- Основы литейного производства

Содержание
- 2. Сущность литейного производства заключается в том, что расплавленный металл или сплав заливают в специальную литейную форму,
- 3. Основные принципы проектирования и разработки технологии изготовления отливки При определении положения отливки в литейной форме необходимо
- 4. Напуском обычно называют придание геометрической форме отливки дополнительного «тела» с целью упрощения конструкции детали При этом
- 5. Типы литниковых систем: а – верхняя; б – сифонная; в – ярусная; 1 – чаша; 2
- 6. Литейные стержни для выполнения отверстий обычно назначаются в том случае, когда диаметр отверстия составляет не менее
- 7. Режим заполнения форм расплавом регулируют посредством назначения конструкции литниковой системы и места подвода металла в форму.
- 8. Технологический процесс формовки в двух опоках по неразъемной модели
- 9. 1.Для формовки нижней полуформы модель отливки 1 и опоку 3 устанавливают на подмодельную (подопочную) плиту 2
- 10. 11.В верхнюю опоку засыпают слой просеяной облицовочной смеси с таким расчетом, чтобы он закрыл поверхность модели.
- 11. Свойства формовочных материалов и смесей: -огнеупорность – способность смеси не сплавляться с металлом отливки после заливки
- 12. Специальные способы литья Получение отливок литьем в кокиль. Кокилем называют металлическую литейную форму (из чугуна, стали
- 13. Литье в оболочковые формы. Технология литья в оболочковые формы : приготовление специальной песчано-смоляной смеси; формирование на
- 14. Литье под давлением. При литье под давлением металлическая форма, называемая пресс-формой, заполняется расплавом под давлением до
- 15. Центробежное литье. Центробежным литьем называют способ изготовления отливок, при котором залитый в форму расплав подвергается воздействию
- 16. Литейные свойства сплавов: - жидкотекучесть - способность металлов и сплавов в жидком состоянии заполнять литейную форму
- 18. Скачать презентацию
Сущность литейного производства заключается в том, что расплавленный металл или сплав
Сущность литейного производства заключается в том, что расплавленный металл или сплав
Основные принципы проектирования и разработки технологии изготовления отливки
При определении положения
Основные принципы проектирования и разработки технологии изготовления отливки
При определении положения
Напуском обычно называют придание геометрической форме отливки дополнительного «тела» с целью
Напуском обычно называют придание геометрической форме отливки дополнительного «тела» с целью

Типы литниковых систем: а – верхняя; б – сифонная; в –
Типы литниковых систем: а – верхняя; б – сифонная; в –
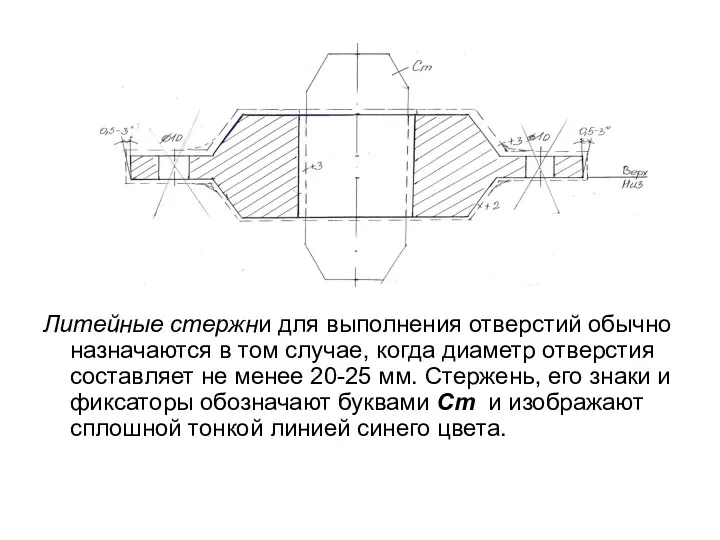
Литейные стержни для выполнения отверстий обычно назначаются в том случае, когда
Литейные стержни для выполнения отверстий обычно назначаются в том случае, когда
Режим заполнения форм расплавом регулируют посредством назначения конструкции литниковой системы и
Режим заполнения форм расплавом регулируют посредством назначения конструкции литниковой системы и

Технологический процесс формовки в двух опоках по неразъемной модели
Технологический процесс формовки в двух опоках по неразъемной модели
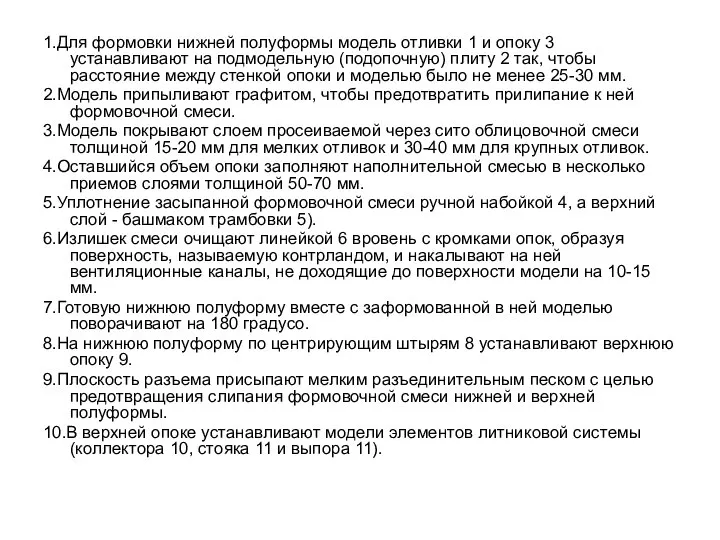
1.Для формовки нижней полуформы модель отливки 1 и опоку 3 устанавливают
1.Для формовки нижней полуформы модель отливки 1 и опоку 3 устанавливают
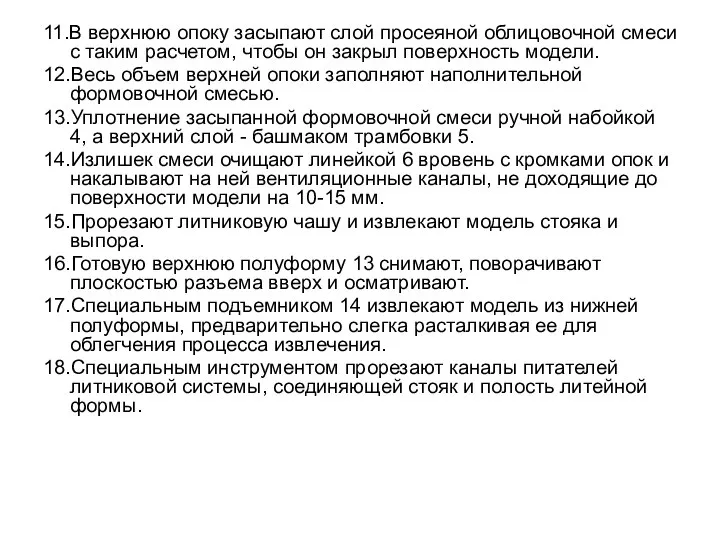
11.В верхнюю опоку засыпают слой просеяной облицовочной смеси с таким расчетом,
11.В верхнюю опоку засыпают слой просеяной облицовочной смеси с таким расчетом,
Свойства формовочных материалов и смесей:
-огнеупорность – способность смеси не сплавляться с
Свойства формовочных материалов и смесей:
-огнеупорность – способность смеси не сплавляться с
Специальные способы литья
Получение отливок литьем в кокиль.
Кокилем называют металлическую литейную
Специальные способы литья
Получение отливок литьем в кокиль.
Кокилем называют металлическую литейную
Литье в оболочковые формы.
Технология литья в оболочковые формы : приготовление
Литье в оболочковые формы.
Технология литья в оболочковые формы : приготовление
Литье под давлением.
При литье под давлением металлическая форма, называемая пресс-формой, заполняется
Литье под давлением.
При литье под давлением металлическая форма, называемая пресс-формой, заполняется
Центробежное литье.
Центробежным литьем называют способ изготовления отливок, при котором залитый в
Центробежное литье.
Центробежным литьем называют способ изготовления отливок, при котором залитый в
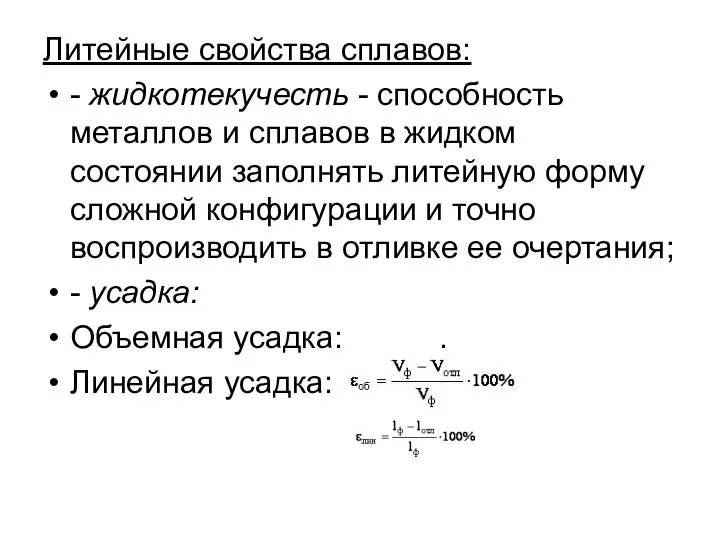
Литейные свойства сплавов:
- жидкотекучесть - способность металлов и сплавов в жидком
Литейные свойства сплавов:
- жидкотекучесть - способность металлов и сплавов в жидком
 Finite state machines and VHDL
Finite state machines and VHDL Образ русского храма
Образ русского храма Физиология нервной системы во время беременности Выполнила: Аблаева С.И.
Физиология нервной системы во время беременности Выполнила: Аблаева С.И. Легкая атлетика
Легкая атлетика  Требования к курсовой работе В соответствии с руководством по подготовке и оформлению рефератов, контрольных, курсовых и дипл
Требования к курсовой работе В соответствии с руководством по подготовке и оформлению рефератов, контрольных, курсовых и дипл О волнах
О волнах Горячие точки планеты
Горячие точки планеты Жанерке слайд
Жанерке слайд Осанна Богу
Осанна Богу Специфический иммунитет
Специфический иммунитет Презентация МХК по программе Даниловой 10 класс. Из опыта работы учителя изобразительного искусства Москаль Т.А. МОУ «СОШ №83» г. Ба
Презентация МХК по программе Даниловой 10 класс. Из опыта работы учителя изобразительного искусства Москаль Т.А. МОУ «СОШ №83» г. Ба Планировочные решения дду
Планировочные решения дду Экономика защиты информации
Экономика защиты информации  Цитаты ChIKS
Цитаты ChIKS Биоценология
Биоценология Диаграмма деятельности
Диаграмма деятельности Урок математики 4 класс учитель начальных классов МБОУ СОШ№ 156 г. Новосибирск Черемисина С.В.
Урок математики 4 класс учитель начальных классов МБОУ СОШ№ 156 г. Новосибирск Черемисина С.В.  Религия, её роль в жизни современного общества
Религия, её роль в жизни современного общества Устройство велосипеда
Устройство велосипеда Морфофункциональные особенности строения брюшины
Морфофункциональные особенности строения брюшины Урок литературного чтения в 4 классе Автор: учитель начальных классов МБОУ СОШ № 6 Федченко Валентина Николаевна
Урок литературного чтения в 4 классе Автор: учитель начальных классов МБОУ СОШ № 6 Федченко Валентина Николаевна Экономика энергетики МОДЕЛЬ 4 – КОНКУРЕНЦИЯ НА РОЗНИЧНОМ РЫНКЕ
Экономика энергетики МОДЕЛЬ 4 – КОНКУРЕНЦИЯ НА РОЗНИЧНОМ РЫНКЕ Презентация на тему "Процесс воспитания" - скачать презентации по Педагогике
Презентация на тему "Процесс воспитания" - скачать презентации по Педагогике Здоровый образ жизни
Здоровый образ жизни Деформации грунтов. Расчет осадок методом послойного суммирования
Деформации грунтов. Расчет осадок методом послойного суммирования Язык программирования Python
Язык программирования Python Виды проецирования
Виды проецирования История религий. Религии древних цивилизаций
История религий. Религии древних цивилизаций