- ОСНОВЫ СВАРОЧНОГО ПРОИЗВОДСТВА

Содержание
- 2. Сваркой называют технологический процесс образования неразъемных соединений за счет образования атомно-молекулярных связей между частицами сопрягаемых деталей
- 3. Ручная дуговая сварка При дуговой сварке источником теплоты служит электрическая дуга, горящая между свариваемым (основным) металлом
- 4. Электрическая дуга состоит из трех частей: катодной (Lк), столба дуги (Lс) и анодной области (Lа). Длина
- 5. Основным условием устойчивого горения сварочной дуги является соответствие внешней (1) характеристики источника питания и статической (2)
- 6. Дуга прямого действия – это дуга, которая горит между металлом и электродом, косвенного действия – дуга,
- 7. Виды сварных соединений: а - стыковые; б - нахлесточные; в - угловые; г - тавровые. Источники
- 8. Стержень электрода изготавливают из сварочной проволоки из сталей с пониженным содержанием вредных примесей (S, Р и
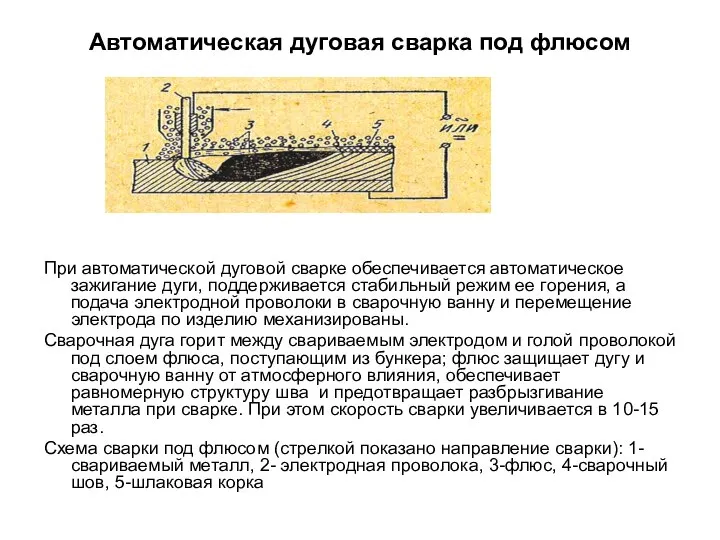
- 9. Автоматическая дуговая сварка под флюсом При автоматической дуговой сварке обеспечивается автоматическое зажигание дуги, поддерживается стабильный режим
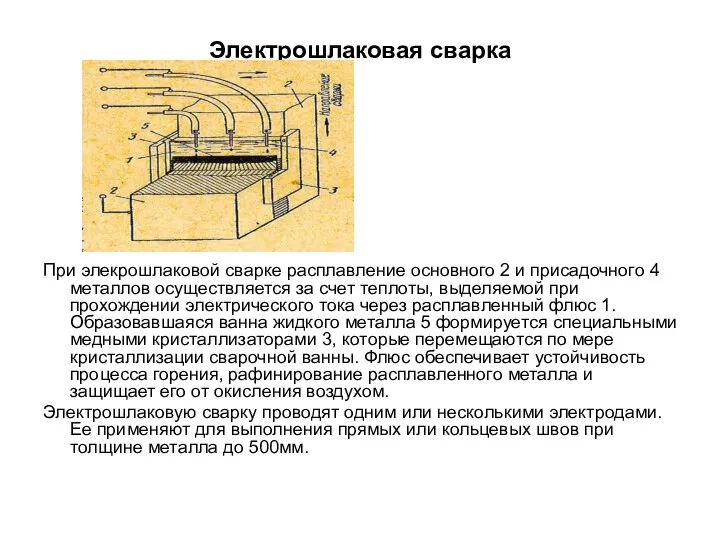
- 10. Электрошлаковая сварка При элекрошлаковой сварке расплавление основного 2 и присадочного 4 металлов осуществляется за счет теплоты,
- 11. Газовая сварка Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая
- 12. Ацетиленовый генератор – аппарат, служащий для получения газообразного ацетилена из карбида кальция при воздействии на него
- 13. Основные способы газовой сварки: а – левый - горелку перемещают справа налево, а присадочную проволоку передвигают
- 14. СВАРКА ДАВЛЕНИЕМ При сварке давлением, сближение атомов и молекул и активация поверхности соединяемых материалов достигаются в
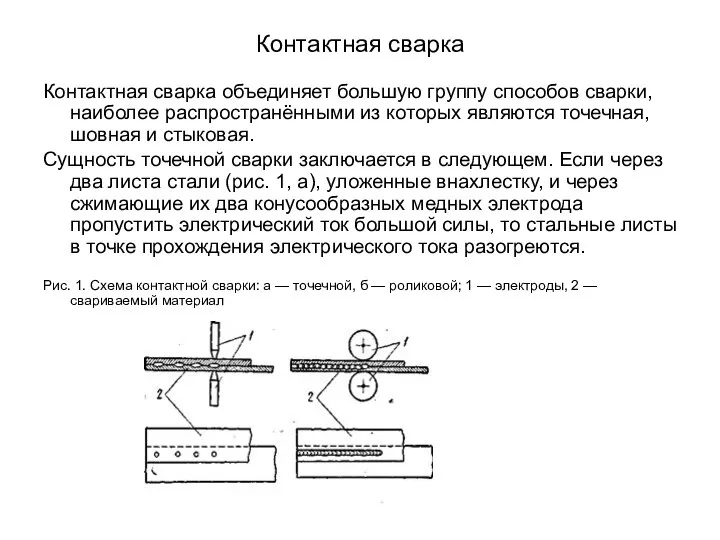
- 15. Контактная сварка Контактная сварка объединяет большую группу способов сварки, наиболее распространёнными из которых являются точечная, шовная
- 16. Роликовая сварка. Для получения сплошного сварного шва применяют роликовую сварку, которая является разновидностью точечной. Листы стали
- 18. Скачать презентацию
Сваркой называют технологический процесс образования неразъемных соединений за счет образования атомно-молекулярных
Сваркой называют технологический процесс образования неразъемных соединений за счет образования атомно-молекулярных
Ручная дуговая сварка
При дуговой сварке источником теплоты служит электрическая дуга, горящая
Ручная дуговая сварка
При дуговой сварке источником теплоты служит электрическая дуга, горящая
Электрическая дуга состоит из трех частей: катодной (Lк), столба дуги (Lс)
Электрическая дуга состоит из трех частей: катодной (Lк), столба дуги (Lс)
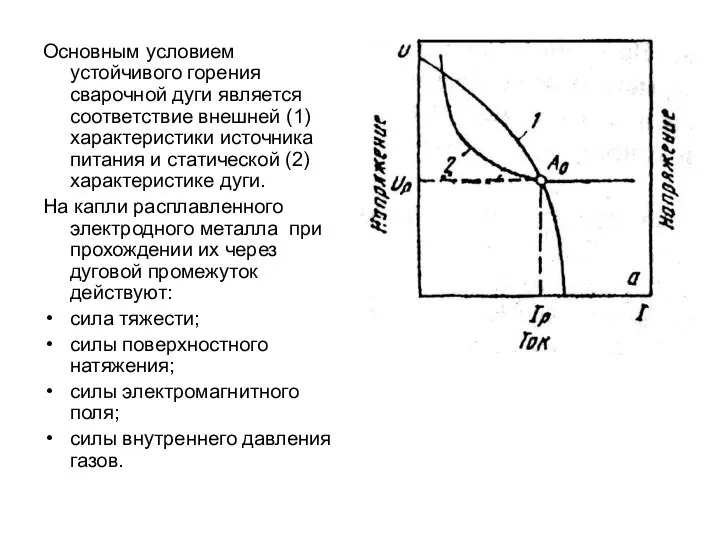
Основным условием устойчивого горения сварочной дуги является соответствие внешней (1) характеристики
Основным условием устойчивого горения сварочной дуги является соответствие внешней (1) характеристики
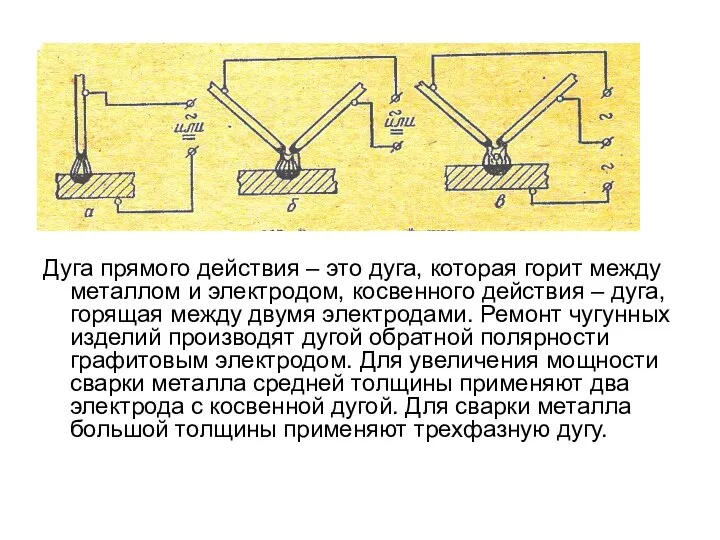
Дуга прямого действия – это дуга, которая горит между металлом и
Дуга прямого действия – это дуга, которая горит между металлом и
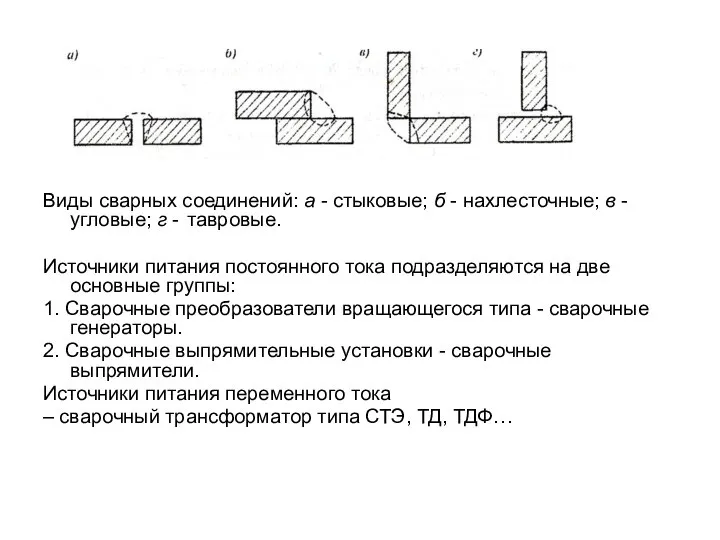
Виды сварных соединений: а - стыковые; б - нахлесточные; в -
Виды сварных соединений: а - стыковые; б - нахлесточные; в -
Стержень электрода изготавливают из сварочной проволоки из сталей с пониженным содержанием
Стержень электрода изготавливают из сварочной проволоки из сталей с пониженным содержанием
Автоматическая дуговая сварка под флюсом
При автоматической дуговой сварке обеспечивается автоматическое
Автоматическая дуговая сварка под флюсом
При автоматической дуговой сварке обеспечивается автоматическое
Электрошлаковая сварка
При элекрошлаковой сварке расплавление основного 2 и присадочного 4
Электрошлаковая сварка
При элекрошлаковой сварке расплавление основного 2 и присадочного 4
Газовая сварка
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость
Газовая сварка
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость
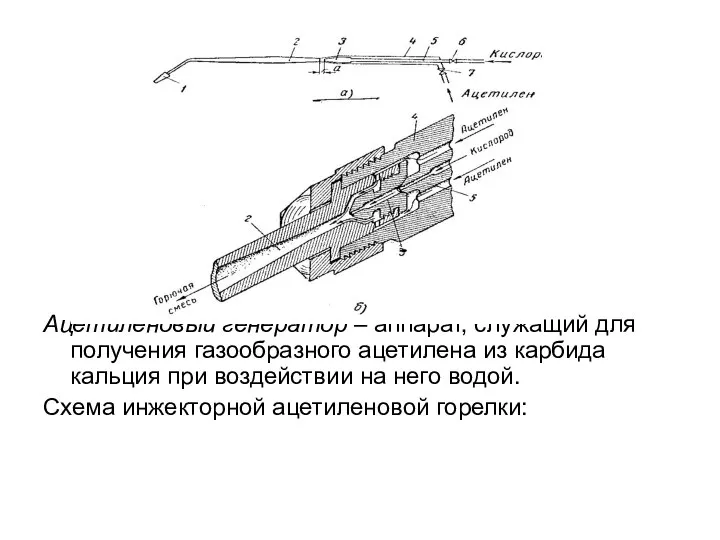
Ацетиленовый генератор – аппарат, служащий для получения газообразного ацетилена из карбида
Ацетиленовый генератор – аппарат, служащий для получения газообразного ацетилена из карбида
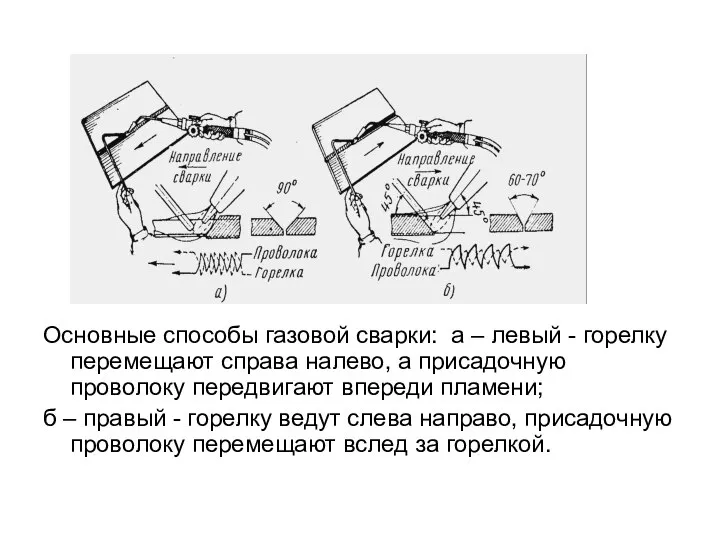
Основные способы газовой сварки: а – левый - горелку перемещают справа
Основные способы газовой сварки: а – левый - горелку перемещают справа
СВАРКА ДАВЛЕНИЕМ
При сварке давлением, сближение атомов и молекул и активация поверхности
СВАРКА ДАВЛЕНИЕМ
При сварке давлением, сближение атомов и молекул и активация поверхности
Контактная сварка
Контактная сварка объединяет большую группу способов сварки, наиболее распространёнными из
Контактная сварка
Контактная сварка объединяет большую группу способов сварки, наиболее распространёнными из
Роликовая сварка.
Для получения сплошного сварного шва применяют роликовую сварку, которая
Роликовая сварка.
Для получения сплошного сварного шва применяют роликовую сварку, которая
 Я – ученик! 我 是学生
Я – ученик! 我 是学生 Программирование. Парадигма программирования
Программирование. Парадигма программирования Христианство. Заповеди христиан
Христианство. Заповеди христиан Комбинирование результатов select-запросов. (Лекция 10)
Комбинирование результатов select-запросов. (Лекция 10) Chichen Itza - eine alte Stadt im Norden Yucatan
Chichen Itza - eine alte Stadt im Norden Yucatan Учитель технологии МОУ Развиленской СОШ № 9 Песчанокопского района Ростовской области
Учитель технологии МОУ Развиленской СОШ № 9 Песчанокопского района Ростовской области Конец света
Конец света Проект системы цифрового телевидения
Проект системы цифрового телевидения  Полиция РФ
Полиция РФ Урок 2 Что такое светская этика
Урок 2 Что такое светская этика Буклет менеджера
Буклет менеджера Некоммерческие организации
Некоммерческие организации Степи
Степи  ЗАСЕДАНИЕ МО КЛАССНЫХ РУКОВОДИТЕЛЕЙ Тема: «Лидеры и изгои в классе».
ЗАСЕДАНИЕ МО КЛАССНЫХ РУКОВОДИТЕЛЕЙ Тема: «Лидеры и изгои в классе».  Контрабанда людей Костылев Андрей Т-104
Контрабанда людей Костылев Андрей Т-104 Проект планировки территории 63 микрорайона г. Набережные Челны
Проект планировки территории 63 микрорайона г. Набережные Челны Организация работы по пожарной безопасности в МОУ «Подгорненская средняя общеобразовательная школа»
Организация работы по пожарной безопасности в МОУ «Подгорненская средняя общеобразовательная школа» Обучение письму и письменной речи на иностранном языке
Обучение письму и письменной речи на иностранном языке Презентация "«Права и обязанности потребителей»" - скачать презентации по Экономике
Презентация "«Права и обязанности потребителей»" - скачать презентации по Экономике Расчет оборудования для транспортировки, питатели, дозаторы
Расчет оборудования для транспортировки, питатели, дозаторы Государственный Медицинский Университет г.Семей Кафедра: Пропедевтики и внутренних болезни СРО
Государственный Медицинский Университет г.Семей Кафедра: Пропедевтики и внутренних болезни СРО Нагнетательная функция сердца
Нагнетательная функция сердца Урок изобразительного искусства в 5 классе
Урок изобразительного искусства в 5 классе Как заметить одаренность у собственного ребенка. Беседа с родителями
Как заметить одаренность у собственного ребенка. Беседа с родителями  Прочностной мониторинг как составная часть научно-технического сопровождения
Прочностной мониторинг как составная часть научно-технического сопровождения Материнская плата
Материнская плата Презентация Политическая мысль Древней Руси: поиски смысла исторического бытия русского народа и государства
Презентация Политическая мысль Древней Руси: поиски смысла исторического бытия русского народа и государства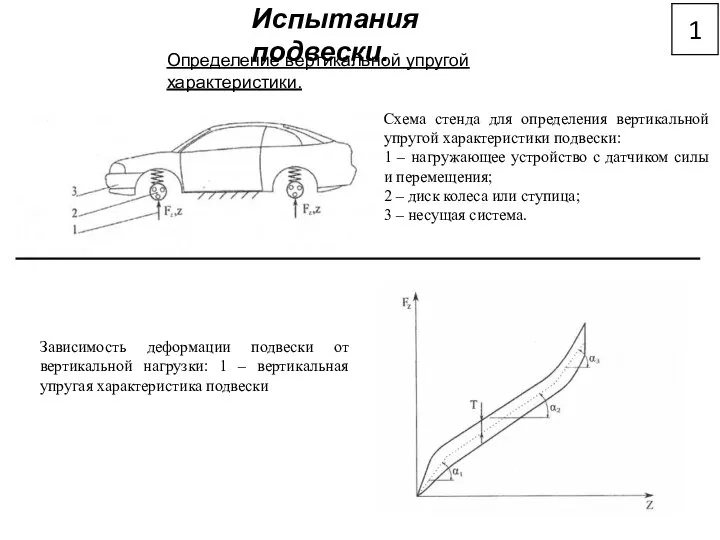 Испытания подвески на автомобиле. Определение вертикальной упругой характеристики
Испытания подвески на автомобиле. Определение вертикальной упругой характеристики