- Связь координат. Продолжение

Содержание
- 2. В токарном станке начало системы координат инструмента (xиTzи) находится в базовой точке Т инструментального блока (см.
- 3. При закреплении заготовки на станке (см. рис. 2.4, а) технологическая база для обработки заготовки в данной
- 4. Для случая, когда оси аппликат систем координат программы и станка направлены в одну сторону, zMW =
- 5. Положение точки О, заданное координатами zдWO и xдWO в системе координат программы, определится координатами хМО и
- 6. Таким образом, с учетом размещения координатной системы программы и координатной системы инструмента относительно базовых точек станка
- 7. При определении координат хМР и zMP необходимо учитывать направления составляющих величин. Если базовая точка суппорта F
- 8. Естественно, что перед началом работы по программе (см. рис. 2.4, а) полюс инструмента Р должен быть
- 9. При программировании следует принимать во внимание диапазон перемещений рабочих органов станка (рабочую зону), который задается предельными
- 10. Правила назначения нулевой точки программы 1. удобство программирования. Например, если расположить деталь в первом квадранте прямоугольной
- 12. Скачать презентацию
В токарном станке начало системы координат инструмента (xиTzи) находится в базовой
В токарном станке начало системы координат инструмента (xиTzи) находится в базовой
При закреплении заготовки на станке (см. рис. 2.4, а) технологическая база
При закреплении заготовки на станке (см. рис. 2.4, а) технологическая база
Для случая, когда оси аппликат систем координат программы и станка направлены
Для случая, когда оси аппликат систем координат программы и станка направлены
Положение точки О, заданное координатами zдWO и xдWO в системе координат
Положение точки О, заданное координатами zдWO и xдWO в системе координат
Таким образом, с учетом размещения координатной системы
программы и координатной системы инструмента
Таким образом, с учетом размещения координатной системы
программы и координатной системы инструмента
При определении координат хМР и zMP необходимо учитывать направления составляющих величин.
При определении координат хМР и zMP необходимо учитывать направления составляющих величин.
Естественно, что перед началом работы по программе (см. рис. 2.4, а)
Естественно, что перед началом работы по программе (см. рис. 2.4, а)
При программировании следует принимать во внимание диапазон перемещений рабочих органов станка
При программировании следует принимать во внимание диапазон перемещений рабочих органов станка
Правила назначения нулевой точки программы
1. удобство программирования. Например, если расположить деталь
Правила назначения нулевой точки программы
1. удобство программирования. Например, если расположить деталь
 Голодомор 1932-1933 років
Голодомор 1932-1933 років  Способы проектирования земельных участков
Способы проектирования земельных участков Характеристика основных ионов, содержащихся в природных растворах Главные ионы
Характеристика основных ионов, содержащихся в природных растворах Главные ионы Азбука весны - презентация для начальной школы
Азбука весны - презентация для начальной школы Современные проблемы профилактики ХНИЗ
Современные проблемы профилактики ХНИЗ Цифровая схемотехника. Память компьютера. Полупроводниковая память
Цифровая схемотехника. Память компьютера. Полупроводниковая память Хищники. Культура и биология
Хищники. Культура и биология Виды квадратных уравнений - презентация по Алгебре
Виды квадратных уравнений - презентация по Алгебре Презентация на тему "Дымковская игрушка"
Презентация на тему "Дымковская игрушка" Строение швейного оверлока
Строение швейного оверлока Портфолио Laser Master Гостиницы и кафе Осень 2009
Портфолио Laser Master Гостиницы и кафе Осень 2009 Презентация на тему "Учебно-методические пособия по патриотическому воспитанию в ДОУ" - скачать презентации по Педагогике
Презентация на тему "Учебно-методические пособия по патриотическому воспитанию в ДОУ" - скачать презентации по Педагогике История развития вычислительной техники
История развития вычислительной техники Искусство в системе культуры
Искусство в системе культуры Художественные системы в проектировании одежды
Художественные системы в проектировании одежды уровень жизни населения
уровень жизни населения  Коттедж на 6-ти сотках, молодой сад, с видом на море и горы, в цокольном этаже два гаража, бойлерная, подсобное помещение
Коттедж на 6-ти сотках, молодой сад, с видом на море и горы, в цокольном этаже два гаража, бойлерная, подсобное помещение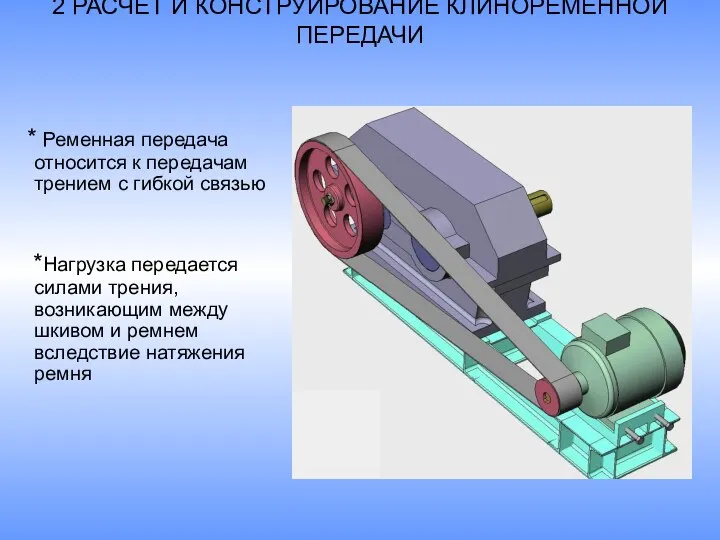 Ременная передача
Ременная передача  Восточных вымыслов игра... Наследие Древнего Востока в Петербурге
Восточных вымыслов игра... Наследие Древнего Востока в Петербурге  Порядок определения коэффициента КБМ (коэффициент бонус-малус) в 2019 году. Страхование
Порядок определения коэффициента КБМ (коэффициент бонус-малус) в 2019 году. Страхование Владимир Маяковский. Гений или простой поэт
Владимир Маяковский. Гений или простой поэт Презентация Трансформация Таможенной инфраструктуры под воздействием новых информационных технологий
Презентация Трансформация Таможенной инфраструктуры под воздействием новых информационных технологий Министерство образования Республики Беларусь Учреждение образования «Белорусский государственный университет информатики и
Министерство образования Республики Беларусь Учреждение образования «Белорусский государственный университет информатики и Методические рекомендации_
Методические рекомендации_ Christmas in America
Christmas in America Мастер - класс « Рисование контурами»
Мастер - класс « Рисование контурами»  Интеллектуальные информационные системы
Интеллектуальные информационные системы Силовая схема 45 позиции моторного режима независимого возбуждения ТЭД электровоза 2ЭС6
Силовая схема 45 позиции моторного режима независимого возбуждения ТЭД электровоза 2ЭС6