- Технология дефектовочных работ

Содержание
- 2. Тема5.Л2. Технология дефектовочных работ Лекция 2. Технология дефектовочных работ
- 3. Вопрос 1. Методы и средства выявления дефектов деталей . Вопрос 2. Организация дефектовочных работ при ремонте
- 4. ЛИТЕРАТУРА 1.Шадричев В.А. Основы технологии автостроения и ремонт автомобилей. Учебник для вузов. – Л.: Машиностроение,1976.(92) 2.Дехтеринский
- 5. 1. Методы и средства выявления дефектов деталей 1.1.Общие положения и классификация дефектов Дефектация - часть технологического
- 6. Основными целями дефектации являются: - определение качественного состояния деталей и сборочных единиц; -сортировка их на «годные»,
- 7. К годным без восстановления относят детали повреждения или величины износов поверхностей, которых лежат в пределах допускаемых
- 8. К требующим ремонта относят детали, повреждения, и величины износов поверхностей которых находятся на пределе, или превышают
- 9. К негодным относят детали, ремонт которых невозможен, или экономически нецелесообразен. Эти детали маркируют красным цветом и
- 10. Согласно ГОСТ 15467-79 под дефектом понимается каждое отдельное не соответствие продукции установленным требованиям. Если ремонтируемая деталь
- 11. Различают дефекты: конструктивные - возникающие по причине ошибок конструирования; производственные - возникающие в результате нарушения технологического
- 12. По методу контроля изготавливаемой или ремонтируемой продукции дефекты подразделяются: критический дефект - дефект при наличии которого
- 13. По результатам контроля устанавливают: устранимый дефект - дефект, устранение которого технически возможно и экономически целесообразно; неустранимый
- 14. Правила (регламент, график), методы (приемы, последовательность операций, объем и точность) и средства контроля продукции обуславливают деление
- 15. 1.2. Методы и средства выявления дефектов деталей Методы и средства выявления явных дефектов. При дефектации деталей
- 16. Для выявления явных дефектов применяются: органолептический и измерительный контроль. Органолептический контроль при дефектации деталей применяется чаще
- 17. При измерительном контроле, контрольные операции технологического процесса дефектации производятся с помощью измерительного инструмента (универсального и жесткого)
- 18. К универсальному инструменту относится большая группа инструментов различного назначения: - штангенинструмент (штангенциркули, штангенглубиномеры, штангензубомеры) применяются для
- 19. При ремонте большого количества одноименных деталей выявление дефектов целесообразно проводить жестким предельным инструментом, что способствует повышению
- 20. К жесткому инструменту относятся: скобы, калибры, шаблоны, пробки). Скобы для контроля размеров по наружному диаметру (валы,
- 21. Методы и средства выявлений скрытых дефектов Для выявления скрытых дефектов в деталях (трещины, волосовины, раковины) применяют
- 22. Опрессовку применяют для обнаружения скрытых дефектов в полых деталях и заполняют водой (гидравлический метод) или сжатым
- 23. Метод керосиновой пробы заключается в том, что деталь смачивают керосином, после чего ее насухо протирают и
- 24. Метод магнитной дефектоскопии: сущность способа состоит в том, что при пропускании магнитного потока через контролируемую деталь,
- 25. Люминесцентный метод дефектоскопии основан на явлении капиллярного проникновения смачивающей жидкости в трещины и поры, и свойстве
- 26. Ультразвуковой метод обнаружения скрытых дефектов основан на свойстве ультразвука проходить через однородные материалы и отражаться от
- 27. При дефектации деталей руководствуются техническими условиями на капитальный ремонт. Технические условия на дефектацию деталей составляются в
- 28. 2. Организация дефектовочных работ при ремонте машин и агрегатов. Дефектация деталей на ремонтном предприятии организуется в
- 29. Расположение отделений и постов дефектации и организация их работы должны исключить возможность попадания на сборку непроверенных,
- 30. Специализация постов отделения дефектации цеха ремонта агрегатов производится по следующим группам деталей: -картеры, корпусные и крупногабаритные
- 31. При регламентированном ремонте посты дефектации деталей и сборочных единиц могут быть организованы непосредственно на участках (рабочих
- 32. Оснащение постов оборудованием, инструментом и технической документацией производится исходя из возможности выявления всех дефектов встречающихся в
- 33. Показателями технического состояния при дефектации являются: изменение формы детали, целостность материала, деформация и износ поверхностей, изменение
- 34. Результаты сортировки деталей по маршрутам восстановления отмечают краской на самих деталях (указывается номер маршрута). Дефектацию деталей
- 36. Скачать презентацию
Тема5.Л2. Технология дефектовочных работ
Лекция 2.
Технология дефектовочных работ
Тема5.Л2. Технология дефектовочных работ
Лекция 2.
Технология дефектовочных работ
Вопрос 1. Методы и средства выявления дефектов деталей .
Вопрос 2. Организация
Вопрос 2. Организация
ЛИТЕРАТУРА
1.Шадричев В.А. Основы технологии автостроения и ремонт автомобилей. Учебник для вузов.
1.Шадричев В.А. Основы технологии автостроения и ремонт автомобилей. Учебник для вузов.
1. Методы и средства выявления дефектов деталей
1.1.Общие положения и классификация дефектов
Дефектация
1.1.Общие положения и классификация дефектов
Дефектация
Основными целями дефектации являются:
- определение качественного состояния деталей и
Основными целями дефектации являются:
- определение качественного состояния деталей и
К годным без восстановления относят детали повреждения или величины износов поверхностей,
К требующим ремонта относят детали, повреждения, и величины износов поверхностей
К требующим ремонта относят детали, повреждения, и величины износов поверхностей
К негодным относят детали, ремонт которых невозможен, или экономически нецелесообразен. Эти
Согласно ГОСТ 15467-79 под дефектом понимается каждое отдельное не соответствие продукции
Согласно ГОСТ 15467-79 под дефектом понимается каждое отдельное не соответствие продукции
Различают дефекты:
конструктивные - возникающие по причине ошибок конструирования;
производственные - возникающие
Различают дефекты: конструктивные - возникающие по причине ошибок конструирования; производственные - возникающие
По методу контроля изготавливаемой или ремонтируемой продукции дефекты подразделяются:
критический дефект
По методу контроля изготавливаемой или ремонтируемой продукции дефекты подразделяются:
критический дефект
По результатам контроля устанавливают:
устранимый дефект - дефект, устранение которого технически возможно
По результатам контроля устанавливают:
устранимый дефект - дефект, устранение которого технически возможно
Правила (регламент, график), методы (приемы, последовательность операций, объем и точность)
Правила (регламент, график), методы (приемы, последовательность операций, объем и точность)
1.2. Методы и средства выявления дефектов деталей
Методы и средства выявления явных
1.2. Методы и средства выявления дефектов деталей
Методы и средства выявления явных
Для выявления явных дефектов применяются: органолептический и измерительный контроль. Органолептический
Для выявления явных дефектов применяются: органолептический и измерительный контроль. Органолептический
При измерительном контроле, контрольные операции технологического процесса дефектации производятся
При измерительном контроле, контрольные операции технологического процесса дефектации производятся
К универсальному инструменту относится большая группа инструментов различного назначения:
- штангенинструмент (штангенциркули,
К универсальному инструменту относится большая группа инструментов различного назначения:
- штангенинструмент (штангенциркули,
При ремонте большого количества одноименных деталей выявление дефектов целесообразно
При ремонте большого количества одноименных деталей выявление дефектов целесообразно
К жесткому инструменту относятся: скобы, калибры, шаблоны, пробки).
Скобы для контроля
К жесткому инструменту относятся: скобы, калибры, шаблоны, пробки).
Скобы для контроля
Методы и средства выявлений скрытых дефектов
Для выявления скрытых дефектов в
Методы и средства выявлений скрытых дефектов Для выявления скрытых дефектов в
Опрессовку применяют для обнаружения скрытых дефектов в полых деталях и заполняют
Метод керосиновой пробы заключается в том, что деталь смачивают керосином,
Метод керосиновой пробы заключается в том, что деталь смачивают керосином,
Метод магнитной дефектоскопии: сущность способа состоит в том, что при пропускании
Метод магнитной дефектоскопии: сущность способа состоит в том, что при пропускании
Люминесцентный метод дефектоскопии основан на явлении капиллярного проникновения смачивающей жидкости в
Люминесцентный метод дефектоскопии основан на явлении капиллярного проникновения смачивающей жидкости в
Ультразвуковой метод обнаружения скрытых дефектов основан на свойстве ультразвука проходить
Ультразвуковой метод обнаружения скрытых дефектов основан на свойстве ультразвука проходить
При дефектации деталей руководствуются техническими условиями на капитальный ремонт. Технические
При дефектации деталей руководствуются техническими условиями на капитальный ремонт. Технические
2. Организация дефектовочных работ при ремонте машин и агрегатов.
Дефектация деталей на
2. Организация дефектовочных работ при ремонте машин и агрегатов. Дефектация деталей на
Расположение отделений и постов дефектации и организация их работы должны
Расположение отделений и постов дефектации и организация их работы должны
Специализация постов отделения дефектации цеха ремонта агрегатов производится по следующим группам
Специализация постов отделения дефектации цеха ремонта агрегатов производится по следующим группам
При регламентированном ремонте посты дефектации деталей и сборочных единиц могут быть
При регламентированном ремонте посты дефектации деталей и сборочных единиц могут быть
Оснащение постов оборудованием, инструментом и технической документацией производится исходя из
Оснащение постов оборудованием, инструментом и технической документацией производится исходя из
Показателями технического состояния при дефектации являются: изменение формы детали, целостность
Показателями технического состояния при дефектации являются: изменение формы детали, целостность
Результаты сортировки деталей по маршрутам восстановления отмечают краской на самих
Результаты сортировки деталей по маршрутам восстановления отмечают краской на самих
 Культура России во второй половине XIX- начала XX века.
Культура России во второй половине XIX- начала XX века. Цифровые системы передачи
Цифровые системы передачи Родительское собрание на тему: «Трудный диалог с учёбой или как помочь своему ребёнку учиться».
Родительское собрание на тему: «Трудный диалог с учёбой или как помочь своему ребёнку учиться». Социально-психологическое тестирование обучающихся
Социально-психологическое тестирование обучающихся КС_ДО_ЭА_внедрение_ВКС_9.3
КС_ДО_ЭА_внедрение_ВКС_9.3 Нейролингвистическое программирование Работу выполнили студенты группы Ю104 Стрельникова Елена и Масальский Михаил
Нейролингвистическое программирование Работу выполнили студенты группы Ю104 Стрельникова Елена и Масальский Михаил Товарная инновационная политика
Товарная инновационная политика  15 советов абитуриенту 9в
15 советов абитуриенту 9в МОУ «Средняя общеобразовательная школа №5» Петрова Н.В. Учитель русского языка
МОУ «Средняя общеобразовательная школа №5» Петрова Н.В. Учитель русского языка Сказочная страна «Натюрморт» - презентация для начальной школы
Сказочная страна «Натюрморт» - презентация для начальной школы Хрюк на елке - презентация для начальной школы
Хрюк на елке - презентация для начальной школы Техническая документация системы РЗА (релейная защита и автоматика)
Техническая документация системы РЗА (релейная защита и автоматика) Ваш ребенок идет в школу в 2014году Материалы собрания для родителей будущих первоклассников ГБОУ СОШ №618 18 .01-2014
Ваш ребенок идет в школу в 2014году Материалы собрания для родителей будущих первоклассников ГБОУ СОШ №618 18 .01-2014  Неопределенный интеграл
Неопределенный интеграл СОДЕРЖАНИЕ ОСНОВ КОНСТИТУЦИОННОГО СТРОЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОДЕРЖАНИЕ ОСНОВ КОНСТИТУЦИОННОГО СТРОЯ РОССИЙСКОЙ ФЕДЕРАЦИИ Эрно Рубик. Турнир по сборке кубика Рубика. Соревнования спидкуберов
Эрно Рубик. Турнир по сборке кубика Рубика. Соревнования спидкуберов Межкультурные коммуникации. Типы коммуникаций и их характеристики
Межкультурные коммуникации. Типы коммуникаций и их характеристики Презентация на тему "Звіт основні орієнтири 2 клас 2012" - скачать презентации по Педагогике
Презентация на тему "Звіт основні орієнтири 2 клас 2012" - скачать презентации по Педагогике Системы счисления
Системы счисления Презентация "Несушка" - скачать презентации по Экономике
Презентация "Несушка" - скачать презентации по Экономике Презентация Сыры
Презентация Сыры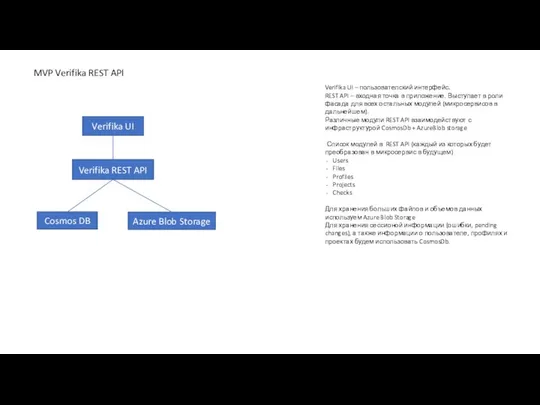 Архитектура Verifika Web
Архитектура Verifika Web Автоматизация технологических процессов и производств
Автоматизация технологических процессов и производств  Программирование. Кто такие программисты
Программирование. Кто такие программисты Модифицированный симплекс метод
Модифицированный симплекс метод Die Schweiz
Die Schweiz Химически опасные объекты
Химически опасные объекты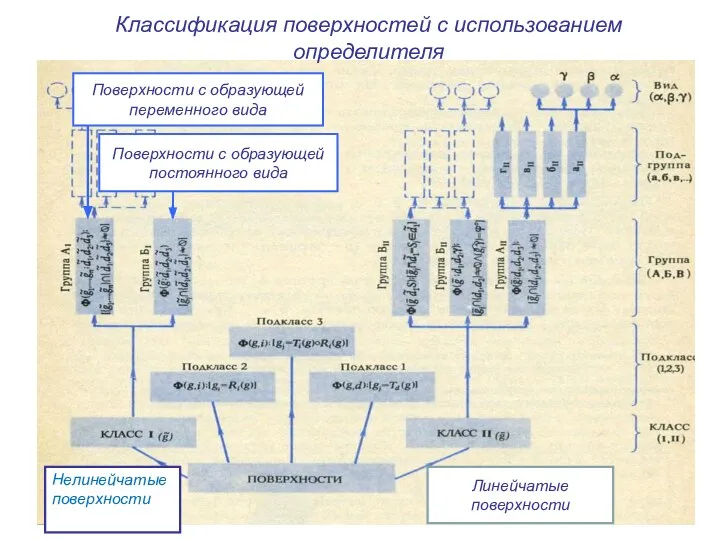 Классификация поверхностей с использованием определителя
Классификация поверхностей с использованием определителя