- Контроль качества и монтаж железобетонных колонн

Содержание
- 2. Колонна – архитектурно обработанная вертикальная опора, обычно круглого или прямоугольного сечения, поддерживающая балку, балочное перекрытие или
- 3. Установка (а) и закрепление (б) кондуктора на оголовке колонны: 1 - колонна, 2 осевые риски, 3
- 4. Проверка вертикальности колонны визированием в плоскостях осей 1,3 - риски; 2 визирный луч Рабочие М2 и
- 5. Установка графитовых форм на выпуски арматуры колонн Сварка производится вручную по диагонали. Ванная сварка арматурных выпусков
- 6. Установка опалубки на ж/б колонны Замоноличивание стыков колонн.
- 7. Входной контроль качества При поступлении колонн на строительную площадку необходимо выполнить следующие операции входного контроля: -
- 8. Значения фактических отклонений геометрических параметров колонн, указанных в рабочих чертежах, не должны превышать допустимых отклонений
- 9. Требования к качеству поверхностей и внешнему виду колонн представ- лены в таблице 2 (в том числе
- 11. Скачать презентацию

Колонна – архитектурно обработанная вертикальная опора, обычно круглого или прямоугольного
Колонна – архитектурно обработанная вертикальная опора, обычно круглого или прямоугольного
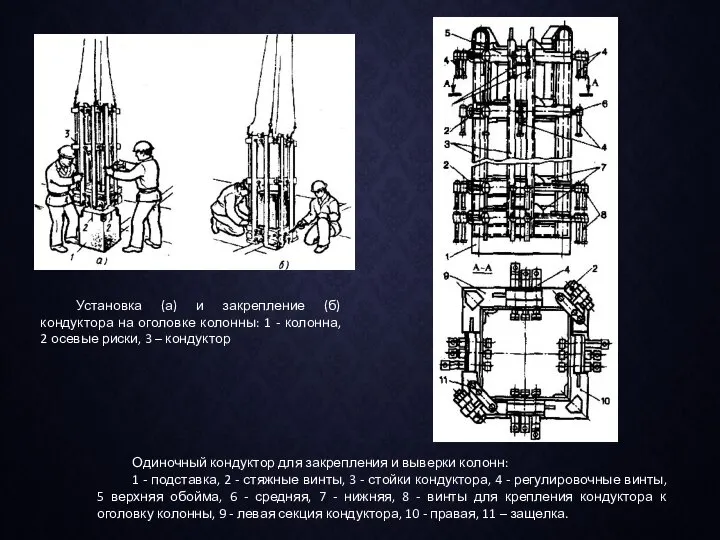
Установка (а) и закрепление (б) кондуктора на оголовке колонны: 1 -
Установка (а) и закрепление (б) кондуктора на оголовке колонны: 1 -
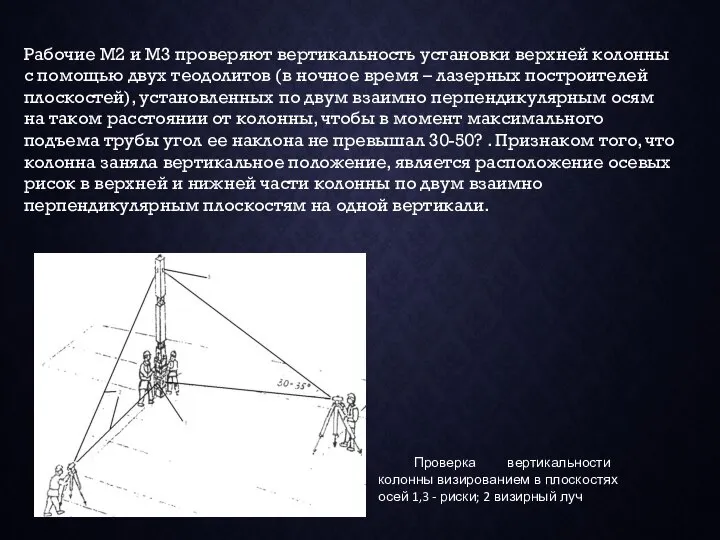
Проверка вертикальности колонны визированием в плоскостях осей 1,3 - риски; 2
Проверка вертикальности колонны визированием в плоскостях осей 1,3 - риски; 2
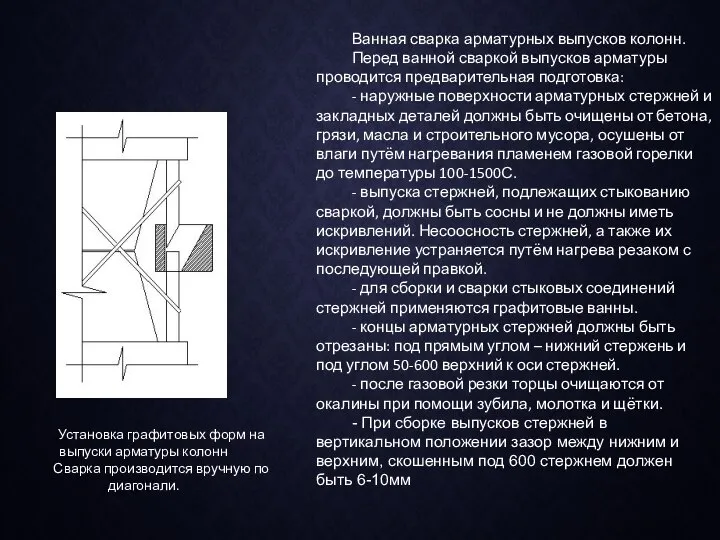
Установка графитовых форм на выпуски арматуры колонн
Сварка производится вручную по диагонали.
Ванная
Установка графитовых форм на выпуски арматуры колонн
Сварка производится вручную по диагонали.
Ванная

Установка опалубки на ж/б колонны
Замоноличивание стыков колонн.
Установка опалубки на ж/б колонны
Замоноличивание стыков колонн.
Входной контроль качества
При поступлении колонн на строительную площадку необходимо выполнить
Входной контроль качества
При поступлении колонн на строительную площадку необходимо выполнить
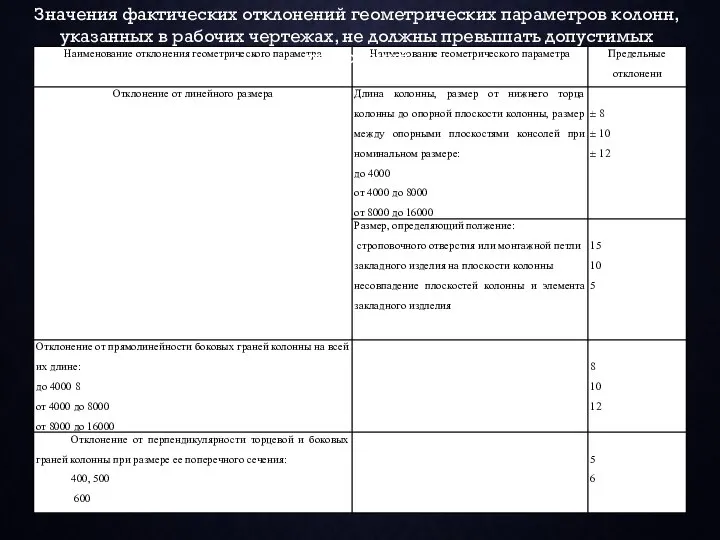
Значения фактических отклонений геометрических параметров колонн, указанных в рабочих чертежах, не
Значения фактических отклонений геометрических параметров колонн, указанных в рабочих чертежах, не
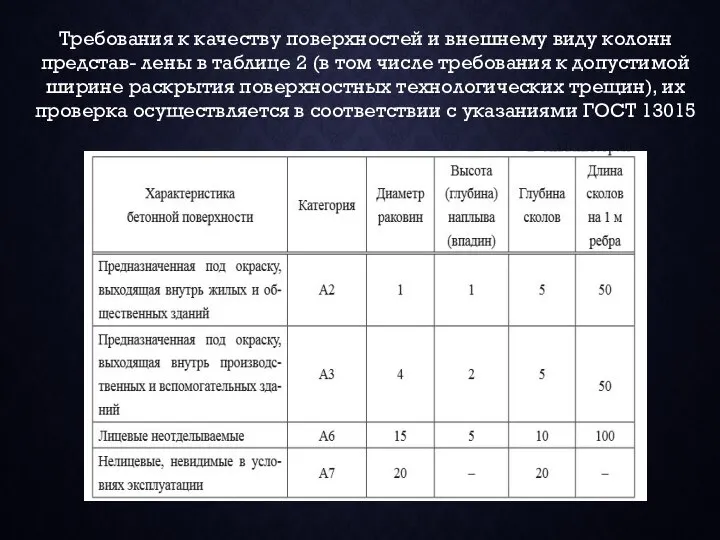
Требования к качеству поверхностей и внешнему виду колонн представ- лены в
Требования к качеству поверхностей и внешнему виду колонн представ- лены в
 Экспериментальное исследование МДП структур
Экспериментальное исследование МДП структур  Рынок рекламы в России
Рынок рекламы в России Физминутка. Разминка
Физминутка. Разминка Мой посёлок – моя гордость - презентация для начальной школы_
Мой посёлок – моя гордость - презентация для начальной школы_ Создание и организация системы внутреннего обеспечения требованиям антимонопольного законодательства
Создание и организация системы внутреннего обеспечения требованиям антимонопольного законодательства Русские кокошники
Русские кокошники  Diode. دیود
Diode. دیود Общероссийское движение «Готов к труду и обороне»
Общероссийское движение «Готов к труду и обороне» Презентация____
Презентация____ Случайные распределения Метод обратной функции. Метод фон Неймана. Распределение Пуассона. Нормальное распределение.
Случайные распределения Метод обратной функции. Метод фон Неймана. Распределение Пуассона. Нормальное распределение.  Общие требования к органам по сертификации продукции, услуг и процессов, установленные в стандарте ISO/IEC 17065
Общие требования к органам по сертификации продукции, услуг и процессов, установленные в стандарте ISO/IEC 17065 Система права
Система права Фундаменты. Ленточные фундаменты
Фундаменты. Ленточные фундаменты Проект: перевод. Последовательность действий для разработки обработчика событий
Проект: перевод. Последовательность действий для разработки обработчика событий Налоги
Налоги  Пожарная опасность веществ и производств
Пожарная опасность веществ и производств Усиление фундаментов
Усиление фундаментов Презентация Наследственное право древнего Рима (ius hereditarium)
Презентация Наследственное право древнего Рима (ius hereditarium) Казақстанның геосаясат жағдайы
Казақстанның геосаясат жағдайы Переход права собственности на жилое помещение в порядке договора купли продажи
Переход права собственности на жилое помещение в порядке договора купли продажи  . Науки об организме человека
. Науки об организме человека Тайм-менеджмент
Тайм-менеджмент Права ребёнка
Права ребёнка Judicial system of Canada
Judicial system of Canada Социальная структура и правовое положение остальных групп населения
Социальная структура и правовое положение остальных групп населения ОПЕРАЦИОННАЯ ДЕЯТЕЛЬНОСТЬ В ЛОГИСТИКЕ
ОПЕРАЦИОННАЯ ДЕЯТЕЛЬНОСТЬ В ЛОГИСТИКЕ РОДИНИ РИБ
РОДИНИ РИБ Весенние картинки
Весенние картинки