Разработка технологического процесса механической обработки узла на примере детали «Сектор фермы опорной»
- Разработка технологического процесса механической обработки узла на примере детали «Сектор фермы опорной»

Содержание
- 2. Целью проекта является обоснование возможности механической обработки узла «Сектор» на горизонтальном фрезерно-расточном станке НС17Ф2 на предприятии
- 3. Сборочный чертеж узла «Сектор»
- 4. Чертеж заготовки узла «Сектор»
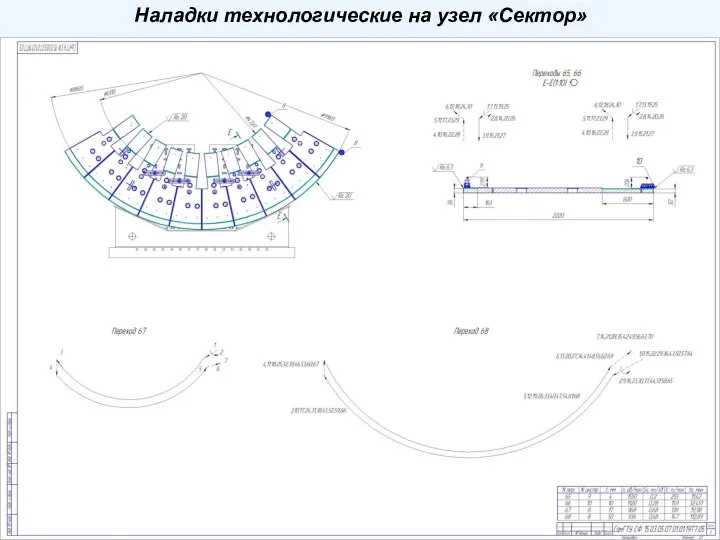
- 5. Наладки технологические на узел «Сектор»
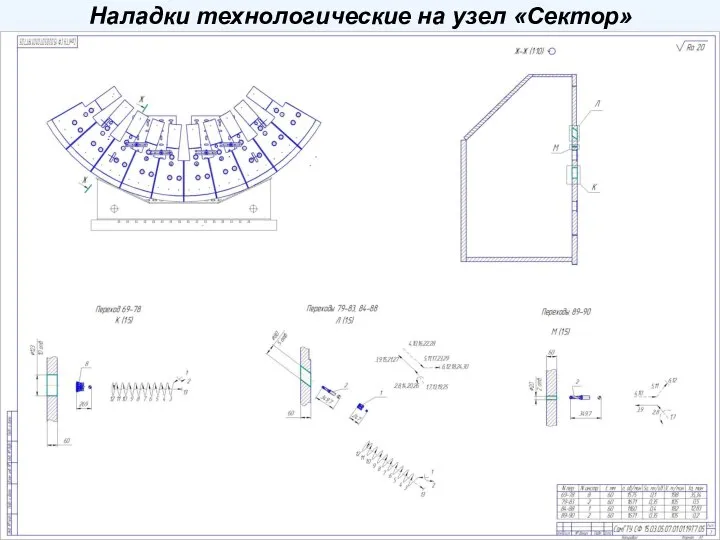
- 6. Наладки технологические на узел «Сектор»
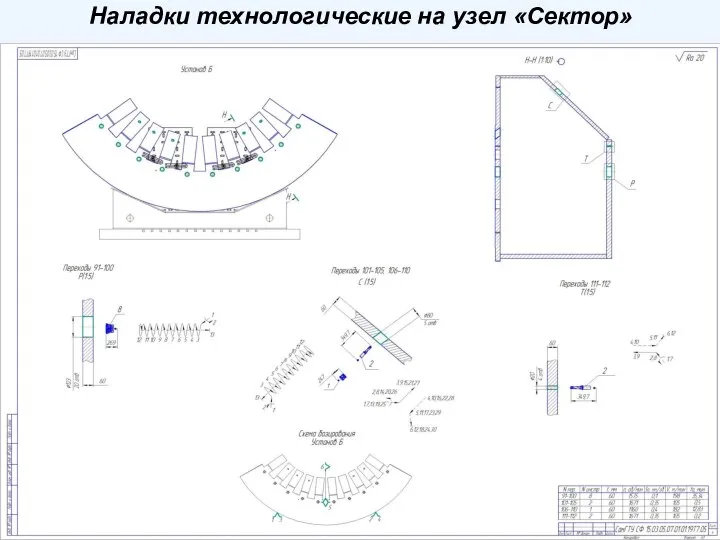
- 7. Наладки технологические на узел «Сектор»
- 8. Наладки технологические на узел «Сектор»
- 9. Оснастка для установки узла «Сектор» на стол станка НС17Ф2
- 10. Инструментальная раскладка
- 11. Расположение станка НС17Ф2 в механосборочном цехе №5
- 12. Применение метода круговой интерполяции и погрешность его выполнения
- 13. Технико-экономический расчет
- 14. Вывод В ходе проведенной работы был сделан вывод о том, что разработанный технологический процесс механической обработки
- 16. Скачать презентацию
Целью проекта является обоснование возможности механической обработки узла «Сектор» на горизонтальном
Целью проекта является обоснование возможности механической обработки узла «Сектор» на горизонтальном
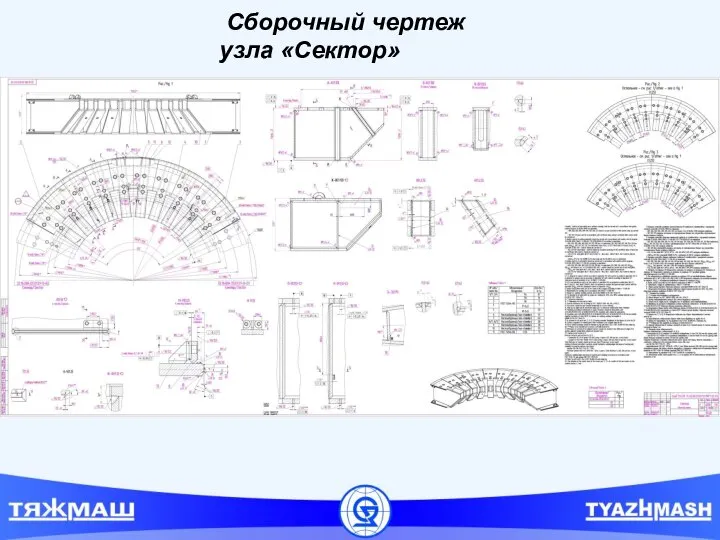
Сборочный чертеж узла «Сектор»
Сборочный чертеж узла «Сектор»
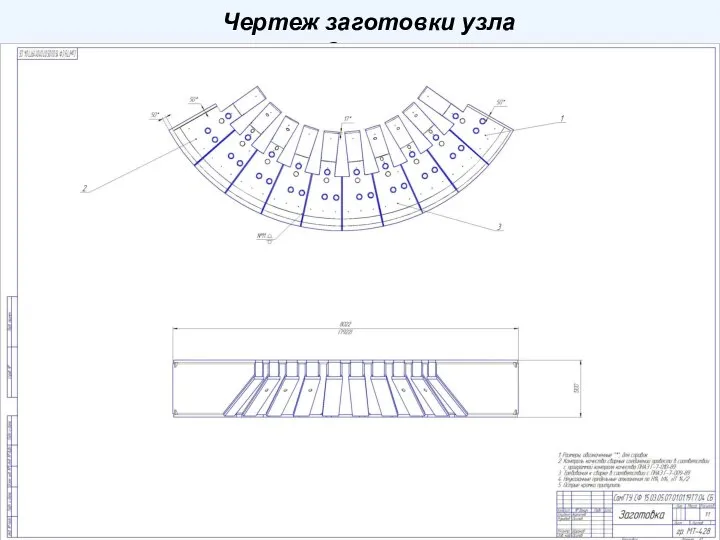
Чертеж заготовки узла «Сектор»
Чертеж заготовки узла «Сектор»
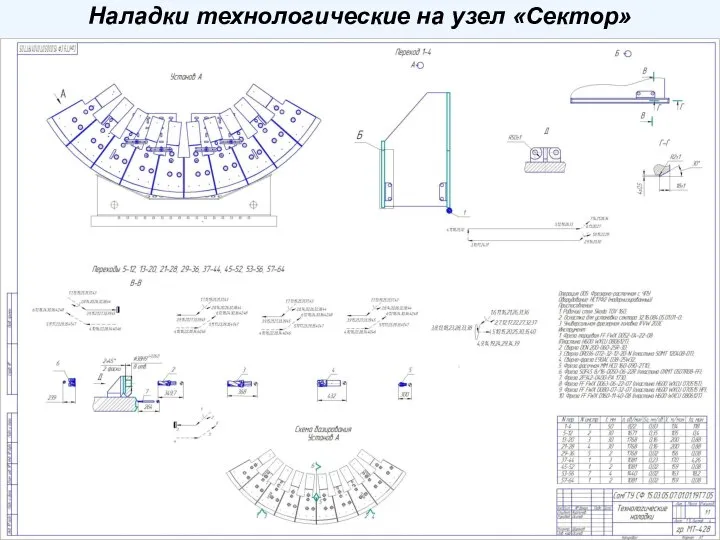
Наладки технологические на узел «Сектор»
Наладки технологические на узел «Сектор»
Наладки технологические на узел «Сектор»
Наладки технологические на узел «Сектор»
Наладки технологические на узел «Сектор»
Наладки технологические на узел «Сектор»
Наладки технологические на узел «Сектор»
Наладки технологические на узел «Сектор»
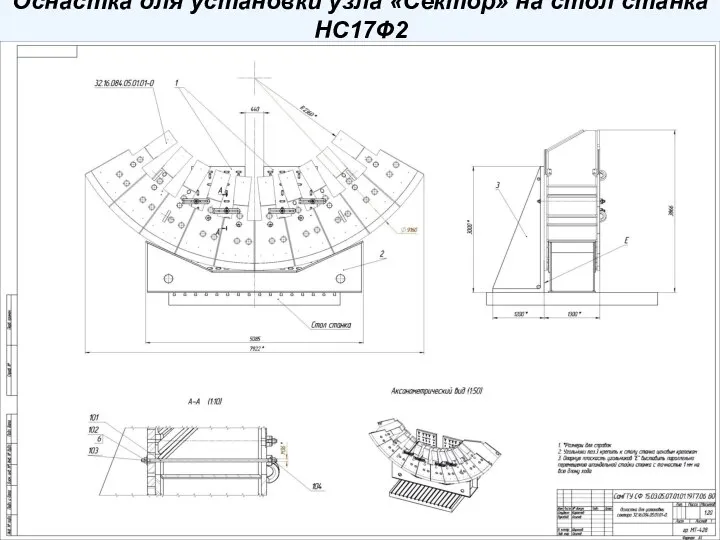
Оснастка для установки узла «Сектор» на стол станка НС17Ф2
Оснастка для установки узла «Сектор» на стол станка НС17Ф2
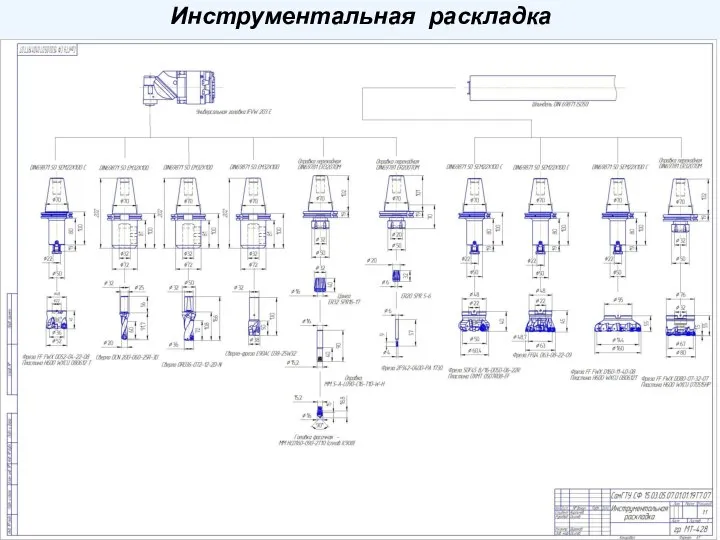
Инструментальная раскладка
Инструментальная раскладка

Расположение станка НС17Ф2 в механосборочном цехе №5
Расположение станка НС17Ф2 в механосборочном цехе №5
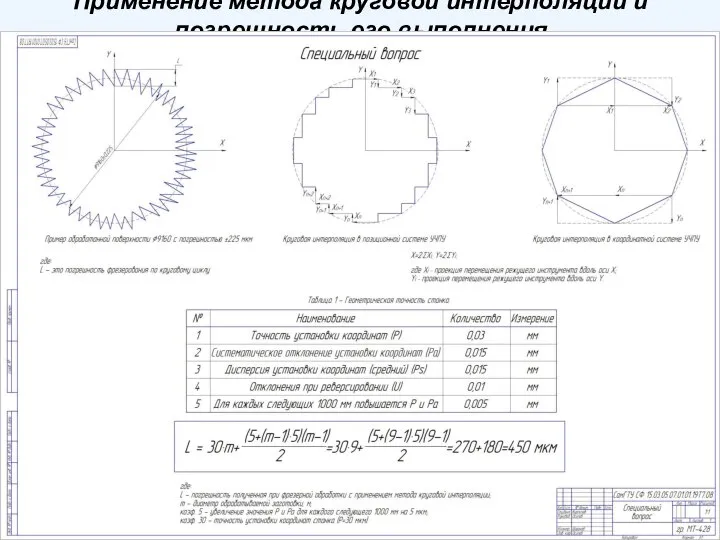
Применение метода круговой интерполяции и погрешность его выполнения
Применение метода круговой интерполяции и погрешность его выполнения
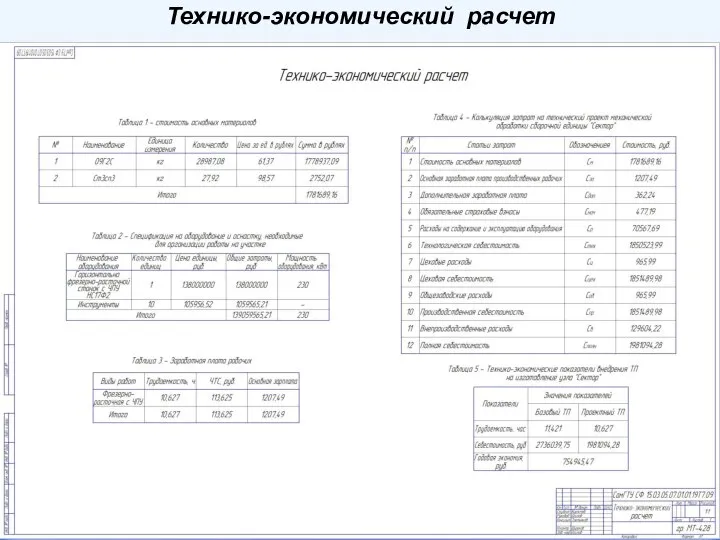
Технико-экономический расчет
Технико-экономический расчет
Вывод
В ходе проведенной работы был сделан вывод о том, что разработанный
Вывод
В ходе проведенной работы был сделан вывод о том, что разработанный
 Логические элементы
Логические элементы Планирование на предприятии
Планирование на предприятии  Ядерные реакторы
Ядерные реакторы Многофункциональный жилой комплекс
Многофункциональный жилой комплекс Сведения по материаловедению. Элементы графической грамотности
Сведения по материаловедению. Элементы графической грамотности Основы биоклиматологии
Основы биоклиматологии  Концепции и школы менеджмента
Концепции и школы менеджмента Художественная культура Византии
Художественная культура Византии История образования и педагогической мысли в Новейшее время.
История образования и педагогической мысли в Новейшее время. Русский портрет в первой половине XVII в
Русский портрет в первой половине XVII в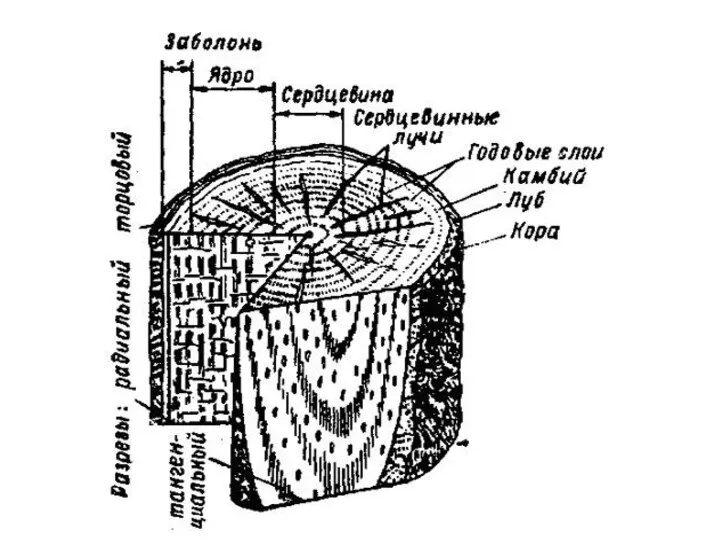 Микроструктура древесины сосны
Микроструктура древесины сосны ВИРУСНЫЕ ИНФЕКЦИОННЫЕ БОЛЕЗНИ
ВИРУСНЫЕ ИНФЕКЦИОННЫЕ БОЛЕЗНИ Презентация Юрий Визбор
Презентация Юрий Визбор Высшее образование в Ирландии
Высшее образование в Ирландии  Джон Бейтс Кларк (1847—1938)
Джон Бейтс Кларк (1847—1938) Система имитационного моделирования
Система имитационного моделирования Определение поставщика, подрядчика, исполнителя, путем проведения конкурса в электронной форме. Электронный конкурс
Определение поставщика, подрядчика, исполнителя, путем проведения конкурса в электронной форме. Электронный конкурс ПСИХОЛОГИЧЕСКАЯ ПОДГОТОВКА ОБУЧАЮЩИХСЯ К ГИА СТРАТЕГИЯ ПОДГОТОВКИ ОБУЧАЮЩИХСЯ К ЭКЗАМЕНАМ I ЧАСТЬ
ПСИХОЛОГИЧЕСКАЯ ПОДГОТОВКА ОБУЧАЮЩИХСЯ К ГИА СТРАТЕГИЯ ПОДГОТОВКИ ОБУЧАЮЩИХСЯ К ЭКЗАМЕНАМ I ЧАСТЬ Киберспорт – это спорт
Киберспорт – это спорт Фрикционные передачи
Фрикционные передачи КГМУ Кафедра общей хирургии Общие вопросы хирургии повреждений Механическая травма. Вывихи. Переломы. Первая помощь, лечение.
КГМУ Кафедра общей хирургии Общие вопросы хирургии повреждений Механическая травма. Вывихи. Переломы. Первая помощь, лечение.  Компьютерные сети. Тест
Компьютерные сети. Тест Разработчики программы: Разработчики программы: МО учителей гуманиатарного цикла «Гуманитариум-Универ»
Разработчики программы: Разработчики программы: МО учителей гуманиатарного цикла «Гуманитариум-Универ» Численные методы оптимизации
Численные методы оптимизации  Банкет - приемы
Банкет - приемы Основы программирования E-Products
Основы программирования E-Products Как стать поставщиком ОАО «РЖД». Типичные ошибки участников закупок при подготовке заявок
Как стать поставщиком ОАО «РЖД». Типичные ошибки участников закупок при подготовке заявок Matka Boża
Matka Boża