- Финишные методы обработки

Содержание
- 2. 3.0 Окончательная (финишная) обработка рабочих поверхностей деталей машин. Методы отделочной обработки поверхностей Дальнейшее развитие машиностроения связано
- 3. В таблице №… показано, какими возможностями по уменьшению шероховатости и повышению точности поверхностей деталей обладают основные
- 4. 3.1. Хонингование Хонингование применяют для получения поверхностей высокой точности и малой шероховатости, а также для создания
- 5. раздвигаться в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Давление брусков должно контролироваться. (P≈1,6÷2,0МПа). Хонингованием исправляют
- 6. Наибольшее распространение хонингование получило в автотракторной и авиационной промышленности. Система ЧПУ позволяет встроить процесс хонингования в
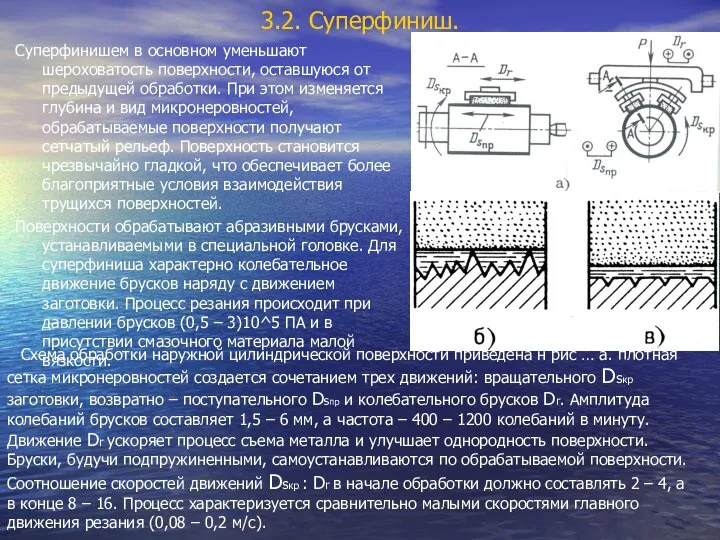
- 7. 3.2. Суперфиниш. Суперфинишем в основном уменьшают шероховатость поверхности, оставшуюся от предыдущей обработки. При этом изменяется глубина
- 8. Важную роль играет смазочно – охлаждающая жидкость. Масляная пленка покрывает обрабатываемую поверхность, но наиболее крупные микровыступы
- 9. Недостатком процесса супкрфиниширования является быстрое засаливание абразивных брусков, т.е. потеря режущих свойств и прекращение процесса резания
- 10. 3.3. Притирка Поверхности деталей машин, обработанные на металлорежущих станках, всегда имеют отклонения от правильных геометрических форм
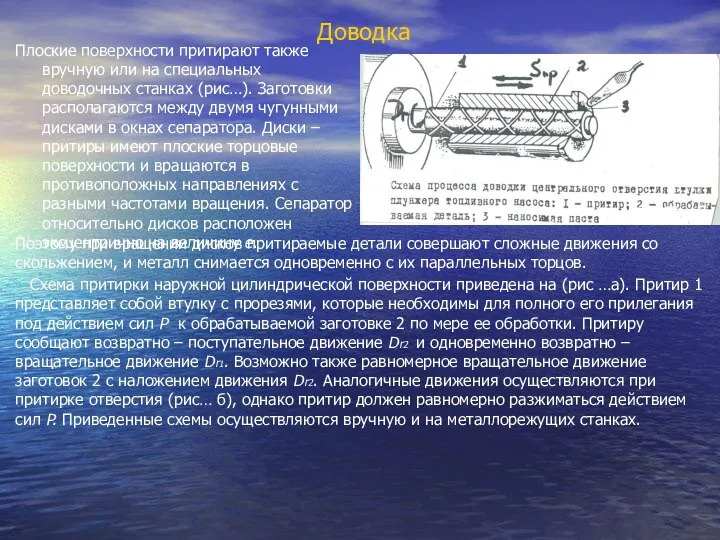
- 11. Доводка Плоские поверхности притирают также вручную или на специальных доводочных станках (рис…). Заготовки располагаются между двумя
- 12. Притирка конических поверхностей При взаимной притирке сопрягаемых пар конических герметичных сопряжений конусообразность уменьшается до 4»что соответствует
- 13. образование окисных пленок и адсорбированных слоев на металлической поверхности. Это снижает прочность поверхностного слоя металла, ослабленные
- 14. 3.4. Полирование Полированием уменьшают шероховатость поверхности. Этим методом получают зеркальный блеск на ответственных частях деталей (дорожки
- 15. Главное движение резания при полировании иногда совершает и заготовки 3 (рис… в), имеющая, например, форму кольца
- 16. 3.5. Способы обработки рабочих поверхностей П.П.Д. Характер контактного взаимодействия инструмента с обрабатываемой поверхностью при различных методах
- 17. Скольжение инструмента по локально контактирующей с ним поверхности. Поверхности тел вращения, HRC ≤ 70 Тонкостенные и
- 19. Скачать презентацию

3.0 Окончательная (финишная)
обработка рабочих поверхностей
деталей машин.
Методы отделочной обработки поверхностей
Дальнейшее развитие
3.0 Окончательная (финишная)
обработка рабочих поверхностей
деталей машин.
Методы отделочной обработки поверхностей
Дальнейшее развитие

В таблице №… показано, какими возможностями по уменьшению шероховатости и повышению
В таблице №… показано, какими возможностями по уменьшению шероховатости и повышению

3.1. Хонингование
Хонингование применяют для получения поверхностей высокой точности и малой шероховатости,
3.1. Хонингование
Хонингование применяют для получения поверхностей высокой точности и малой шероховатости,

раздвигаться в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Давление брусков
раздвигаться в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Давление брусков
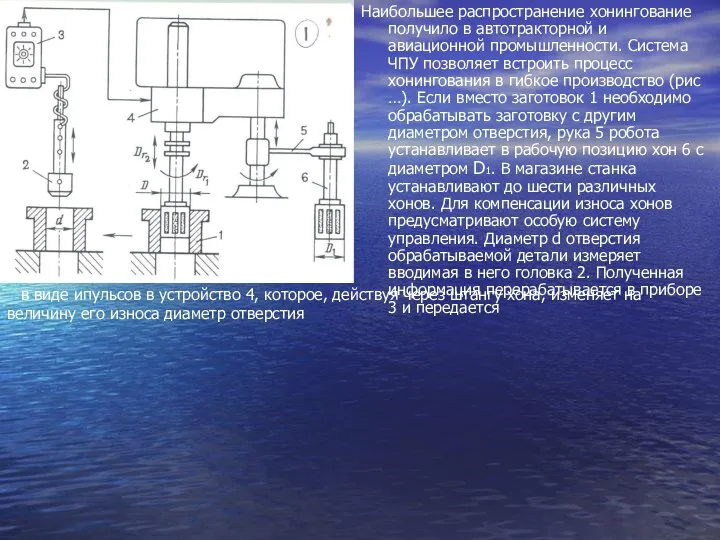
Наибольшее распространение хонингование получило в автотракторной и авиационной промышленности. Система ЧПУ
Наибольшее распространение хонингование получило в автотракторной и авиационной промышленности. Система ЧПУ
3.2. Суперфиниш.
Суперфинишем в основном уменьшают шероховатость поверхности, оставшуюся от предыдущей обработки.
3.2. Суперфиниш.
Суперфинишем в основном уменьшают шероховатость поверхности, оставшуюся от предыдущей обработки.

Важную роль играет смазочно – охлаждающая жидкость. Масляная пленка покрывает обрабатываемую
Важную роль играет смазочно – охлаждающая жидкость. Масляная пленка покрывает обрабатываемую
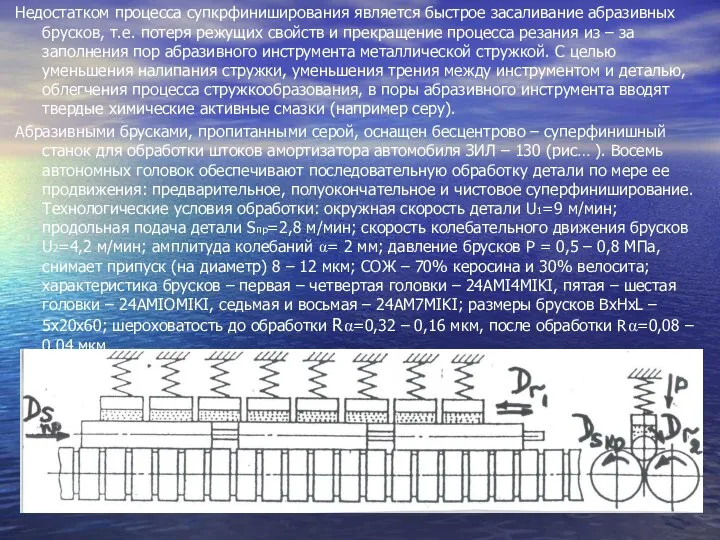
Недостатком процесса супкрфиниширования является быстрое засаливание абразивных брусков, т.е. потеря режущих
Недостатком процесса супкрфиниширования является быстрое засаливание абразивных брусков, т.е. потеря режущих

3.3. Притирка
Поверхности деталей машин, обработанные на металлорежущих станках, всегда имеют отклонения
3.3. Притирка
Поверхности деталей машин, обработанные на металлорежущих станках, всегда имеют отклонения
Доводка
Плоские поверхности притирают также вручную или на специальных доводочных станках
Доводка
Плоские поверхности притирают также вручную или на специальных доводочных станках

Притирка конических поверхностей
При взаимной притирке сопрягаемых пар конических герметичных сопряжений конусообразность
Притирка конических поверхностей
При взаимной притирке сопрягаемых пар конических герметичных сопряжений конусообразность

образование окисных пленок и адсорбированных слоев на металлической поверхности. Это снижает
образование окисных пленок и адсорбированных слоев на металлической поверхности. Это снижает

3.4. Полирование
Полированием уменьшают шероховатость поверхности. Этим методом получают зеркальный блеск на
3.4. Полирование
Полированием уменьшают шероховатость поверхности. Этим методом получают зеркальный блеск на

Главное движение резания при полировании иногда совершает и заготовки 3 (рис…
Главное движение резания при полировании иногда совершает и заготовки 3 (рис…

3.5. Способы обработки рабочих
поверхностей П.П.Д.
Характер контактного взаимодействия инструмента с обрабатываемой
3.5. Способы обработки рабочих
поверхностей П.П.Д.
Характер контактного взаимодействия инструмента с обрабатываемой
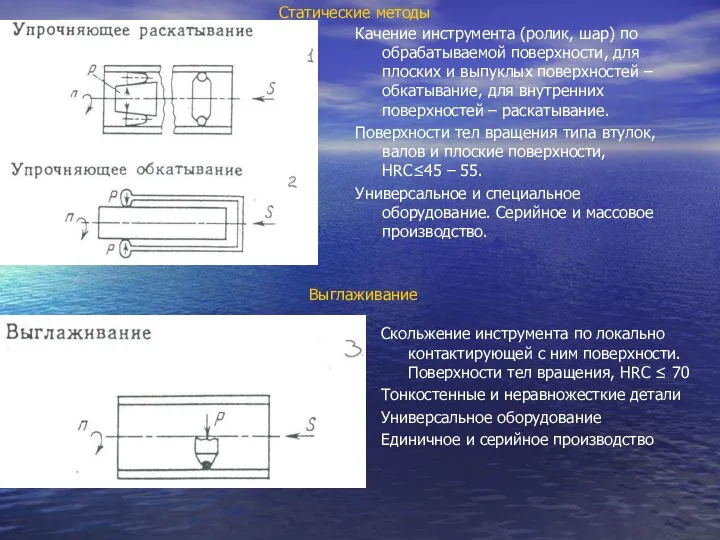
Скольжение инструмента по локально контактирующей с ним поверхности. Поверхности тел вращения,
Скольжение инструмента по локально контактирующей с ним поверхности. Поверхности тел вращения,
 Кинетические свойства радиоматериалов
Кинетические свойства радиоматериалов  Module 8. Regular Expressions
Module 8. Regular Expressions Ирина Петровна Токмакова. Жизнь и творчество
Ирина Петровна Токмакова. Жизнь и творчество Дизайн и вёрстка (05)
Дизайн и вёрстка (05) Ацтеки
Ацтеки  ПЯВУ. Основы программирования. Лекция 8. Алгоритм Евклида. “Решето” Эратосфена
ПЯВУ. Основы программирования. Лекция 8. Алгоритм Евклида. “Решето” Эратосфена Управление персоналом
Управление персоналом Площадь прямоугольника Презентация к уроку математики во 2 классе учителя МОУ «СОШ п. Бурасы Новобурасского района Саратовской о
Площадь прямоугольника Презентация к уроку математики во 2 классе учителя МОУ «СОШ п. Бурасы Новобурасского района Саратовской о Увеличение числа в 10,100,1000 раз. Путешествие по городу.
Увеличение числа в 10,100,1000 раз. Путешествие по городу. Международная интеграция
Международная интеграция МИНИМИЗАЦИЯ ПЕРЕКЛЮЧАТЕЛЬНЫХ ФУНКЦИЙ ПО КАРТАМ КАРНО
МИНИМИЗАЦИЯ ПЕРЕКЛЮЧАТЕЛЬНЫХ ФУНКЦИЙ ПО КАРТАМ КАРНО Адвокатура. Задача каждого адвоката и адвокатуры в целом
Адвокатура. Задача каждого адвоката и адвокатуры в целом 01.12 Номинация
01.12 Номинация Канада
Канада от почтового ящика до дополненной реальности
от почтового ящика до дополненной реальности  Презентация Налоговые вычеты
Презентация Налоговые вычеты Презентация "Художественное описание картины Н.П. Крымова «Зимний вечер»" - скачать презентации по МХК
Презентация "Художественное описание картины Н.П. Крымова «Зимний вечер»" - скачать презентации по МХК Некоузская средняя общеобразовательная школа, 2006 год
Некоузская средняя общеобразовательная школа, 2006 год Мысли, несущие силу и исцеление
Мысли, несущие силу и исцеление Проектирование административно-бытовых корпусов промышленного здания
Проектирование административно-бытовых корпусов промышленного здания Пожарная техника
Пожарная техника Учитель МХК – Рогудеева Лилия Анатольевна Symbols of the USA Символы США
Учитель МХК – Рогудеева Лилия Анатольевна Symbols of the USA Символы США Развитие системы социальной защиты населения в Республике Казахстан
Развитие системы социальной защиты населения в Республике Казахстан Азаматтық іс жүргізу мерзімдері
Азаматтық іс жүргізу мерзімдері Мандала - тибетский символ божественного мира
Мандала - тибетский символ божественного мира Обеспечение уплаты таможенных платежей (поручительство) Подготовили: Шунайлова Жанна, Епифанова Евгения
Обеспечение уплаты таможенных платежей (поручительство) Подготовили: Шунайлова Жанна, Епифанова Евгения Сущность и принципы территориального общественного самоуправления (ТОС)
Сущность и принципы территориального общественного самоуправления (ТОС) Презентация Внешнеэкономические операции и сделки
Презентация Внешнеэкономические операции и сделки