- Основы числового программного управления. Системы координат токарного станка

Содержание
- 2. Назначение систем координатк Обязательное условие, обеспечивающее обработку заготовок с заданной точностью, – наличие систем координат в
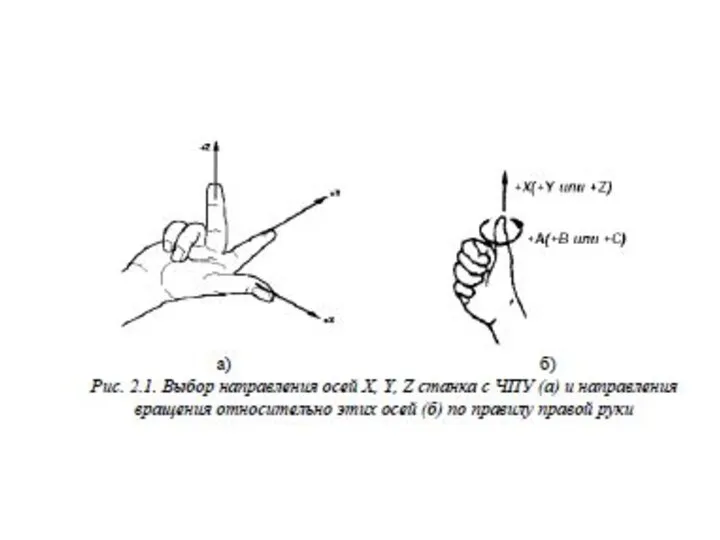
- 3. Правило правой руки В стандартной системе координат станка положительные направления осей X, Y, Z определяются по
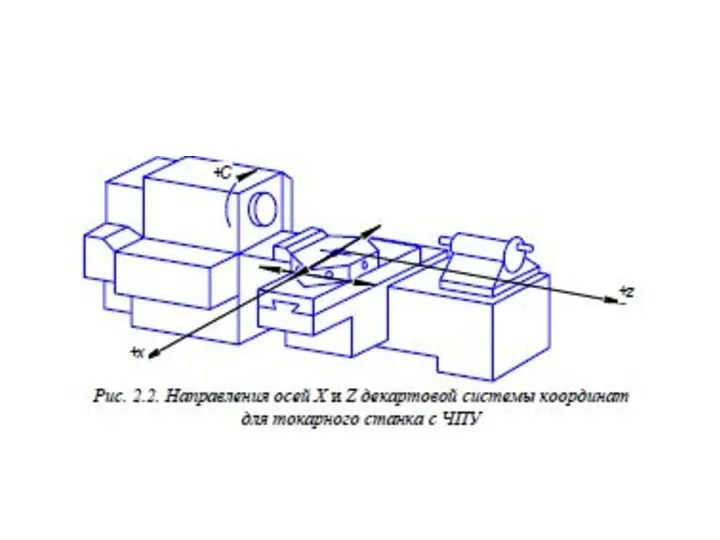
- 5. Для токарных станков с ЧПУ достаточно выбрать две оси X и Z. Ось Z совпадает с
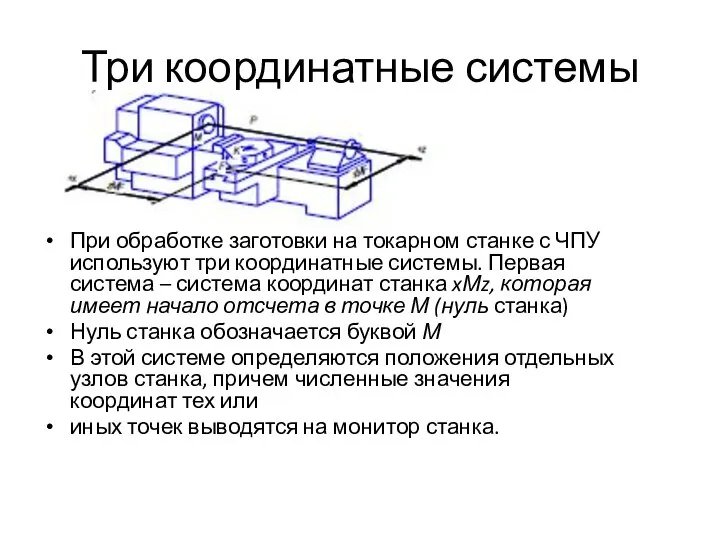
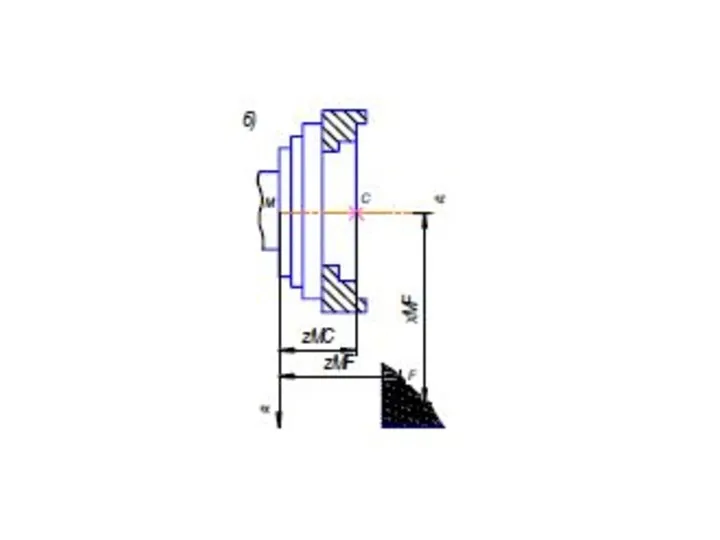
- 7. Три координатные системы При обработке заготовки на токарном станке с ЧПУ используют три координатные системы. Первая
- 9. Вторая координатная система хдWzд представляет собой систему координат детали (программы обработки детали). Нуль детали здесь обозначается
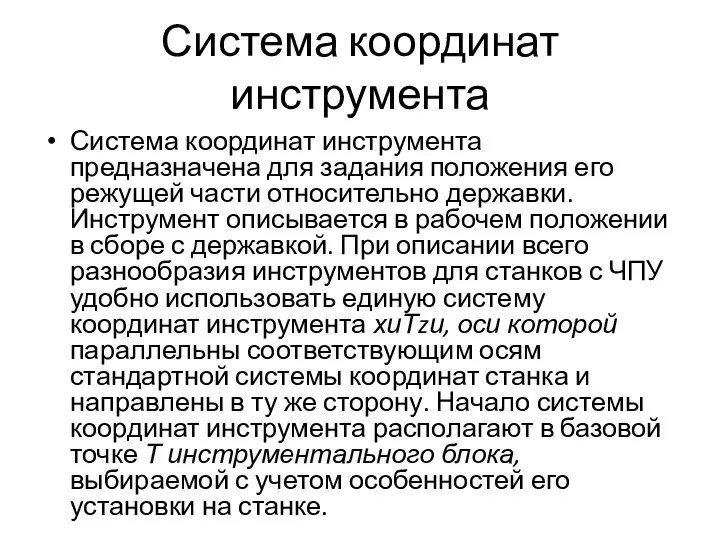
- 10. И третья система координат – система инструмента хиTzи, в которой определено положение вершины Р резца относительно
- 11. Нуль детали При токарной обработке чаще всего за начало координатной системы программы (за нуль детали) принимают
- 12. Система координат детали – главная система при программировании обработки. В ней определены все размеры данной детали
- 13. Системы координат детали (программы) обычно совмещены и представляют собой единую систему, в которой производится программирование и
- 14. Исходная точка инструмента В системе координат детали (программы) программируются движения инструмента, указывается так называемая точка начала
- 15. Исходная точка выбирается так, чтобы инструмент, находясь в этой точке после каждого цикла обработки, не мешал
- 16. Система координат инструмента Система координат инструмента предназначена для задания положения его режущей части относительно державки. Инструмент
- 18. Скачать презентацию
Назначение систем координатк
Обязательное условие, обеспечивающее обработку заготовок с заданной точностью, –
Назначение систем координатк
Обязательное условие, обеспечивающее обработку заготовок с заданной точностью, –
Правило правой руки
В стандартной системе координат станка положительные направления осей X,
Правило правой руки
В стандартной системе координат станка положительные направления осей X,
Для токарных станков с ЧПУ достаточно выбрать две оси X и
Для токарных станков с ЧПУ достаточно выбрать две оси X и
Три координатные системы
При обработке заготовки на токарном станке с ЧПУ используют
Три координатные системы
При обработке заготовки на токарном станке с ЧПУ используют

Вторая координатная система хдWzд представляет собой систему
координат детали (программы обработки детали).
Вторая координатная система хдWzд представляет собой систему
координат детали (программы обработки детали).

И третья система координат – система инструмента хиTzи, в которой определено
И третья система координат – система инструмента хиTzи, в которой определено
Нуль детали
При токарной обработке чаще всего за начало координатной системы программы
Нуль детали
При токарной обработке чаще всего за начало координатной системы программы
Система координат детали – главная система при программировании обработки. В ней
Система координат детали – главная система при программировании обработки. В ней
Системы координат детали (программы) обычно совмещены и представляют собой единую систему,
Системы координат детали (программы) обычно совмещены и представляют собой единую систему,
Исходная точка инструмента
В системе координат детали (программы) программируются движения инструмента, указывается
Исходная точка инструмента
В системе координат детали (программы) программируются движения инструмента, указывается
Исходная точка выбирается так, чтобы инструмент, находясь в этой точке после
Исходная точка выбирается так, чтобы инструмент, находясь в этой точке после
Система координат инструмента
Система координат инструмента предназначена для задания положения его режущей
Система координат инструмента
Система координат инструмента предназначена для задания положения его режущей
 Презентация "Трудовой договор" - скачать презентации по Экономике
Презентация "Трудовой договор" - скачать презентации по Экономике Рослинні символи України
Рослинні символи України Lubrication engine
Lubrication engine Подкрановые балки
Подкрановые балки Мини-футбол
Мини-футбол Знание Ломоносова о языке и искусстве Отчетная работа по элективному курсу «Истории открытий удивительных веществ» Выполнили у
Знание Ломоносова о языке и искусстве Отчетная работа по элективному курсу «Истории открытий удивительных веществ» Выполнили у Microsoft Dynamics CRM. Продажи
Microsoft Dynamics CRM. Продажи Feiertage in Deutschland
Feiertage in Deutschland Применение приема деления окружности на равные части в огранке алмазов
Применение приема деления окружности на равные части в огранке алмазов Классы и объекты
Классы и объекты Презентация к уроку обществознания на тему: «Формы государственного устройства» Преподаватель ГБОУ СПО РО ОАТТ Рожина Вале
Презентация к уроку обществознания на тему: «Формы государственного устройства» Преподаватель ГБОУ СПО РО ОАТТ Рожина Вале Формирование абсолютной монархии в России. Место таможенных органов в новой системе управления
Формирование абсолютной монархии в России. Место таможенных органов в новой системе управления АЛГОРИТМЫ И МОДЕЛИ ТРАССИРОВКИ ПЕЧАТНЫХ СОЕДИНЕНИЙ В ЭА
АЛГОРИТМЫ И МОДЕЛИ ТРАССИРОВКИ ПЕЧАТНЫХ СОЕДИНЕНИЙ В ЭА Лекция дыхание ЛД
Лекция дыхание ЛД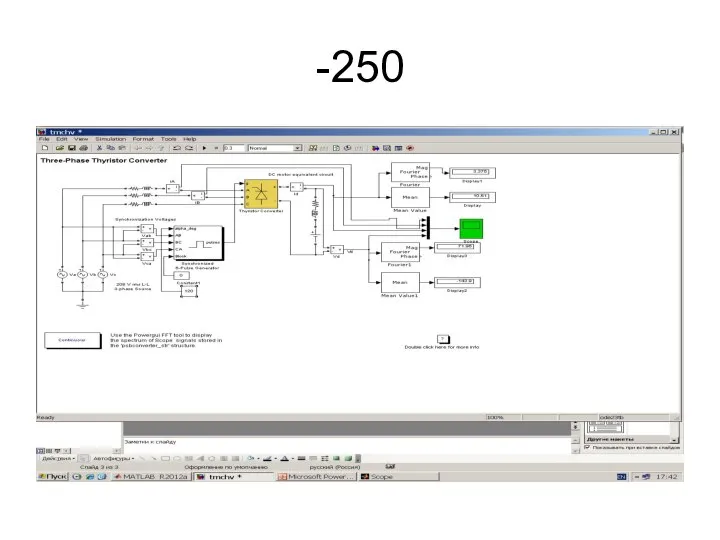 инвекторный режым
инвекторный режым  Лекция № 2 Старение кожи Факторы старения внутренние факторы: наследственность стресс эндотоксикоз, связанный с патологией в
Лекция № 2 Старение кожи Факторы старения внутренние факторы: наследственность стресс эндотоксикоз, связанный с патологией в Информационное управление 05.04.10
Информационное управление 05.04.10  Общая информация о белгородской таможне Подготовили: студентки группы ДС04, Шунайлова Жанна, Епифанова Евгения
Общая информация о белгородской таможне Подготовили: студентки группы ДС04, Шунайлова Жанна, Епифанова Евгения Чертежи технологических металлоконструкций. Условные обозначения сварных швов
Чертежи технологических металлоконструкций. Условные обозначения сварных швов ПИРОМИДЫ ХЕОПСА
ПИРОМИДЫ ХЕОПСА Национальные интересы России в экономической сфере
Национальные интересы России в экономической сфере Крылов Алексей Николаевич (1863-1945)
Крылов Алексей Николаевич (1863-1945) Выдающаяся эффективность
Выдающаяся эффективность Модернизация системы электроснабжения складского терминала
Модернизация системы электроснабжения складского терминала Теоретико-методологические основы изучения истории общественных движений и политических партий
Теоретико-методологические основы изучения истории общественных движений и политических партий Презентация "Все народы воспевают материнство" - скачать презентации по МХК
Презентация "Все народы воспевают материнство" - скачать презентации по МХК Задача_11_ЕГЭ_6_задач_2
Задача_11_ЕГЭ_6_задач_2 Рынок ценных бумаг Я могу рассчитать движение небесных тел, но не безумие людей. Исаак Ньютон (1720), после потери 20 000 фунтов сте
Рынок ценных бумаг Я могу рассчитать движение небесных тел, но не безумие людей. Исаак Ньютон (1720), после потери 20 000 фунтов сте