- Программирование обработки на фрезерных станках с ЧПУ (08)

Содержание
- 2. Типовые схемы фрезерования а— в - зигзагообразные (а — ЗИГЗАГ, б — 1 ЗИГЗАГ, в —
- 3. Схемы врезания фрезы a— 3ACB; б— КАС; в— СПУСК
- 4. Программирование автоматического формирования траектории инструмента при фрезеровании Траектория движения центра инструмента должна быть эквидистантной этой поверхности.
- 5. Схема линейной (осевой) коррекции Величина коррекции со знаком плюс набрана на корректоре L17, закрепленном за данным
- 6. Схема линейной (осевой) коррекции N I G91 LF N2 GOI Z+IOO. L17 LF В кадре N2
- 7. Коррекция прямоугольных контуров При прямоугольном формообразовании иногда необходимо указывать коррекцию одновременно по двум осям. Команды на
- 8. Пример. Обработка окна с коррекцией на радиус Необходимо обработать окно во фланце концевой фрезой, (код фрезы
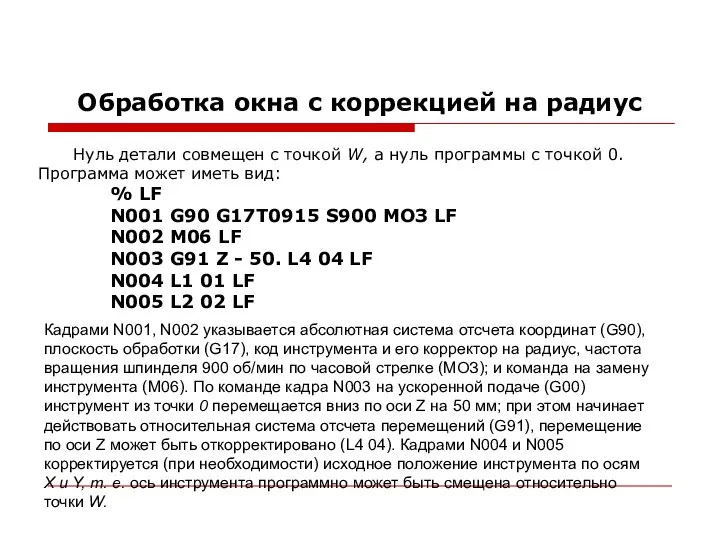
- 9. Обработка окна с коррекцией на радиус Нуль детали совмещен с точкой W, а нуль программы с
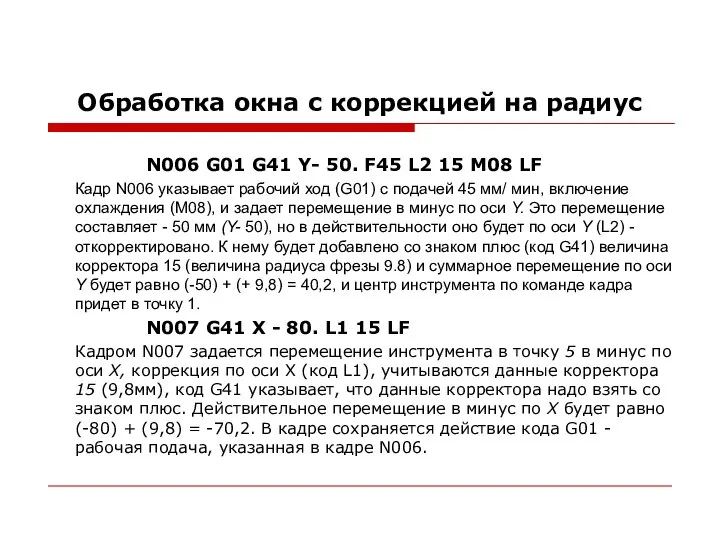
- 10. Обработка окна с коррекцией на радиус N006 G01 G41 Y- 50. F45 L2 15 М08 LF
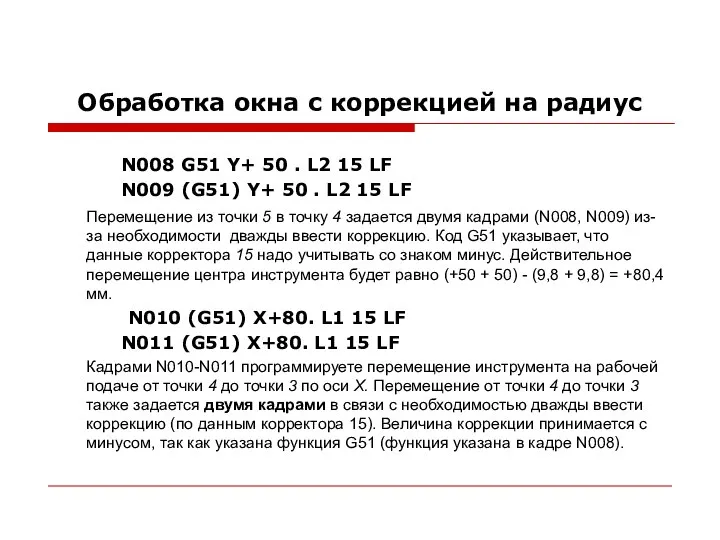
- 11. Обработка окна с коррекцией на радиус N008 G51 Y+ 50 . L2 15 LF N009 (G51)
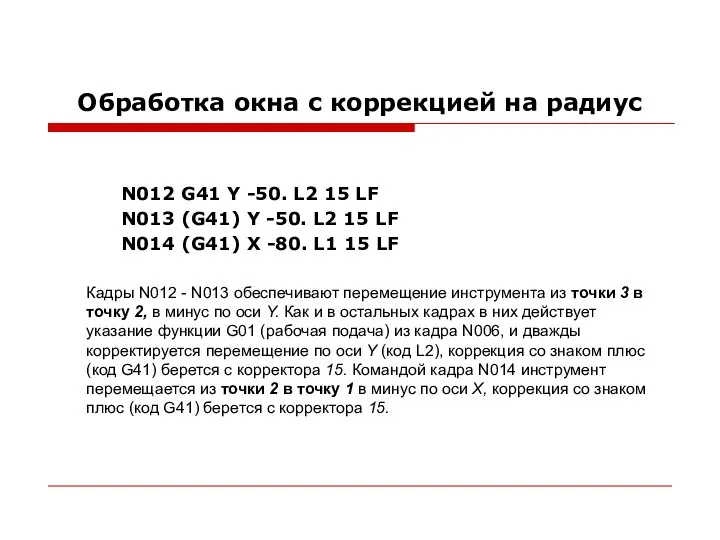
- 12. Обработка окна с коррекцией на радиус N012 G41 Y -50. L2 15 LF N013 (G41) Y
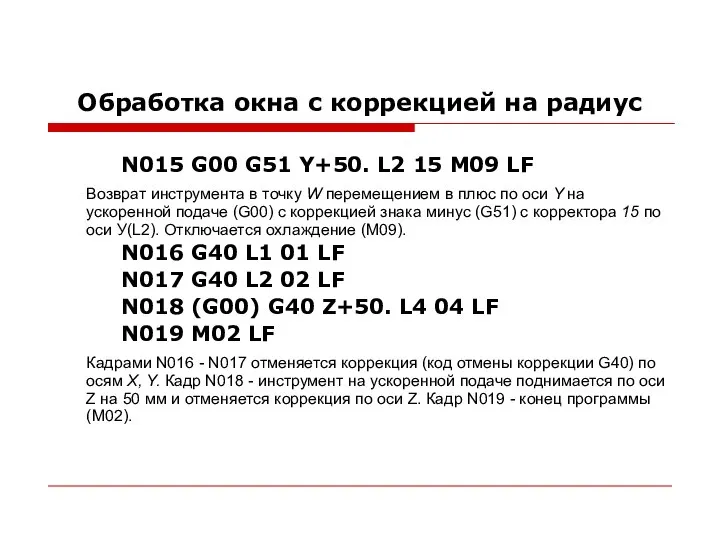
- 13. Обработка окна с коррекцией на радиус N015 G00 G51 Y+50. L2 15 М09 LF Возврат инструмента
- 14. Программирование методом подпрограмм Современные УЧПУ имеют достаточно большой набор (до 1000) постоянных подпрограмм. Постоянные подпрограммы, составленные
- 15. Пример Обработка прямоугольного паза Подпрограмма представлена как постоянный цикл, параметры которого задаются по определенным адресам, а
- 16. Обработка прямоугольного паза а - типовая схема; б - соосные пазы
- 18. Скачать презентацию

Типовые схемы фрезерования
а— в - зигзагообразные (а — ЗИГЗАГ, б
Типовые схемы фрезерования
а— в - зигзагообразные (а — ЗИГЗАГ, б
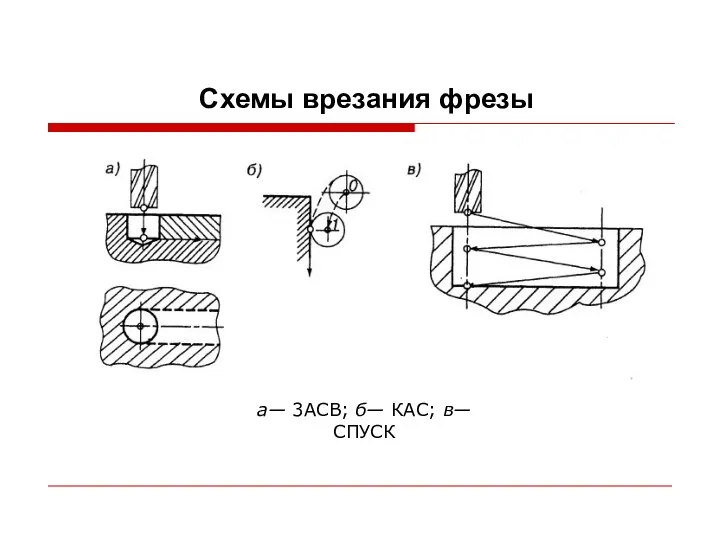
Схемы врезания фрезы
a— 3ACB; б— КАС; в— СПУСК
Схемы врезания фрезы
a— 3ACB; б— КАС; в— СПУСК
Программирование автоматического формирования траектории
инструмента при фрезеровании
Траектория движения центра инструмента
Программирование автоматического формирования траектории
инструмента при фрезеровании
Траектория движения центра инструмента

Схема линейной (осевой) коррекции
Величина коррекции со знаком плюс набрана на
Схема линейной (осевой) коррекции
Величина коррекции со знаком плюс набрана на
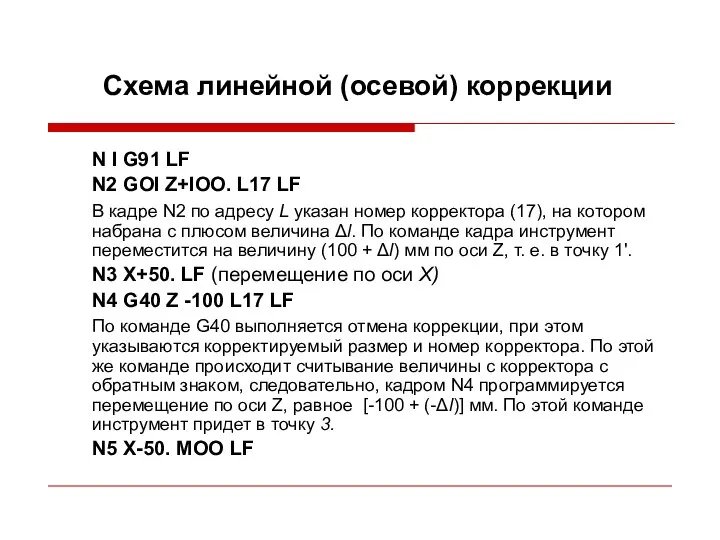
Схема линейной (осевой) коррекции
N I G91 LF
N2 GOI Z+IOO. L17 LF
В
Схема линейной (осевой) коррекции
N I G91 LF
N2 GOI Z+IOO. L17 LF
В
Коррекция прямоугольных контуров
При прямоугольном формообразовании иногда необходимо указывать коррекцию одновременно по двум
Коррекция прямоугольных контуров
При прямоугольном формообразовании иногда необходимо указывать коррекцию одновременно по двум

Пример.
Обработка окна с коррекцией на радиус
Необходимо обработать окно во
Пример.
Обработка окна с коррекцией на радиус
Необходимо обработать окно во
Обработка окна с коррекцией на радиус
Нуль детали совмещен с точкой W,
Обработка окна с коррекцией на радиус
Нуль детали совмещен с точкой W,
Обработка окна с коррекцией на радиус
N006 G01 G41 Y- 50. F45
Обработка окна с коррекцией на радиус
N006 G01 G41 Y- 50. F45
Обработка окна с коррекцией на радиус
N008 G51 Y+ 50 . L2
Обработка окна с коррекцией на радиус
N008 G51 Y+ 50 . L2
Обработка окна с коррекцией на радиус
N012 G41 Y -50. L2 15
Обработка окна с коррекцией на радиус
N012 G41 Y -50. L2 15
Обработка окна с коррекцией на радиус
N015 G00 G51 Y+50. L2 15
Обработка окна с коррекцией на радиус
N015 G00 G51 Y+50. L2 15
Программирование методом подпрограмм
Современные УЧПУ имеют достаточно большой набор (до 1000)
Программирование методом подпрограмм
Современные УЧПУ имеют достаточно большой набор (до 1000)
Пример
Обработка прямоугольного паза
Подпрограмма представлена как постоянный цикл, параметры
Пример
Обработка прямоугольного паза
Подпрограмма представлена как постоянный цикл, параметры
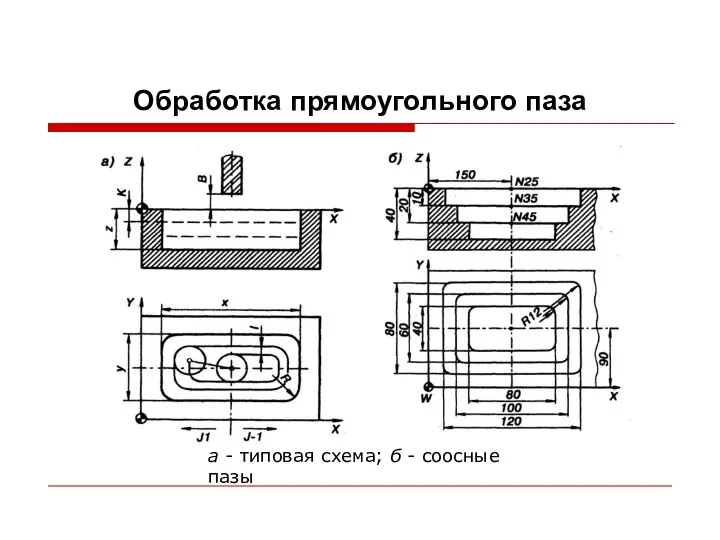
Обработка прямоугольного паза
а - типовая схема; б - соосные пазы
Обработка прямоугольного паза
а - типовая схема; б - соосные пазы
 Презентация на тему: Влияние алкоголя на здоровье женщины
Презентация на тему: Влияние алкоголя на здоровье женщины  Мәдениет марфологиясы: негізгі элементтері және құндылықтары
Мәдениет марфологиясы: негізгі элементтері және құндылықтары Виборчі технології
Виборчі технології Презентация Положення про атестацію
Презентация Положення про атестацію Избирательное право. Изготовление открытки-стикера молодому избирателю
Избирательное право. Изготовление открытки-стикера молодому избирателю Таможенное дело в СССР в 1917-1991 годы
Таможенное дело в СССР в 1917-1991 годы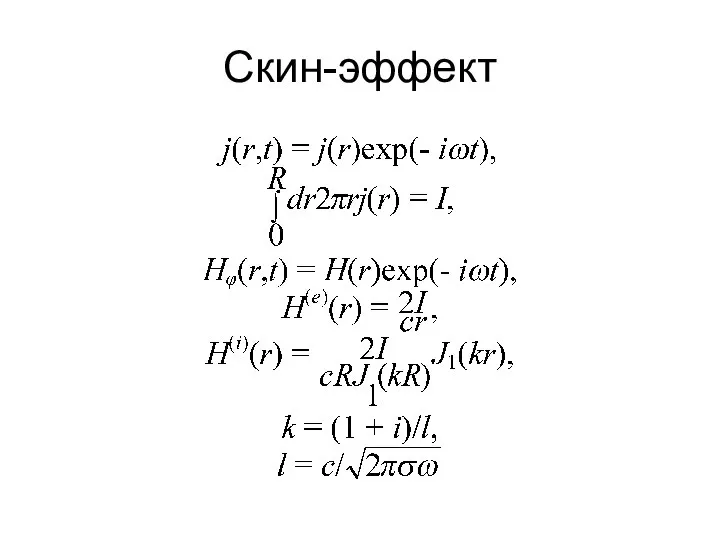 Скин-эффект
Скин-эффект Алгоритмы обработки массивов
Алгоритмы обработки массивов Процессные заболевания и методы их лечения Асхат Уразбаев ScrumTrek http://scrumtrek.ru
Процессные заболевания и методы их лечения Асхат Уразбаев ScrumTrek http://scrumtrek.ru Arduino. Представители семейства
Arduino. Представители семейства The United Kingdom of Great Britain and Northern Ireland and sports activities
The United Kingdom of Great Britain and Northern Ireland and sports activities Жостово. Техника росписи подносов
Жостово. Техника росписи подносов Работа в среде Турбо Паскаль. Составление программ с использованием процедур.
Работа в среде Турбо Паскаль. Составление программ с использованием процедур. Основы Православной культуры. Библия и Евангелие
Основы Православной культуры. Библия и Евангелие Финансы хозяйствующих субъектов
Финансы хозяйствующих субъектов Задачи с параметрами на определение свойств решений квадратных уравнений и неравенств
Задачи с параметрами на определение свойств решений квадратных уравнений и неравенств Политика и власть
Политика и власть Одоевцева Ирина Владимировна
Одоевцева Ирина Владимировна  Значение теоретической подготовки спортсменов для успешного выступления на соревнованиях
Значение теоретической подготовки спортсменов для успешного выступления на соревнованиях Введение в курс фармакологии
Введение в курс фармакологии Туристские слёты и соревнования учащихся
Туристские слёты и соревнования учащихся Налоговый учет
Налоговый учет Динамическое программирование. Принцип оптимальности Беллмана
Динамическое программирование. Принцип оптимальности Беллмана Презентация "Трудовой договор"
Презентация "Трудовой договор" Организационная деятельность вожатого в отряде
Организационная деятельность вожатого в отряде Современная фирма. Продукт фирмы Наша задача: сформировать представление об экономической природе фирмы; дать характеристику фир
Современная фирма. Продукт фирмы Наша задача: сформировать представление об экономической природе фирмы; дать характеристику фир Russia
Russia Интерфейсы. Объектно - ориентированное программирование
Интерфейсы. Объектно - ориентированное программирование