- Режим возвращения в ноль. Панель HAAS

Содержание
- 2. РЕЖИМ ВОЗВРАЩЕНИЯ В НОЛЬ Панель HAAS
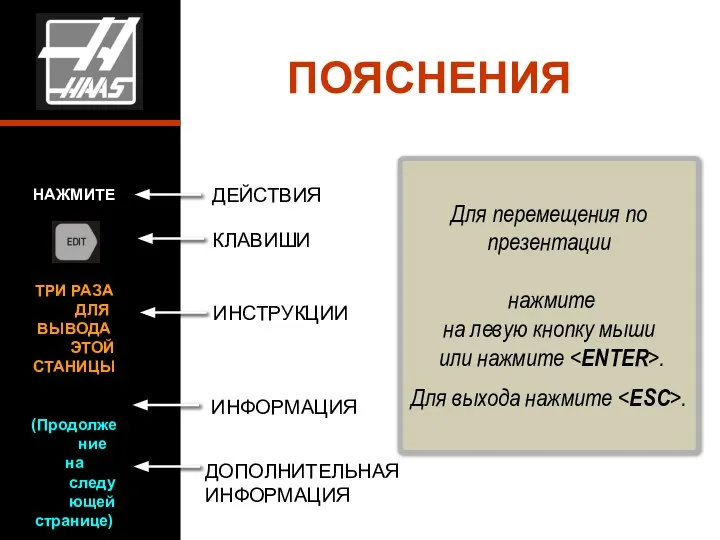
- 3. НАЖМИТЕ ТРИ РАЗА ДЛЯ ВЫВОДА ЭТОЙ СТАНИЦЫ (Продолжение на следующей странице) Примечание: ПОЯСНЕНИЯ ДЕЙСТВИЯ ИНСТРУКЦИИ КЛАВИШИ
- 4. РЕЖИМ ВОЗВРАЩЕНИЯ В НОЛЬ Этот материал позволит Вам ознакомиться с Режимом Возвращения в Ноль системы управления
- 5. Местоположение кнопок режима возвращения в ноль станка
- 6. Кнопки Возврат в Ноль Станка ВОЗВРАТ В НОЛЬ: ВСЕ ОСИ: НАЧАЛО ОТСЧЁТА: ОДИНОЧНАЯ ОСЬ: HOME G28:
- 7. Кнопка Возврат в Ноль Станка: PROGRAM (ZERO RET) O91002 N00000 (OPERATOR) (WORK G54) X 0.0000 in
- 8. Кнопка Все Оси: PROGRAM (ZERO RET) O91002 N00000 (OPERATOR) (WORK G54) X 0.0000 in X 12.1705
- 9. Кнопка Начало Отсчёта: PROGRAM (ZERO RET) O91002 N00000 (OPERATOR) (WORK G54) X 0.0000 in X 12.1705
- 10. Кнопка Одиночная Ось: PROGRAM (ZERO RET) O91002 N00000 (OPERATOR) (WORK G54) X 0.0000 in X 12.1705
- 11. Кнопка Home G28: PROGRAM (ZERO RET) O91002 N00000 (OPERATOR) (WORK G54) X 0.0000 in X 12.1705
- 13. Скачать презентацию
РЕЖИМ ВОЗВРАЩЕНИЯ В НОЛЬ
Панель HAAS
РЕЖИМ ВОЗВРАЩЕНИЯ В НОЛЬ
Панель HAAS
НАЖМИТЕ
ТРИ РАЗА ДЛЯ
ВЫВОДА ЭТОЙ
СТАНИЦЫ
(Продолжение
на следующей
странице)
Примечание:
ПОЯСНЕНИЯ
ДЕЙСТВИЯ
ИНСТРУКЦИИ
КЛАВИШИ
ИНФОРМАЦИЯ
Для перемещения по
презентации
нажмите
ТРИ РАЗА ДЛЯ
ВЫВОДА ЭТОЙ
СТАНИЦЫ
(Продолжение
на следующей
странице)
Примечание:
ПОЯСНЕНИЯ
ДЕЙСТВИЯ
ИНСТРУКЦИИ
КЛАВИШИ
ИНФОРМАЦИЯ
Для перемещения по презентации нажмите
РЕЖИМ ВОЗВРАЩЕНИЯ В НОЛЬ
Этот материал позволит Вам ознакомиться
с Режимом Возвращения
РЕЖИМ ВОЗВРАЩЕНИЯ В НОЛЬ
Этот материал позволит Вам ознакомиться
с Режимом Возвращения
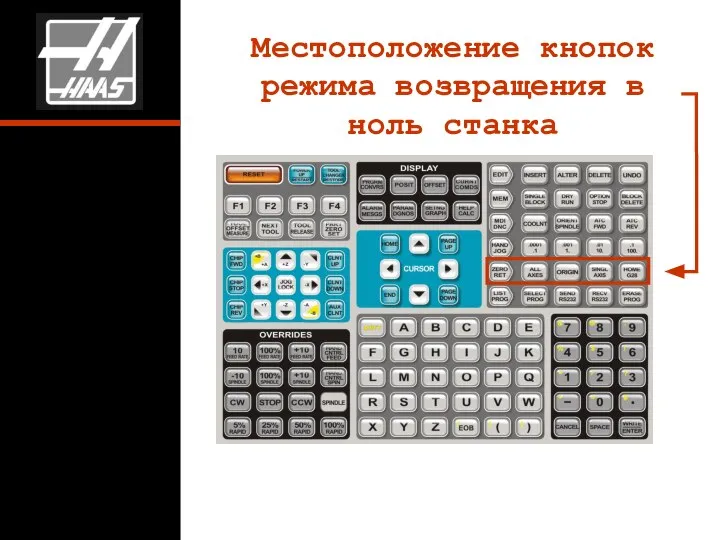
Местоположение кнопок режима возвращения в
ноль станка
Местоположение кнопок режима возвращения в
ноль станка
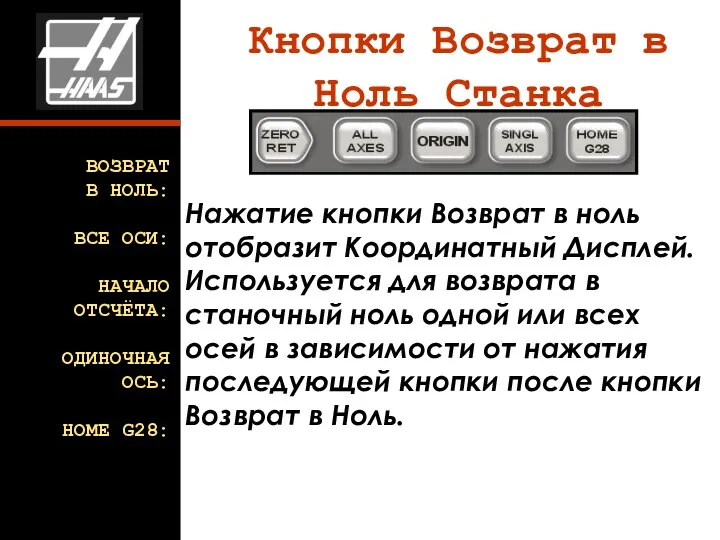
Кнопки Возврат в Ноль Станка
ВОЗВРАТ
В НОЛЬ:
ВСЕ ОСИ:
НАЧАЛО
ОТСЧЁТА:
ОДИНОЧНАЯ
ОСЬ:
HOME G28:
Нажатие кнопки Возврат в
Кнопки Возврат в Ноль Станка
ВОЗВРАТ
В НОЛЬ:
ВСЕ ОСИ:
НАЧАЛО
ОТСЧЁТА:
ОДИНОЧНАЯ
ОСЬ:
HOME G28:
Нажатие кнопки Возврат в
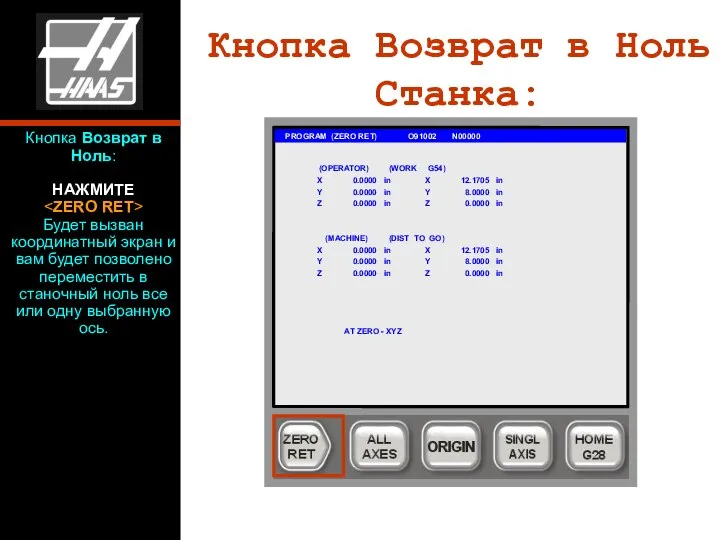
Кнопка Возврат в Ноль Станка:
PROGRAM (ZERO RET) O91002 N00000
Кнопка Возврат в Ноль Станка:
PROGRAM (ZERO RET) O91002 N00000
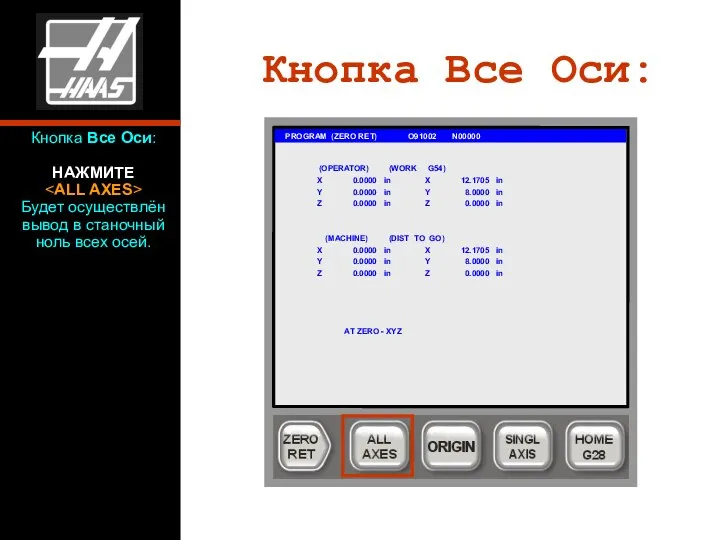
Кнопка Все Оси:
PROGRAM (ZERO RET) O91002 N00000
(OPERATOR) (WORK G54)
X 0.0000
Кнопка Все Оси:
PROGRAM (ZERO RET) O91002 N00000
(OPERATOR) (WORK G54)
X 0.0000
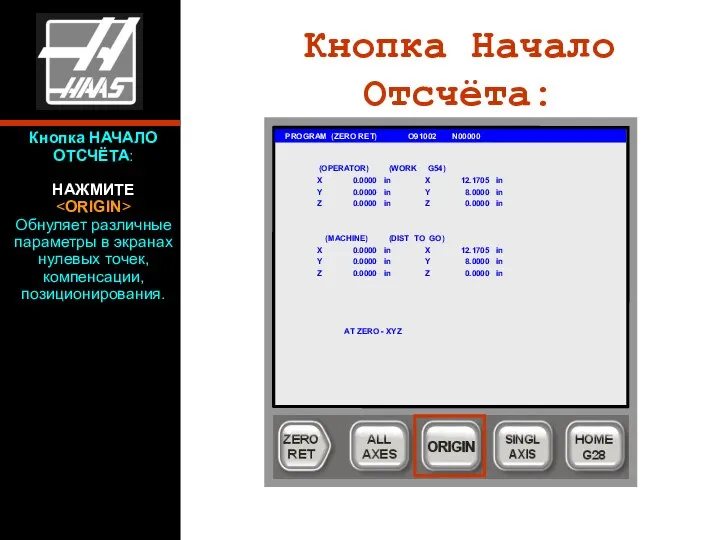
Кнопка Начало Отсчёта:
PROGRAM (ZERO RET) O91002 N00000
(OPERATOR) (WORK G54)
X 0.0000
Кнопка Начало Отсчёта:
PROGRAM (ZERO RET) O91002 N00000
(OPERATOR) (WORK G54)
X 0.0000
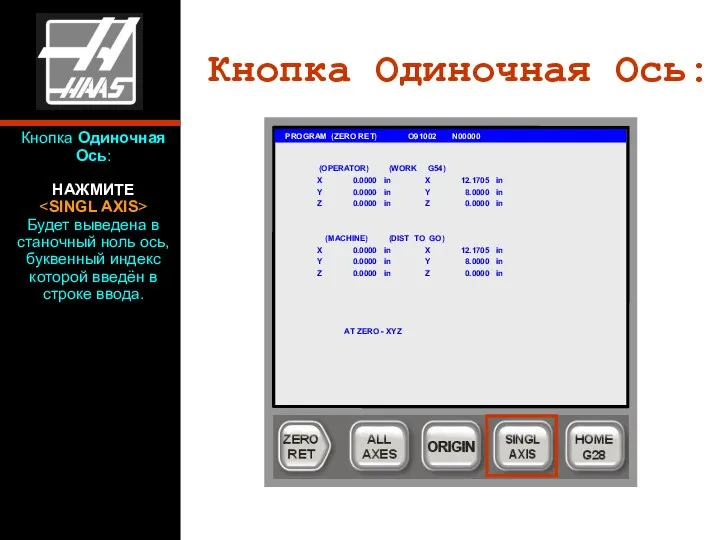
Кнопка Одиночная Ось:
PROGRAM (ZERO RET) O91002 N00000
(OPERATOR) (WORK G54)
X 0.0000
Кнопка Одиночная Ось:
PROGRAM (ZERO RET) O91002 N00000
(OPERATOR) (WORK G54)
X 0.0000
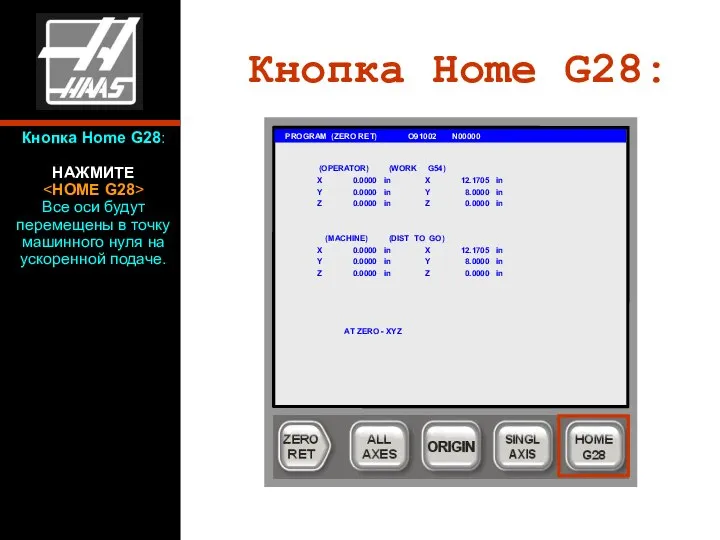
Кнопка Home G28:
PROGRAM (ZERO RET) O91002 N00000
(OPERATOR) (WORK G54)
X 0.0000
Кнопка Home G28:
PROGRAM (ZERO RET) O91002 N00000
(OPERATOR) (WORK G54)
X 0.0000
 Экономика России в 17 веке
Экономика России в 17 веке Структура английского предложения Учитель английского языка
Структура английского предложения Учитель английского языка  Джерела конституційного права України
Джерела конституційного права України Как шум влияет на подростка.
Как шум влияет на подростка. Программируемые логические структуры
Программируемые логические структуры Политика и власть
Политика и власть Как принять предложение о проведении капитального ремонта
Как принять предложение о проведении капитального ремонта Режимы работы трансформатора и его характеристики
Режимы работы трансформатора и его характеристики Слон - презентация для начальной школы
Слон - презентация для начальной школы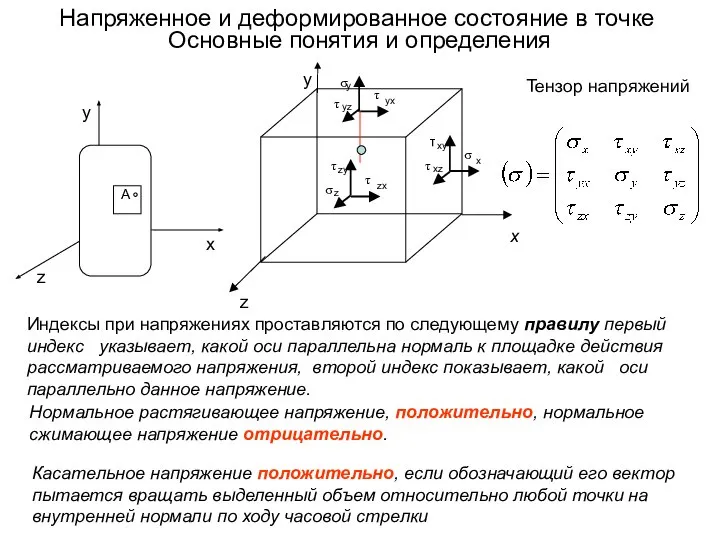 Напряженное и деформированное состояние в точке. Основные понятия и определения
Напряженное и деформированное состояние в точке. Основные понятия и определения Приведение типов и контейнеры
Приведение типов и контейнеры Владимир Вольфович Жириновский
Владимир Вольфович Жириновский Функции проверки
Функции проверки Новые поступления (март)
Новые поступления (март) Hardware printer
Hardware printer Соцреализм
Соцреализм Технологична ли компания Nu Skin? В своих докладах представители компании рассказывают о ее исключительной научной и технологическ
Технологична ли компания Nu Skin? В своих докладах представители компании рассказывают о ее исключительной научной и технологическ ИНТЕГРИРОВАННЫЙ КВН – СОЦИАЛЬНО ЗНАЧИМЫЙ ПРОЕКТ ИНСТИТУТА СНГ. - презентация
ИНТЕГРИРОВАННЫЙ КВН – СОЦИАЛЬНО ЗНАЧИМЫЙ ПРОЕКТ ИНСТИТУТА СНГ. - презентация Ватикан
Ватикан Тур Россия - Федерация
Тур Россия - Федерация Соотношение охранных зон и публичных сервитутов
Соотношение охранных зон и публичных сервитутов Методики лучевой диагностики
Методики лучевой диагностики Северо-Западный федеральный округ Выполнил: Майстренко Денис Т-115
Северо-Западный федеральный округ Выполнил: Майстренко Денис Т-115 Цена медицинской услуги
Цена медицинской услуги Асептика. Антисептика
Асептика. Антисептика Проект «Откуда дырки в сыре» выполнил Бугаев Лев, ученик 1 «В» класса, школы №1207 г.Москва
Проект «Откуда дырки в сыре» выполнил Бугаев Лев, ученик 1 «В» класса, школы №1207 г.Москва Презентация Северная Европа
Презентация Северная Европа Кухня. Особенности проектирования. Материалы. Мебель
Кухня. Особенности проектирования. Материалы. Мебель