- Электрофизикохимические методы обработки

Содержание
- 2. Электрофизические методы обработки Появление принципиально новых методов размерной обработки, использующих для процесса формообразования детали электрическую, химическую,
- 3. Электрофизические методы размерной обработки охватывают комплекс разнородных по физическому механизму процессов, эффективно дополняющих методы формообразования резанием
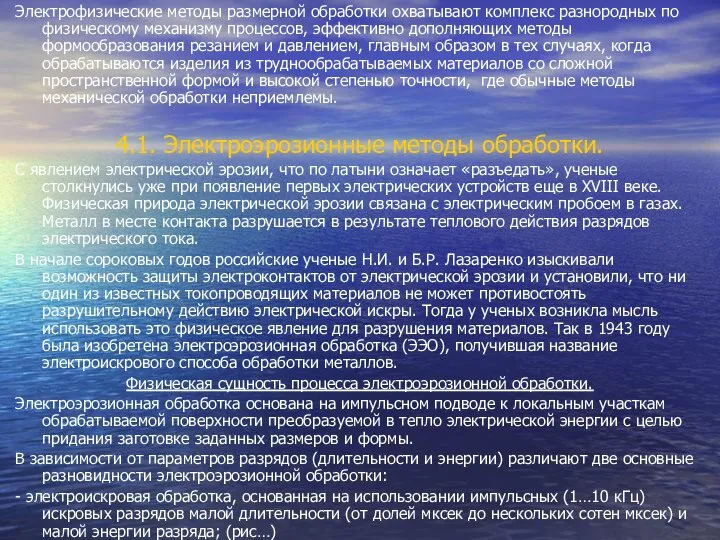
- 4. - электроимпульсная обработка, основанная на использовании импульсных (50…3000 Гц) дуговых (стационарных) разрядов большой длительности (от сотен
- 5. Разряд возникает в результате ионизации межэлектродного промежутка напряжением, подведенным к электродам. На участках поверхности электродов, наиболее
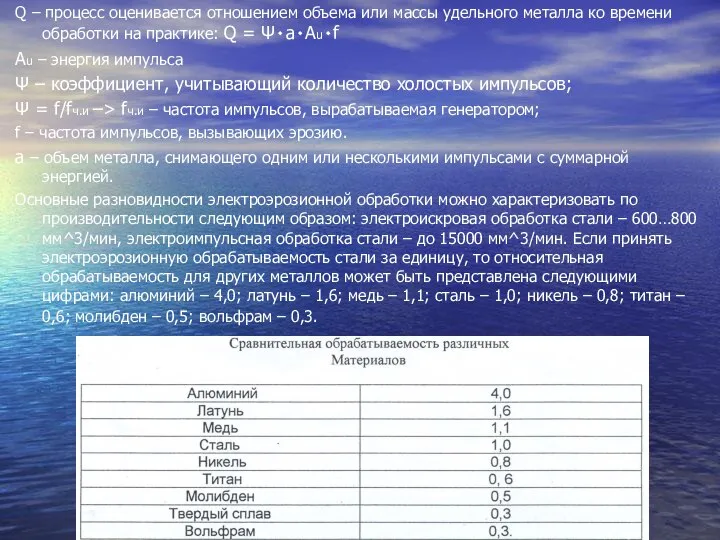
- 6. Q – процесс оценивается отношением объема или массы удельного металла ко времени обработки на практике: Q
- 7. Эрозия обрабатываемого материала зависит от энергии импульса. Меняя энергию и длительность импульсов, можно создать обдирочные (грубые)
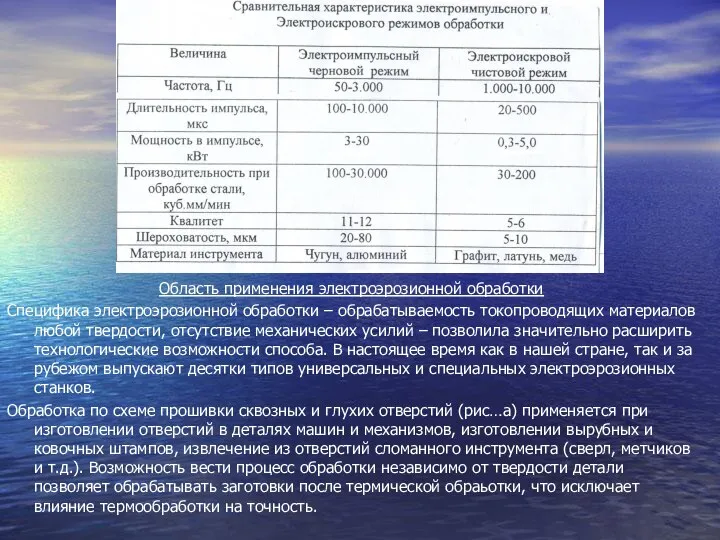
- 8. Область применения электроэрозионной обработки Специфика электроэрозионной обработки – обрабатываемость токопроводящих материалов любой твердости, отсутствие механических усилий
- 9. 1. Прошивание отверстий: - для удаления обломков метчиков, сверл и других инструментов. - при d электрод
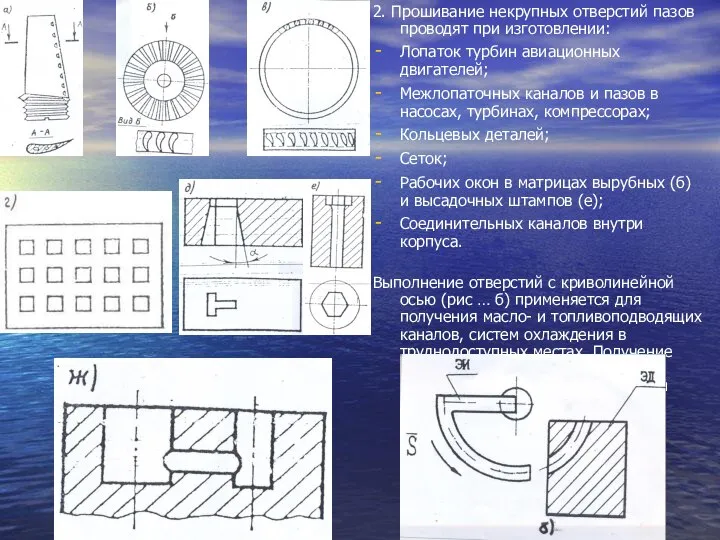
- 10. 2. Прошивание некрупных отверстий пазов проводят при изготовлении: Лопаток турбин авиационных двигателей; Межлопаточных каналов и пазов
- 11. Кинематическая схема профильной вырезки электродом – проволочкой открывает большие технологические возможности: изготовление из одного куска металла
- 12. 4.3. Ультразвуковая обработка Ультразвуковая обработка основана на хрупком разрушении материала зерном абразива, которое внедряется в обрабатываемый
- 13. поступающим от генератора на обмотку преобразователя. Механические колебания магнитострикционного преобразователя усиливаются по амплитуде специальным концентратом, заканчивающимися
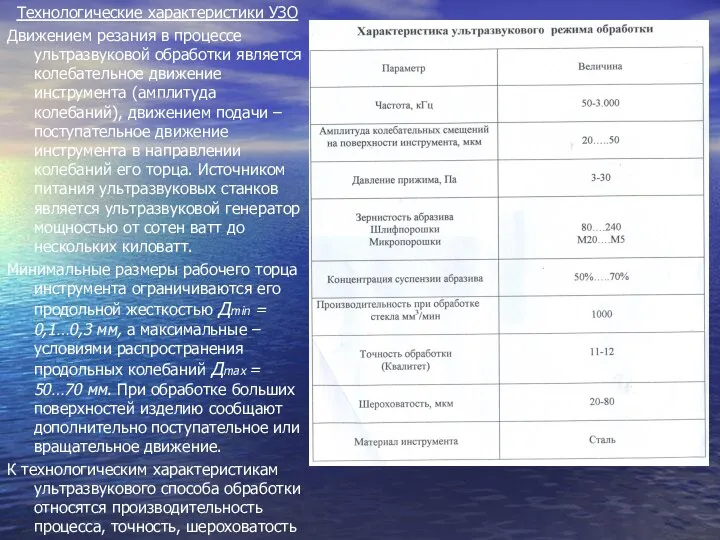
- 14. Технологические характеристики УЗО Движением резания в процессе ультразвуковой обработки является колебательное движение инструмента (амплитуда колебаний), движением
- 15. Производительность процесса, под которой понимается объем разрушенного материала в единицу времени (мм^3/мин) или скорость врезания инструмента
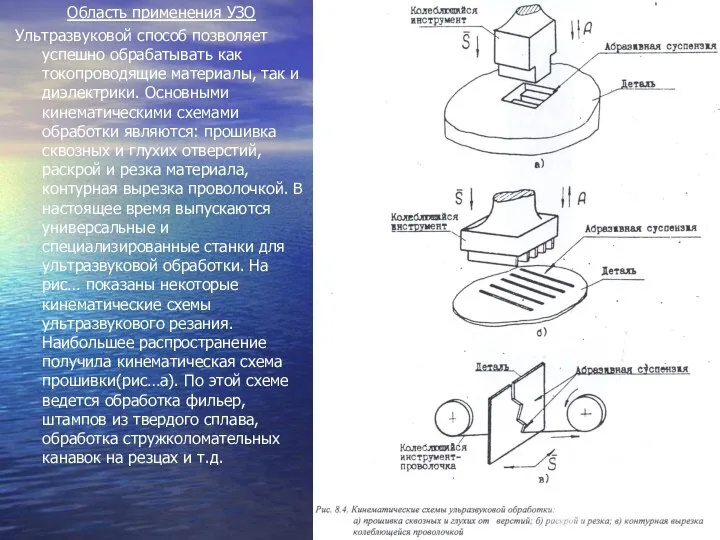
- 16. Область применения УЗО Ультразвуковой способ позволяет успешно обрабатывать как токопроводящие материалы, так и диэлектрики. Основными кинематическими
- 17. Аналогична ей по кинематической схеме «б», по которой осуществляют разрезку и раскрой полупроводниковых материалов и керамики.
- 18. Кроме размерной обработки ультразвук нашел широкое применение для интенсификации различных технологических процессов. Проявление волновых процессов столь
- 19. 4.3. Лучевые методы обработки. 4.3.1. Электронная обработка материалов. 4.3.2. Светолучевая (лазерная) обработка. 4.3.3. Плазменная обработка.
- 20. 4.3.1. Электроннолучевая обработка материалов Изобретение электронной лампы положило начало широкому использованию в науке и технике потоков
- 21. Несмотря на широкие технологические возможности электронного луча как источника энергии, его использование не везде получило широкое
- 22. Функциональная схема такого устройства приведена на рис… . Источником электронов в электронных пушках обычно является термоимисионным
- 23. должно превышать 10^-3…10^-4 Па. При ухудшении вакуума происходит пробой между катодом и анодом электронной пушки, что
- 24. 4.3.2. Светолучевая обработка металлов Свет как источник энергии издавна привлекал к себе внимание человечества. По мере
- 25. В 1940 г. Советский ученый В. А. Фабрикант впервые экспериментально подтвердил выдвинутое А. Эйнштейном положение об
- 26. По плотности потока энергии (до 10 ^13 Вт/м^2), по возможностям управления лазерным лучом и возможности осуществления
- 27. Принцип работы, характеристики и технологические возможности оптического квантового генератора (ОКГ). В зависимости от использования активных элементов
- 29. Скачать презентацию
Электрофизические методы обработки
Появление принципиально новых методов размерной обработки, использующих для процесса
Электрофизические методы обработки
Появление принципиально новых методов размерной обработки, использующих для процесса
Электрофизические методы размерной обработки охватывают комплекс разнородных по физическому механизму процессов,
Электрофизические методы размерной обработки охватывают комплекс разнородных по физическому механизму процессов,
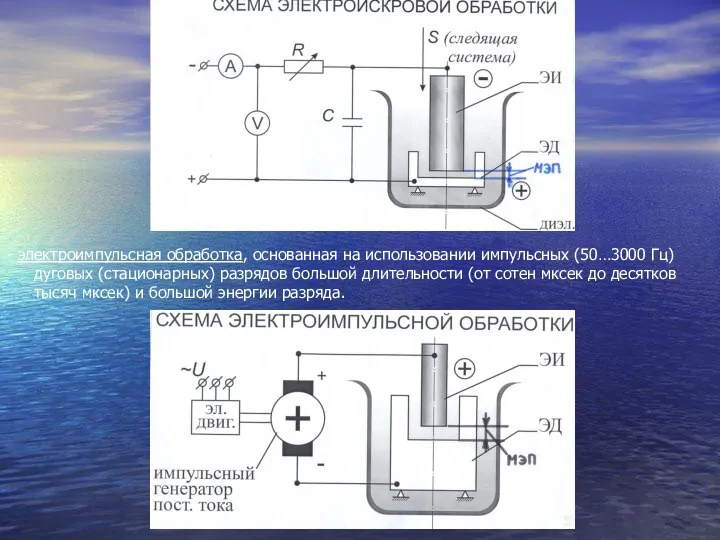
- электроимпульсная обработка, основанная на использовании импульсных (50…3000 Гц) дуговых (стационарных)
- электроимпульсная обработка, основанная на использовании импульсных (50…3000 Гц) дуговых (стационарных)
Разряд возникает в результате ионизации межэлектродного промежутка напряжением, подведенным к электродам.
Разряд возникает в результате ионизации межэлектродного промежутка напряжением, подведенным к электродам.
Q – процесс оценивается отношением объема или массы удельного металла ко
Q – процесс оценивается отношением объема или массы удельного металла ко
Эрозия обрабатываемого материала зависит от энергии импульса. Меняя энергию и длительность
Эрозия обрабатываемого материала зависит от энергии импульса. Меняя энергию и длительность
Область применения электроэрозионной обработки
Специфика электроэрозионной обработки – обрабатываемость токопроводящих материалов любой
Область применения электроэрозионной обработки
Специфика электроэрозионной обработки – обрабатываемость токопроводящих материалов любой

1. Прошивание отверстий:
- для удаления обломков метчиков, сверл и других инструментов.
-
1. Прошивание отверстий:
- для удаления обломков метчиков, сверл и других инструментов.
-
2. Прошивание некрупных отверстий пазов проводят при изготовлении:
Лопаток турбин авиационных двигателей;
Межлопаточных
2. Прошивание некрупных отверстий пазов проводят при изготовлении:
Лопаток турбин авиационных двигателей;
Межлопаточных
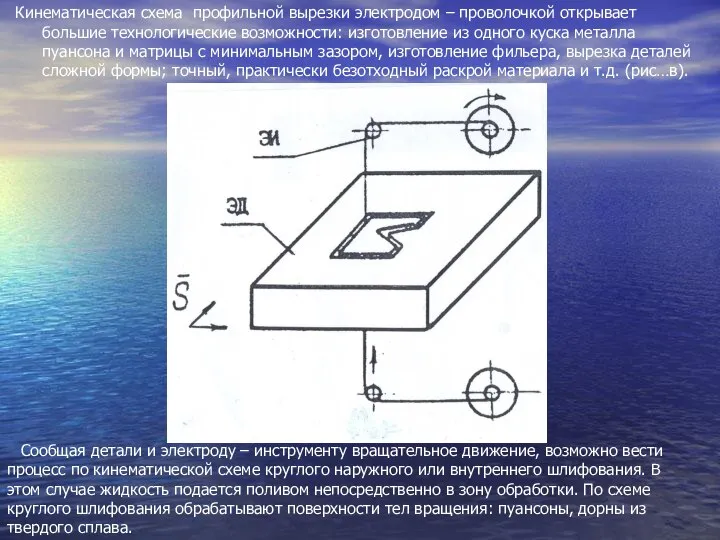
Кинематическая схема профильной вырезки электродом – проволочкой открывает большие технологические возможности:
Кинематическая схема профильной вырезки электродом – проволочкой открывает большие технологические возможности:
4.3. Ультразвуковая обработка
Ультразвуковая обработка основана на хрупком разрушении материала зерном
4.3. Ультразвуковая обработка
Ультразвуковая обработка основана на хрупком разрушении материала зерном
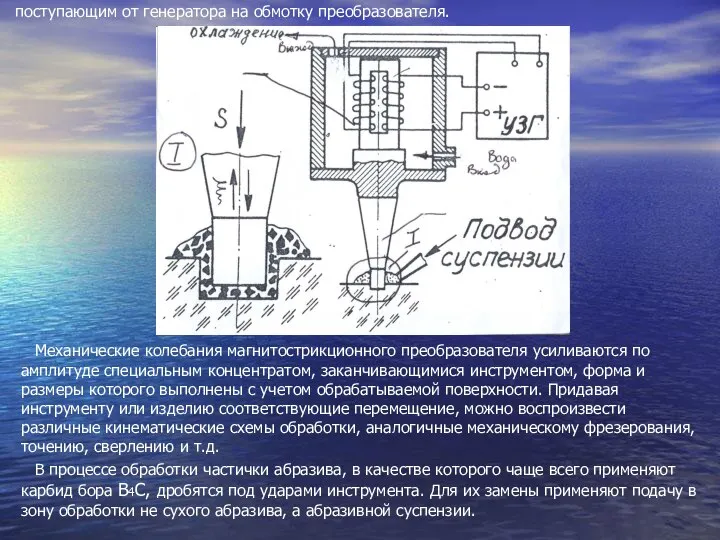
поступающим от генератора на обмотку преобразователя.
Механические колебания магнитострикционного преобразователя усиливаются по
поступающим от генератора на обмотку преобразователя.
Механические колебания магнитострикционного преобразователя усиливаются по
Технологические характеристики УЗО
Движением резания в процессе ультразвуковой обработки является колебательное движение
Технологические характеристики УЗО
Движением резания в процессе ультразвуковой обработки является колебательное движение
Производительность процесса, под которой понимается объем разрушенного материала в единицу времени
Производительность процесса, под которой понимается объем разрушенного материала в единицу времени
Область применения УЗО
Ультразвуковой способ позволяет успешно обрабатывать как токопроводящие материалы, так
Область применения УЗО
Ультразвуковой способ позволяет успешно обрабатывать как токопроводящие материалы, так
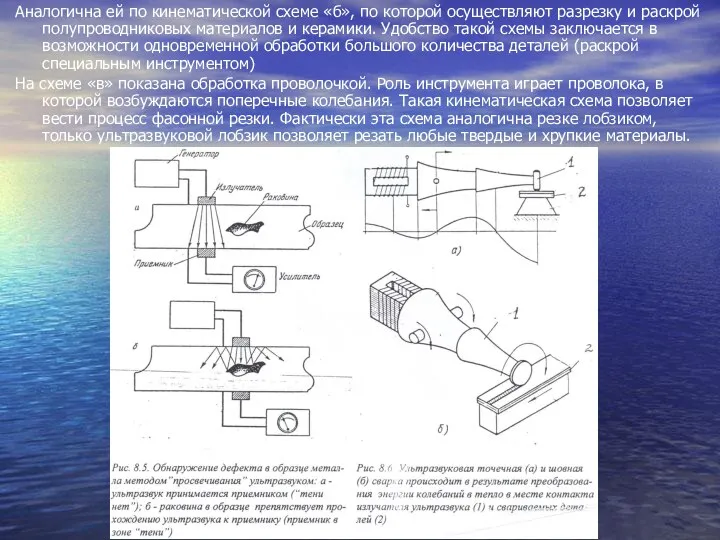
Аналогична ей по кинематической схеме «б», по которой осуществляют разрезку и
Аналогична ей по кинематической схеме «б», по которой осуществляют разрезку и
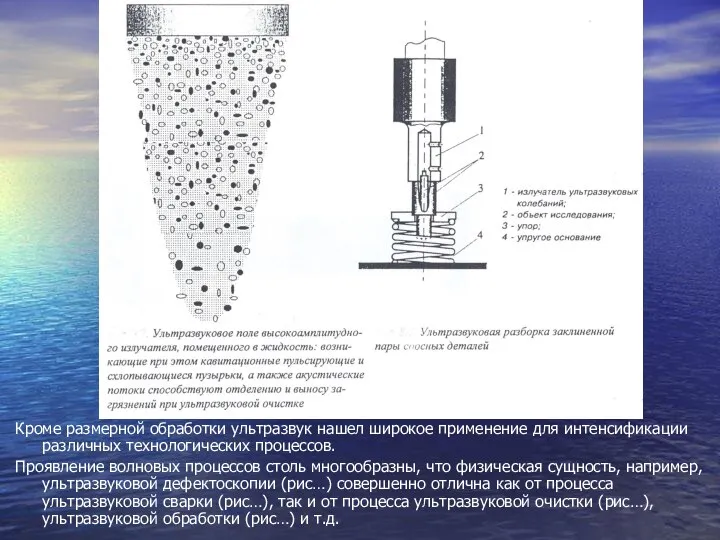
Кроме размерной обработки ультразвук нашел широкое применение для интенсификации различных технологических
Кроме размерной обработки ультразвук нашел широкое применение для интенсификации различных технологических
4.3. Лучевые методы обработки.
4.3.1. Электронная обработка материалов.
4.3.2. Светолучевая (лазерная) обработка.
4.3.3. Плазменная
4.3. Лучевые методы обработки.
4.3.1. Электронная обработка материалов.
4.3.2. Светолучевая (лазерная) обработка.
4.3.3. Плазменная
4.3.1. Электроннолучевая обработка
материалов
Изобретение электронной лампы положило начало широкому использованию в
4.3.1. Электроннолучевая обработка
материалов
Изобретение электронной лампы положило начало широкому использованию в

Несмотря на широкие технологические возможности электронного луча как источника энергии, его
Несмотря на широкие технологические возможности электронного луча как источника энергии, его
Функциональная схема такого устройства приведена на рис… . Источником электронов в
Функциональная схема такого устройства приведена на рис… . Источником электронов в
должно превышать 10^-3…10^-4 Па. При ухудшении вакуума происходит пробой между катодом
должно превышать 10^-3…10^-4 Па. При ухудшении вакуума происходит пробой между катодом
4.3.2. Светолучевая обработка металлов
Свет как источник энергии издавна привлекал к себе
4.3.2. Светолучевая обработка металлов
Свет как источник энергии издавна привлекал к себе
В 1940 г. Советский ученый В. А. Фабрикант впервые экспериментально подтвердил
В 1940 г. Советский ученый В. А. Фабрикант впервые экспериментально подтвердил
По плотности потока энергии (до 10 ^13 Вт/м^2), по возможностям управления
По плотности потока энергии (до 10 ^13 Вт/м^2), по возможностям управления
Принцип работы, характеристики и технологические возможности
оптического квантового генератора (ОКГ).
В зависимости
Принцип работы, характеристики и технологические возможности
оптического квантового генератора (ОКГ).
В зависимости
 Расчет цепей постоянного тока
Расчет цепей постоянного тока База для развития твердотельной электроники и её влияние на другие отрасли
База для развития твердотельной электроники и её влияние на другие отрасли Аттестационная работа. Образовательная робототехника в БГПУ
Аттестационная работа. Образовательная робототехника в БГПУ Язык и речь
Язык и речь Традиції України. Писанка, пасочка, рушничок і вишиванка
Традиції України. Писанка, пасочка, рушничок і вишиванка Я і мае сябры. Беларускія імёны. (Тэма 11)
Я і мае сябры. Беларускія імёны. (Тэма 11) ПРЕДМЕТ, МЕТОДЫ И ЗАДАЧИ СТАТИСТИКИ
ПРЕДМЕТ, МЕТОДЫ И ЗАДАЧИ СТАТИСТИКИ  Обыкновенные и десятичные дроби
Обыкновенные и десятичные дроби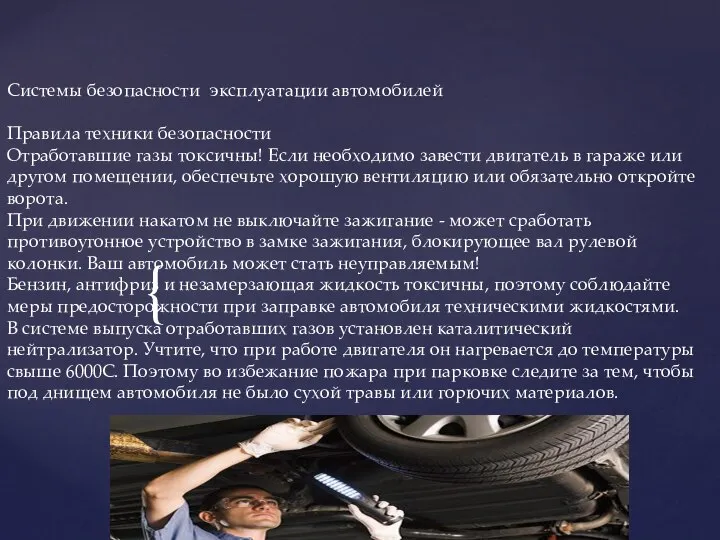 Системы безопасности эксплуатации автомобилей
Системы безопасности эксплуатации автомобилей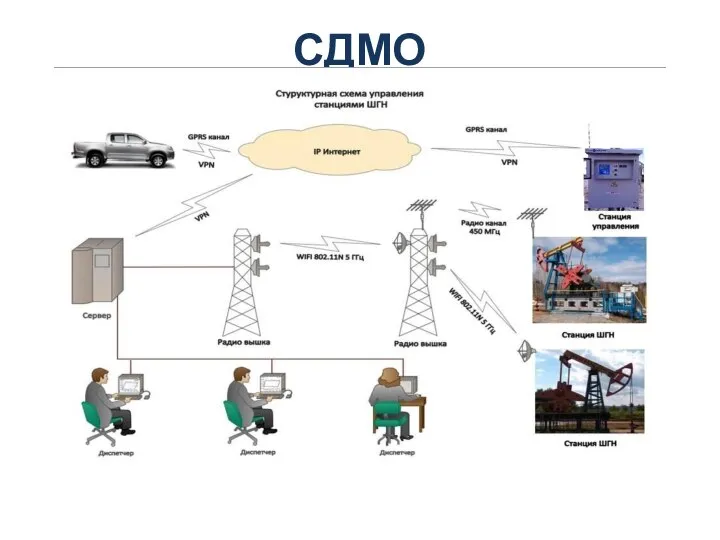 Система дистанционного мониторинга объектов
Система дистанционного мониторинга объектов Право и имущественные отношения
Право и имущественные отношения Квест-игра "Азбука права"
Квест-игра "Азбука права" Примеры программирования базовых алгоритмов циклических вычислительных процессов (ЦВП)
Примеры программирования базовых алгоритмов циклических вычислительных процессов (ЦВП) Тамара Викторовна Дацко доцент кафедры патологической анатомии из секционным курсом и судебной медицины
Тамара Викторовна Дацко доцент кафедры патологической анатомии из секционным курсом и судебной медицины  Тарифы в транспортной логистике
Тарифы в транспортной логистике Воздушно-правовая подготовка
Воздушно-правовая подготовка личность в социальном мире
личность в социальном мире Мир художественной культуры Просвещения
Мир художественной культуры Просвещения Архитектурные конструкции малоэтажных зданий
Архитектурные конструкции малоэтажных зданий Педагогические приемы создания ситуации успеха ученика
Педагогические приемы создания ситуации успеха ученика Таможенная реформа в 50-60-е гг. XVII века Подготовил: Студент группы Т-115 Иванченко Михаил
Таможенная реформа в 50-60-е гг. XVII века Подготовил: Студент группы Т-115 Иванченко Михаил Свойства линейных дискретных фильтров
Свойства линейных дискретных фильтров  Классный час «Поставь оценку классу»
Классный час «Поставь оценку классу» Типология организационной культуры по Г. Хофштеду
Типология организационной культуры по Г. Хофштеду «И сердце согревает Русь». Познавательная беседа, посвящённая Дню Крещения Руси
«И сердце согревает Русь». Познавательная беседа, посвящённая Дню Крещения Руси НАСЛЕДСТВЕННЫЕ НАРУШЕНИЯ КОАГУЛЯЦИОННОГО ГЕМОСТАЗА ГЕМОФИЛИИ
НАСЛЕДСТВЕННЫЕ НАРУШЕНИЯ КОАГУЛЯЦИОННОГО ГЕМОСТАЗА ГЕМОФИЛИИ Erdbeer-Tag
Erdbeer-Tag Создание и управление потоками
Создание и управление потоками