- Засiб вимiрювання. Iндикатори годинникового типу електроннi. (Завдання 3)

Содержание
- 2. ІЧЦ призначені для вимірювання лінійних розмірів як абсолютним, так і відносним методами, а також визначення величини
- 3. «ІЧЦ» конструктивно є аналогом індикаторів типу IЧ, але мають цифрову індикацію показань, що значно полегшує їх
- 4. Для кріплення індикаторів в стійках або посадочних місцях вимірювальних приладів призначені приєднувальнi гільзи діаметром 8h7 або
- 5. Рисунок 1 - IЧЦ Модель TESADIGICO 11
- 6. Особливості ІЧЦ - Кнопкове управління, кнопки: - Включення / виключення; - Установка на нуль; - Перемикання
- 7. Розглянемо особливостi деяких iндикаторiв за допомогою слайдiв
- 10. Оптимальні умови до експлуатації
- 11. Прилад призначений до експлуатації у вибухонебезпечному середовищі, температура якої знаходиться в межах значень від + 10С
- 12. ПІДГОТОВКА ДО РОБОТИ
- 13. Ознайомитися перед початком роботи з керівництвом до експлуатації на індикатор. - Перевірити комплектність згідно з розділом.
- 14. ПОРЯДОК РАБОТИ
- 15. Включення дисплея індикатора проводиться натисненням на кнопку ON / OFF. - Перевірити установку індикатора на нуль.
- 16. Вимiрювання за допомогою IЧЦ
- 17. Індикатор кріпиться на індикаторну стійку гвинтом. Послаблюючи гвинт, опускаємо індикатор до торкання наконечником вимірювального столика, після
- 18. Рисунок 2 - Вимiрювання iндикатором
- 19. Рисунок 3 - Вимiрювання iндикатором
- 20. Метрологiчнi характеристики IЧЦ-10
- 21. Розглянемо конструкцiю IЧЦ
- 22. На лицьовій стороні циферблата індикатора є - 1. Цифрова iндикацiя, - 2. Включення / виключення; -
- 23. Рисунок 4 - IЧЦ 3 4 2 1
- 24. Рисунок 5 - Конструкцiя IЧЦ
- 25. 1 - наконечник; 2 - вимірювальний стрижень-рейка; 3 - гільза; 4 - шестерінка; 5 - стрілка;
- 27. Скачать презентацию
ІЧЦ призначені для вимірювання лінійних розмірів як абсолютним, так і відносним
ІЧЦ призначені для вимірювання лінійних розмірів як абсолютним, так і відносним
«ІЧЦ» конструктивно є аналогом індикаторів типу IЧ, але мають цифрову індикацію
«ІЧЦ» конструктивно є аналогом індикаторів типу IЧ, але мають цифрову індикацію
Для кріплення індикаторів в стійках або посадочних місцях вимірювальних приладів призначені
Для кріплення індикаторів в стійках або посадочних місцях вимірювальних приладів призначені

Рисунок 1 - IЧЦ Модель TESADIGICO 11
Рисунок 1 - IЧЦ Модель TESADIGICO 11

Особливості ІЧЦ
- Кнопкове управління, кнопки:
- Включення / виключення;
- Установка на нуль;
-
Особливості ІЧЦ - Кнопкове управління, кнопки: - Включення / виключення; - Установка на нуль; -
Розглянемо особливостi деяких iндикаторiв за допомогою слайдiв
Розглянемо особливостi деяких iндикаторiв за допомогою слайдiв



Оптимальні умови до експлуатації
Оптимальні умови до експлуатації
Прилад призначений до експлуатації у вибухонебезпечному середовищі, температура якої знаходиться в
Прилад призначений до експлуатації у вибухонебезпечному середовищі, температура якої знаходиться в
ПІДГОТОВКА ДО РОБОТИ
ПІДГОТОВКА ДО РОБОТИ
Ознайомитися перед початком роботи з керівництвом до експлуатації на індикатор.
-
ПОРЯДОК РАБОТИ
ПОРЯДОК РАБОТИ

Включення дисплея індикатора проводиться натисненням на кнопку ON / OFF.
-

Вимiрювання за допомогою IЧЦ
Вимiрювання за допомогою IЧЦ
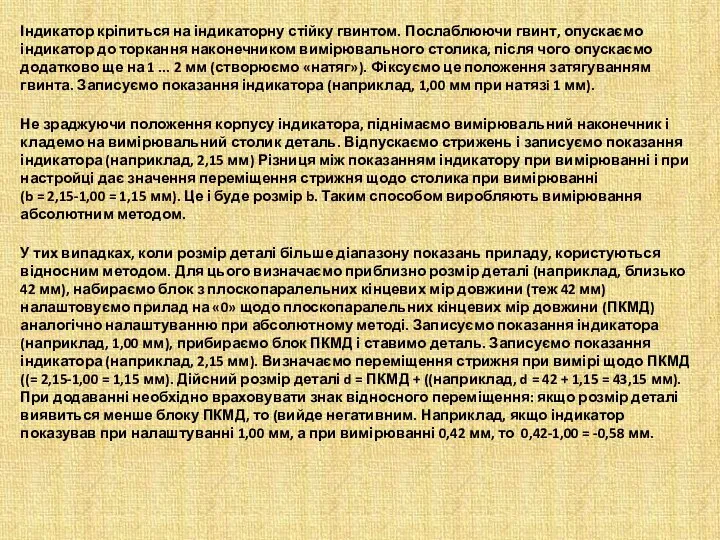
Індикатор кріпиться на індикаторну стійку гвинтом. Послаблюючи гвинт, опускаємо індикатор до
Індикатор кріпиться на індикаторну стійку гвинтом. Послаблюючи гвинт, опускаємо індикатор до

Рисунок 2 - Вимiрювання iндикатором
Рисунок 2 - Вимiрювання iндикатором

Рисунок 3 - Вимiрювання iндикатором
Рисунок 3 - Вимiрювання iндикатором

Метрологiчнi характеристики IЧЦ-10
Метрологiчнi характеристики IЧЦ-10
Розглянемо конструкцiю IЧЦ
Розглянемо конструкцiю IЧЦ

На лицьовій стороні циферблата індикатора є
- 1. Цифрова iндикацiя,
- 2.
На лицьовій стороні циферблата індикатора є
- 1. Цифрова iндикацiя,
- 2.
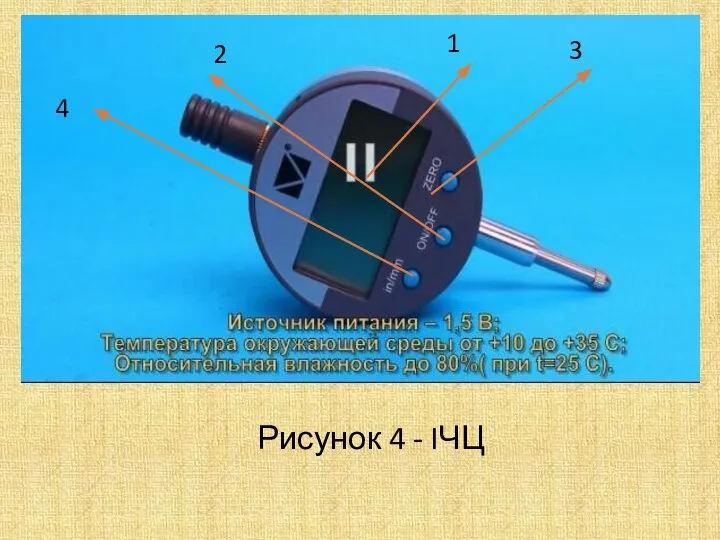
Рисунок 4 - IЧЦ
3
4
2
1
Рисунок 4 - IЧЦ
3
4
2
1

Рисунок 5 - Конструкцiя IЧЦ
Рисунок 5 - Конструкцiя IЧЦ
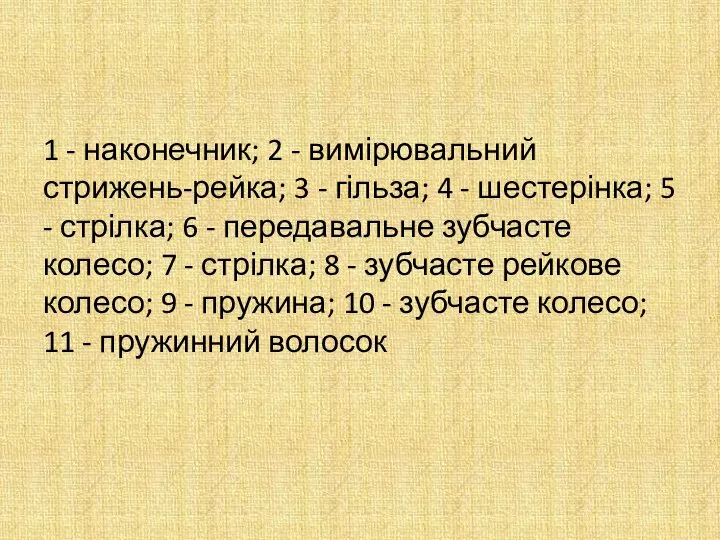
1 - наконечник; 2 - вимірювальний стрижень-рейка; 3 - гільза; 4
1 - наконечник; 2 - вимірювальний стрижень-рейка; 3 - гільза; 4
 20141208_urok-viktorina_po_kraevedeniyu
20141208_urok-viktorina_po_kraevedeniyu Твори добро
Твори добро 20151216_zashchita_naseleniya_ot_avariyno_himicheski_opasnyh_veshchestv
20151216_zashchita_naseleniya_ot_avariyno_himicheski_opasnyh_veshchestv Исламский мир
Исламский мир Официально- деловой стиль
Официально- деловой стиль Использование ИКТ на уроках технологии в начальной школе
Использование ИКТ на уроках технологии в начальной школе Современные направления и новые методики социальной реабилитации детей-инвалидов в районном центре социальной реабилитации
Современные направления и новые методики социальной реабилитации детей-инвалидов в районном центре социальной реабилитации Каждый народ художник
Каждый народ художник Девичник
Девичник 20121223_slozhenie_chisel_s_raznymi_znakami_pomorova_e.v_0
20121223_slozhenie_chisel_s_raznymi_znakami_pomorova_e.v_0 Храмы
Храмы Проектирование карьеры предпринимателя в системе пассажирских автоперевозок
Проектирование карьеры предпринимателя в системе пассажирских автоперевозок Альтернатива живой ёлки, как символа нового года
Альтернатива живой ёлки, как символа нового года Технологические основы и технологии процессов нефтепереработки и нефтегазохимии
Технологические основы и технологии процессов нефтепереработки и нефтегазохимии Газлифтная добыча нефти
Газлифтная добыча нефти Фотоистория
Фотоистория Христианское богословие в XX веке
Христианское богословие в XX веке Христианская политическая и правовая мысль Европы. Раннее христианство Учение Августина
Христианская политическая и правовая мысль Европы. Раннее христианство Учение Августина Стили XIX века
Стили XIX века Schitalka
Schitalka Разметка металла
Разметка металла Уборочное оборудование
Уборочное оборудование математика 06.04.20
математика 06.04.20 Технологический расчёт и планировка дилерского центра Suzuki
Технологический расчёт и планировка дилерского центра Suzuki Дед по матери - Михаил Теодорович Аллик (1879-1949)
Дед по матери - Михаил Теодорович Аллик (1879-1949) Электроремонтный участок цеха
Электроремонтный участок цеха Разработка автоматизированной системы управления технологическим процессом очистки природного газа
Разработка автоматизированной системы управления технологическим процессом очистки природного газа Анализ деятельности центра фото- видеофиксации ГКУВО Служба ГО, ПБ и ЧС Владимирской области за 10 месяцев 2017 года
Анализ деятельности центра фото- видеофиксации ГКУВО Служба ГО, ПБ и ЧС Владимирской области за 10 месяцев 2017 года