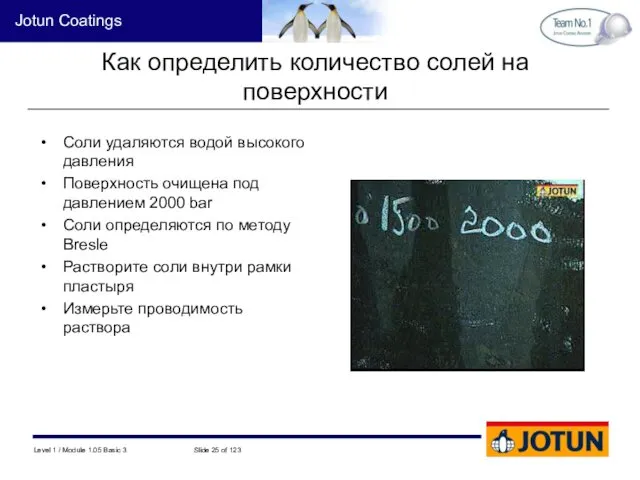
Как определить количество солей на поверхности
Соли удаляются водой высокого давления
Поверхность очищена
Как определить количество солей на поверхности
Соли удаляются водой высокого давления
Поверхность очищена
Принято
Не принято
Скотч
Очищенная сталь
Оценка пыли на поверхности, подготовленной под покраску. ISO
Принято
Не принято
Скотч
Очищенная сталь
Оценка пыли на поверхности, подготовленной под покраску. ISO

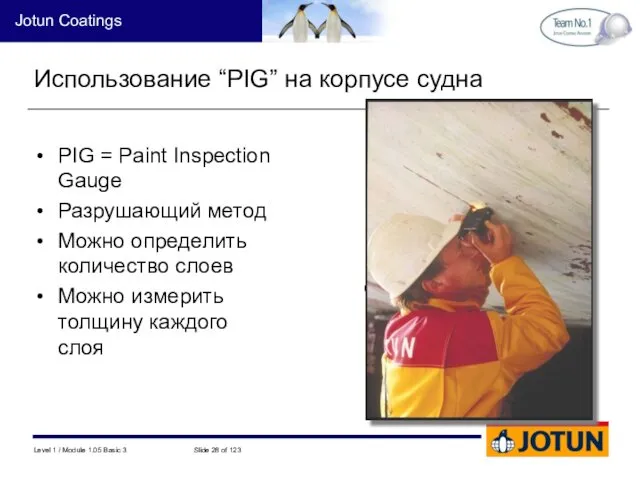
Использование “PIG” на корпусе судна
PIG = Paint Inspection Gauge
Разрушающий метод
Можно определить
Использование “PIG” на корпусе судна
PIG = Paint Inspection Gauge
Разрушающий метод
Можно определить
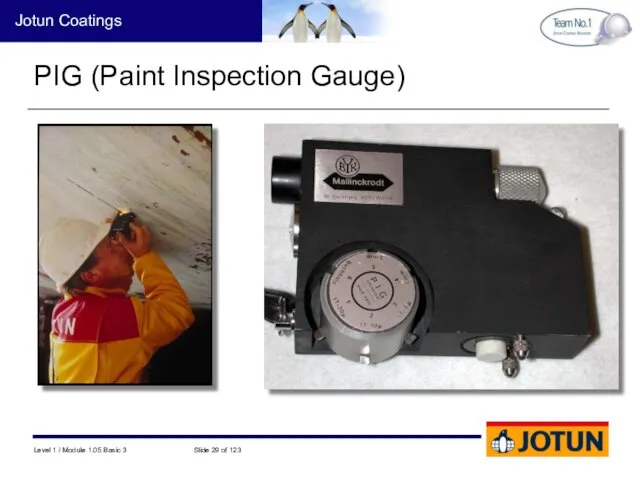
PIG (Paint Inspection Gauge)
4932-100
PIG (Paint Inspection Gauge)
4932-100

Gitter tester m prøveplate
Определение адгезии методом поперечных надрезов
ISO 2409
Определение адгезии
Прорезать горизонтальные
Gitter tester m prøveplate
Определение адгезии методом поперечных надрезов
ISO 2409
Определение адгезии
Прорезать горизонтальные
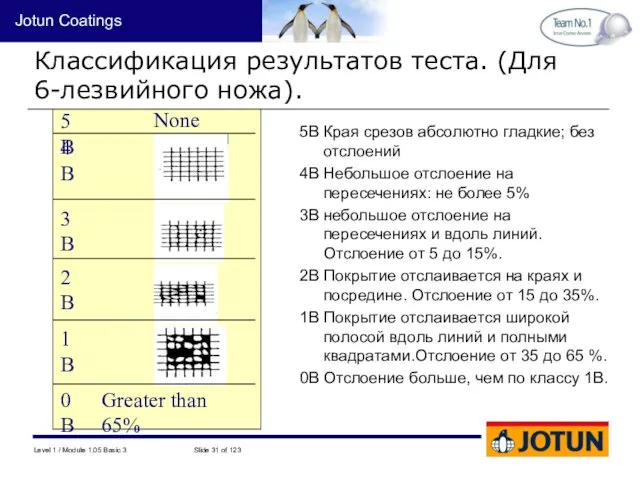
5B Края срезов абсолютно гладкие; без отслоений
4B Небольшое отслоение на пересечениях: не более
5B Края срезов абсолютно гладкие; без отслоений
4B Небольшое отслоение на пересечениях: не более
Dollys
8 - 46
Оценка адгезии методом отрыва
ISO 4624
Тест на отрыв
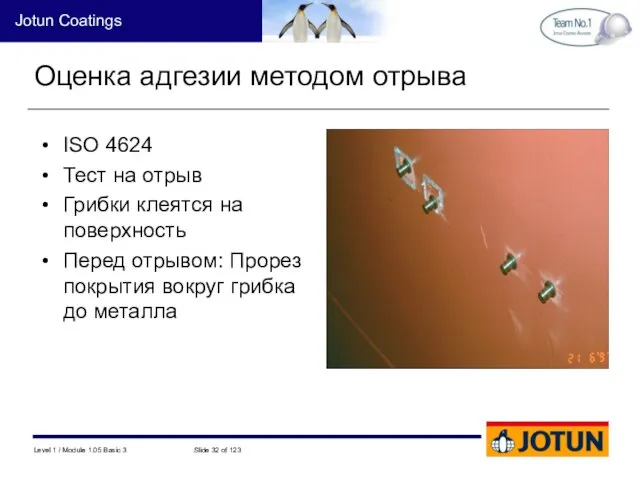
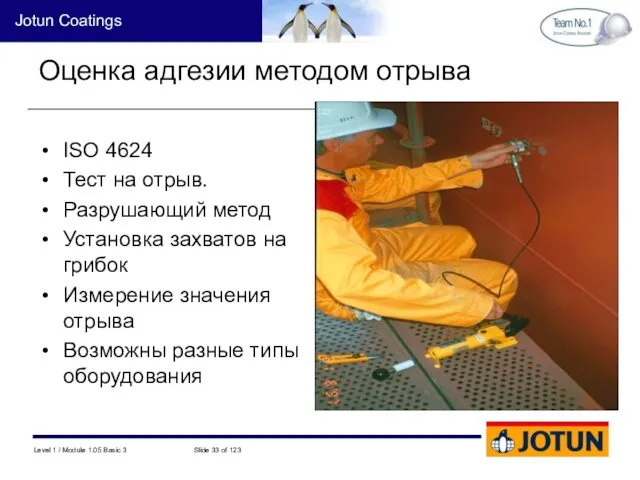
Грибки клеятся на
Dollys
8 - 46
Оценка адгезии методом отрыва
ISO 4624
Тест на отрыв
Грибки клеятся на
Insp. avstrekk
8 - 49
Оценка адгезии методом отрыва
ISO 4624
Тест на отрыв.
Разрушающий метод
Установка
Insp. avstrekk
8 - 49
Оценка адгезии методом отрыва
ISO 4624
Тест на отрыв.
Разрушающий метод
Установка
Resultat
8 - 51
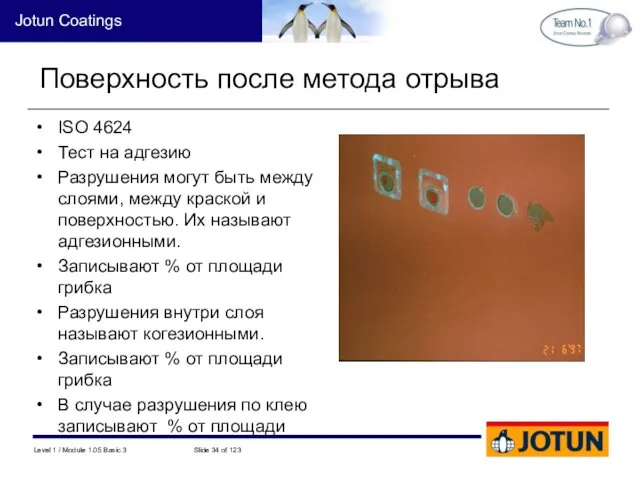
Поверхность после метода отрыва
ISO 4624
Тест на адгезию
Разрушения могут быть
Resultat
8 - 51
Поверхность после метода отрыва
ISO 4624
Тест на адгезию
Разрушения могут быть
Дефекты покрытий
Задача:
Уметь определить основные дефекты покрытий, причины их возникновения для предотвращения
Дефекты покрытий
Задача:
Уметь определить основные дефекты покрытий, причины их возникновения для предотвращения
Наиболее частые дефекты
Низкая толщина
Потеки и наплывы
Апельсиновая корка
Сухой распыл
Аэрозоль
Игольчатые поры
Рыбий глаз
Смарщивание
Отпотевание (Amine)
Помутнение
Неполное
Наиболее частые дефекты
Низкая толщина
Потеки и наплывы
Апельсиновая корка
Сухой распыл
Аэрозоль
Игольчатые поры
Рыбий глаз
Смарщивание
Отпотевание (Amine)
Помутнение
Неполное
Убедитесь, что спецификация понята правильно!
Убедиться, что исполнитель правильно понял задачу
Спецификация
Убедитесь, что спецификация понята правильно!
Убедиться, что исполнитель правильно понял задачу
Спецификация
Дефекты:
Чистота
Дефекты:
Чистота
Грязь перед покраской
Небольшие фундаменты были приварены на палубу
Сварные швы зачищены щеткой
Копоть
Грязь перед покраской
Небольшие фундаменты были приварены на палубу
Сварные швы зачищены щеткой
Копоть
Плохая очистка перед покраской
Приварные детали уже закрашены
Копоть не была удалена
Требуется лучшее
Плохая очистка перед покраской
Приварные детали уже закрашены
Копоть не была удалена
Требуется лучшее
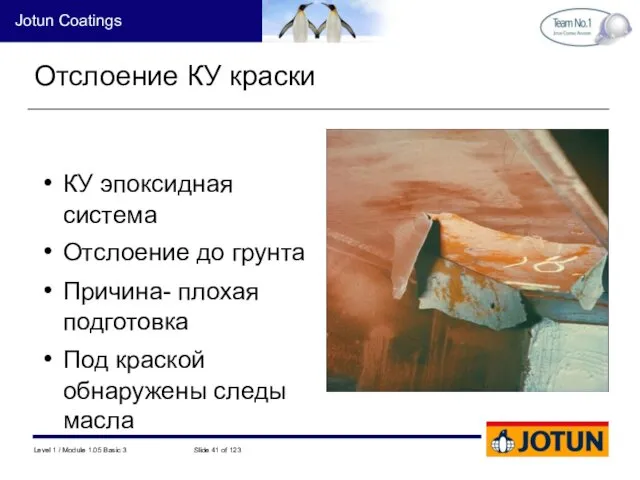
Отслоение КУ краски
КУ эпоксидная система
Отслоение до грунта
Причина- плохая подготовка
Под краской
Отслоение КУ краски
КУ эпоксидная система
Отслоение до грунта
Причина- плохая подготовка
Под краской
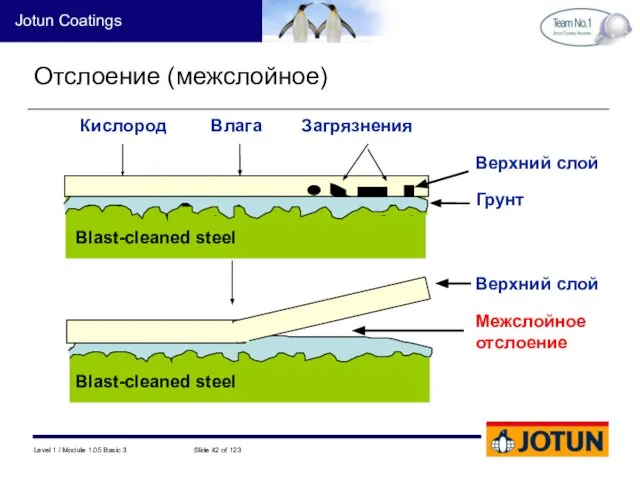
Грунт
Blast-cleaned steel
Верхний слой
Кислород Влага Загрязнения
Отслоение (межслойное)
Межслойное
отслоение
Blast-cleaned steel
Верхний слой
Грунт
Blast-cleaned steel
Верхний слой
Кислород Влага Загрязнения
Отслоение (межслойное)
Межслойное
отслоение
Blast-cleaned steel
Верхний слой
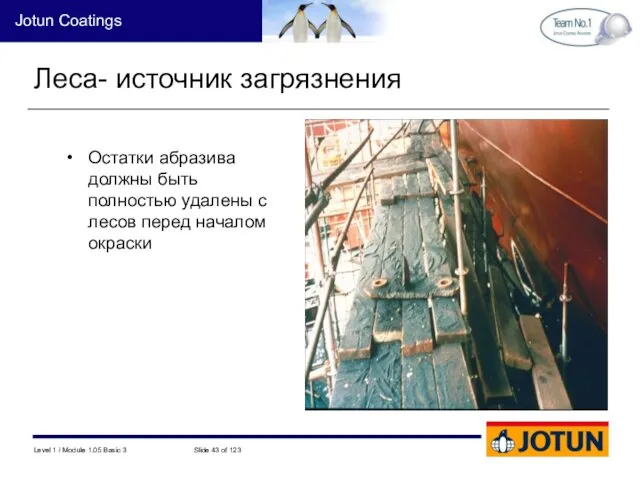
0589 - 19
Stilling gritt
Леса- источник загрязнения
Остатки абразива должны быть полностью удалены
0589 - 19
Stilling gritt
Леса- источник загрязнения
Остатки абразива должны быть полностью удалены
Дефекты:
Подготовка поверхности
Дефекты:
Подготовка поверхности
Tank, rust, sveis
0590 - 29
4226 - 54
Коррозия на швах в балластном
Tank, rust, sveis
0590 - 29
4226 - 54
Коррозия на швах в балластном
Tank hjørne, notcher
Tykk rust
Kanter
4 - 49
Сильная коррозия
Коррозия как комбинация:
Острых
Tank hjørne, notcher
Tykk rust
Kanter
4 - 49
Сильная коррозия
Коррозия как комбинация:
Острых
Прожоги
Краска разрушена при производстве огневых работ с обратной стороны
Возникновение прожогов
Плохое планирование
Требуется:
Удаление
Прожоги
Краска разрушена при производстве огневых работ с обратной стороны
Возникновение прожогов
Плохое планирование
Требуется:
Удаление
Пузыри
Пузыри внутри танка
Часто внутри находится вода
Пока пузыри не лопнут, коррозии не
Пузыри
Пузыри внутри танка
Часто внутри находится вода
Пока пузыри не лопнут, коррозии не
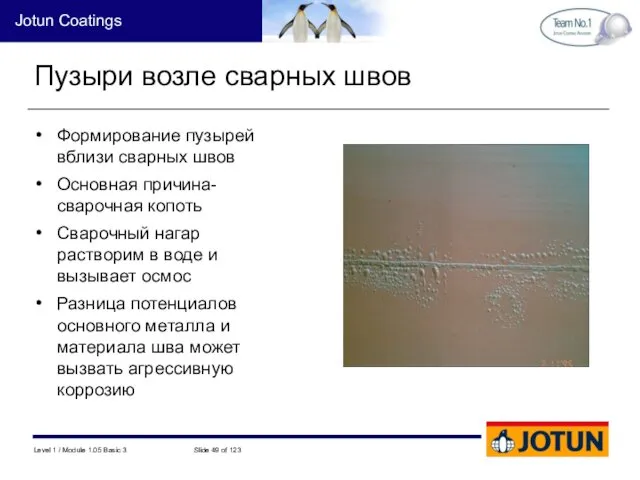
Пузыри возле сварных швов
Формирование пузырей вблизи сварных швов
Основная причина- сварочная копоть
Сварочный
Пузыри возле сварных швов
Формирование пузырей вблизи сварных швов
Основная причина- сварочная копоть
Сварочный
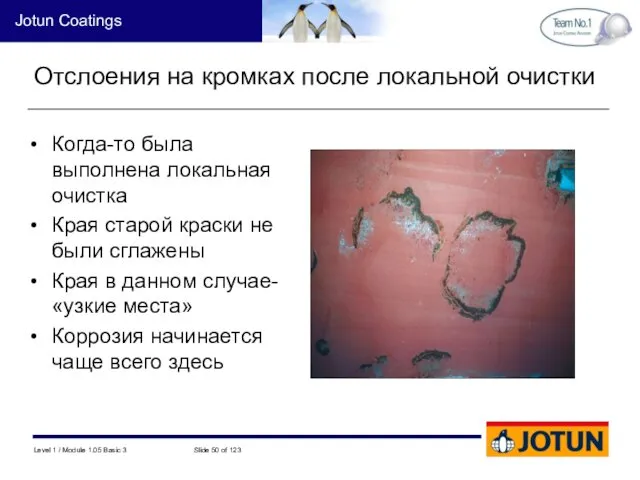
Отслоения на кромках после локальной очистки
Когда-то была выполнена локальная очистка
Края старой
Отслоения на кромках после локальной очистки
Когда-то была выполнена локальная очистка
Края старой

Blåseskade
0590 - 09
Коррозия в местах рикошета
Струйная очистка выполнялась на противоположной стороне.
Абразив
Blåseskade
0590 - 09
Коррозия в местах рикошета
Струйная очистка выполнялась на противоположной стороне.
Абразив

Отсутствие подготовки на гальванизированной стали
Не выполнено обезжиривание, не выполнено шерохование
Отсутствие подготовки на гальванизированной стали
Не выполнено обезжиривание, не выполнено шерохование
Дефекты:
Окраска
Дефекты:
Окраска
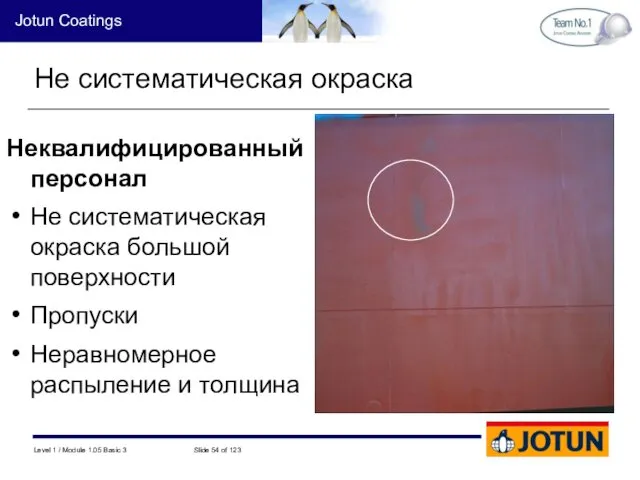
Не систематическая окраска
Неквалифицированный персонал
Не систематическая окраска большой поверхности
Пропуски
Неравномерное распыление и толщина
Helligdag
Rød
Не систематическая окраска
Неквалифицированный персонал
Не систематическая окраска большой поверхности
Пропуски
Неравномерное распыление и толщина
Helligdag
Rød
Не систематическая окраска
Неквалифицированный персонал
Не систематическая окраска большой поверхности
Пропуски
Неравномерное распыление и толщина
Не систематическая окраска
Неквалифицированный персонал
Не систематическая окраска большой поверхности
Пропуски
Неравномерное распыление и толщина
Коррозия. Слишком малая толщина
Коррозия стальной трубы
Толщина пленки слишком низкая
Коррозия. Слишком малая толщина
Коррозия стальной трубы
Толщина пленки слишком низкая
Сухой распыл
Окраска в цехе
При окраске нижней трубы две верхних
Сухой распыл
Окраска в цехе
При окраске нижней трубы две верхних
Сухой распыл
Окраска в цехе
Сухой распыл на конструкции. Гладкий финальный слой
Сухой распыл
Окраска в цехе
Сухой распыл на конструкции. Гладкий финальный слой
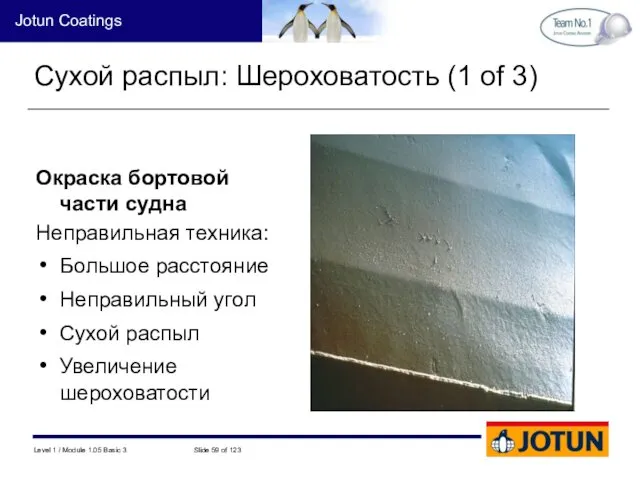
Сухой распыл: Шероховатость (1 of 3)
Окраска бортовой части судна
Неправильная техника:
Большое расстояние
Неправильный
Сухой распыл: Шероховатость (1 of 3)
Окраска бортовой части судна
Неправильная техника:
Большое расстояние
Неправильный
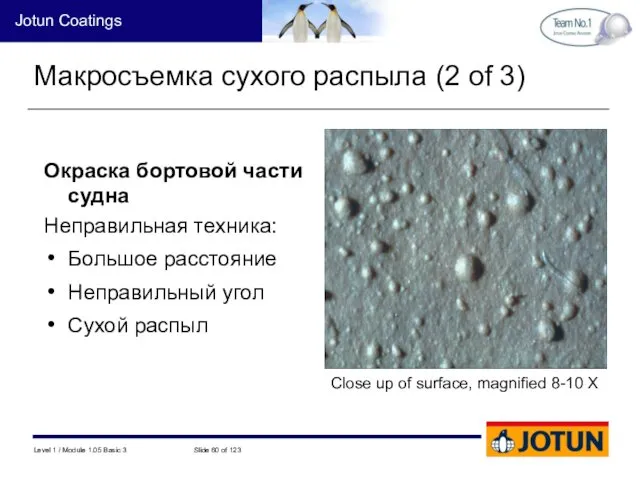
Макросъемка сухого распыла (2 of 3)
Окраска бортовой части судна
Неправильная техника:
Большое расстояние
Неправильный
Макросъемка сухого распыла (2 of 3)
Окраска бортовой части судна
Неправильная техника:
Большое расстояние
Неправильный
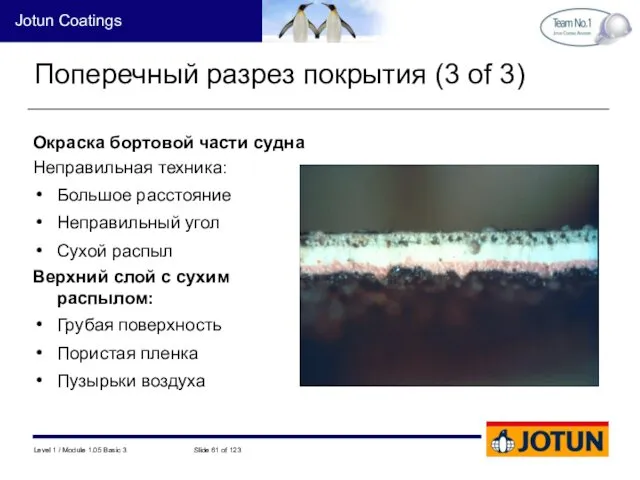
Поперечный разрез покрытия (3 of 3)
Окраска бортовой части судна
Неправильная техника:
Большое расстояние
Неправильный
Поперечный разрез покрытия (3 of 3)
Окраска бортовой части судна
Неправильная техника:
Большое расстояние
Неправильный
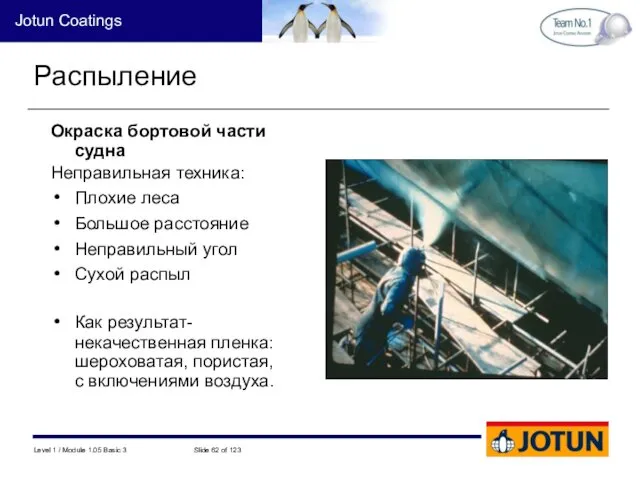
Распыление
Окраска бортовой части судна
Неправильная техника:
Плохие леса
Большое расстояние
Неправильный угол
Сухой распыл
Как результат-
Распыление
Окраска бортовой части судна
Неправильная техника:
Плохие леса
Большое расстояние
Неправильный угол
Сухой распыл
Как результат-
Окраска подводной части
Очень слабая техника нанесения
Большое расстояние
Сухой распыл
Неравномерная толщина
Протечки воды по
Окраска подводной части
Очень слабая техника нанесения
Большое расстояние
Сухой распыл
Неравномерная толщина
Протечки воды по
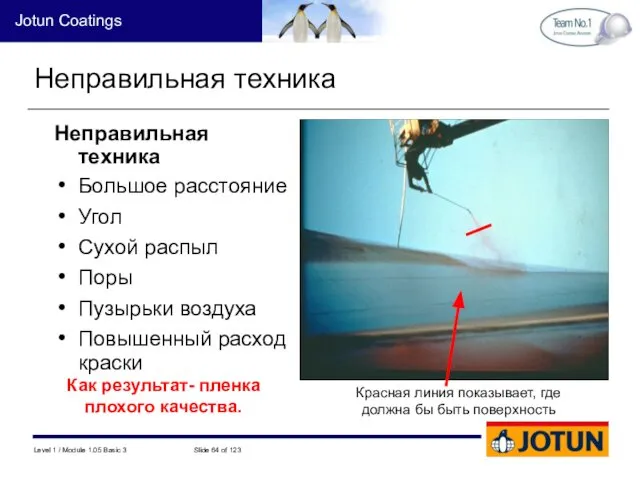
Неправильная техника
Неправильная техника
Большое расстояние
Угол
Сухой распыл
Поры
Пузырьки воздуха
Повышенный расход краски
Sprøyting T/S
0589 - 48
Как
Неправильная техника
Неправильная техника
Большое расстояние
Угол
Сухой распыл
Поры
Пузырьки воздуха
Повышенный расход краски
Sprøyting T/S
0589 - 48
Как
Неправильная техника
Загрязнение ОС
Высокий расход
Слабая защита
Трата денег
Плохая техние нанесения не нужна никому
Неправильная техника
Загрязнение ОС
Высокий расход
Слабая защита
Трата денег
Плохая техние нанесения не нужна никому
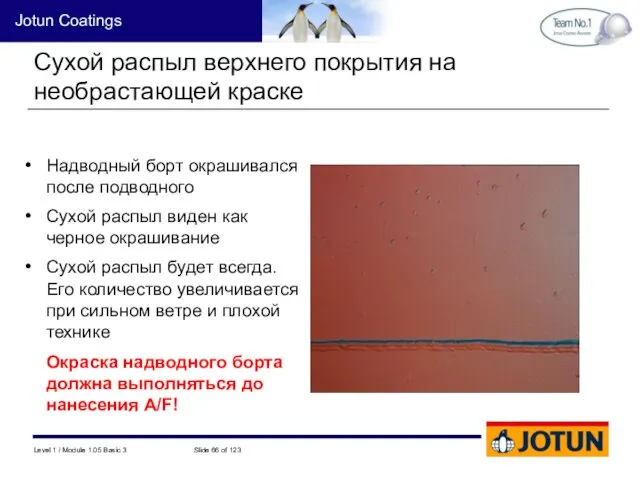
Сухой распыл верхнего покрытия на необрастающей краске
Надводный борт окрашивался после подводного
Сухой
Сухой распыл верхнего покрытия на необрастающей краске
Надводный борт окрашивался после подводного
Сухой
Апельсиновая корка
Краска выглядит как апельсиновая кожура
Причины:
Плохая растекаемость краски
(слишком толсто или
Апельсиновая корка
Краска выглядит как апельсиновая кожура
Причины:
Плохая растекаемость краски
(слишком толсто или

Неокрашенные места
Неокрашенные места
«Грязевое» растрескивание
Встречается на цинксиликатных красках
Это быстросохнущие краски
Слишком большая толщина (120 micr.)
?
Mye
«Грязевое» растрескивание
Встречается на цинксиликатных красках
Это быстросохнущие краски
Слишком большая толщина (120 micr.)
?
Mye
Игольчатые поры
1 слой:
Zn-Silicate Primer (пористая пленка)
2 слой:
Толстослойное промежуточное покрытие
3 слой:
Верхнее
Игольчатые поры
1 слой:
Zn-Silicate Primer (пористая пленка)
2 слой:
Толстослойное промежуточное покрытие
3 слой:
Верхнее
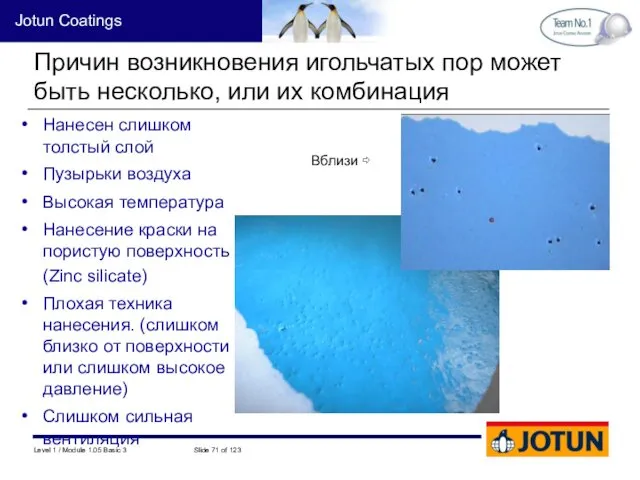
Причин возникновения игольчатых пор может быть несколько, или их комбинация
Нанесен слишком
Причин возникновения игольчатых пор может быть несколько, или их комбинация
Нанесен слишком
Popping
0807-4
Тонкие пузырьки и кратеры образуются из-за выхода воздуха из пористой поверхности
“Поры
Popping
0807-4
Тонкие пузырьки и кратеры образуются из-за выхода воздуха из пористой поверхности
“Поры
“Рыбьи глаза”
Причина появления- масло или силикон на поверхности
Общий вид
“Рыбьи глаза”
Причина появления- масло или силикон на поверхности
Общий вид
Потеки и наплывы
Нанесен слишком толстый слой
Причины:
Неоднократное перекрытие слоев
Слишком короткое время перекрытия
Слишком
Потеки и наплывы
Нанесен слишком толстый слой
Причины:
Неоднократное перекрытие слоев
Слишком короткое время перекрытия
Слишком
Потеки внутри танка (1 of 3)
Внутри танка
Большие потеки
Краска сползает в углах,
Потеки внутри танка (1 of 3)
Внутри танка
Большие потеки
Краска сползает в углах,
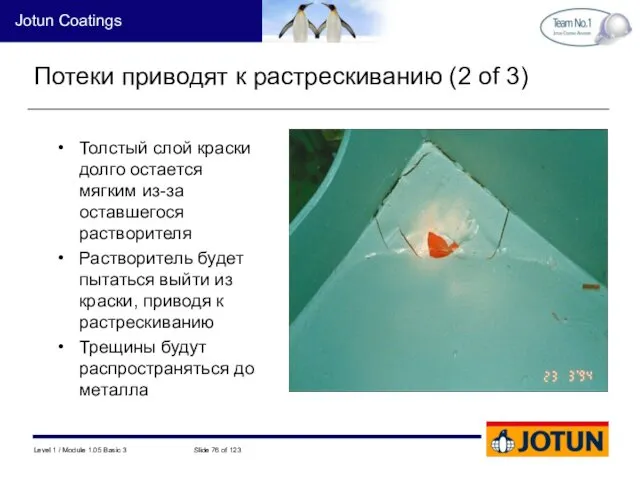
Потеки приводят к растрескиванию (2 of 3)
Толстый слой краски долго остается
Потеки приводят к растрескиванию (2 of 3)
Толстый слой краски долго остается
Tykk løs maling, hjørne
4 - 5
Отслоение краски. Коррозия (3 of 3)
Влага
Tykk løs maling, hjørne
4 - 5
Отслоение краски. Коррозия (3 of 3)
Влага

Большая толщина, плохая вентиляция, оставшийся растворитель
Большая толщина, плохая вентиляция, оставшийся растворитель
Поперечный разрез отслоившейся краски
Видны пустоты, где был растворитель
Поперечный разрез отслоившейся краски
Видны пустоты, где был растворитель
Пузырьки воздуха и растворителя
Покрытие пористое как сыр!
Пузырьки воздуха и растворителя
Покрытие пористое как сыр!
Дефекты:
Атмосферные условия
Дефекты:
Атмосферные условия
Температура воздуха влияет на:
Срок хранения
Живучесть
Время индукции
Вязкость
Температуру стали
Температура воздуха и стали
Важно ли
Температура воздуха влияет на:
Срок хранения
Живучесть
Время индукции
Вязкость
Температуру стали
Температура воздуха и стали
Важно ли
Поверхностное высыхание
Пузыри, вызванные остатками растворителя
Поверхностное высыхание
Пузыри, вызванные остатками растворителя
Горячая подложка
Приводит к быстрому “выкипанию” растворителя
Может быть причиной пор
Горячая подложка
Приводит к быстрому “выкипанию” растворителя
Может быть причиной пор
Помутнение покрытия (Blushing)
Вид
Молочная белесость
Причина
Конденсация влаги на холодной поверхности
Загрязнения воздуха, двуокись серы
Помутнение покрытия (Blushing)
Вид
Молочная белесость
Причина
Конденсация влаги на холодной поверхности
Загрязнения воздуха, двуокись серы
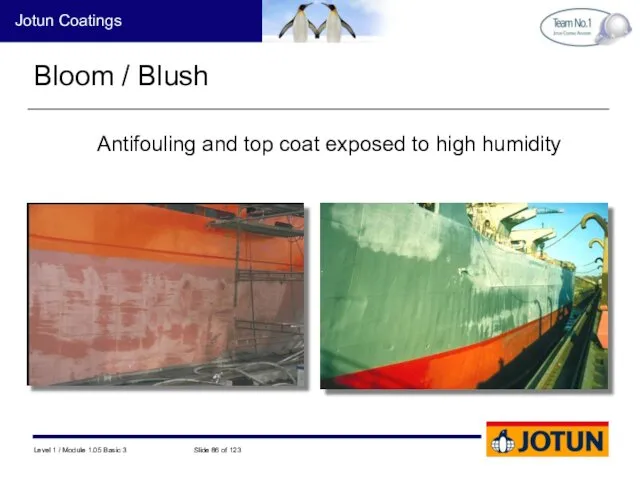
Bloom / Blush
Antifouling and top coat exposed to high humidity
4226-0066
0807-47
Bloom / Blush
Antifouling and top coat exposed to high humidity
4226-0066
0807-47

Шпигатные отводы
Шпигатные отводы
Отпотевание и карбонизация
Вид
Липкая поверхность, часто с белыми пятнами
Причина
Высокая влажность при отверждении
Отпотевание и карбонизация
Вид
Липкая поверхность, часто с белыми пятнами
Причина
Высокая влажность при отверждении
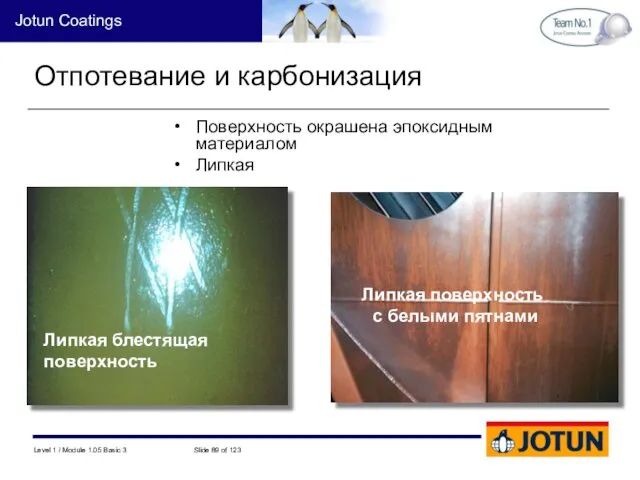
Отпотевание и карбонизация
Поверхность окрашена эпоксидным материалом
Липкая
C22/2-17
C22/2-19
Липкая блестящая
поверхность
Липкая поверхность
с белыми
Отпотевание и карбонизация
Поверхность окрашена эпоксидным материалом
Липкая
C22/2-17
C22/2-19
Липкая блестящая
поверхность
Липкая поверхность
с белыми
Дефекты:
Совместимость
Дефекты:
Совместимость
Смарщивание
1. слой: окисление (white spirit)
2. слой: физическая сушка (Xylene)
Крепкий растворитель размягчает
Смарщивание
1. слой: окисление (white spirit)
2. слой: физическая сушка (Xylene)
Крепкий растворитель размягчает
Растрескивание
1. слой: мягкая краска
2. слой: жесткая краска
Пример: винил, нанесенный на
Растрескивание
1. слой: мягкая краска
2. слой: жесткая краска
Пример: винил, нанесенный на
Bleeding
Миграция КУ смол через слой виниловой краски.
Bleeding
Миграция КУ смол через слой виниловой краски.

Отслаивание Алкидов от цинка
1. слой: цинковое покрытие
2. слой: алкид
Никогда не применять
Отслаивание Алкидов от цинка
1. слой: цинковое покрытие
2. слой: алкид
Никогда не применять

Дефекты:
Срок службы
Дефекты:
Срок службы

Трещины и отслоения
Трещины и отслоения
Трещины и отслоения
Механические нагрузки
Старая толстая краска теряет эластичность
Охрупчивание старых красок,
Трещины и отслоения
Механические нагрузки
Старая толстая краска теряет эластичность
Охрупчивание старых красок,
Отслоение. Превышение времени перекрытия
Отслоение эпоксидов
Слабая межслойная адгезия
Большой межслойный интервал
Контроль времени перекрытия
Отслоение. Превышение времени перекрытия
Отслоение эпоксидов
Слабая межслойная адгезия
Большой межслойный интервал
Контроль времени перекрытия
Меление
Promoted by UV-light
Causes loss of gloss
Darker colours appear to fade
Light colours
Меление
Promoted by UV-light
Causes loss of gloss
Darker colours appear to fade
Light colours
Дефекты:
Полосовые
Дефекты:
Полосовые
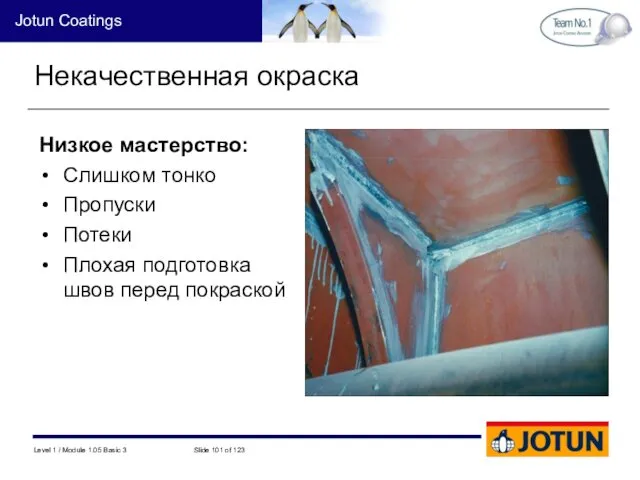
Некачественная окраска
Низкое мастерство:
Слишком тонко
Пропуски
Потеки
Плохая подготовка швов перед покраской
Rød, hvite striper
4226
Некачественная окраска
Низкое мастерство:
Слишком тонко
Пропуски
Потеки
Плохая подготовка швов перед покраской
Rød, hvite striper
4226
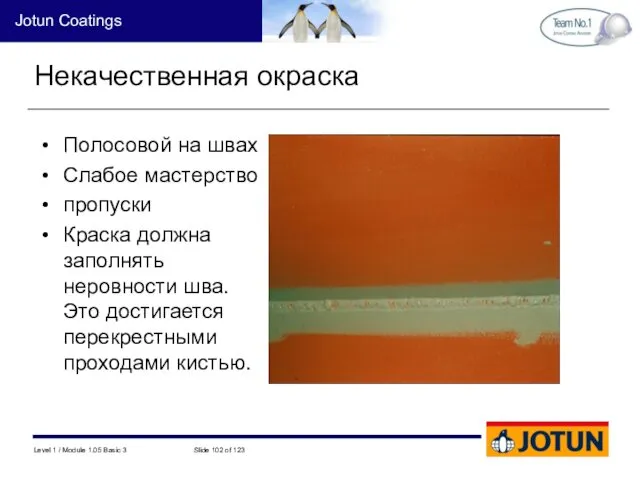
Некачественная окраска
Полосовой на швах
Слабое мастерство
пропуски
Краска должна заполнять неровности шва. Это
Некачественная окраска
Полосовой на швах
Слабое мастерство
пропуски
Краска должна заполнять неровности шва. Это
 Электрические коммутационные бесконтактные аппараты
Электрические коммутационные бесконтактные аппараты Цель управления
Цель управления Апостолы Петр и Павел
Апостолы Петр и Павел конструирование из бумаги
конструирование из бумаги Техобслуживание автомобильного кондиционера
Техобслуживание автомобильного кондиционера Жизнь и творчество В. Гюго. Даниил Пашков
Жизнь и творчество В. Гюго. Даниил Пашков HollySys PLC Introduction-V1.2-Русский
HollySys PLC Introduction-V1.2-Русский 20170226_prezentatsiya1_1
20170226_prezentatsiya1_1 Волонтерское движение
Волонтерское движение Злобин Павел
Злобин Павел Цифровые устройства и микропроцессоры
Цифровые устройства и микропроцессоры тема 1и 2 ПМ 01
тема 1и 2 ПМ 01 Зимушка зима. Поделки
Зимушка зима. Поделки Технология изготовления объемной открытки Мундир
Технология изготовления объемной открытки Мундир 17020
17020 Электронный измеритель влажности Влагомер МГ-4. Основные технические характеристики
Электронный измеритель влажности Влагомер МГ-4. Основные технические характеристики ЗВУК И ВИДЕО В ИНТЕРНЕТЕ
ЗВУК И ВИДЕО В ИНТЕРНЕТЕ Как написать отчет?
Как написать отчет? Клетка для грызунов
Клетка для грызунов Технологии машинной обработки древесины и древесных материалов
Технологии машинной обработки древесины и древесных материалов Памятники
Памятники Мы внуки страны, победившей фашизм
Мы внуки страны, победившей фашизм Валенки, ах валенки. (ДОУ)
Валенки, ах валенки. (ДОУ) 20180118_6_urok_literatura
20180118_6_urok_literatura Презентація_Попович_для_першого_курсу_про_звіт_2022
Презентація_Попович_для_першого_курсу_про_звіт_2022 Финишные отделочные материалы в дизайне интерьеров
Финишные отделочные материалы в дизайне интерьеров Расчет отходов и потерь сырья и пищевых продуктов при производстве продукции общественного питания. Урок 12
Расчет отходов и потерь сырья и пищевых продуктов при производстве продукции общественного питания. Урок 12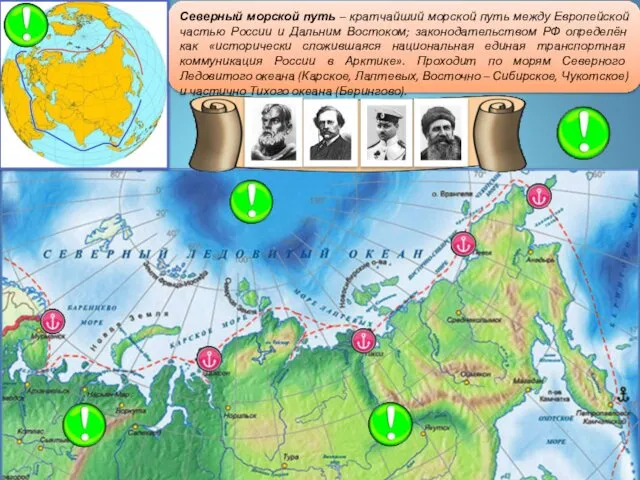 Выгоды использования Севморпути
Выгоды использования Севморпути