- Сущность плазменной резки. Билет 13

Содержание
- 2. Плазма – это ионизированный газ, который содержит заряженные частицы и способеность проводить ток.
- 3. Плазменная резка основана на использовании воздушно-плазменной дуги. Суть метода заключается в расплавлении металла и выдувания его
- 4. Следует отметить такие преимущества технологии воздушно-плазменной резки перед механизированной кислородной: простота процесса, недорогой плазмообразующий газ –
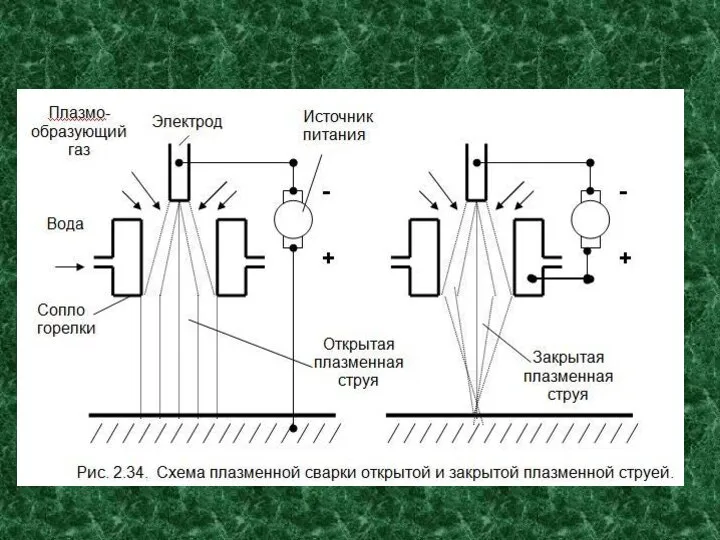
- 5. Основные узлы плазменного резака: электрододержатель с электродом; сопло, формирующее плазменную дугу или плазменную струю; дуговая камера
- 6. Основные виды плазменных резаков Конструктивная схема плазменного резака и оформление его элементов зависят от рабочей среды,
- 7. Изолированные сопловой и катодный узлы образуют дуговую камеру с формирующим каналом. В торцовой части камеры размещен
- 9. Плазмотрон П2 - 140
- 10. Сущность электродуговой резки Билет 13 (2)
- 11. Способы резки стальным электродом Резка стальным электродом с тугоплавким покрытием является одним из видов разделительной резки.
- 12. используются также электроды о покрытием ЦМ-7 и ЦМ-7с. Электроды диаметром от 4 до 6 мм являются
- 13. Кислородно-дуговая резка отличается от дуговой резки тем, что на нагретый до плавления участок поверхности металла подают
- 20. Скачать презентацию

Плазма – это ионизированный газ, который содержит заряженные частицы и способеность проводить
Плазма – это ионизированный газ, который содержит заряженные частицы и способеность проводить
Плазменная резка основана на использовании воздушно-плазменной дуги. Суть метода заключается в расплавлении металла и выдувания его с образование реза в момент, когда
Плазменная резка основана на использовании воздушно-плазменной дуги. Суть метода заключается в расплавлении металла и выдувания его с образование реза в момент, когда
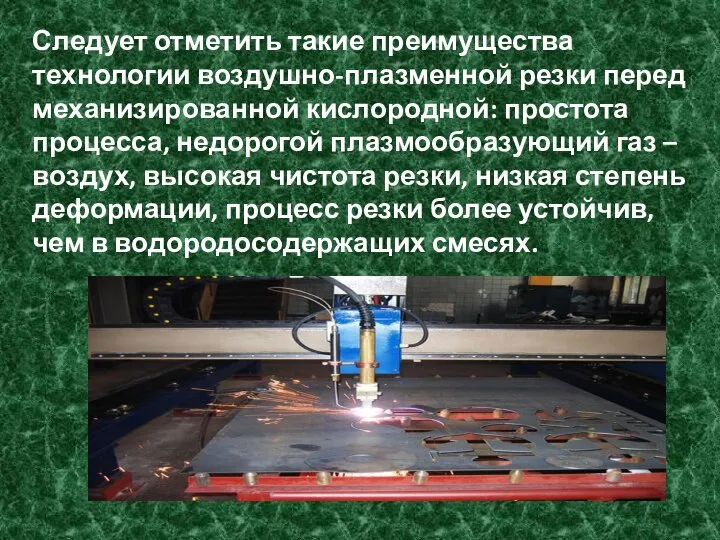
Следует отметить такие преимущества технологии воздушно-плазменной резки перед механизированной кислородной: простота
Следует отметить такие преимущества технологии воздушно-плазменной резки перед механизированной кислородной: простота
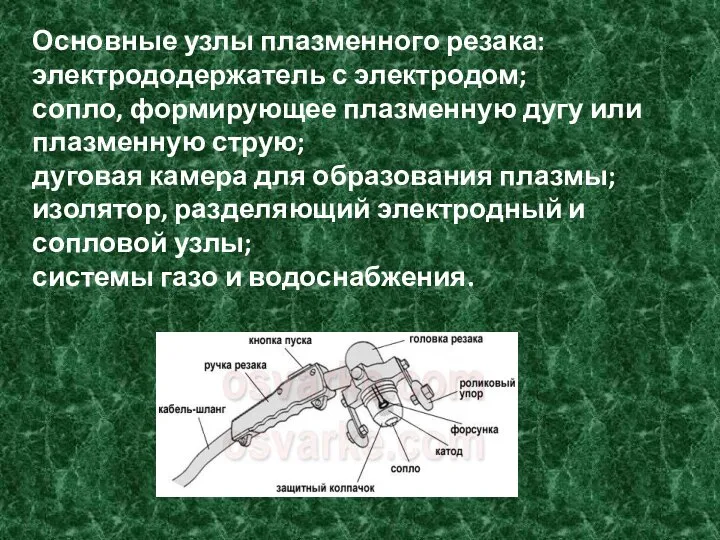
Основные узлы плазменного резака:
электрододержатель с электродом;
сопло, формирующее плазменную дугу или плазменную
Основные узлы плазменного резака:
электрододержатель с электродом;
сопло, формирующее плазменную дугу или плазменную
Основные виды плазменных резаков
Конструктивная схема плазменного резака и оформление его элементов
Основные виды плазменных резаков
Конструктивная схема плазменного резака и оформление его элементов
Изолированные сопловой и катодный узлы образуют дуговую камеру с формирующим каналом.
Изолированные сопловой и катодный узлы образуют дуговую камеру с формирующим каналом.

Плазмотрон П2 - 140
Плазмотрон П2 - 140
Сущность электродуговой резки
Билет 13 (2)
Сущность электродуговой резки
Билет 13 (2)
Способы резки стальным электродом Резка стальным электродом с тугоплавким покрытием является
Способы резки стальным электродом Резка стальным электродом с тугоплавким покрытием является
используются также электроды о покрытием ЦМ-7 и ЦМ-7с. Электроды диаметром от
используются также электроды о покрытием ЦМ-7 и ЦМ-7с. Электроды диаметром от
Кислородно-дуговая резка отличается от дуговой резки тем, что на нагретый до
Кислородно-дуговая резка отличается от дуговой резки тем, что на нагретый до



 Логические элементы
Логические элементы Планирование на предприятии
Планирование на предприятии  Ядерные реакторы
Ядерные реакторы Многофункциональный жилой комплекс
Многофункциональный жилой комплекс Сведения по материаловедению. Элементы графической грамотности
Сведения по материаловедению. Элементы графической грамотности Основы биоклиматологии
Основы биоклиматологии  Концепции и школы менеджмента
Концепции и школы менеджмента Художественная культура Византии
Художественная культура Византии История образования и педагогической мысли в Новейшее время.
История образования и педагогической мысли в Новейшее время. Русский портрет в первой половине XVII в
Русский портрет в первой половине XVII в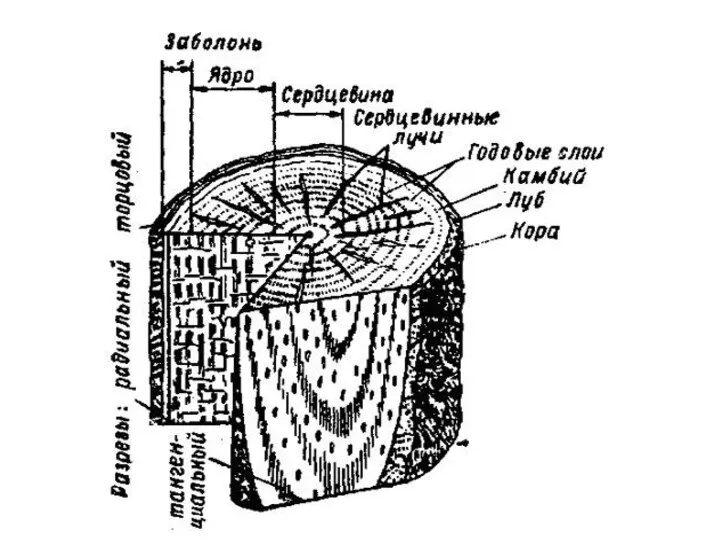 Микроструктура древесины сосны
Микроструктура древесины сосны ВИРУСНЫЕ ИНФЕКЦИОННЫЕ БОЛЕЗНИ
ВИРУСНЫЕ ИНФЕКЦИОННЫЕ БОЛЕЗНИ Презентация Юрий Визбор
Презентация Юрий Визбор Высшее образование в Ирландии
Высшее образование в Ирландии  Джон Бейтс Кларк (1847—1938)
Джон Бейтс Кларк (1847—1938) Система имитационного моделирования
Система имитационного моделирования Определение поставщика, подрядчика, исполнителя, путем проведения конкурса в электронной форме. Электронный конкурс
Определение поставщика, подрядчика, исполнителя, путем проведения конкурса в электронной форме. Электронный конкурс ПСИХОЛОГИЧЕСКАЯ ПОДГОТОВКА ОБУЧАЮЩИХСЯ К ГИА СТРАТЕГИЯ ПОДГОТОВКИ ОБУЧАЮЩИХСЯ К ЭКЗАМЕНАМ I ЧАСТЬ
ПСИХОЛОГИЧЕСКАЯ ПОДГОТОВКА ОБУЧАЮЩИХСЯ К ГИА СТРАТЕГИЯ ПОДГОТОВКИ ОБУЧАЮЩИХСЯ К ЭКЗАМЕНАМ I ЧАСТЬ Киберспорт – это спорт
Киберспорт – это спорт Фрикционные передачи
Фрикционные передачи КГМУ Кафедра общей хирургии Общие вопросы хирургии повреждений Механическая травма. Вывихи. Переломы. Первая помощь, лечение.
КГМУ Кафедра общей хирургии Общие вопросы хирургии повреждений Механическая травма. Вывихи. Переломы. Первая помощь, лечение.  Компьютерные сети. Тест
Компьютерные сети. Тест Разработчики программы: Разработчики программы: МО учителей гуманиатарного цикла «Гуманитариум-Универ»
Разработчики программы: Разработчики программы: МО учителей гуманиатарного цикла «Гуманитариум-Универ» Численные методы оптимизации
Численные методы оптимизации  Банкет - приемы
Банкет - приемы Основы программирования E-Products
Основы программирования E-Products Как стать поставщиком ОАО «РЖД». Типичные ошибки участников закупок при подготовке заявок
Как стать поставщиком ОАО «РЖД». Типичные ошибки участников закупок при подготовке заявок Matka Boża
Matka Boża