- Сварные соединения

Содержание
- 2. Сварное соединение – совокупность деталей, соединенных между собой с помощью сварки. Сварной шов – затвердевший после
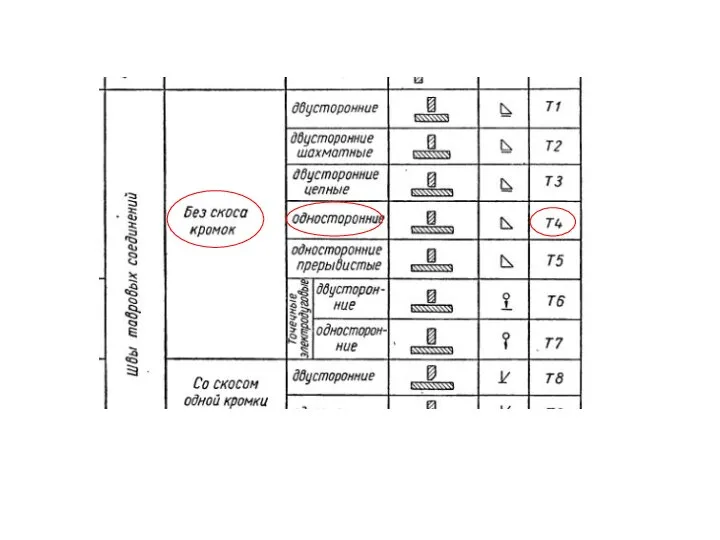
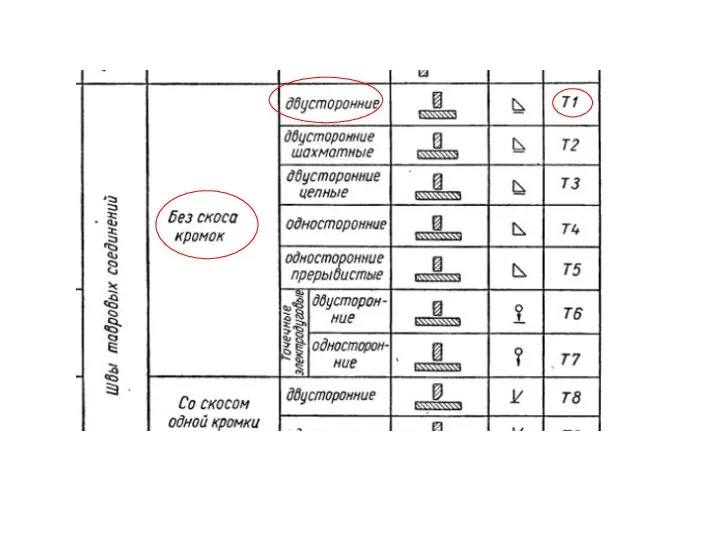
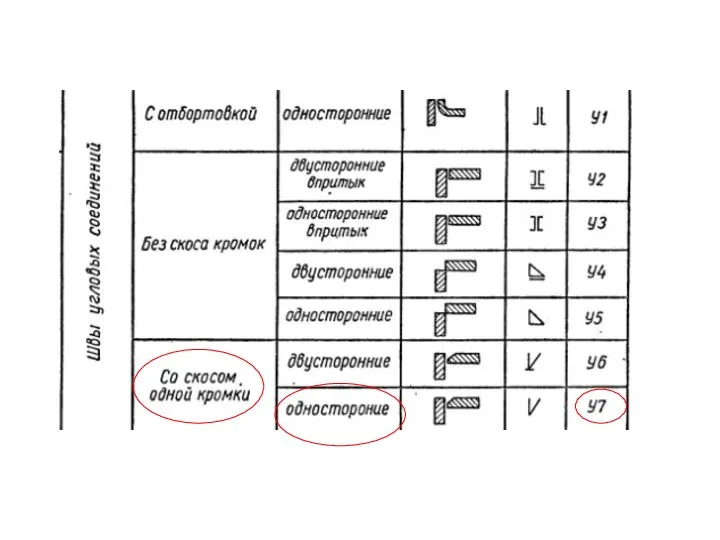
- 3. Стыковое - С Угловое - У Тавровое - Т Нахлесточное - Н
- 4. С отбортовкой кромки Без скоса кромки Со скосом кромки С двумя симметричными скосами кромки С двумя
- 5. Характер выполнения швов: односторонний двусторонний Различают швы: непрерывные и прерывистые, при которых сварка выполняется отдельными участками.
- 6. ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений Устанавливает условные изображения и обозначения швов сварных
- 7. 1. Изображение швов сварных соединений 1.1. Шов сварного соединения, независимо от способа сварки, условно изображают: видимый
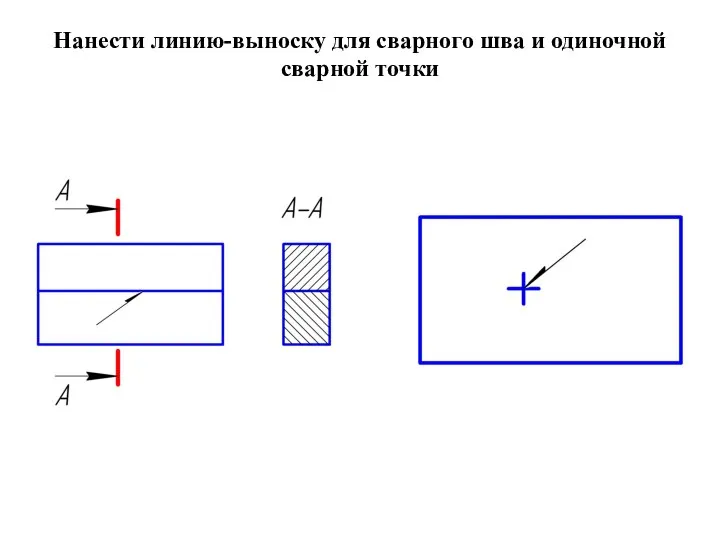
- 8. Нанести линию-выноску для сварного шва и одиночной сварной точки
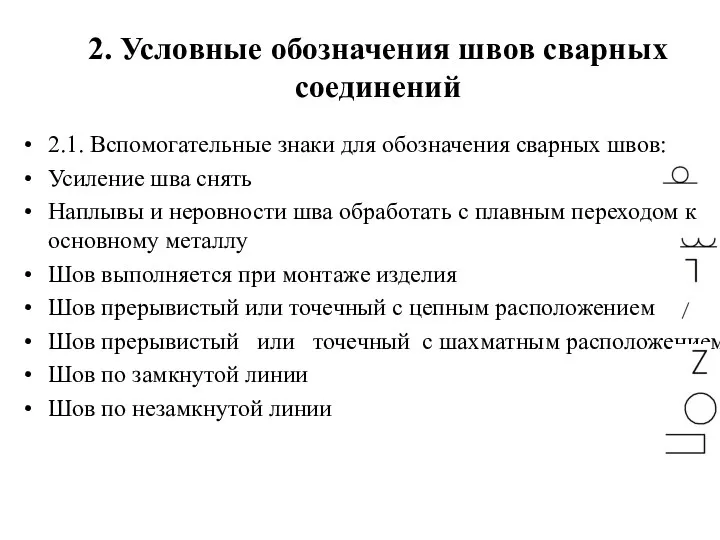
- 9. 2. Условные обозначения швов сварных соединений 2.1. Вспомогательные знаки для обозначения сварных швов: Усиление шва снять
- 10. 2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведены на схеме:
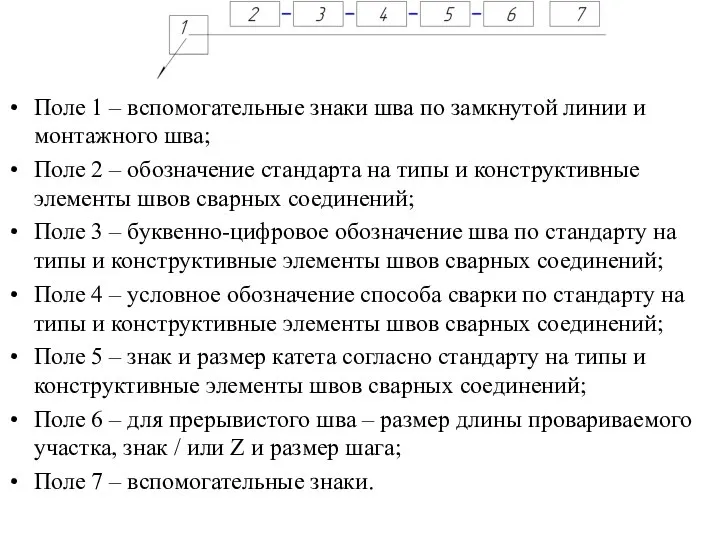
- 11. Поле 1 – вспомогательные знаки шва по замкнутой линии и монтажного шва; Поле 2 – обозначение
- 12. Знак выполняют сплошными тонкими линиями. Высота знака = высоте цифр обозначения. 2.4. Условное обозначение шва наносят:
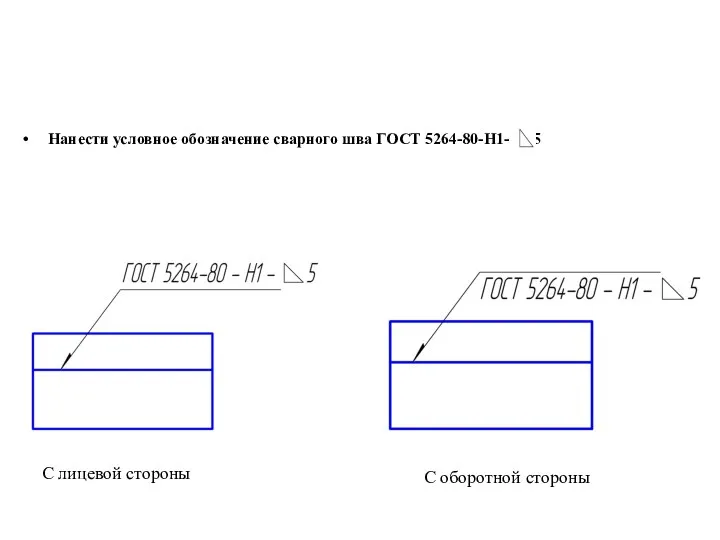
- 13. Нанести условное обозначение сварного шва ГОСТ 5264-80-Н1- 5 С лицевой стороны С оборотной стороны
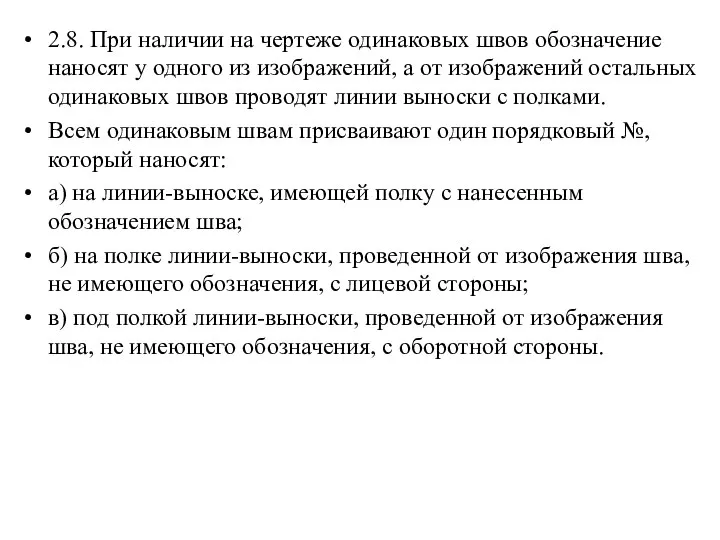
- 14. 2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений
- 15. Обозначить количество одинаковых сварных швов: №1 – ГОСТ 16310-83-С5, №2 – ГОСТ 5264-80-С15
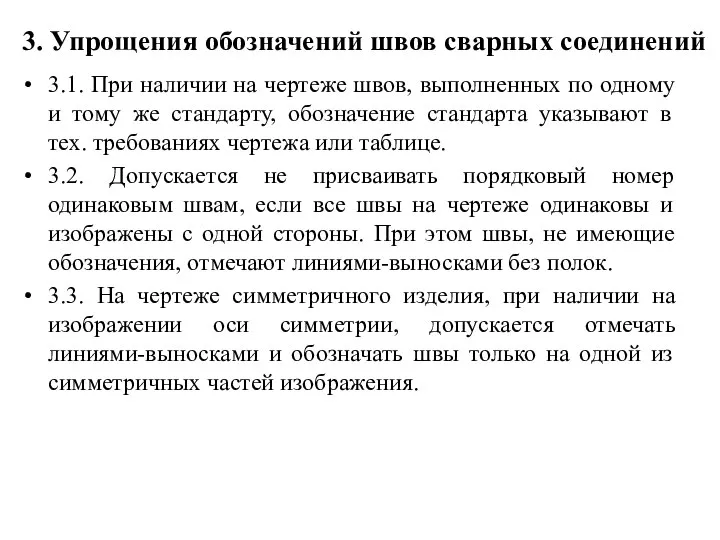
- 16. 3. Упрощения обозначений швов сварных соединений 3.1. При наличии на чертеже швов, выполненных по одному и
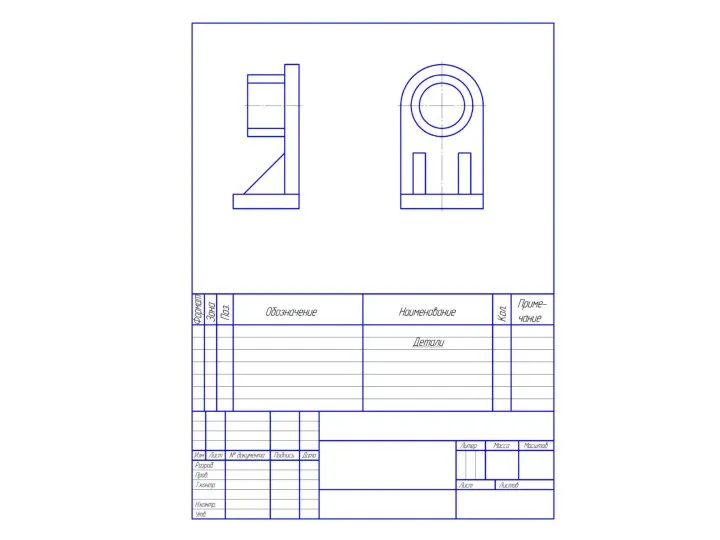
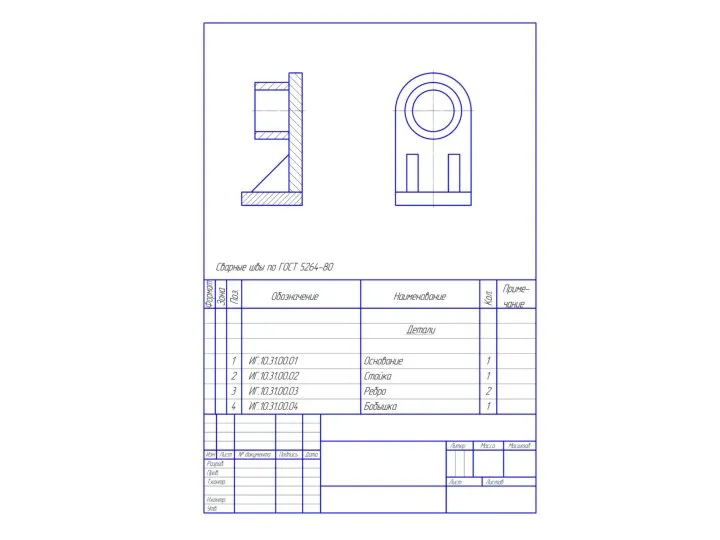
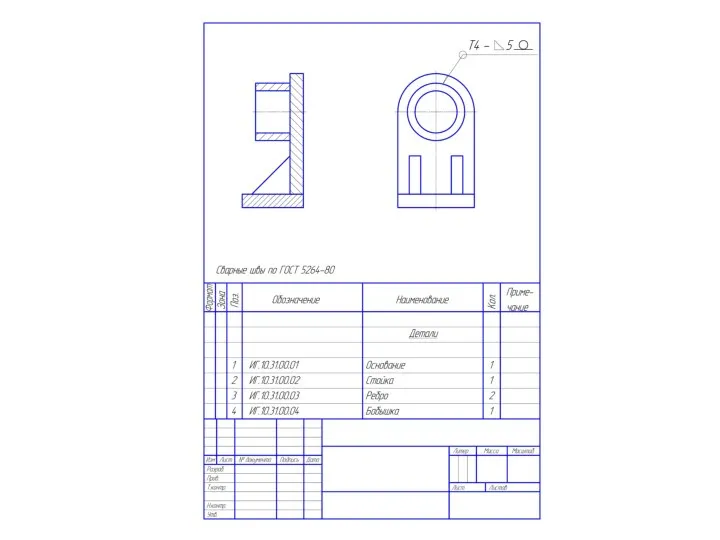
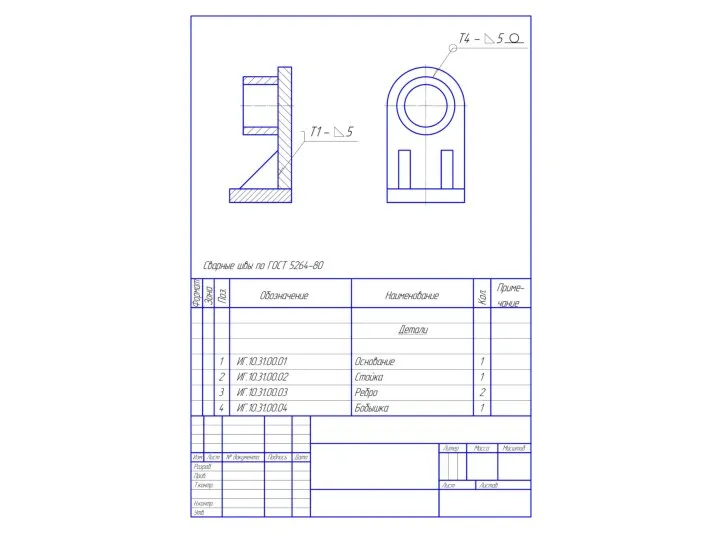
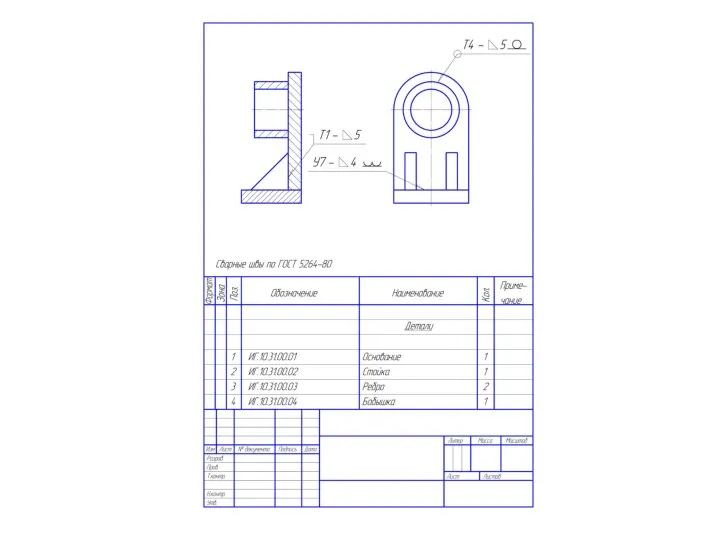
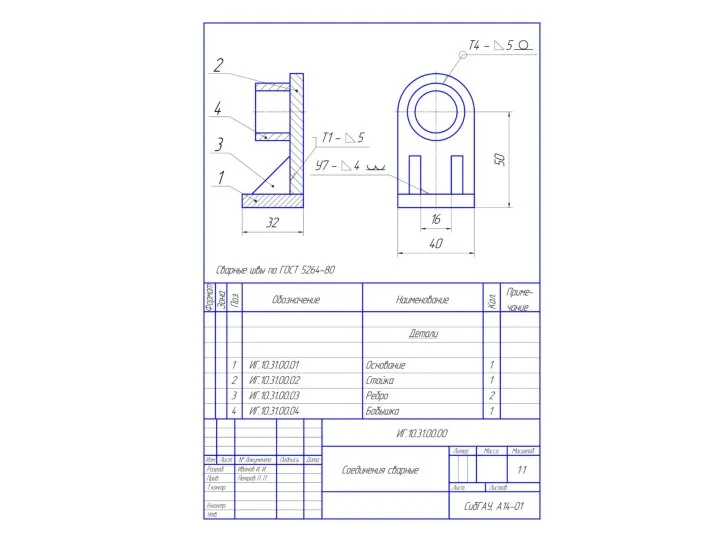
- 17. Задание. Обозначить швы сварного изделия. Сварные швы Выполнены ручной дуговой сваркой по ГОСТ 5264-80: - шов
- 27. ГОСТ 2.313-82 Условные изображения и обозначения неразъемных соединений
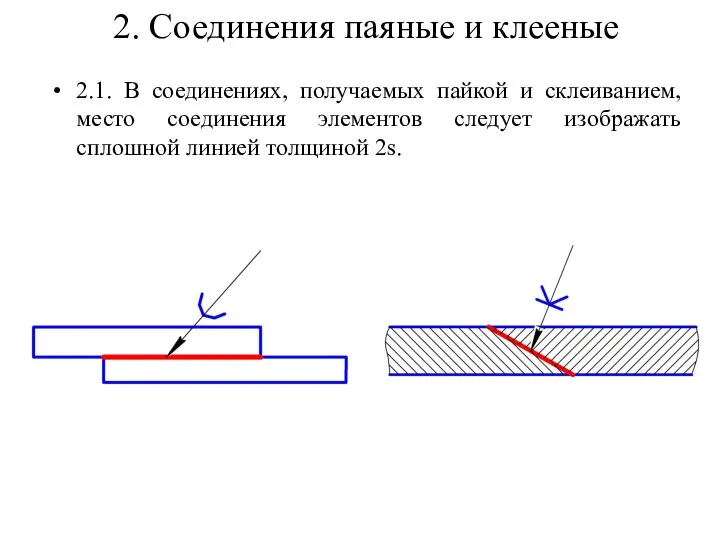
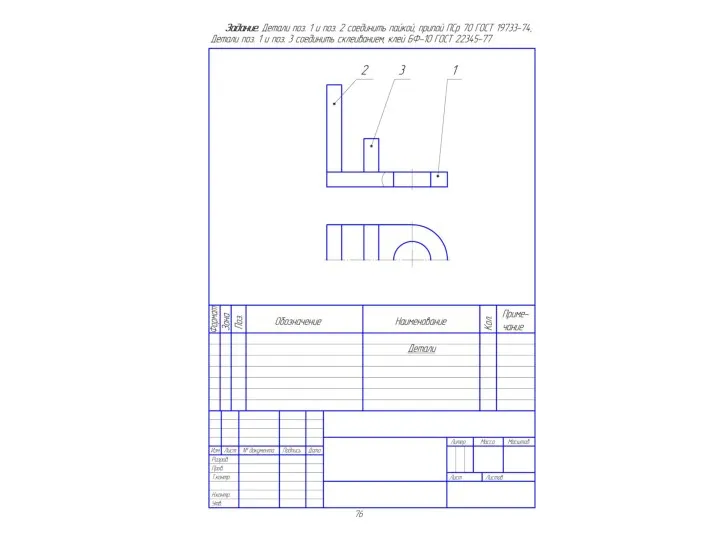
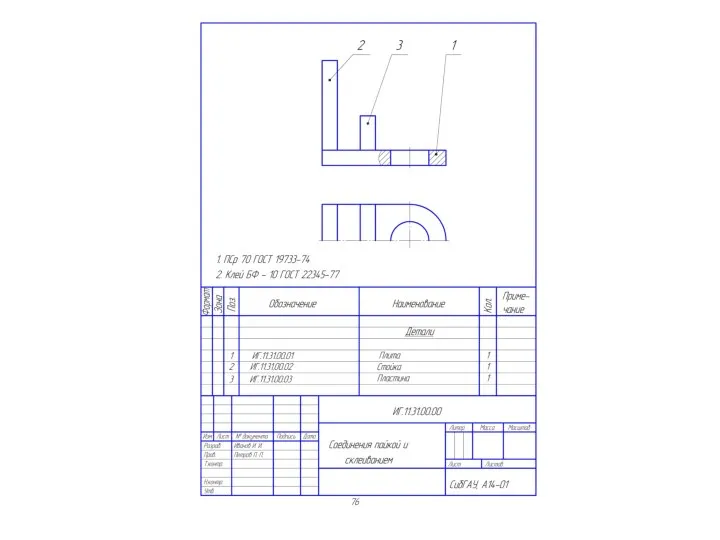
- 28. 2. Соединения паяные и клееные 2.1. В соединениях, получаемых пайкой и склеиванием, место соединения элементов следует
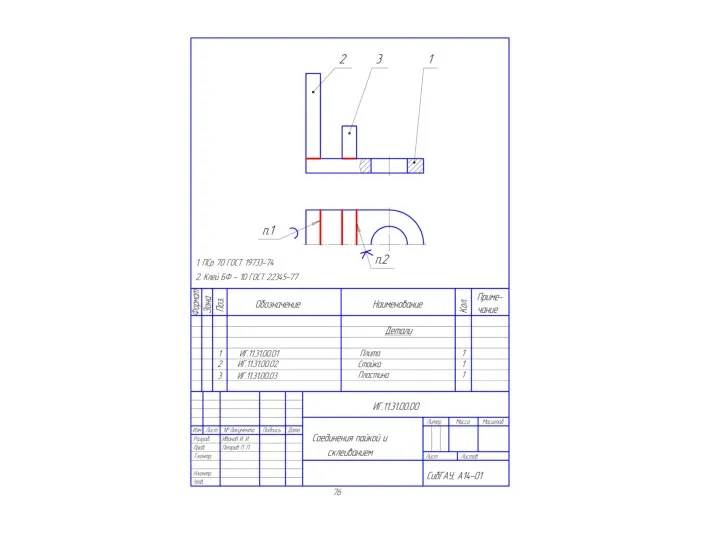
- 29. 2.2. Для обозначения паяного и клееного соединения следует применять условный знак, который наносят на линии-выноске сплошной
- 30. 2.6. Обозначение припоя или клея по соответствующему стандарту или техническим условиям следует проводить в технических требованиях
- 35. Скачать презентацию
Сварное соединение – совокупность деталей, соединенных
между собой с помощью сварки.
Сварной
Сварное соединение – совокупность деталей, соединенных
между собой с помощью сварки.
Сварной
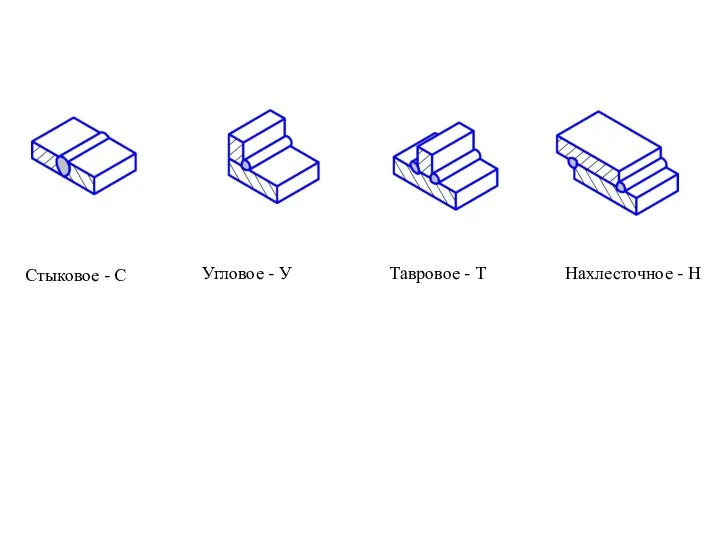
Стыковое - С
Угловое - У
Тавровое - Т
Нахлесточное - Н
Стыковое - С
Угловое - У
Тавровое - Т
Нахлесточное - Н
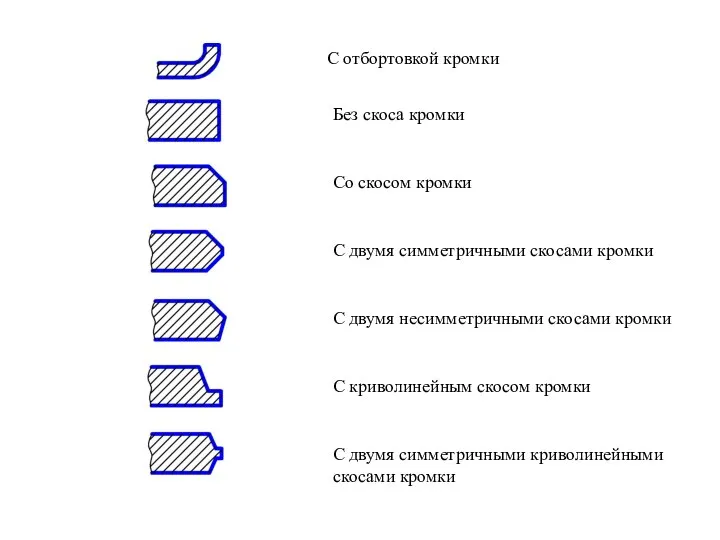
С отбортовкой кромки
Без скоса кромки
Со скосом кромки
С двумя симметричными скосами кромки
С
С отбортовкой кромки
Без скоса кромки
Со скосом кромки
С двумя симметричными скосами кромки
С
Характер выполнения швов:
односторонний
двусторонний
Различают швы:
непрерывные и прерывистые, при которых
Характер выполнения швов:
односторонний
двусторонний
Различают швы:
непрерывные и прерывистые, при которых
ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений
Устанавливает условные изображения
ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений
Устанавливает условные изображения
1. Изображение швов сварных соединений
1.1. Шов сварного соединения, независимо от способа
1. Изображение швов сварных соединений
1.1. Шов сварного соединения, независимо от способа
Нанести линию-выноску для сварного шва и одиночной сварной точки
Нанести линию-выноску для сварного шва и одиночной сварной точки
2. Условные обозначения швов сварных соединений
2.1. Вспомогательные знаки для обозначения сварных
2. Условные обозначения швов сварных соединений
2.1. Вспомогательные знаки для обозначения сварных
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведены
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведены
Поле 1 – вспомогательные знаки шва по замкнутой линии и монтажного
Поле 1 – вспомогательные знаки шва по замкнутой линии и монтажного
Знак выполняют сплошными тонкими линиями.
Высота знака = высоте цифр обозначения.
2.4.
Знак выполняют сплошными тонкими линиями.
Высота знака = высоте цифр обозначения.
2.4.
Нанести условное обозначение сварного шва ГОСТ 5264-80-Н1- 5
С лицевой стороны
С оборотной
Нанести условное обозначение сварного шва ГОСТ 5264-80-Н1- 5
С лицевой стороны
С оборотной
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного
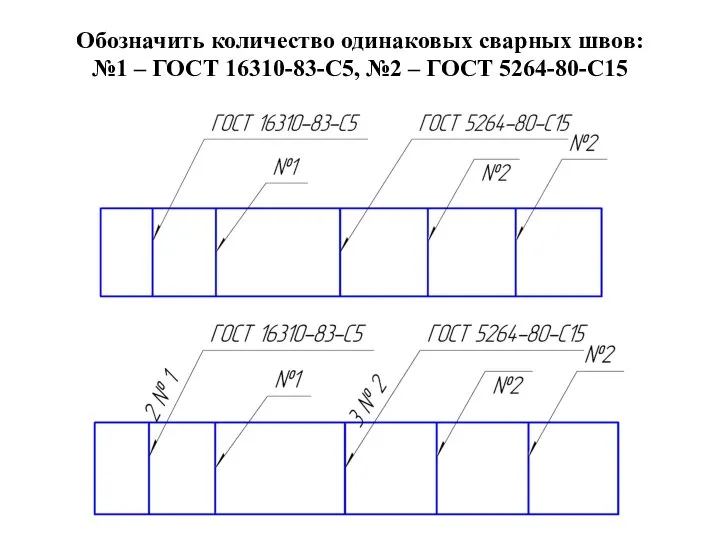
Обозначить количество одинаковых сварных швов:
№1 – ГОСТ 16310-83-С5, №2 – ГОСТ
Обозначить количество одинаковых сварных швов: №1 – ГОСТ 16310-83-С5, №2 – ГОСТ
3. Упрощения обозначений швов сварных соединений
3.1. При наличии на чертеже швов,
3. Упрощения обозначений швов сварных соединений
3.1. При наличии на чертеже швов,
Задание. Обозначить швы сварного изделия. Сварные швы
Выполнены ручной дуговой сваркой
Задание. Обозначить швы сварного изделия. Сварные швы
Выполнены ручной дуговой сваркой
ГОСТ 2.313-82 Условные изображения и обозначения неразъемных соединений
ГОСТ 2.313-82 Условные изображения и обозначения неразъемных соединений
2. Соединения паяные и клееные
2.1. В соединениях, получаемых пайкой и склеиванием,
2. Соединения паяные и клееные
2.1. В соединениях, получаемых пайкой и склеиванием,
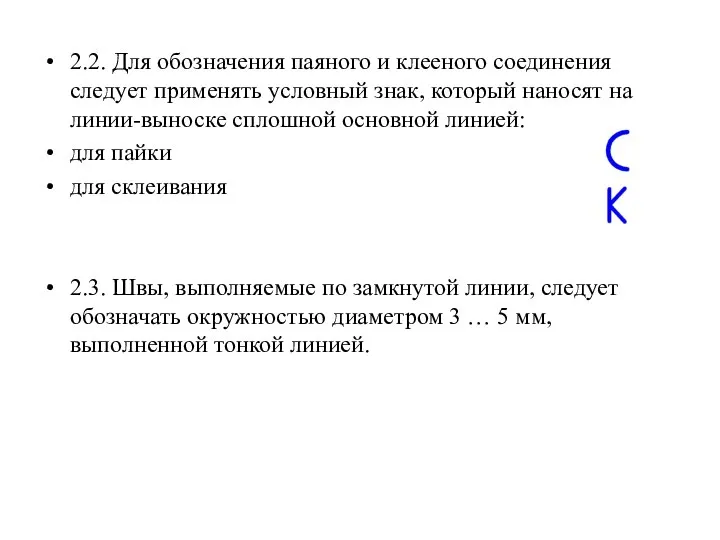
2.2. Для обозначения паяного и клееного соединения следует применять условный знак,
2.2. Для обозначения паяного и клееного соединения следует применять условный знак,
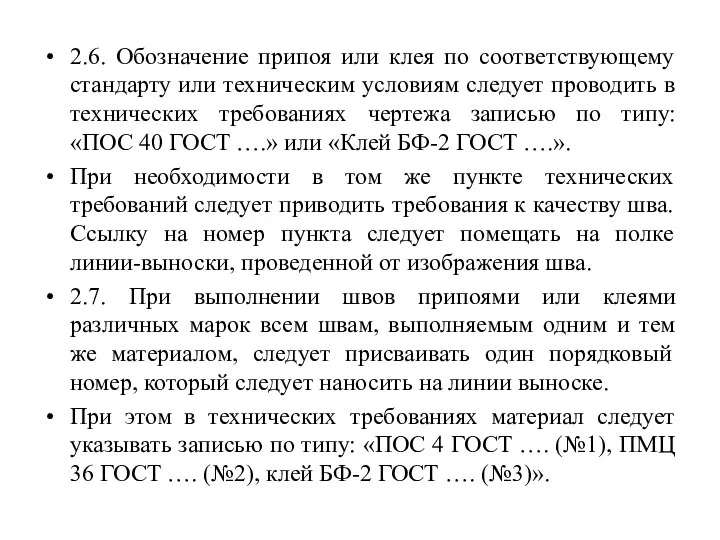
2.6. Обозначение припоя или клея по соответствующему стандарту или техническим условиям
2.6. Обозначение припоя или клея по соответствующему стандарту или техническим условиям
 О России петь, что стремиться в храм
О России петь, что стремиться в храм Выбор или десять раз отмерь
Выбор или десять раз отмерь Презентация Проблемы формирования организационной структуры компании
Презентация Проблемы формирования организационной структуры компании Служба и служащие (административно-правовой статус)
Служба и служащие (административно-правовой статус) Презентация на тему "Учебно-методические комплекты" - скачать презентации по Педагогике
Презентация на тему "Учебно-методические комплекты" - скачать презентации по Педагогике Методические основы самостоятельной физической тренировки. (Лекция 5)
Методические основы самостоятельной физической тренировки. (Лекция 5) Формирование здорового образа жизни на занятиях физической культуры
Формирование здорового образа жизни на занятиях физической культуры ФЕДЕРАЛЬНЫЙ ГОСУДАРСТВЕННЫЙ ОБРАЗОВАТЕЛЬНЫЙ СТАНДАРТ ДОШКОЛЬНОГО ОБРАЗОВАНИЯ
ФЕДЕРАЛЬНЫЙ ГОСУДАРСТВЕННЫЙ ОБРАЗОВАТЕЛЬНЫЙ СТАНДАРТ ДОШКОЛЬНОГО ОБРАЗОВАНИЯ Межнациональные конфликты в России
Межнациональные конфликты в России Место биофизики в естествознании
Место биофизики в естествознании Праздник Масленица
Праздник Масленица Понятие и сущность права
Понятие и сущность права Новые требования к введению в обращение медицинских изделий: оценка соответствия техническим регламентам
Новые требования к введению в обращение медицинских изделий: оценка соответствия техническим регламентам Hamburg 2016
Hamburg 2016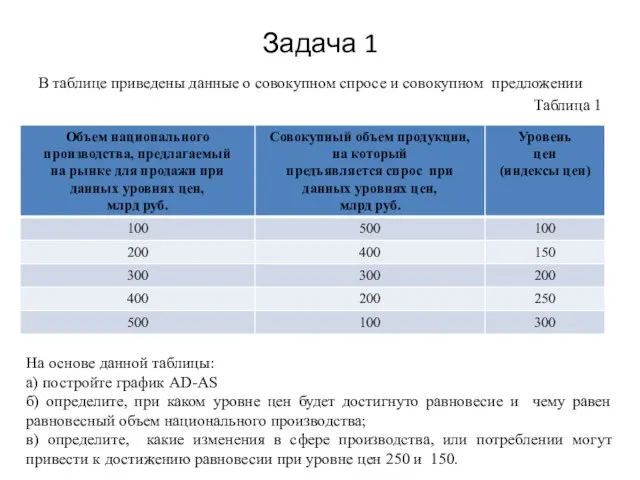 Задача 1 В таблице приведены данные о совокупном спросе и совокупном предложении Таблица 1
Задача 1 В таблице приведены данные о совокупном спросе и совокупном предложении Таблица 1 Аттестационная работа. Образовательная программа элективного курса для 10 класса «Алгоритмизация и программирование»
Аттестационная работа. Образовательная программа элективного курса для 10 класса «Алгоритмизация и программирование» Презентация на тему: «Декларирование товаров, товары подлежащие декларированию, формы, сроки, места декларирования.»
Презентация на тему: «Декларирование товаров, товары подлежащие декларированию, формы, сроки, места декларирования.»  Ходы фигур и пешек
Ходы фигур и пешек Gorodets painting
Gorodets painting Восходящие и нисходящие прямые. Разбивка окружностей в перспективе. Построение перспектив методом сетки
Восходящие и нисходящие прямые. Разбивка окружностей в перспективе. Построение перспектив методом сетки Суперхит на рынке. Изделие №9
Суперхит на рынке. Изделие №9 Гидравлический домкрат в быту
Гидравлический домкрат в быту буква щ - презентация для начальной школы
буква щ - презентация для начальной школы Презентация Цели, объекты и субъекты управления в таможенных органах
Презентация Цели, объекты и субъекты управления в таможенных органах  Мечети Казани
Мечети Казани Презентация Порочность нашей культуры и преступность
Презентация Порочность нашей культуры и преступность 8н8па76инпиш
8н8па76инпиш «Внеурочная деятельность по предмету как фактор мотивации учащихся к выбору профиля» Автор: Долженко М.А. учитель истории
«Внеурочная деятельность по предмету как фактор мотивации учащихся к выбору профиля» Автор: Долженко М.А. учитель истории