- Система допусков и посадок для элементов деталей с гладкой поверхностью

Содержание
- 2. Отверстие и вал Верхнее отклонение ES, es - алгебраическая разность между наибольшим и номинальным размерами. ES
- 3. Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки. Допуск посадки – Сумма
- 4. Единая система допусков и посадок (ЕСДП) Системой допусков и посадок называется закономерно построенная совокупность стандартизованных допусков
- 5. Выбор размеров, ряды предпочтительных чисел Номинальные линейные размеры (диаметры, длины, уступы, глубины, расстояния между осями и
- 6. Исходя из особенностей взаимосвязи размера детали и возможности в отношении точности изготовления, установленные в системах допусков
- 7. Для некоторых квалитетов (0,1; 0; 1) допуски определяются по специальным формулам. В табл. 2.2 приведено количество
- 8. Второй принцип построения СДП (установлено 27 основных отклонений валов и 27 основных отклонений отверстий) Основные отклонения
- 9. El = -es; ES = -ei.
- 10. Третий принцип построения СДП (Предусмотрены системы образования посадок) Система отверстия и вала В системе отверстия различные
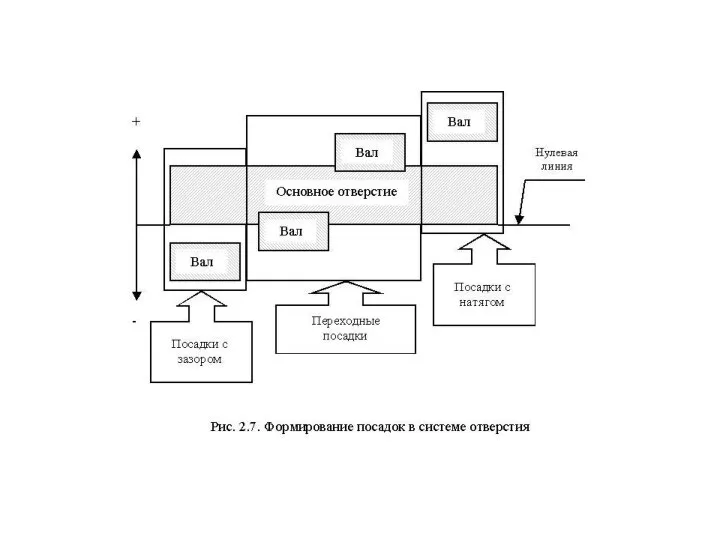
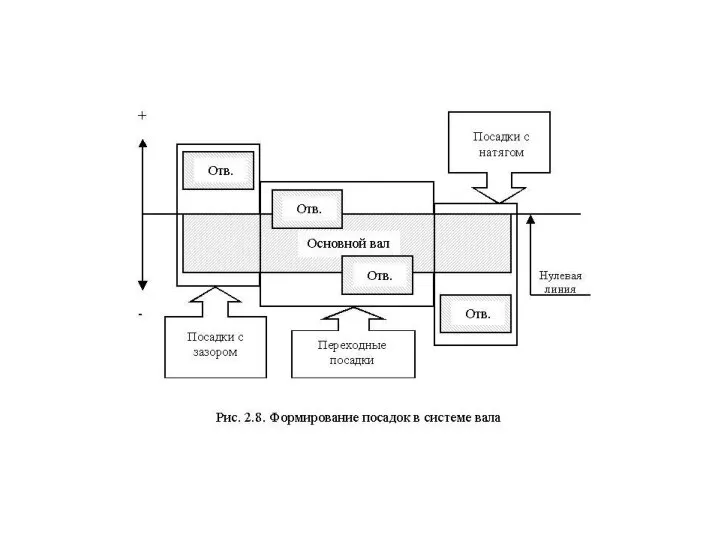
- 11. Сущность этих систем заключается в том, что при образовании всех трех видов посадок вводится ограничение на
- 14. Система вала применяется в следующих случаях: 1. Когда на вал одного диаметра требуется установить несколько деталей
- 15. Четвертый принцип построения СДП (установлена нормальная температура.) +200С Правила образования посадок 1. Посадки с 4-го по
- 16. Посадки в ЕСДП и их обозначение на чертежах В системе отверстия различные посадки образуются сочетанием всего
- 17. Обозначение посадок на чертежах деталей
- 19. Здесь G - основное отклонение для отверстия: 7 - квалитет для отверстия; h - основной вал
- 20. Посадки Посадка - характер соединения деталей, определяемый значениями получающихся в нем зазоров или натягов. Зазор -
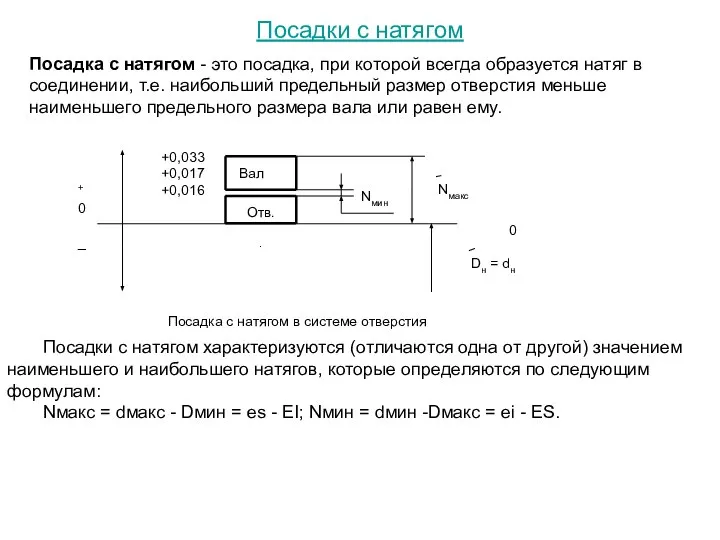
- 21. . Dн = 105 мм. ES = 0,035 мм. EI = 0. dн = 105 мм.
- 22. Посадки с натягом Посадка с натягом - это посадка, при которой всегда образуется натяг в соединении,
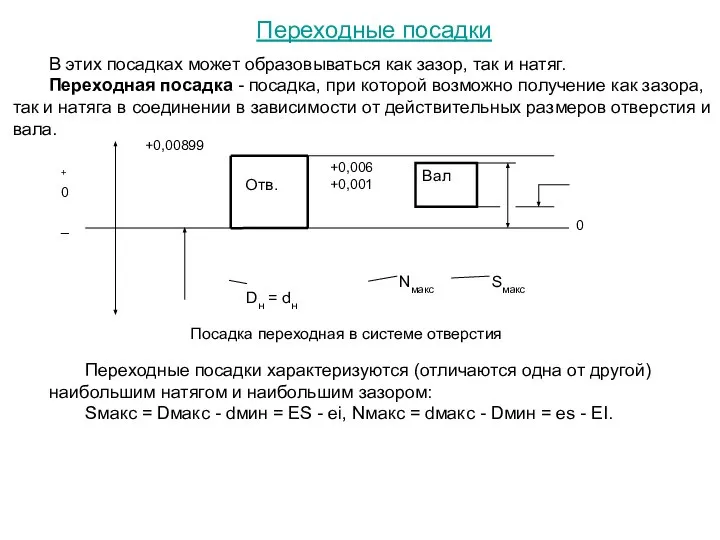
- 23. Переходные посадки В этих посадках может образовываться как зазор, так и натяг. Переходная посадка - посадка,
- 24. В практической деятельности используются предпочтительные поля допусков. Это в значительной мере способствует экономической эффективности производства, поскольку
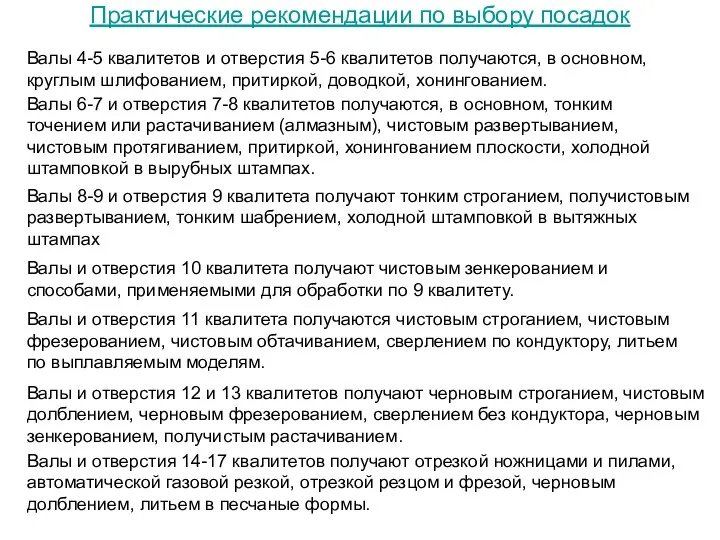
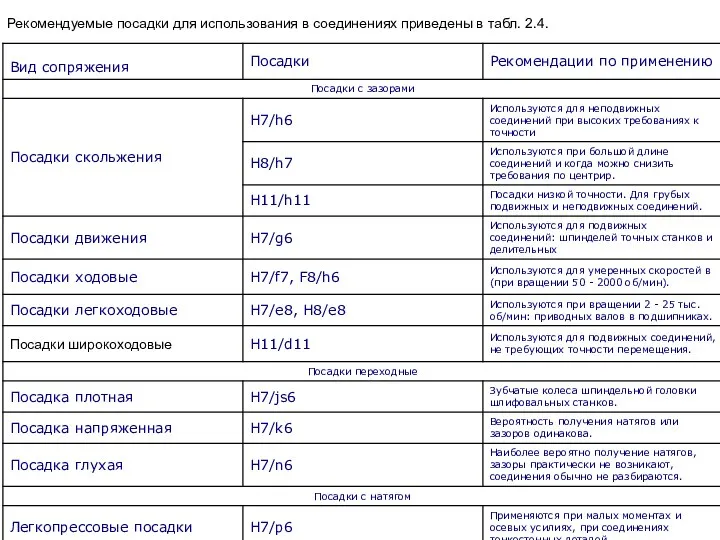
- 25. Практические рекомендации по выбору посадок Валы 4-5 квалитетов и отверстия 5-6 квалитетов получаются, в основном, круглым
- 26. Рекомендуемые посадки для использования в соединениях приведены в табл. 2.4.
- 27. Калибры. Требования к точности и контроль деталей калибрами Годность деталей с допуском от IT6 до IT17,
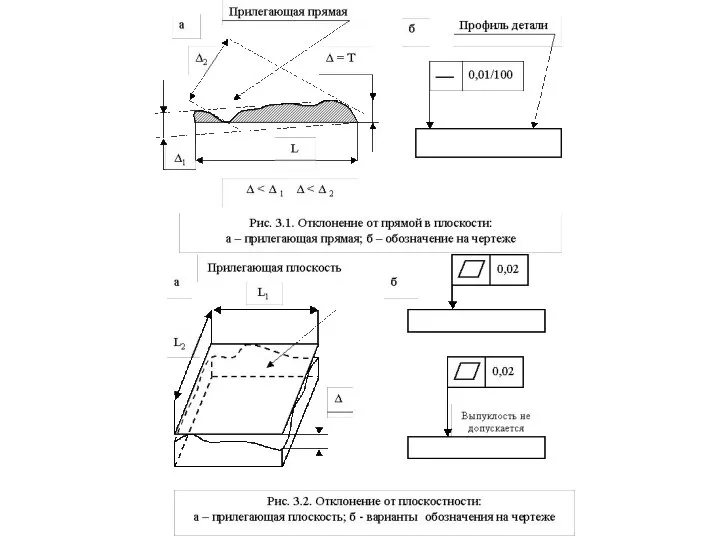
- 28. НОРМИРОВАНИЕ ТОЧНОСТИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ Отклонение формы поверхностей Отклонением формы называется отклонение реальной поверхности
- 29. Отсчет этого отклонения производится от точек реального профиля до прилегающей прямой. Прилегающей называется прямая, которая касается
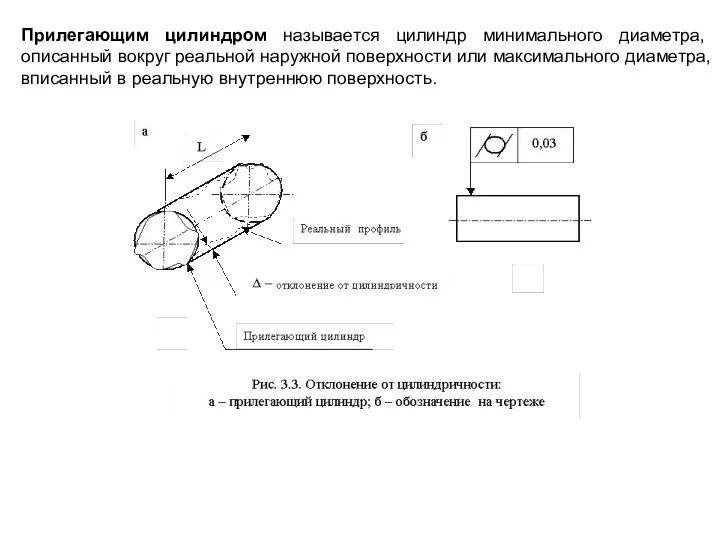
- 31. Прилегающим цилиндром называется цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности или максимального диаметра, вписанный в
- 34. Таким образом, отклонение от прямолинейности в плоскости - это наибольшее расстояние Δ (E) от точек реального
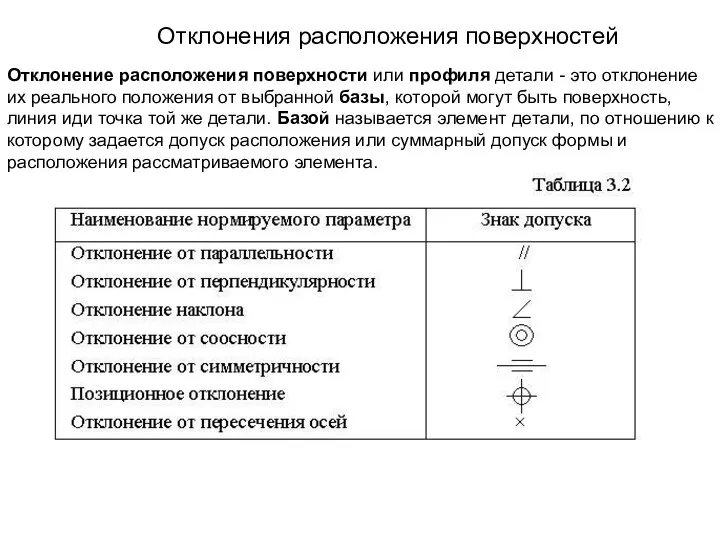
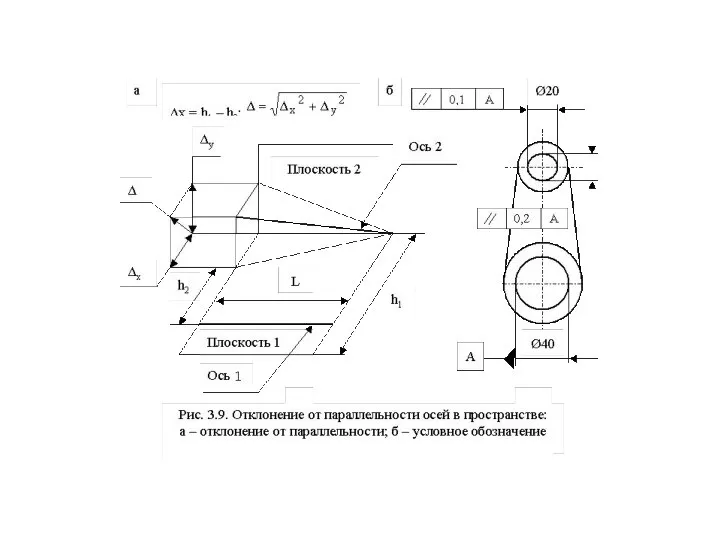
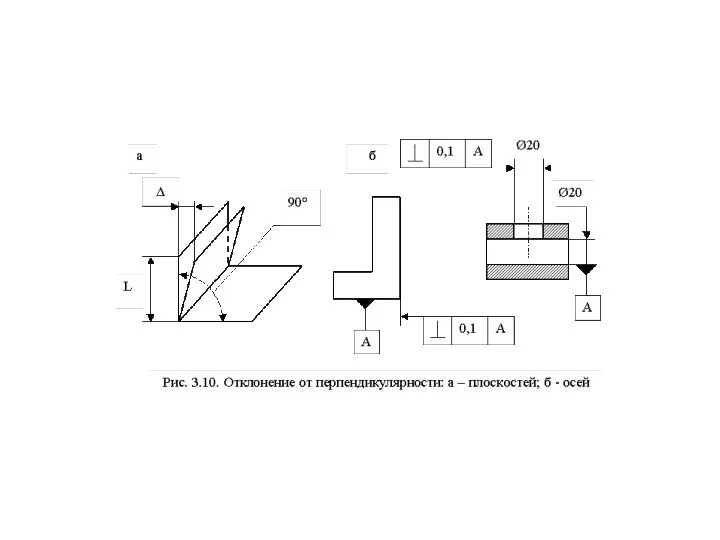
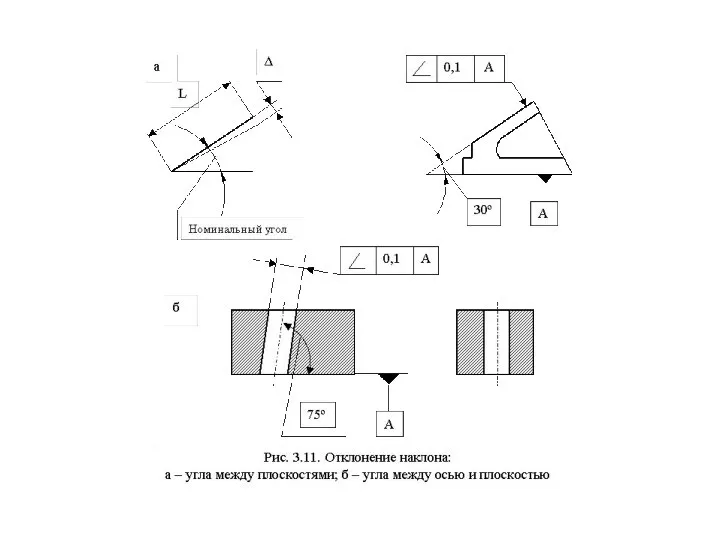
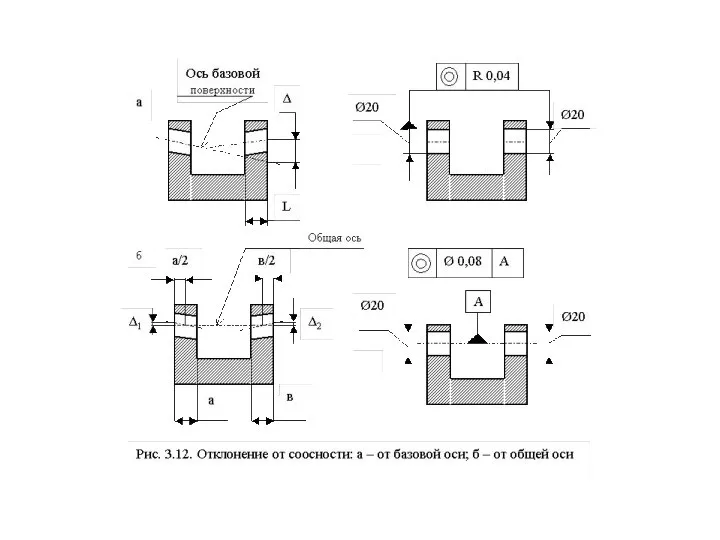
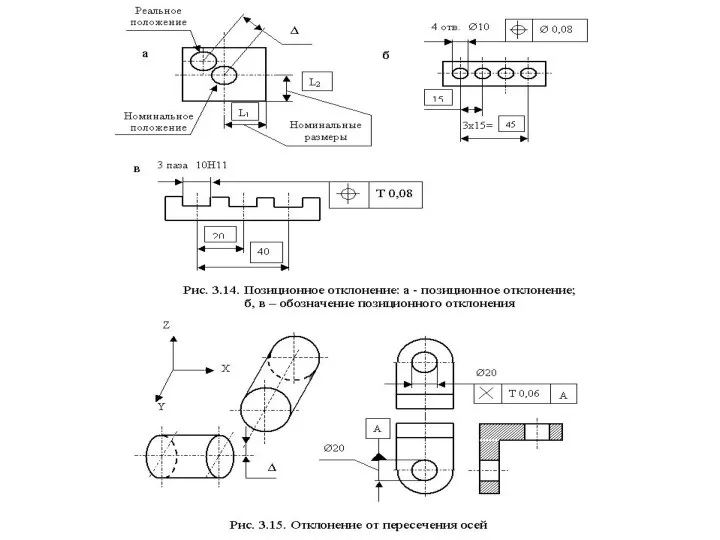
- 35. Отклонения расположения поверхностей Отклонение расположения поверхности или профиля детали - это отклонение их реального положения от
- 44. Суммарные отклонения формы и расположения поверхностей Допускается использовать любые сочетания отклонений формы и расположения, если между
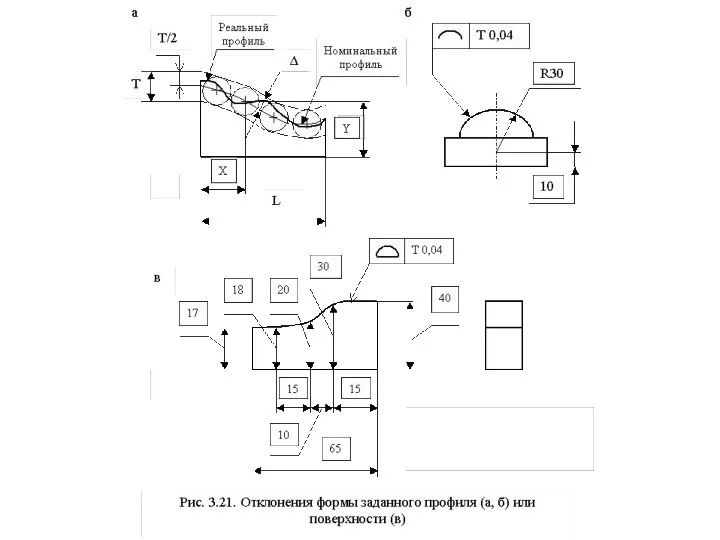
- 47. Отклонение формы заданного профиля или поверхности - это наибольшее отклонение точек реального профиля или поверхности от
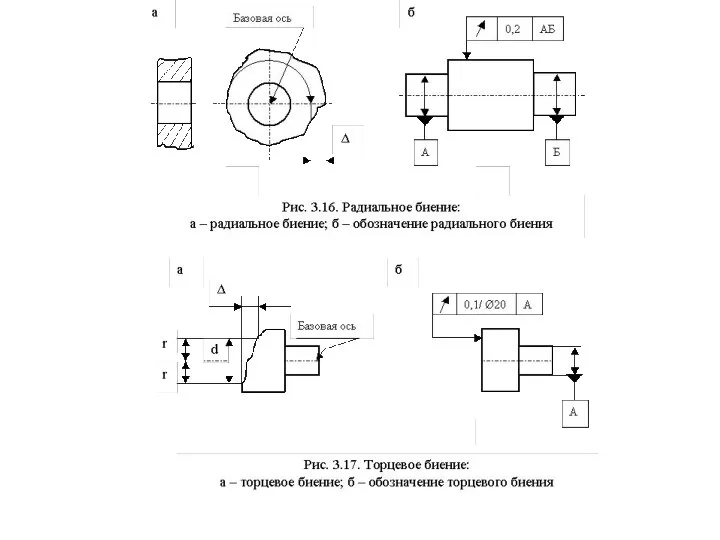
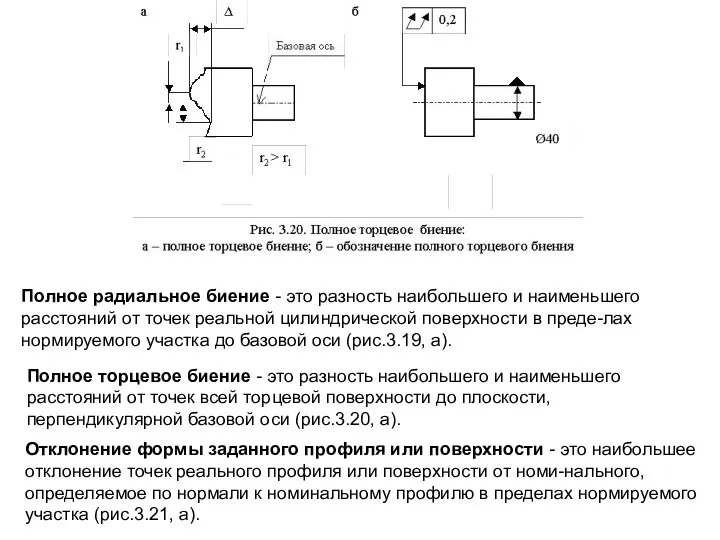
- 49. Радиальное биение - это разность наибольшего и наименьшего расстояний от точек реального профиля поверхности до базовой
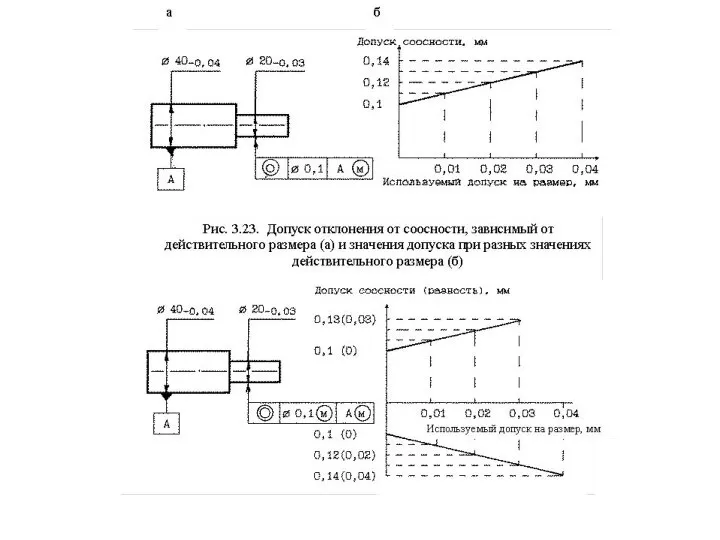
- 50. Зависимые отклонения и допуски формы и расположения поверхностей Отклонения формы и расположения поверхностей могут зависеть от
- 51. Итак, зависимое отклонение (допуск) формы и расположения поверхностей - это отклонение (допуск), зависящее от действительных размеров
- 53. Числовые значения отклонений (допусков) формы и расположения поверхностей Согласно ГОСТ 24643 (Основные нормы взаимозаменяемости. Допуски расположения.
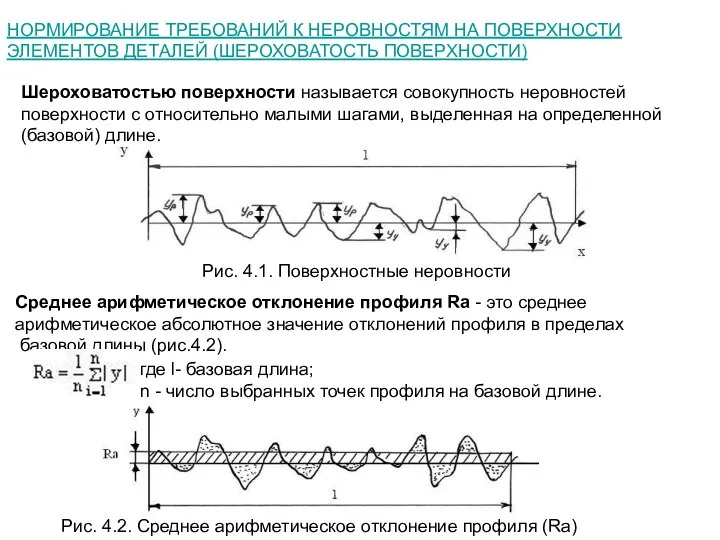
- 54. НОРМИРОВАНИЕ ТРЕБОВАНИЙ К НЕРОВНОСТЯМ НА ПОВЕРХНОСТИ ЭЛЕМЕНТОВ ДЕТАЛЕЙ (ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ) Шероховатостью поверхности называется совокупность неровностей поверхности
- 55. Высота неровностей по десяти точкам Высота неровностей по десяти точкам Rz - это сумма средних абсолютных
- 56. Указание требований к поверхностным неровностям, одинаковым для нескольких элементов детали Расположение знаков на чертеже детали с
- 57. Таблица 4.1 Соотношение между параметрами шероховатости
- 58. НОРМИРОВАНИЕ ТОЧНОСТИ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ С ПОДШИПНИКАМИ КАЧЕНИЯ Подшипник - это деталь или узел механизма, являющийся опорой
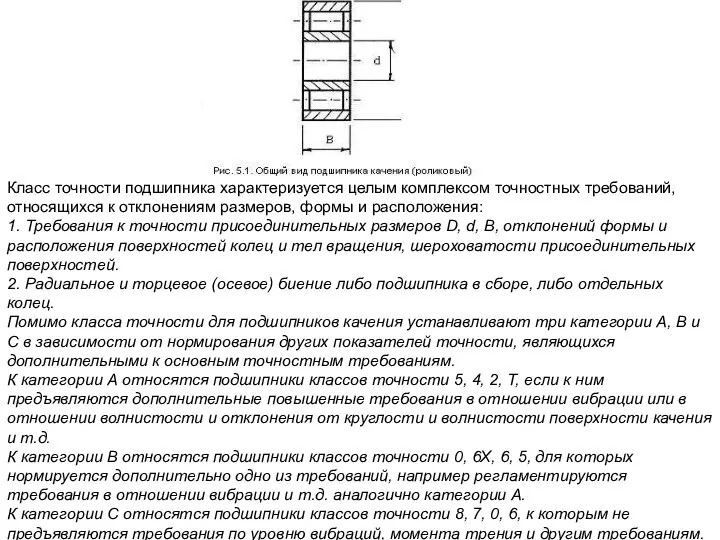
- 59. Класс точности подшипника характеризуется целым комплексом точностных требований, относящихся к отклонениям размеров, формы и расположения: 1.
- 60. 1. Требования к точности присоединительных размеров D, d, В, отклонений формы и расположения поверхностей колец и
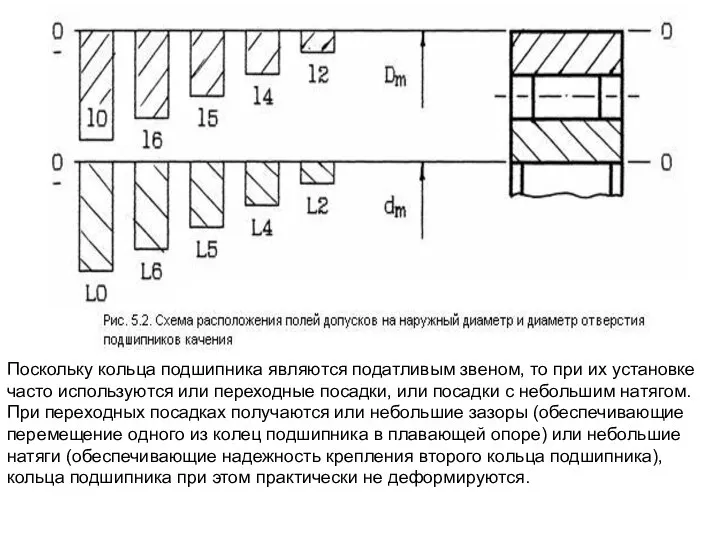
- 61. Посадки подшипников качения Поля допусков колец подшипников качения Классы точности подшипников качения характеризуются допуском на размер.
- 62. Поскольку кольца подшипника являются податливым звеном, то при их установке часто используются или переходные посадки, или
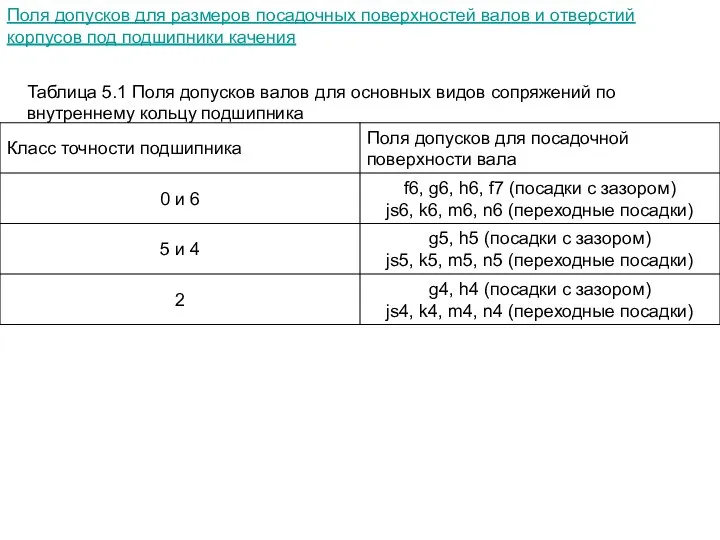
- 63. Поля допусков для размеров посадочных поверхностей валов и отверстий корпусов под подшипники качения Таблица 5.1 Поля
- 64. Таблица 5.2 Поля допусков отверстий для основных видов сопряжений посадочных поверхностей по наружному кольцу подшипника
- 65. Посадки подшипников качения на валы и отверстия корпусов Посадки по наружному диаметру подшипника осуществляются в системе
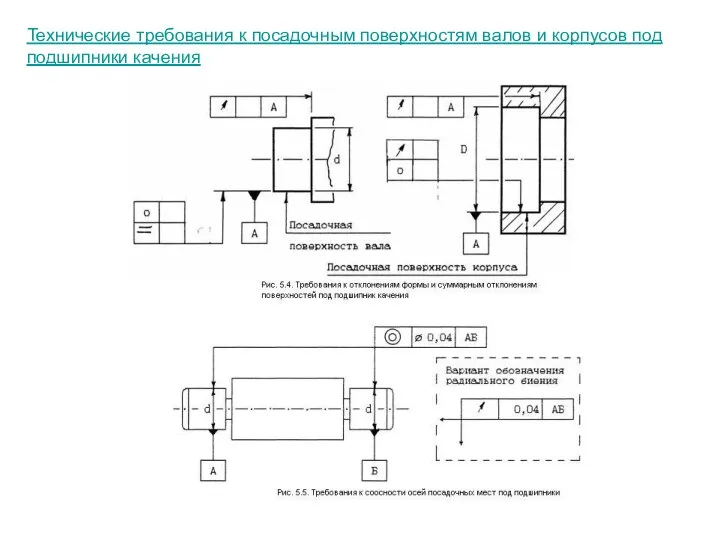
- 66. Технические требования к посадочным поверхностям валов и корпусов под подшипники качения
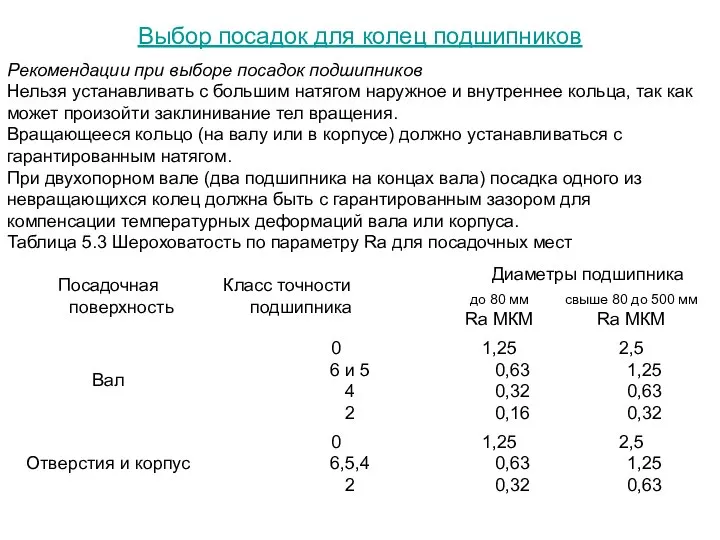
- 67. Выбор посадок для колец подшипников Рекомендации при выборе посадок подшипников Нельзя устанавливать с большим натягом наружное
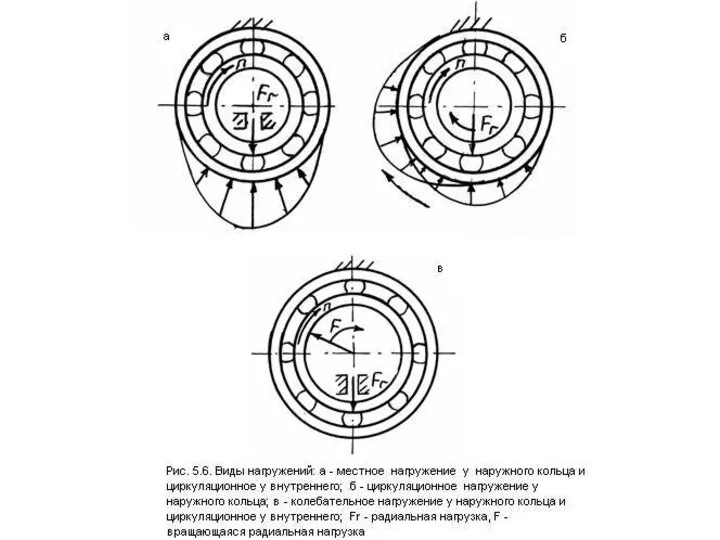
- 68. Кольца подшипника во время работы могут испытывать различные виды нагружений. Бывают следующие виды нагружений: местное, циркуляционное
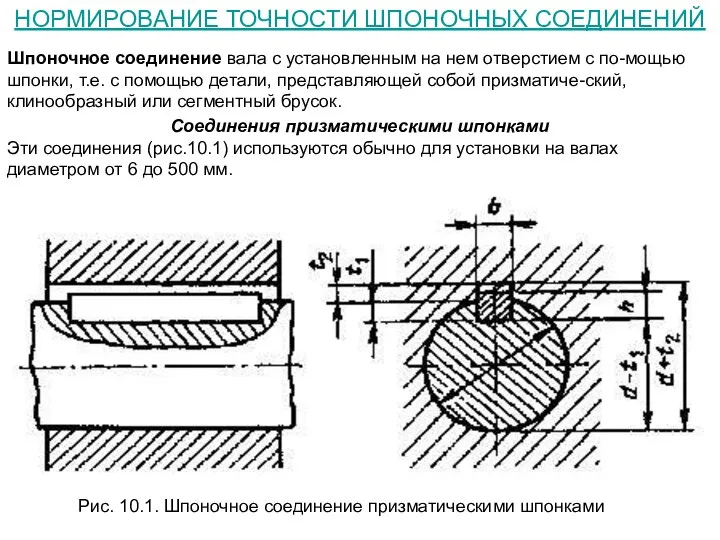
- 70. НОРМИРОВАНИЕ ТОЧНОСТИ ШПОНОЧНЫХ СОЕДИНЕНИЙ Шпоночное соединение вала с установленным на нем отверстием с по-мощью шпонки, т.е.
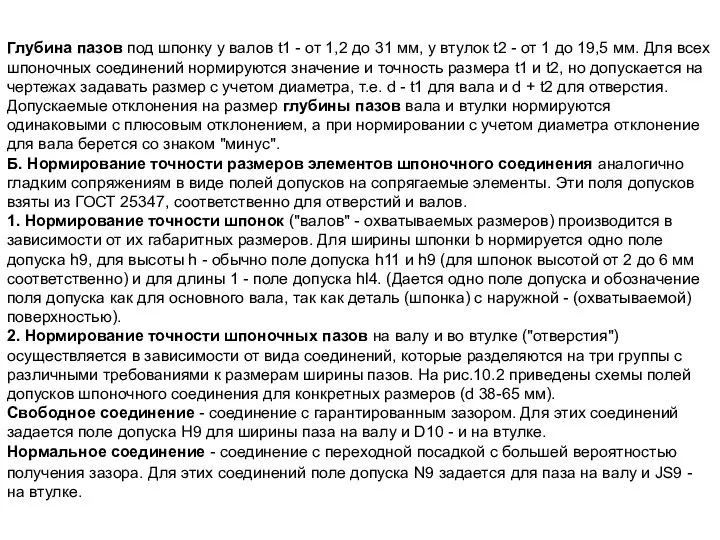
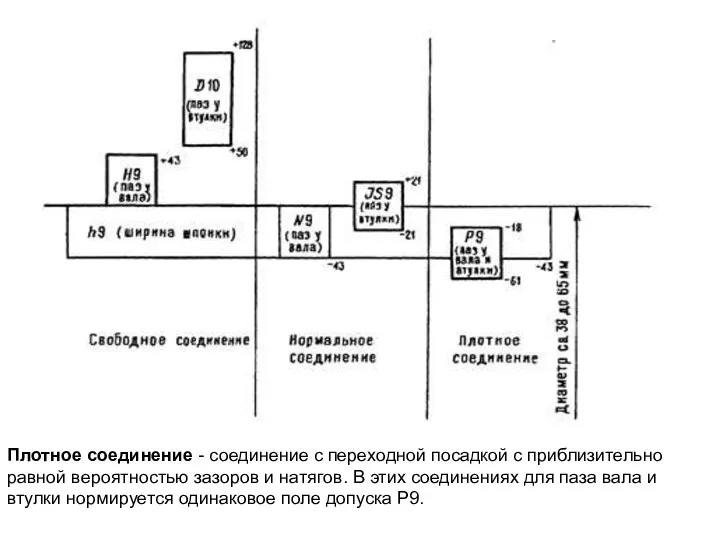
- 71. Глубина пазов под шпонку у валов t1 - от 1,2 до 31 мм, у втулок t2
- 72. Плотное соединение - соединение с переходной посадкой с приблизительно равной вероятностью зазоров и натягов. В этих
- 73. Иногда шпоночные соединения разделяют на затяжные, когда шпонка устанавливается с затяжкой вдоль оси, т.е. с натягом
- 74. НОРМИРОВАНИЕ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ Зубчатое колесо представляет собой деталь сложной геометрической формы в
- 75. Ряды точности (допуски) для зубчатых колес и передач по параметрам зацепления При нормировании точности зубчатых колес
- 76. Схема расположения полей допусков Tjn для принятых видов сопряжений зубьев зубчатых колес Так как на значение
- 77. Условные обозначения требований к точности зубчатых колес и передач Таблица 11.1. Чертежи колес выполняются в соответствии
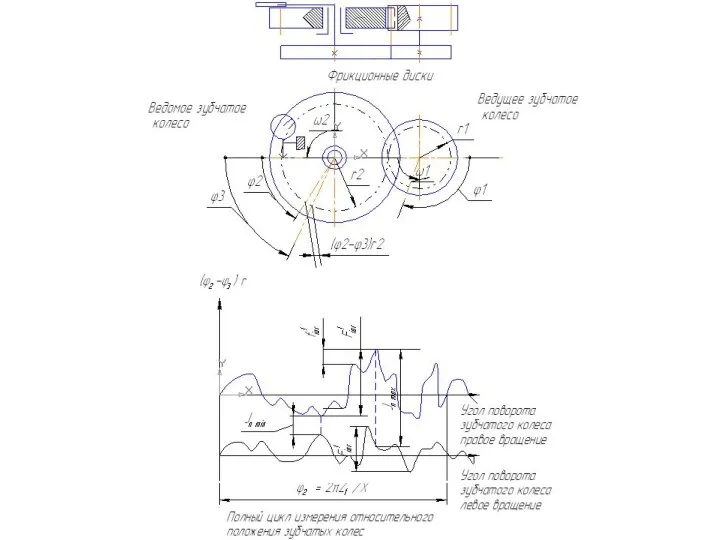
- 78. Нормируемые параметры (показатели), характеризующие точность зубчатых колес и передач Показатель кинематической точности Кинематической погрешностью передачи (F'ior)
- 79. Таблица 11.2. Показатели кинематической точности (основные)
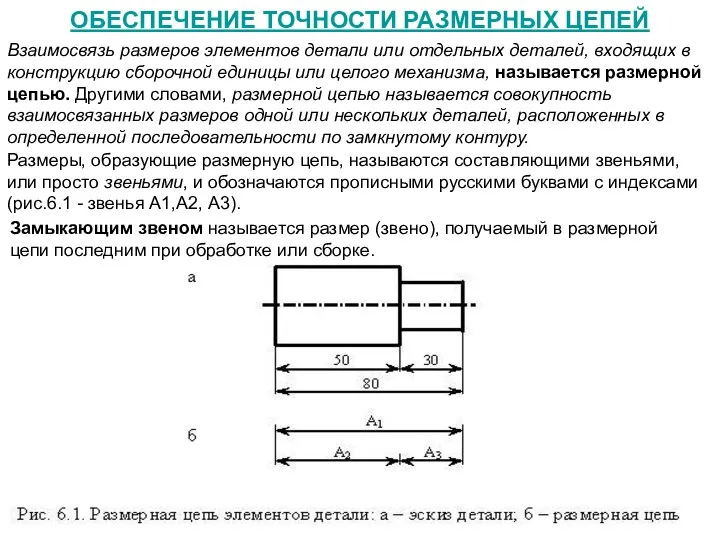
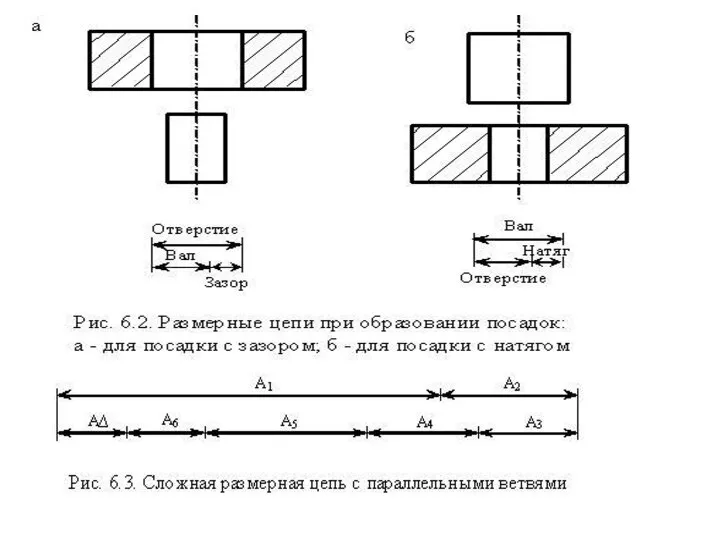
- 81. ОБЕСПЕЧЕНИЕ ТОЧНОСТИ РАЗМЕРНЫХ ЦЕПЕЙ Взаимосвязь размеров элементов детали или отдельных деталей, входящих в конструкцию сборочной единицы
- 83. Увеличивающим звеном размерной цепи называется звено, с увеличением которого размер замыкающего звена тоже увеличивается. На рис.6.3
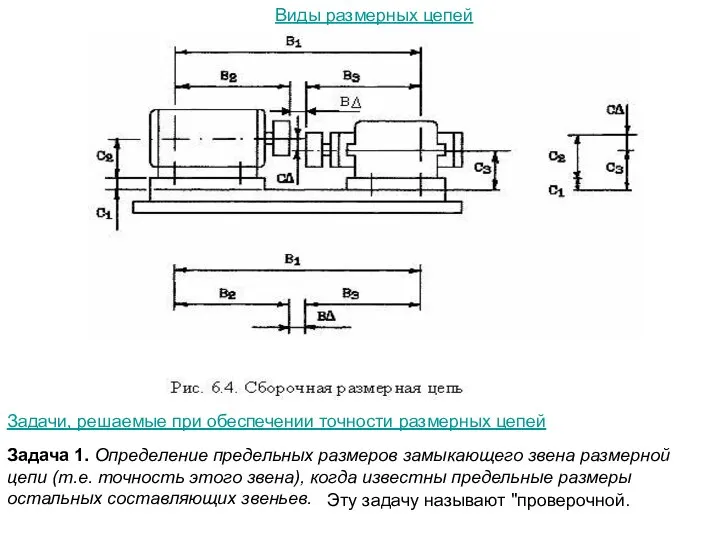
- 84. Виды размерных цепей Задачи, решаемые при обеспечении точности размерных цепей Задача 1. Определение предельных размеров замыкающего
- 85. Задача 2. Определение предельных размеров составляющих звеньев размерной цепи, когда известны предельные размеры замыкающего звена и
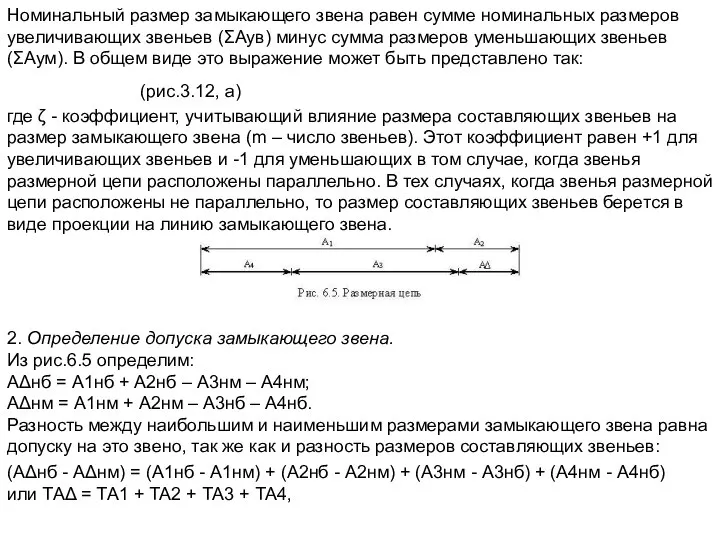
- 86. Номинальный размер замыкающего звена равен сумме номинальных размеров увеличивающих звеньев (ΣАув) минус сумма размеров уменьшающих звеньев
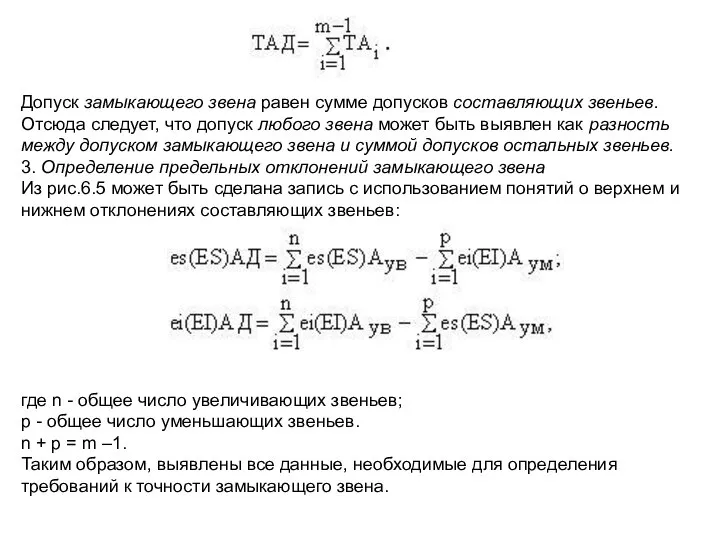
- 87. Допуск замыкающего звена равен сумме допусков составляющих звеньев. Отсюда следует, что допуск любого звена может быть
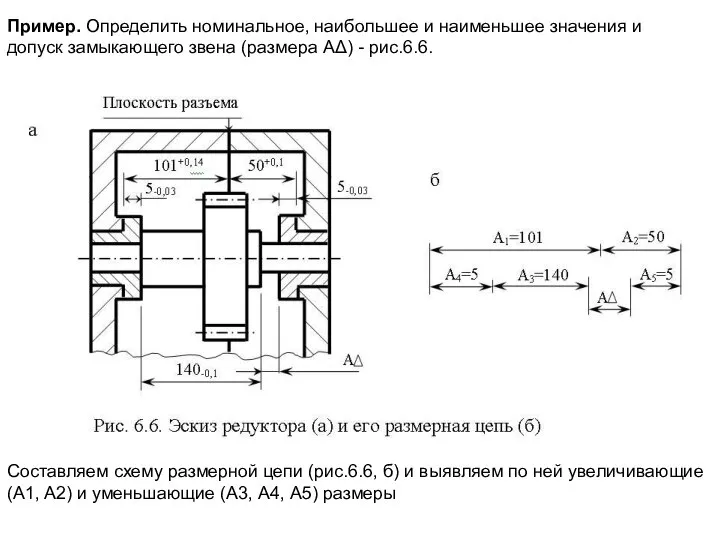
- 88. Пример. Определить номинальное, наибольшее и наименьшее значения и допуск замыкающего звена (размера АΔ) - рис.6.6. Составляем
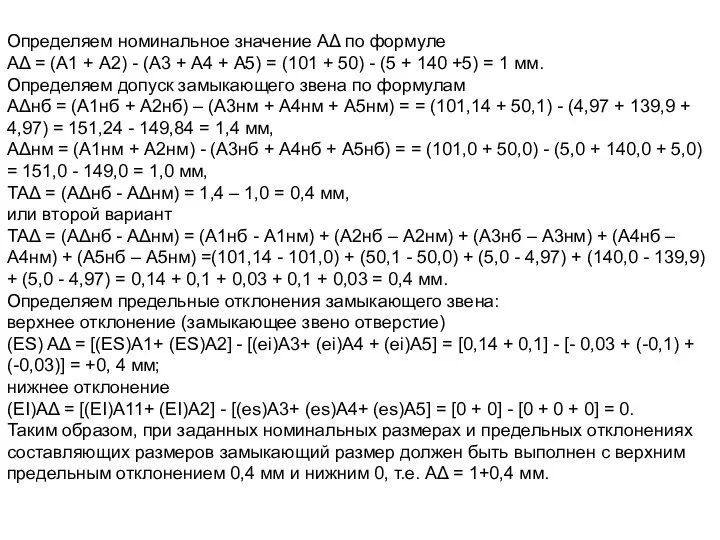
- 89. Определяем номинальное значение АΔ по формуле АΔ = (А1 + A2) - (А3 + А4 +
- 90. Пример. Определить допуски составляющих размеров деталей сборочной единицы, показанной на рис.6.6. Схема размерной цепи показана на
- 92. Скачать презентацию
Отверстие и вал
Верхнее отклонение ES, es - алгебраическая разность между наибольшим
Отверстие и вал
Верхнее отклонение ES, es - алгебраическая разность между наибольшим
Посадка – характер соединения двух деталей, определяемый разностью их размеров до
Посадка – характер соединения двух деталей, определяемый разностью их размеров до
Единая система допусков и посадок (ЕСДП)
Системой допусков и посадок называется
Единая система допусков и посадок (ЕСДП)
Системой допусков и посадок называется
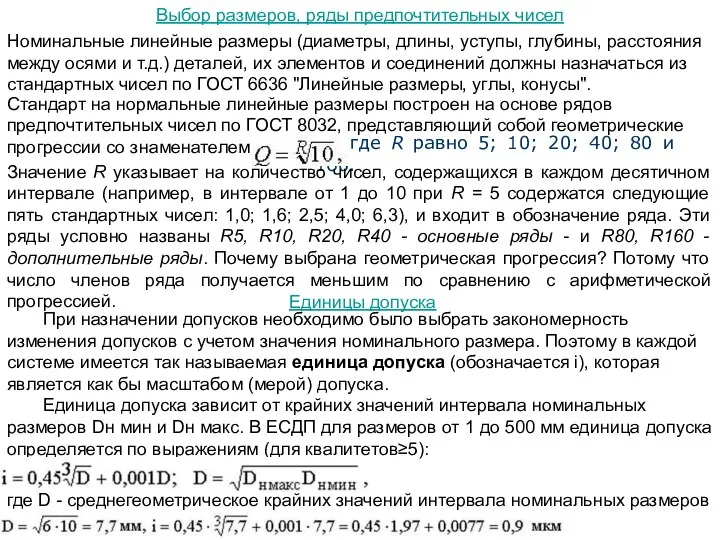
Выбор размеров, ряды предпочтительных чисел
Номинальные линейные размеры (диаметры, длины, уступы,
Выбор размеров, ряды предпочтительных чисел
Номинальные линейные размеры (диаметры, длины, уступы,
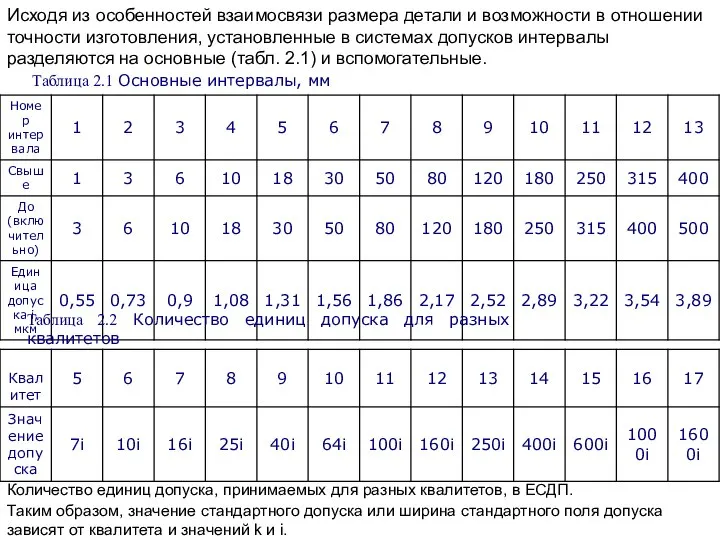
Исходя из особенностей взаимосвязи размера детали и возможности в отношении точности
Исходя из особенностей взаимосвязи размера детали и возможности в отношении точности
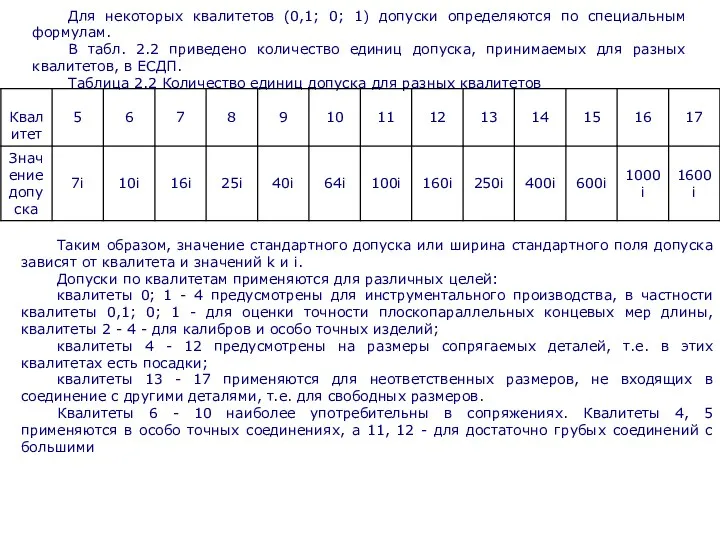
Для некоторых квалитетов (0,1; 0; 1) допуски определяются по специальным формулам.
В
Для некоторых квалитетов (0,1; 0; 1) допуски определяются по специальным формулам.
В
Второй принцип построения СДП (установлено 27 основных отклонений валов и 27
Второй принцип построения СДП (установлено 27 основных отклонений валов и 27
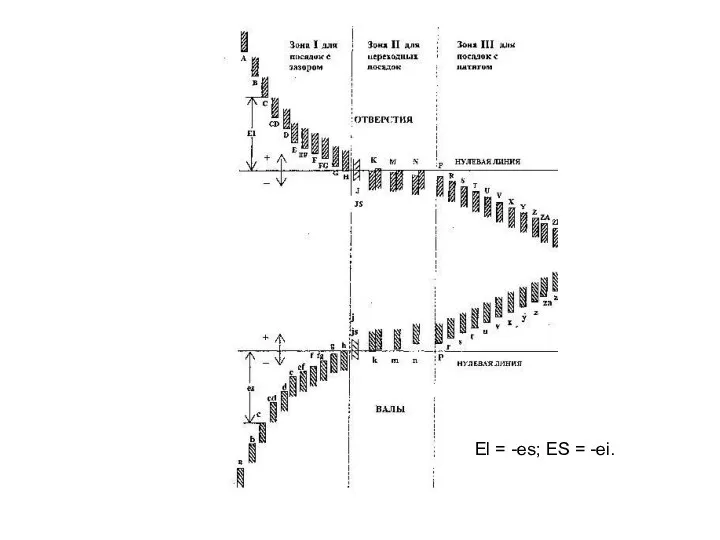
El = -es; ES = -ei.
El = -es; ES = -ei.
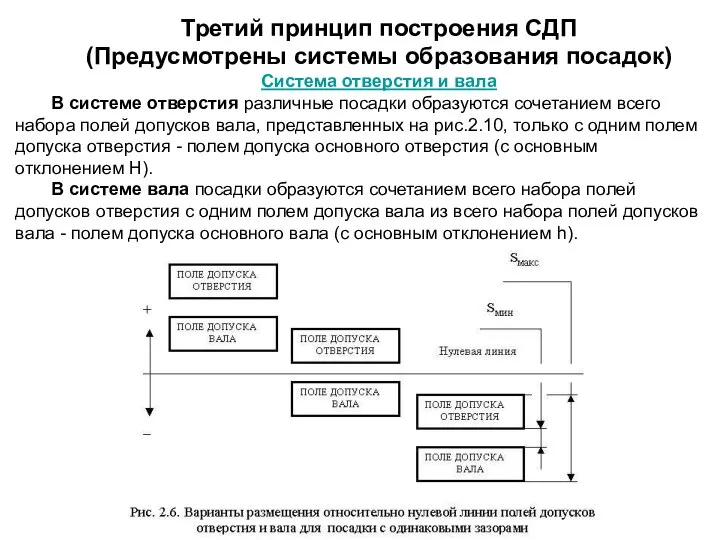
Третий принцип построения СДП
(Предусмотрены системы образования посадок)
Система отверстия и вала
Третий принцип построения СДП
(Предусмотрены системы образования посадок)
Система отверстия и вала
Сущность этих систем заключается в том, что при образовании всех трех
Сущность этих систем заключается в том, что при образовании всех трех
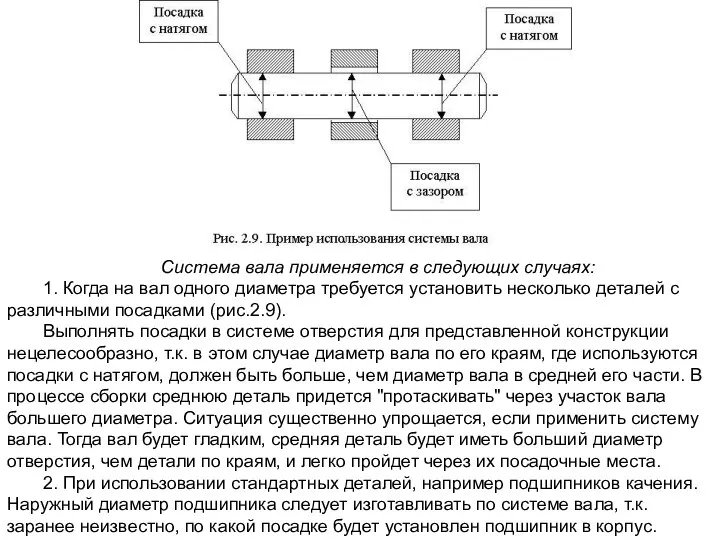
Система вала применяется в следующих случаях:
1. Когда на вал одного диаметра
Система вала применяется в следующих случаях:
1. Когда на вал одного диаметра
Четвертый принцип построения СДП
(установлена нормальная температура.)
+200С
Правила образования посадок
1. Посадки
Четвертый принцип построения СДП
(установлена нормальная температура.)
+200С
Правила образования посадок
1. Посадки
Посадки в ЕСДП и их обозначение на чертежах
В системе отверстия
Посадки в ЕСДП и их обозначение на чертежах
В системе отверстия
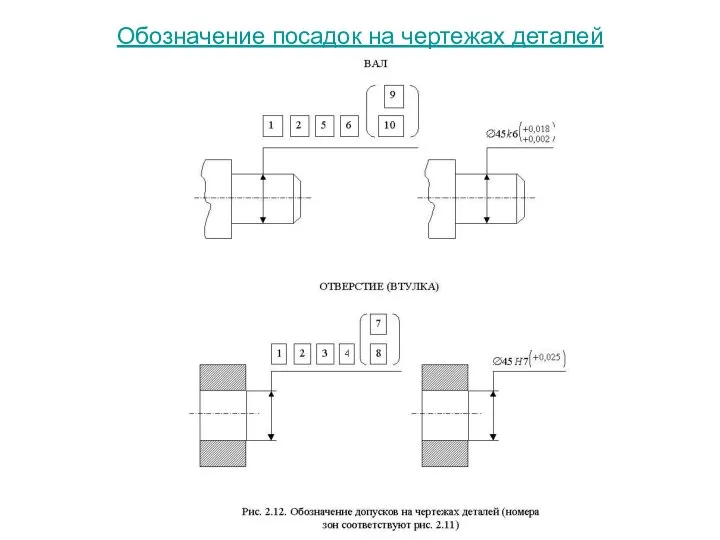
Обозначение посадок на чертежах деталей
Обозначение посадок на чертежах деталей
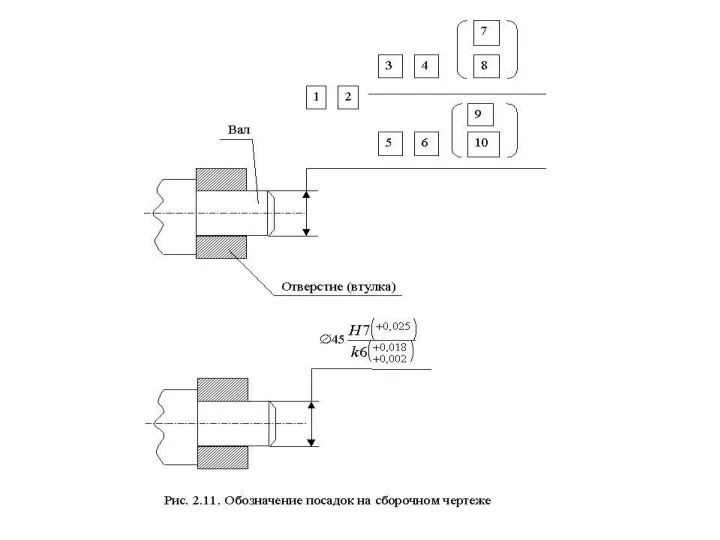
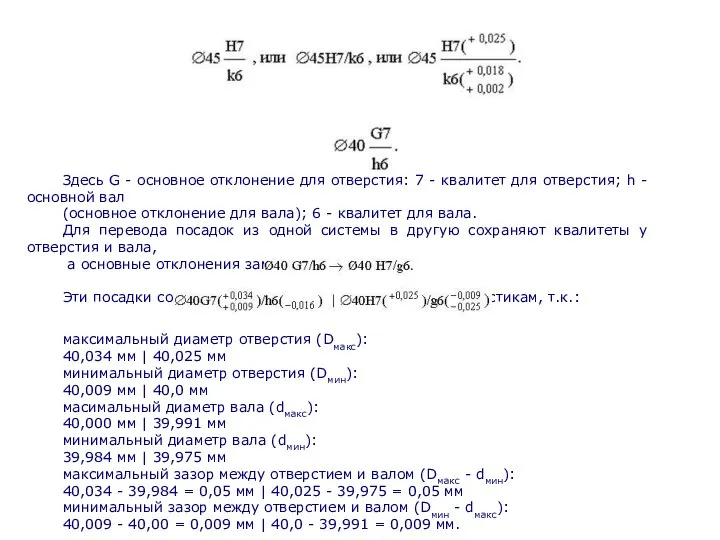
Здесь G - основное отклонение для отверстия: 7 - квалитет для
Здесь G - основное отклонение для отверстия: 7 - квалитет для
Посадки
Посадка - характер соединения деталей, определяемый значениями получающихся в нем
Посадки
Посадка - характер соединения деталей, определяемый значениями получающихся в нем
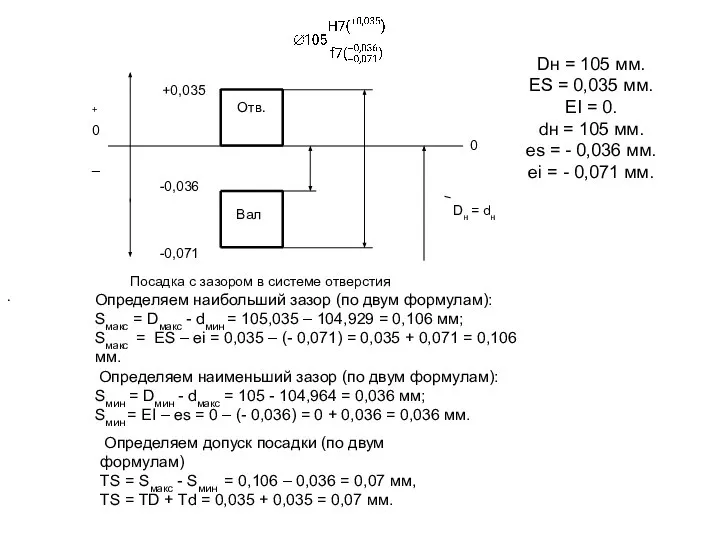
.
Dн = 105 мм.
ES = 0,035 мм.
EI = 0.
dн =
.
Dн = 105 мм.
ES = 0,035 мм.
EI = 0.
dн =
Посадки с натягом
Посадка с натягом - это посадка, при которой
Посадки с натягом
Посадка с натягом - это посадка, при которой
Переходные посадки
В этих посадках может образовываться как зазор, так и
Переходные посадки
В этих посадках может образовываться как зазор, так и
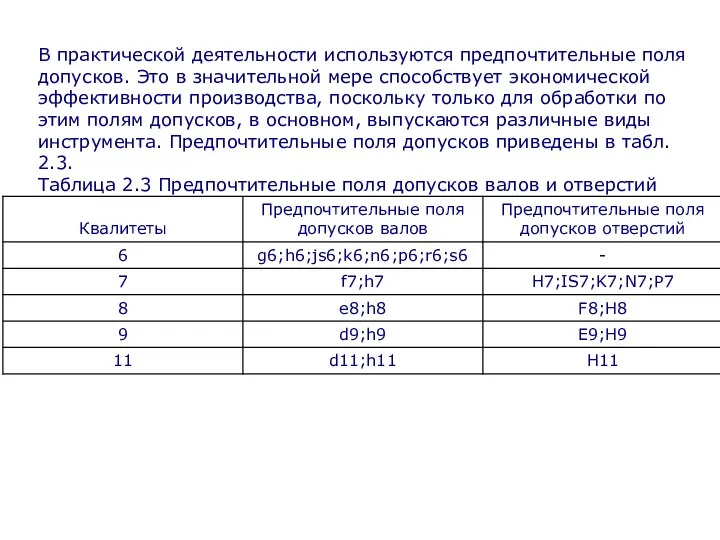
В практической деятельности используются предпочтительные поля допусков. Это в значительной мере
В практической деятельности используются предпочтительные поля допусков. Это в значительной мере
Практические рекомендации по выбору посадок
Валы 4-5 квалитетов и отверстия 5-6
Практические рекомендации по выбору посадок
Валы 4-5 квалитетов и отверстия 5-6
Рекомендуемые посадки для использования в соединениях приведены в табл. 2.4.
Рекомендуемые посадки для использования в соединениях приведены в табл. 2.4.
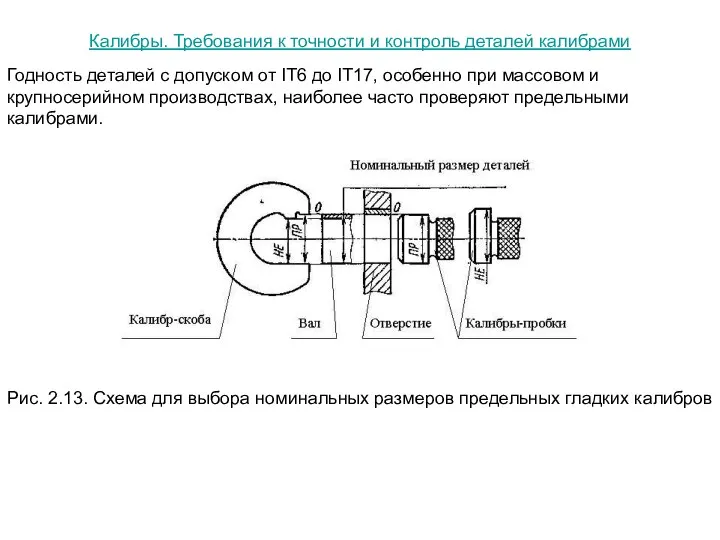
Калибры. Требования к точности и контроль деталей калибрами
Годность деталей с
Калибры. Требования к точности и контроль деталей калибрами
Годность деталей с
НОРМИРОВАНИЕ ТОЧНОСТИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
ДЕТАЛЕЙ
Отклонение формы поверхностей
Отклонением
НОРМИРОВАНИЕ ТОЧНОСТИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
ДЕТАЛЕЙ
Отклонение формы поверхностей
Отклонением
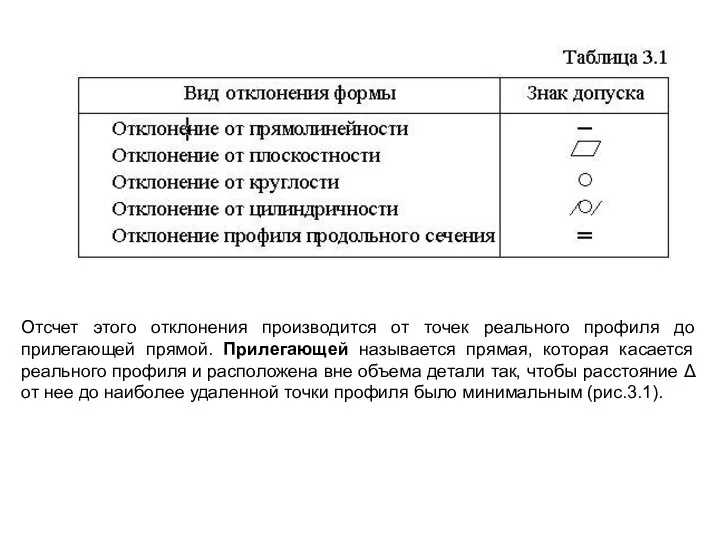
Отсчет этого отклонения производится от точек реального профиля до прилегающей прямой.
Отсчет этого отклонения производится от точек реального профиля до прилегающей прямой.
Прилегающим цилиндром называется цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности
Прилегающим цилиндром называется цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности
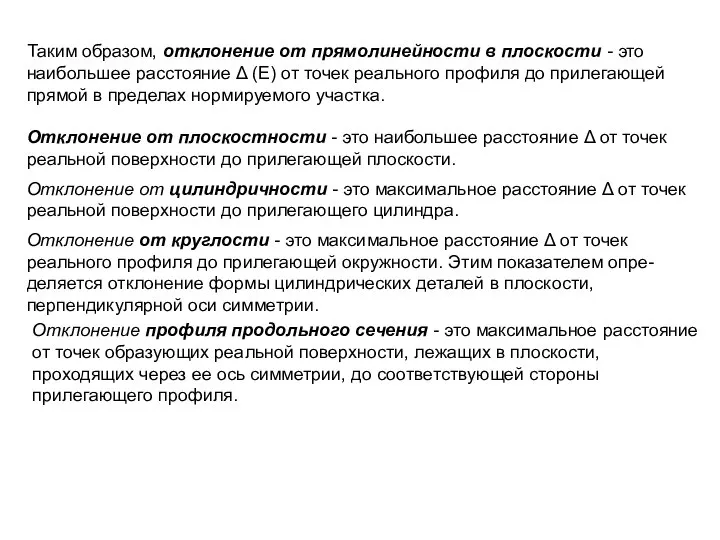
Таким образом, отклонение от прямолинейности в плоскости - это наибольшее расстояние
Таким образом, отклонение от прямолинейности в плоскости - это наибольшее расстояние
Отклонения расположения поверхностей
Отклонение расположения поверхности или профиля детали - это
Отклонения расположения поверхностей
Отклонение расположения поверхности или профиля детали - это
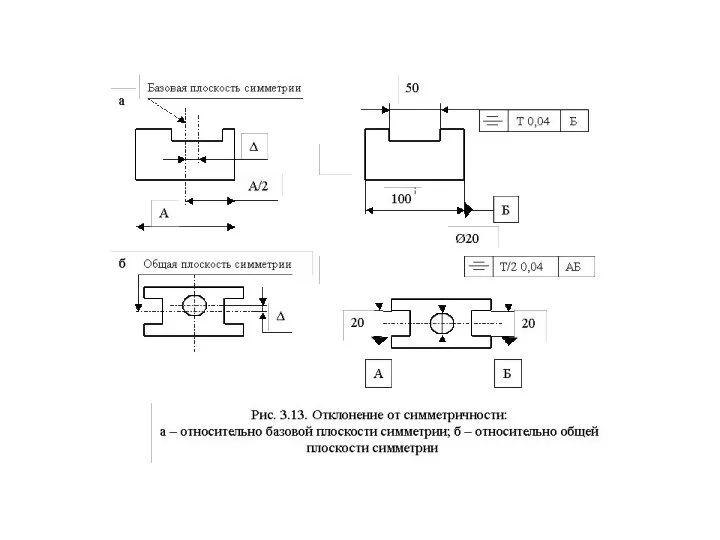
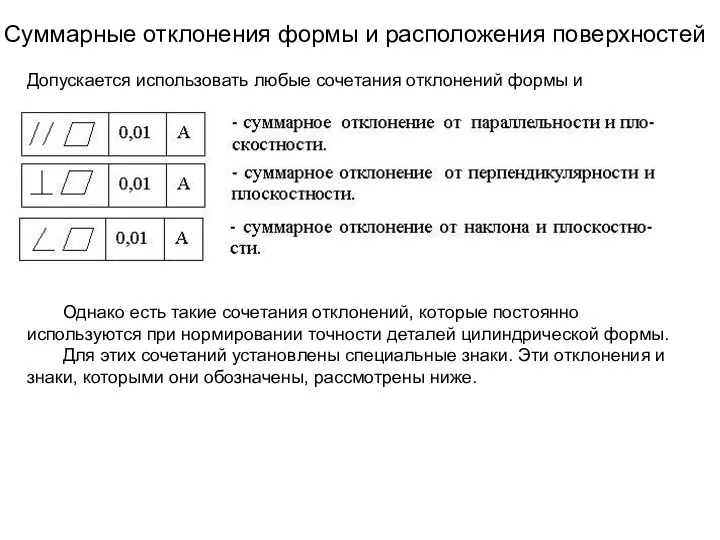
Суммарные отклонения формы и расположения поверхностей
Допускается использовать любые сочетания отклонений
Суммарные отклонения формы и расположения поверхностей
Допускается использовать любые сочетания отклонений
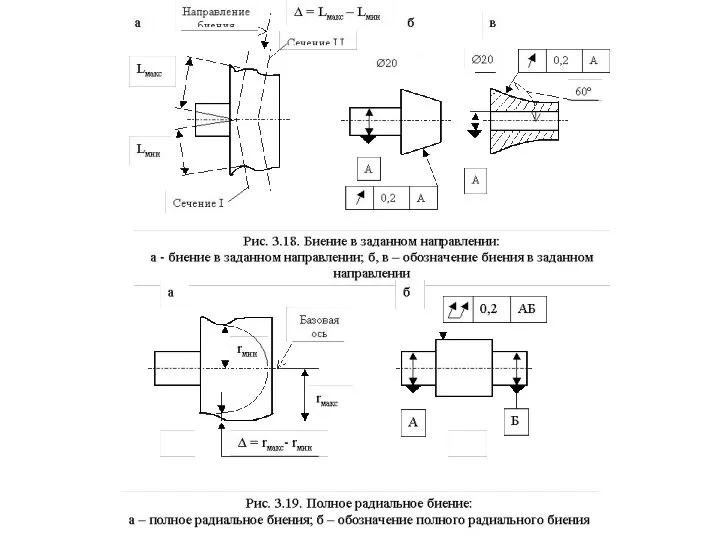
Отклонение формы заданного профиля или поверхности - это наибольшее отклонение точек
Отклонение формы заданного профиля или поверхности - это наибольшее отклонение точек
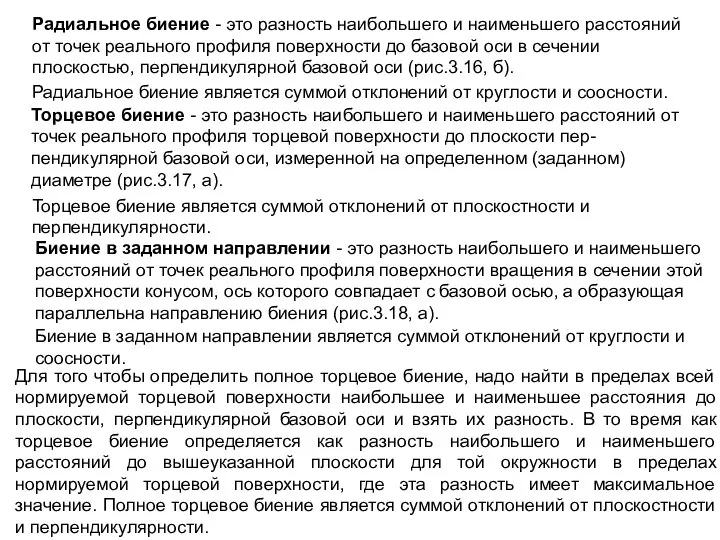
Радиальное биение - это разность наибольшего и наименьшего расстояний от точек
Радиальное биение - это разность наибольшего и наименьшего расстояний от точек
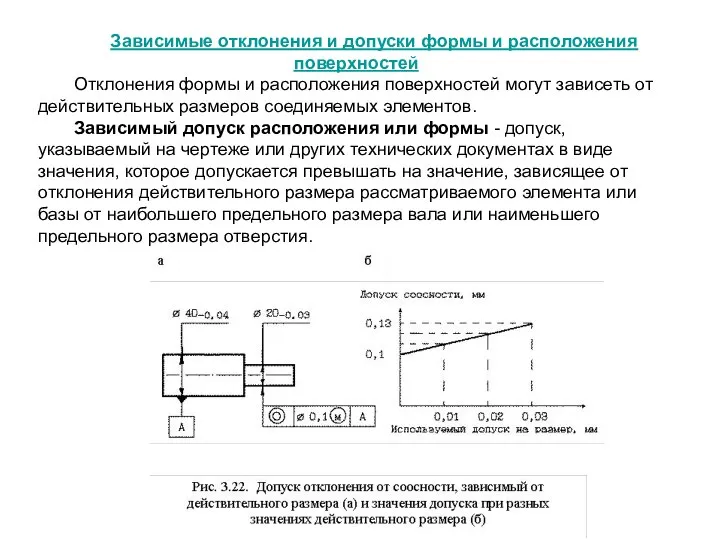
Зависимые отклонения и допуски формы и расположения поверхностей
Отклонения формы и расположения
Зависимые отклонения и допуски формы и расположения поверхностей
Отклонения формы и расположения
Итак, зависимое отклонение (допуск) формы и расположения поверхностей - это отклонение
Итак, зависимое отклонение (допуск) формы и расположения поверхностей - это отклонение
Числовые значения отклонений (допусков) формы и расположения поверхностей
Согласно ГОСТ 24643
Числовые значения отклонений (допусков) формы и расположения поверхностей
Согласно ГОСТ 24643
НОРМИРОВАНИЕ ТРЕБОВАНИЙ К НЕРОВНОСТЯМ НА ПОВЕРХНОСТИ ЭЛЕМЕНТОВ ДЕТАЛЕЙ (ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ)
Шероховатостью
НОРМИРОВАНИЕ ТРЕБОВАНИЙ К НЕРОВНОСТЯМ НА ПОВЕРХНОСТИ ЭЛЕМЕНТОВ ДЕТАЛЕЙ (ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ)
Шероховатостью
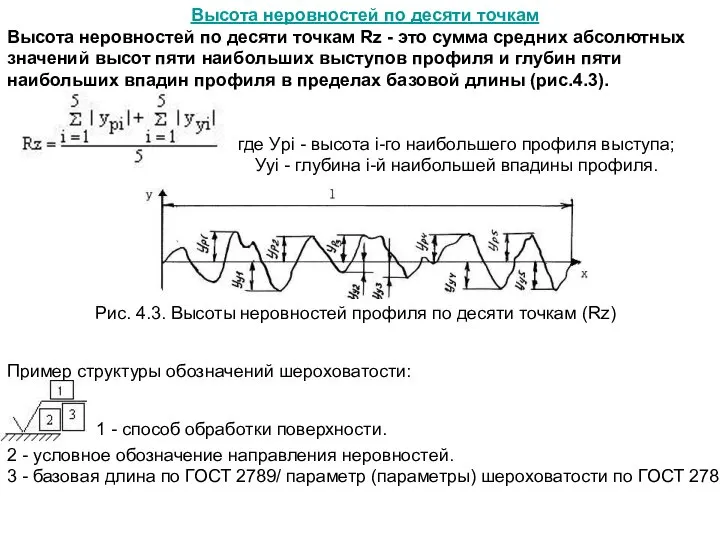
Высота неровностей по десяти точкам
Высота неровностей по десяти точкам
Высота неровностей по десяти точкам
Высота неровностей по десяти точкам
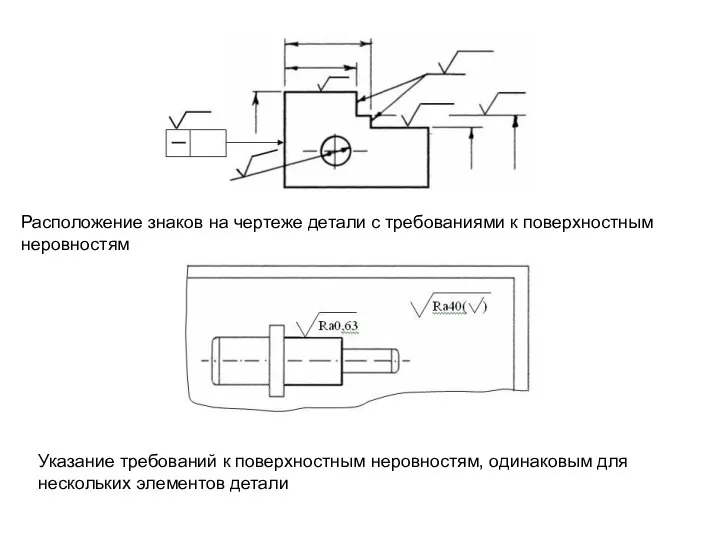
Указание требований к поверхностным неровностям, одинаковым для нескольких элементов детали
Расположение
Указание требований к поверхностным неровностям, одинаковым для нескольких элементов детали
Расположение
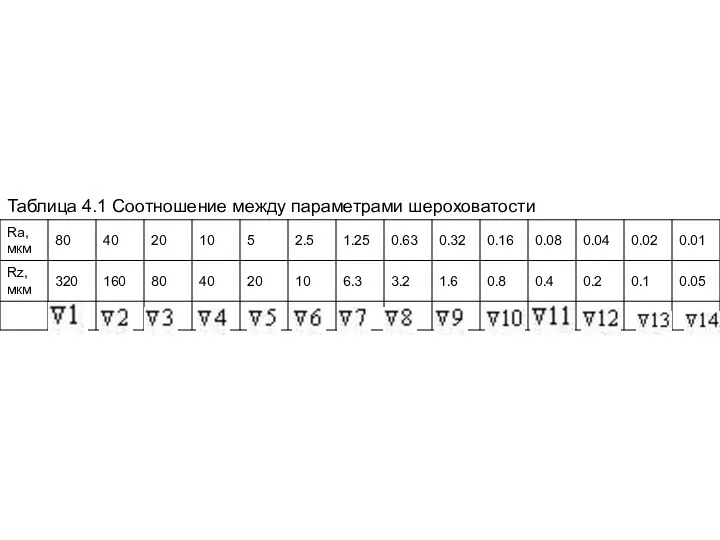
Таблица 4.1 Соотношение между параметрами шероховатости
Таблица 4.1 Соотношение между параметрами шероховатости
НОРМИРОВАНИЕ ТОЧНОСТИ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ С ПОДШИПНИКАМИ КАЧЕНИЯ
Подшипник - это деталь
НОРМИРОВАНИЕ ТОЧНОСТИ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ С ПОДШИПНИКАМИ КАЧЕНИЯ
Подшипник - это деталь
Класс точности подшипника характеризуется целым комплексом точностных требований, относящихся к отклонениям
Класс точности подшипника характеризуется целым комплексом точностных требований, относящихся к отклонениям
1. Требования к точности присоединительных размеров D, d, В, отклонений формы
1. Требования к точности присоединительных размеров D, d, В, отклонений формы
Посадки подшипников качения
Поля допусков колец подшипников качения
Классы точности подшипников
Посадки подшипников качения
Поля допусков колец подшипников качения
Классы точности подшипников
Поскольку кольца подшипника являются податливым звеном, то при их установке часто
Поскольку кольца подшипника являются податливым звеном, то при их установке часто
Поля допусков для размеров посадочных поверхностей валов и отверстий корпусов под
Поля допусков для размеров посадочных поверхностей валов и отверстий корпусов под
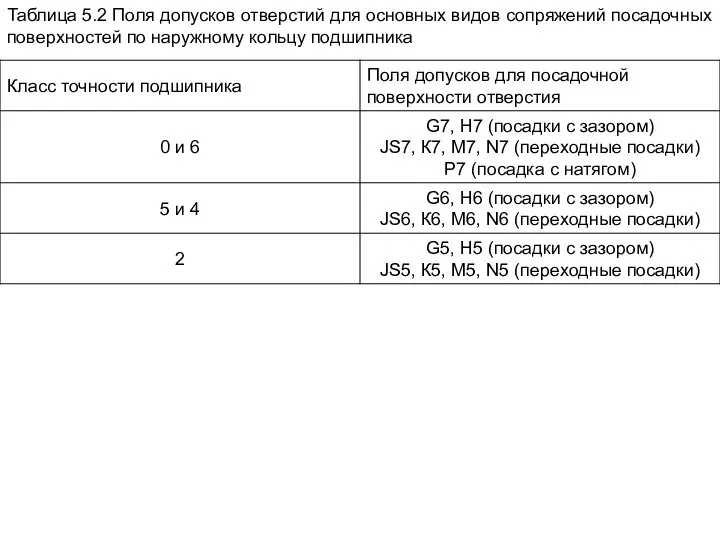
Таблица 5.2 Поля допусков отверстий для основных видов сопряжений посадочных поверхностей
Таблица 5.2 Поля допусков отверстий для основных видов сопряжений посадочных поверхностей

Посадки подшипников качения на валы и отверстия корпусов
Посадки по наружному
Посадки подшипников качения на валы и отверстия корпусов
Посадки по наружному
Технические требования к посадочным поверхностям валов и корпусов под подшипники качения
Технические требования к посадочным поверхностям валов и корпусов под подшипники качения
Выбор посадок для колец подшипников
Рекомендации при выборе посадок подшипников
Нельзя
Выбор посадок для колец подшипников
Рекомендации при выборе посадок подшипников
Нельзя
Кольца подшипника во время работы могут испытывать различные виды нагружений.
Бывают следующие
Кольца подшипника во время работы могут испытывать различные виды нагружений.
Бывают следующие
НОРМИРОВАНИЕ ТОЧНОСТИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпоночное соединение вала с установленным на нем
НОРМИРОВАНИЕ ТОЧНОСТИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпоночное соединение вала с установленным на нем
Глубина пазов под шпонку у валов t1 - от 1,2 до
Глубина пазов под шпонку у валов t1 - от 1,2 до
Плотное соединение - соединение с переходной посадкой с приблизительно равной вероятностью
Плотное соединение - соединение с переходной посадкой с приблизительно равной вероятностью
Иногда шпоночные соединения разделяют на затяжные, когда шпонка устанавливается с затяжкой
Иногда шпоночные соединения разделяют на затяжные, когда шпонка устанавливается с затяжкой
НОРМИРОВАНИЕ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Зубчатое колесо представляет собой
НОРМИРОВАНИЕ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Зубчатое колесо представляет собой
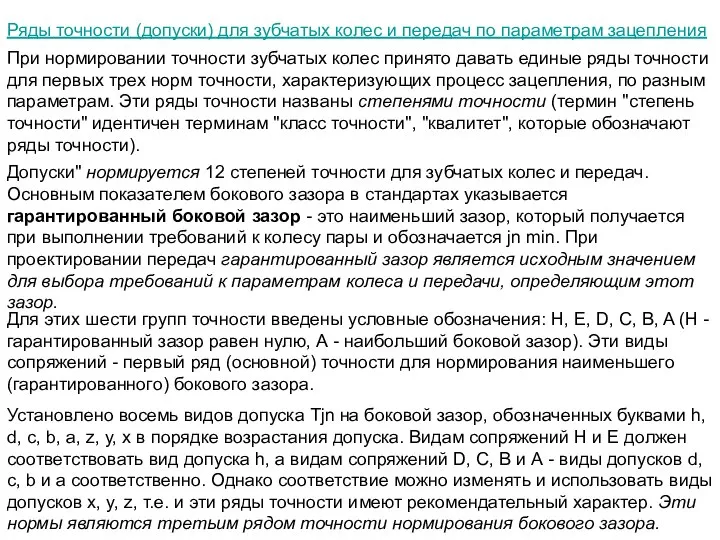
Ряды точности (допуски) для зубчатых колес и передач по параметрам зацепления
Ряды точности (допуски) для зубчатых колес и передач по параметрам зацепления
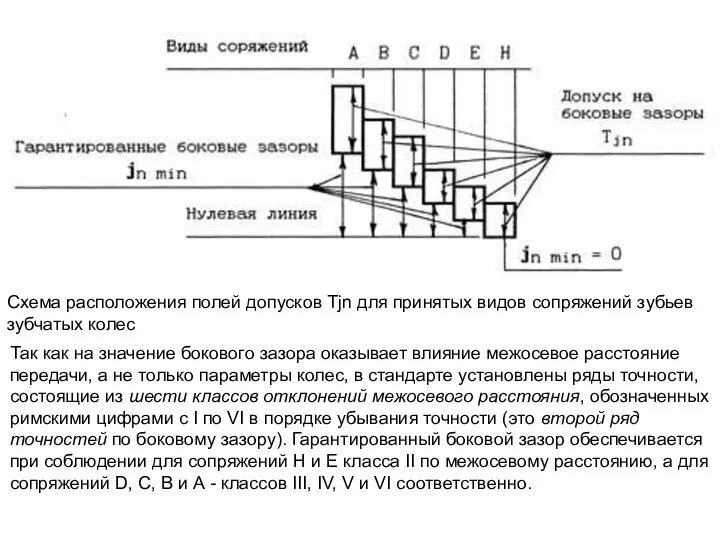
Схема расположения полей допусков Tjn для принятых видов сопряжений зубьев зубчатых
Схема расположения полей допусков Tjn для принятых видов сопряжений зубьев зубчатых
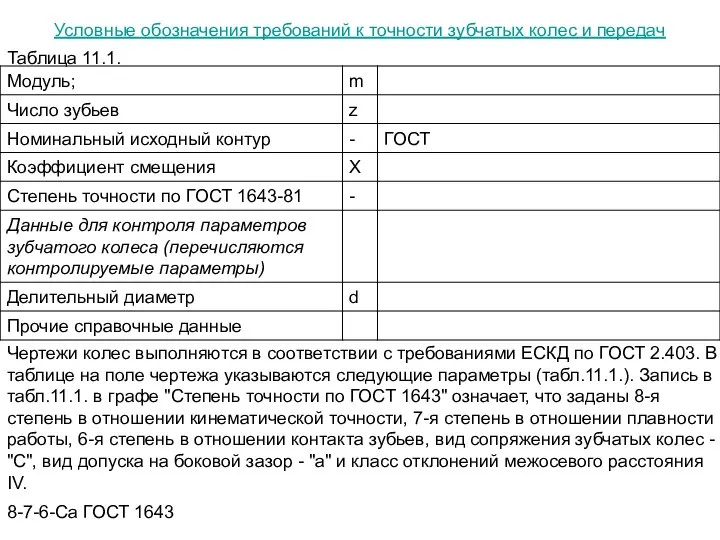
Условные обозначения требований к точности зубчатых колес и передач
Таблица 11.1.
Условные обозначения требований к точности зубчатых колес и передач
Таблица 11.1.
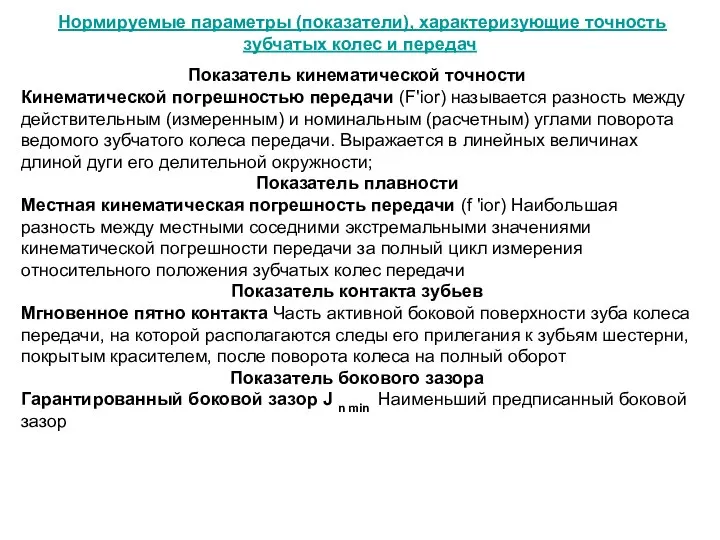
Нормируемые параметры (показатели), характеризующие точность зубчатых колес и передач
Показатель кинематической
Нормируемые параметры (показатели), характеризующие точность зубчатых колес и передач
Показатель кинематической
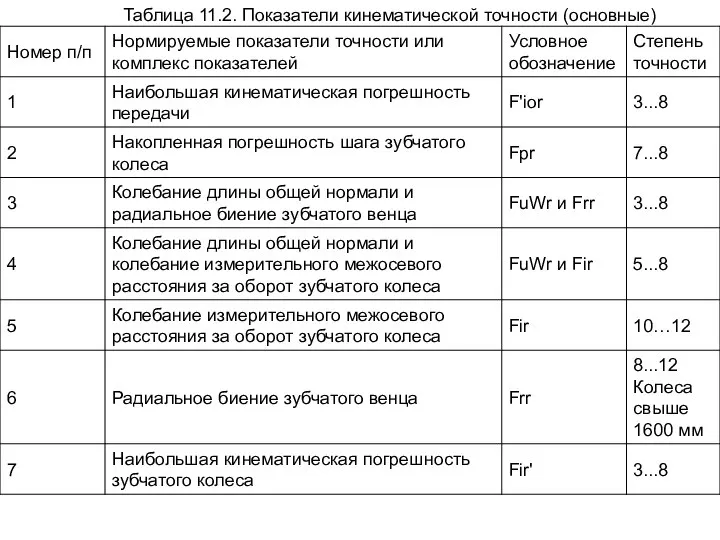
Таблица 11.2. Показатели кинематической точности (основные)
Таблица 11.2. Показатели кинематической точности (основные)
ОБЕСПЕЧЕНИЕ ТОЧНОСТИ РАЗМЕРНЫХ ЦЕПЕЙ
Взаимосвязь размеров элементов детали или отдельных деталей,
ОБЕСПЕЧЕНИЕ ТОЧНОСТИ РАЗМЕРНЫХ ЦЕПЕЙ
Взаимосвязь размеров элементов детали или отдельных деталей,
Увеличивающим звеном размерной цепи называется звено, с увеличением которого размер замыкающего
Увеличивающим звеном размерной цепи называется звено, с увеличением которого размер замыкающего
Виды размерных цепей
Задачи, решаемые при обеспечении точности размерных цепей
Задача
Виды размерных цепей
Задачи, решаемые при обеспечении точности размерных цепей
Задача
Задача 2. Определение предельных размеров составляющих звеньев размерной цепи, когда известны
Задача 2. Определение предельных размеров составляющих звеньев размерной цепи, когда известны
Номинальный размер замыкающего звена равен сумме номинальных размеров увеличивающих звеньев (ΣАув)
Номинальный размер замыкающего звена равен сумме номинальных размеров увеличивающих звеньев (ΣАув)
Допуск замыкающего звена равен сумме допусков составляющих звеньев. Отсюда следует,
Допуск замыкающего звена равен сумме допусков составляющих звеньев. Отсюда следует,
Пример. Определить номинальное, наибольшее и наименьшее значения и допуск замыкающего звена
Пример. Определить номинальное, наибольшее и наименьшее значения и допуск замыкающего звена
Определяем номинальное значение АΔ по формуле
АΔ = (А1 + A2) -
Определяем номинальное значение АΔ по формуле АΔ = (А1 + A2) -
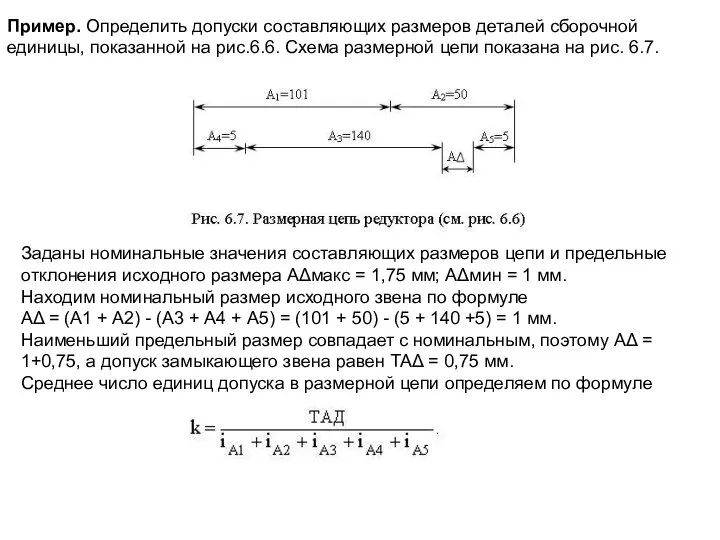
Пример. Определить допуски составляющих размеров деталей сборочной единицы, показанной на рис.6.6.
Пример. Определить допуски составляющих размеров деталей сборочной единицы, показанной на рис.6.6.
 «Преемственность в работе между ДОУ, школой и семьей» Педагог-психолог Шлее Алена Александровна
«Преемственность в работе между ДОУ, школой и семьей» Педагог-психолог Шлее Алена Александровна Обменное взаимодействие. Симметрия координатных и спиновых функций
Обменное взаимодействие. Симметрия координатных и спиновых функций  Ненаркотические анальгетики
Ненаркотические анальгетики Годы жизни М.Ю. Лермонтова (1814 – 1841)
Годы жизни М.Ю. Лермонтова (1814 – 1841) Эволюция науки менеджмент
Эволюция науки менеджмент Параметрические и линейные стабилизаторы постоянного напряжения и тока
Параметрические и линейные стабилизаторы постоянного напряжения и тока Презентация "Памятники собакам" - скачать презентации по МХК
Презентация "Памятники собакам" - скачать презентации по МХК Глава 5. Экономика мира 34. Россия в международной экономике
Глава 5. Экономика мира 34. Россия в международной экономике Слесарные работы
Слесарные работы Бизнес-модель
Бизнес-модель Причастные конструкции
Причастные конструкции  УБ online Работа с книгой
УБ online Работа с книгой Презентация на тему "Лекция 16. Дифференциальная диагностика синкопальных состояний" - скачать презентации по Медицине
Презентация на тему "Лекция 16. Дифференциальная диагностика синкопальных состояний" - скачать презентации по Медицине Рост.Регенерация
Рост.Регенерация Санитарная охрана территории населенных мест
Санитарная охрана территории населенных мест Породы деревьев, применяемые в деревянных конструкциях мебели, архитектуре, народных промыслах
Породы деревьев, применяемые в деревянных конструкциях мебели, архитектуре, народных промыслах Морфология. Грамматика
Морфология. Грамматика Крем - мгновенное увлажнение для нормальной и комбинированной кожи
Крем - мгновенное увлажнение для нормальной и комбинированной кожи Принципы организации Прокуратуры Российской Федерации
Принципы организации Прокуратуры Российской Федерации Основные модели государственной культурной политики
Основные модели государственной культурной политики Экспериментальное наблюдение интерференции света
Экспериментальное наблюдение интерференции света создание ситуации успеха в классе Классный руководитель 5 класса ФГКОУ СОШ №167 Петросова Т. Г.
создание ситуации успеха в классе Классный руководитель 5 класса ФГКОУ СОШ №167 Петросова Т. Г. Скандинавская ходьба
Скандинавская ходьба Монастыри ΜΕΤΈΩΡΑ
Монастыри ΜΕΤΈΩΡΑ Технология предпринимательства
Технология предпринимательства Пути экономии энергии
Пути экономии энергии 1. Замок феодала.
1. Замок феодала. Презентация Суд и процесс по судебникам 1497 и 1550 гг
Презентация Суд и процесс по судебникам 1497 и 1550 гг