- Плазменная сварка

Содержание
- 2. Плазменная сварка — это та же сварка плавлением. Здесь действует тоже электрическая дуга. Но это уже
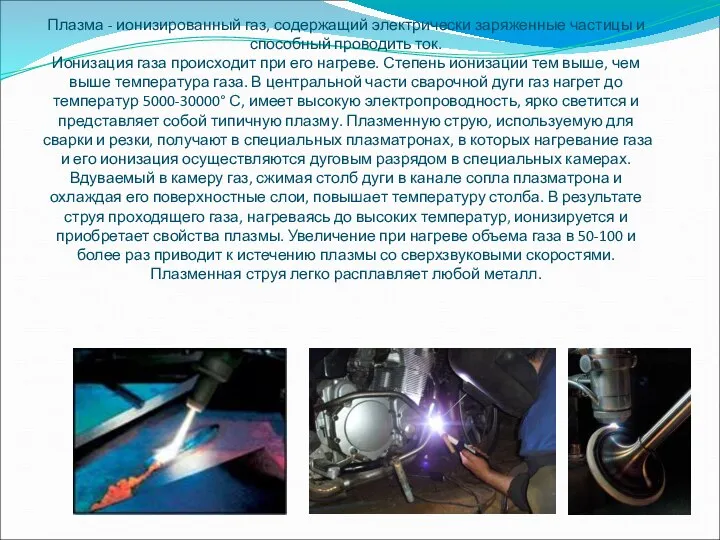
- 3. Сущность способа. Плазма - ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа
- 4. Дуговую плазменную струю для сварки и резки получают по двум основным схемам. При плазменной струе прямого
- 5. Дуговая плазменная струя - интенсивный источник теплоты с широким диапазоном технологических свойств. Ее можно использовать для
- 6. Основными чертами, отличающими плазменную дугу от обычной, являются: более высокая температура; меньший диаметр дуги; цилиндрическая форма
- 7. При разработке технологии сварки любых металлов следует учитывать их исходные свойства. Например, низкоуглеродистые спокойные и полуспокойные
- 8. Cкорость перемещения плазмотрона оказывает решающее влияние на качество реза. При правильно выбранной скорости рез получается ровный,
- 10. Скачать презентацию
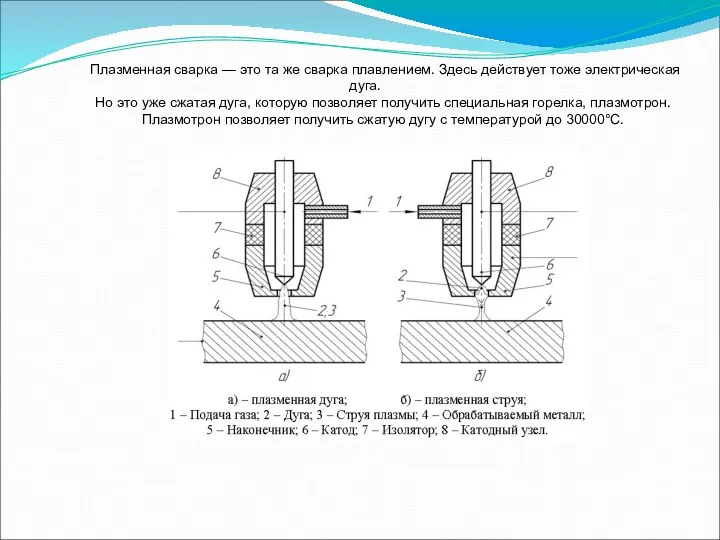
Плазменная сварка — это та же сварка плавлением. Здесь действует тоже
Плазменная сварка — это та же сварка плавлением. Здесь действует тоже
Сущность способа.
Плазма - ионизированный газ, содержащий электрически заряженные частицы и
Сущность способа. Плазма - ионизированный газ, содержащий электрически заряженные частицы и
Дуговую плазменную струю для сварки и резки получают по двум основным
Дуговую плазменную струю для сварки и резки получают по двум основным

Дуговая плазменная струя - интенсивный источник теплоты с широким диапазоном технологических
Дуговая плазменная струя - интенсивный источник теплоты с широким диапазоном технологических
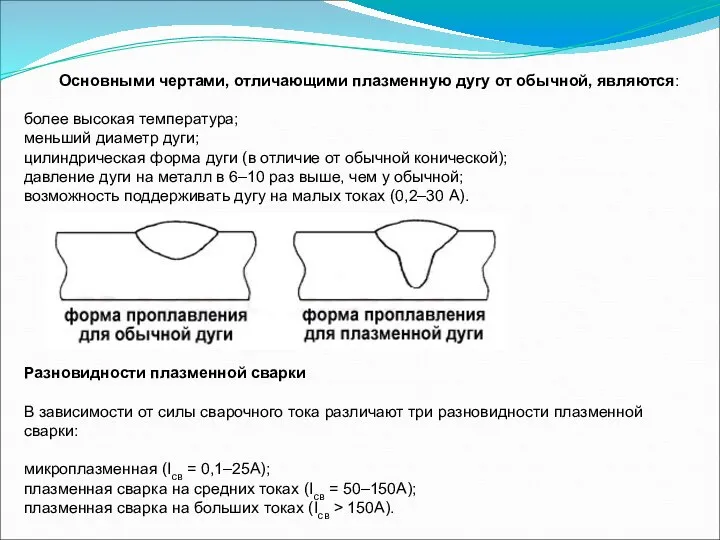
Основными чертами, отличающими плазменную дугу от обычной, являются:
более высокая температура;
меньший
Основными чертами, отличающими плазменную дугу от обычной, являются:
более высокая температура;
меньший
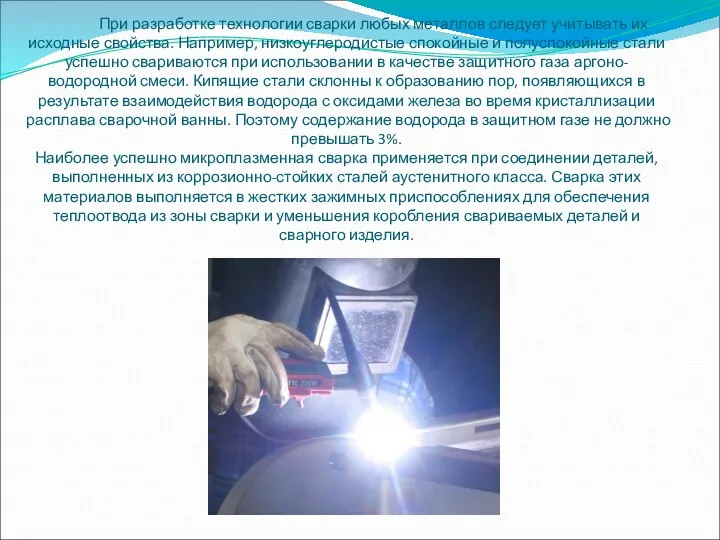
При разработке технологии сварки любых металлов следует учитывать их исходные
При разработке технологии сварки любых металлов следует учитывать их исходные
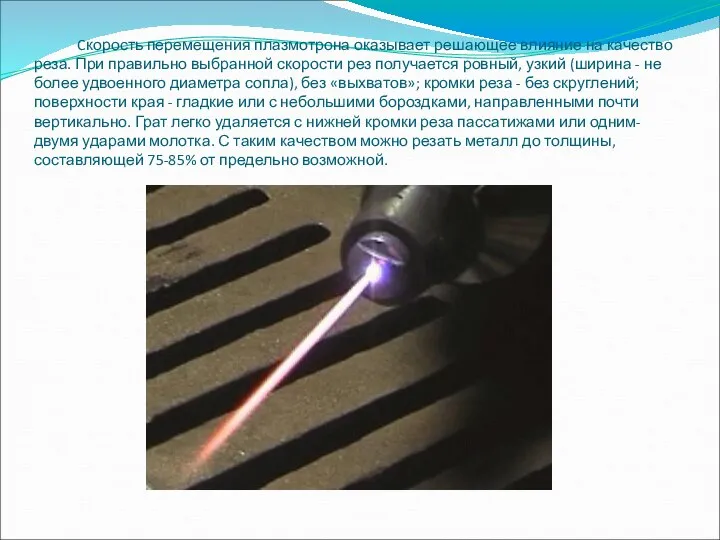
Cкорость перемещения плазмотрона оказывает решающее влияние на качество реза. При
Cкорость перемещения плазмотрона оказывает решающее влияние на качество реза. При
 ПРОБЛЕМЫ ИДЕНТИФИКАЦИИ НОНОМАТЕРИАЛОВ. нАНОЦЕМЕНТ Терешкова М. Лазарюк А. С. ДС 5
ПРОБЛЕМЫ ИДЕНТИФИКАЦИИ НОНОМАТЕРИАЛОВ. нАНОЦЕМЕНТ Терешкова М. Лазарюк А. С. ДС 5 Alexander Aleksandrovich Karelin
Alexander Aleksandrovich Karelin Формирование функции голосообразования у младших школьников в условиях школы второго вида Важенина Анна Александровна, учитель-
Формирование функции голосообразования у младших школьников в условиях школы второго вида Важенина Анна Александровна, учитель- Таможенный тариф 1724 года. Принятие морского пошлинного тарифа 1731. Выполнил студент 1-го курса Т-102 Гулый Максим
Таможенный тариф 1724 года. Принятие морского пошлинного тарифа 1731. Выполнил студент 1-го курса Т-102 Гулый Максим Первобытная магия и ритуалы
Первобытная магия и ритуалы Модели макроравновесия
Модели макроравновесия  Переходные процессы в электроприводах
Переходные процессы в электроприводах История создания матрёшки
История создания матрёшки НДФЛ
НДФЛ  Презентация на тему "Права и обязанности ученика" - скачать презентации по Педагогике
Презентация на тему "Права и обязанности ученика" - скачать презентации по Педагогике Модели ГЧП: DBOOT
Модели ГЧП: DBOOT
 Лыжная подготовка
Лыжная подготовка МАСТЕР-КЛАСС ПО РАЗВИТИЮ ТВОРЧЕСКИХ СПОСОБНОСТЕЙ УЧАЩИХСЯ
МАСТЕР-КЛАСС ПО РАЗВИТИЮ ТВОРЧЕСКИХ СПОСОБНОСТЕЙ УЧАЩИХСЯ Презентация на тему "Классицизм"
Презентация на тему "Классицизм" Государственное бюджетное образовательное учреждение высшего профессионального образования «Оренбургская государственная мед
Государственное бюджетное образовательное учреждение высшего профессионального образования «Оренбургская государственная мед СОДЕРЖАНИЕ ОСНОВ КОНСТИТУЦИОННОГО СТРОЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОДЕРЖАНИЕ ОСНОВ КОНСТИТУЦИОННОГО СТРОЯ РОССИЙСКОЙ ФЕДЕРАЦИИ институциональная экономика.ppt
институциональная экономика.ppt Правоведение. Теории происхождения государства. Механизм и функции государства
Правоведение. Теории происхождения государства. Механизм и функции государства СИСТЕМЫ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ
СИСТЕМЫ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ  Виды энергий
Виды энергий Звезды: спектральная классификация, классы светимости, диаграмма Герцшпрунга-Рессела
Звезды: спектральная классификация, классы светимости, диаграмма Герцшпрунга-Рессела Правила игры мини футбола
Правила игры мини футбола Депутат МО
Депутат МО Проблемы трансплантологии
Проблемы трансплантологии 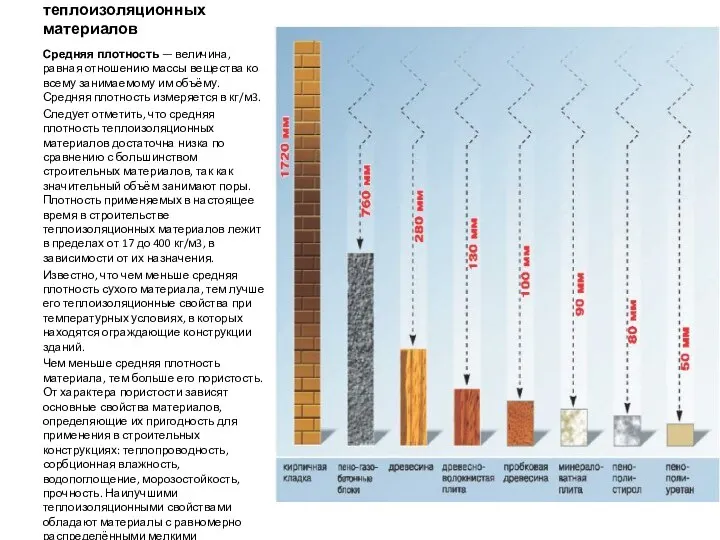 Плотность теплоизоляционных материалов
Плотность теплоизоляционных материалов Система образования России Проблемы
Система образования России Проблемы  Отношения тождества, пересечения и подчинения
Отношения тождества, пересечения и подчинения ФГОС в ДОУ Образовательная область «Художественно-эстетическое развитие» раздел «Музыка» Музыкальный руководитель: Кухта О
ФГОС в ДОУ Образовательная область «Художественно-эстетическое развитие» раздел «Музыка» Музыкальный руководитель: Кухта О