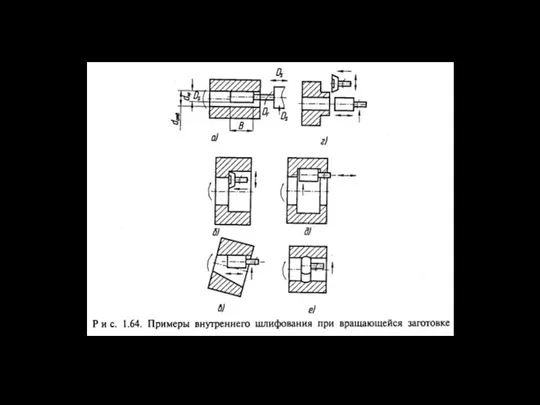
- Технология машиностроения. Изготовление втулок

Содержание
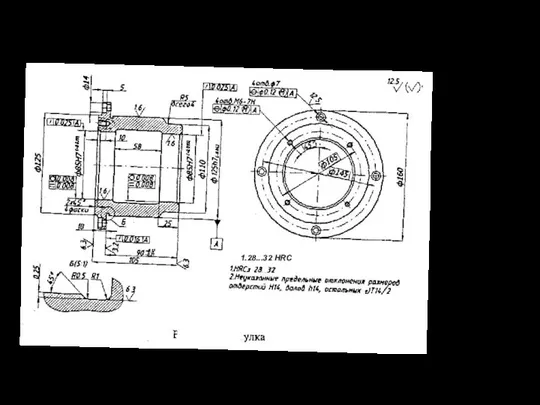
- 2. 1.28...32 HRC
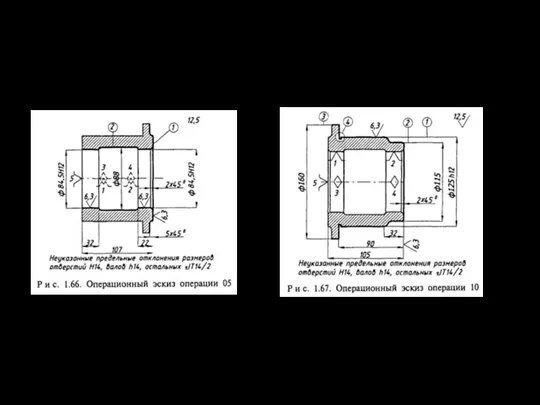
- 3. Технологические задачи Точность размеров. Диаметры наружных поверхностей выполняют по h6, h7; отверстия по H6...H8. Точность формы.
- 5. а - пушечное сверло; б - ружейное сверло; в - шнековое сверло; г - четырехленточное сверло
- 6. Ружейное сверло со сменными пластинами
- 7. Станок глубокого сверления
- 8. Сверление глубокого отверстия эжекционным сверлом
- 13. Растачивание нескольких отверстий с помощью борштанги с передним направлением
- 14. Борштанги с ЧПУ
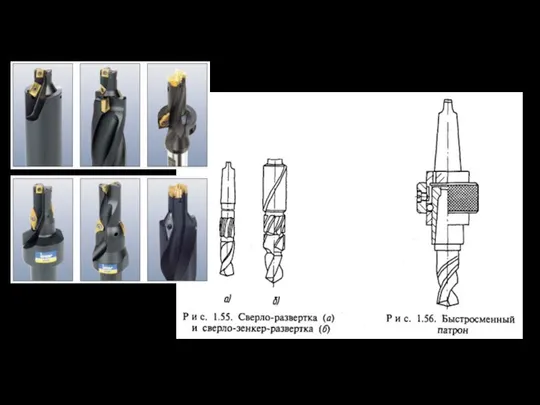
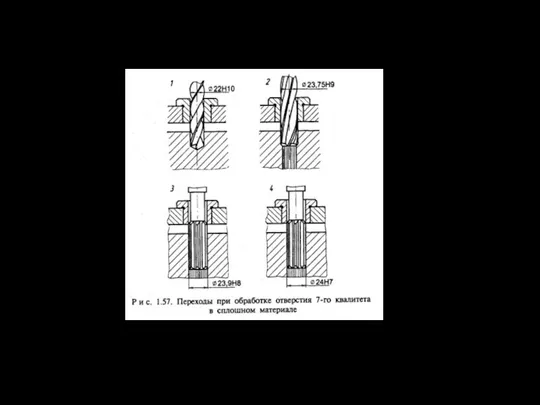
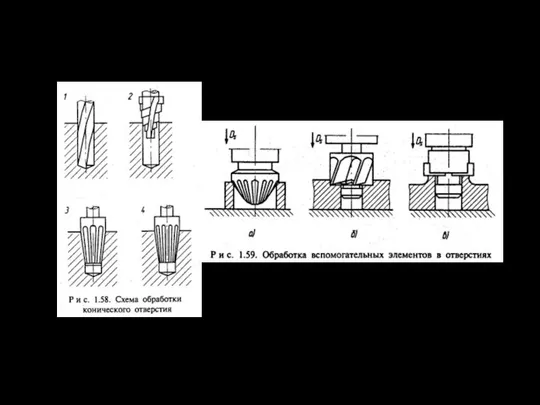
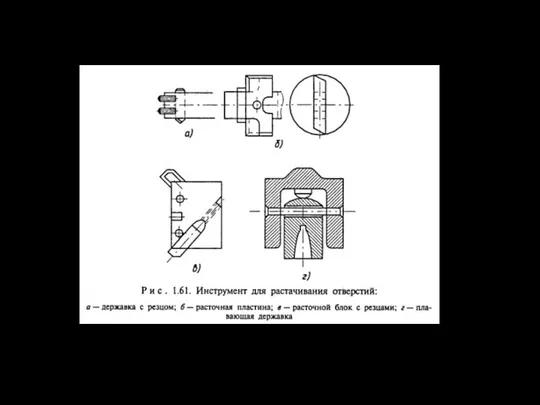
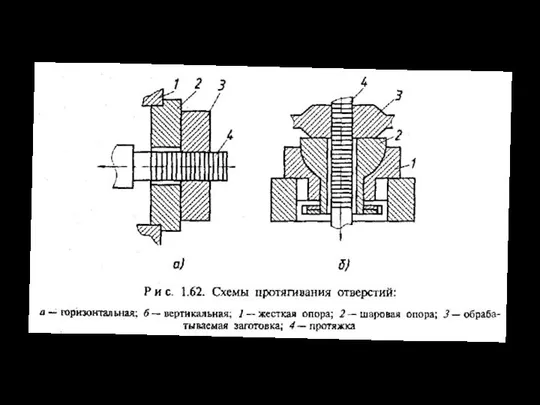
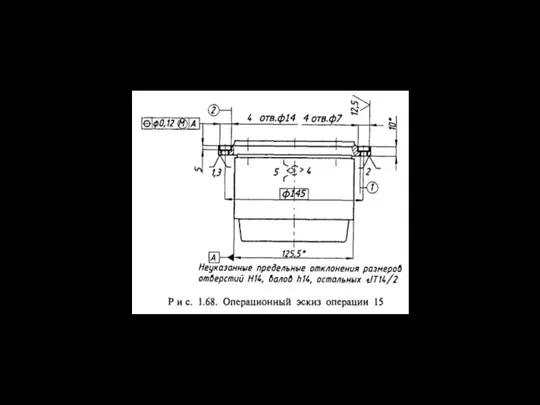
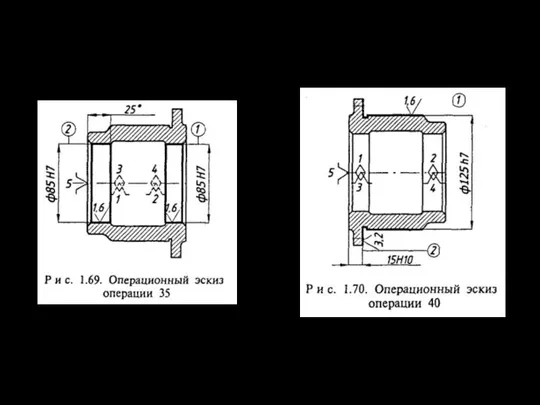
- 15. Инструменты для обработки глубоких отверстий
- 20. Хонингование гильзы цилиндра ДВС Устройство хонинговальной головки
- 21. 1.28...32 HRC
- 26. Скачать презентацию
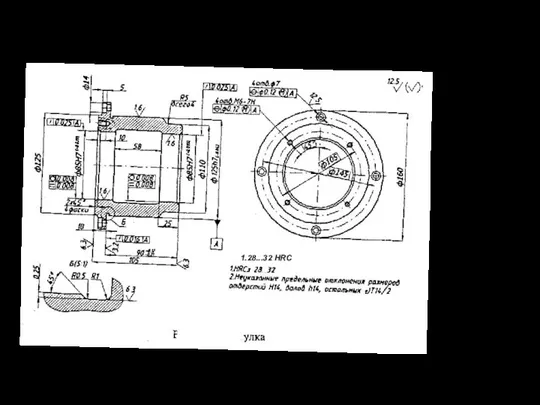
1.28...32 HRC
1.28...32 HRC
Технологические задачи
Точность размеров. Диаметры наружных поверхностей выполняют по h6, h7; отверстия
Технологические задачи
Точность размеров. Диаметры наружных поверхностей выполняют по h6, h7; отверстия
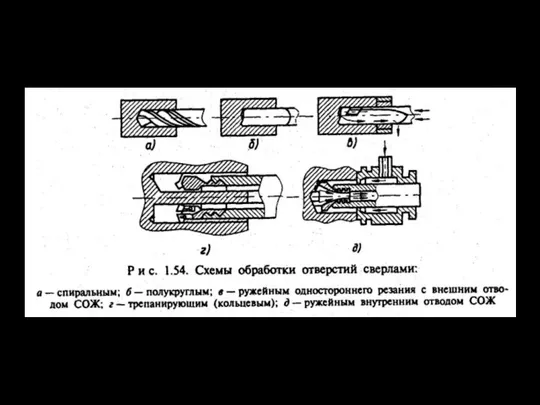
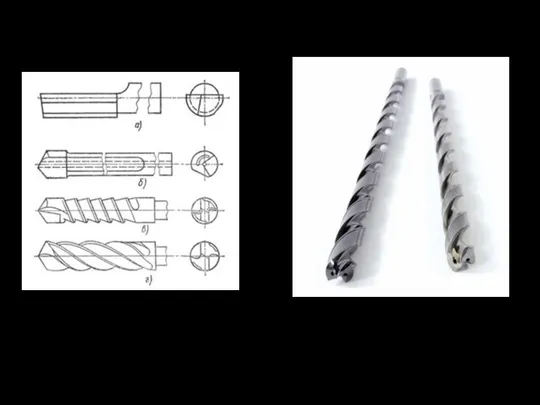
а - пушечное сверло; б - ружейное сверло; в - шнековое
а - пушечное сверло; б - ружейное сверло; в - шнековое

Ружейное сверло со сменными пластинами
Ружейное сверло со сменными пластинами

Станок глубокого сверления
Станок глубокого сверления
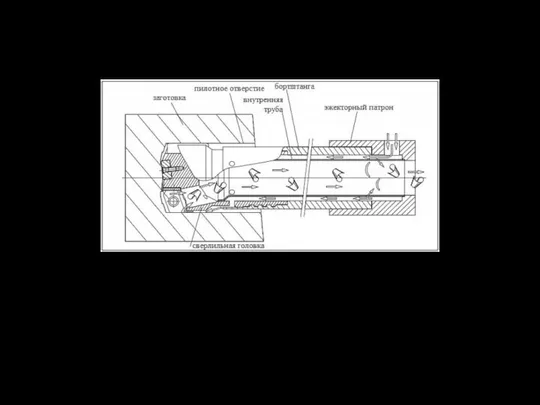
Сверление глубокого отверстия эжекционным сверлом
Сверление глубокого отверстия эжекционным сверлом
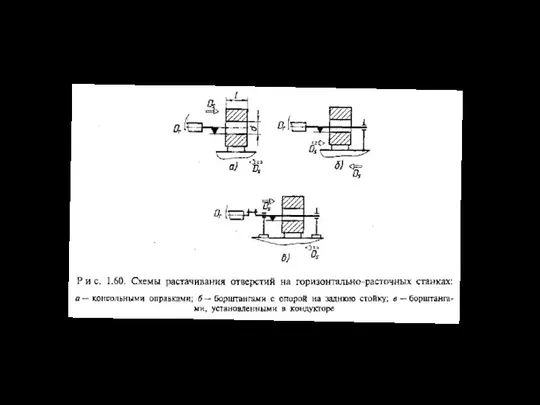

Растачивание нескольких отверстий с помощью борштанги с передним направлением
Растачивание нескольких отверстий с помощью борштанги с передним направлением

Борштанги с ЧПУ
Борштанги с ЧПУ

Инструменты для обработки глубоких отверстий
Инструменты для обработки глубоких отверстий
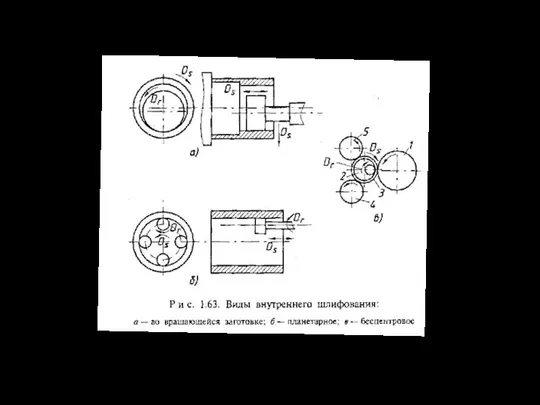
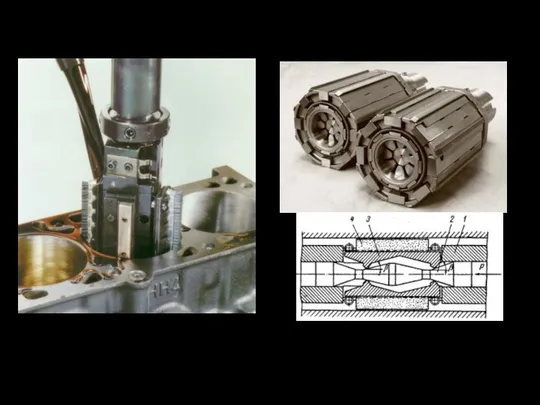
Хонингование гильзы цилиндра ДВС
Устройство хонинговальной головки
Хонингование гильзы цилиндра ДВС
Устройство хонинговальной головки
1.28...32 HRC
1.28...32 HRC
 Новый год, Рождество, Старый Новый год
Новый год, Рождество, Старый Новый год Презентация "Государственная Третьяковская Галерея" - скачать презентации по МХК
Презентация "Государственная Третьяковская Галерея" - скачать презентации по МХК Экономическая природа денег
Экономическая природа денег  Понятие, сущность и принципы бюджетной системы.
Понятие, сущность и принципы бюджетной системы. Информационный поиск Лидия Михайловна Пивоварова Системы понимания текста
Информационный поиск Лидия Михайловна Пивоварова Системы понимания текста Роль техники в жизни человека
Роль техники в жизни человека Строительная компания. Шаблон сайта
Строительная компания. Шаблон сайта Уроки музичного мистецтва у школі, як засіб патріотичного виховання
Уроки музичного мистецтва у школі, як засіб патріотичного виховання Электронные средства коммуникации в учебном процессе Болдырева Н.А. Педагогический институт Южного федерального университет
Электронные средства коммуникации в учебном процессе Болдырева Н.А. Педагогический институт Южного федерального университет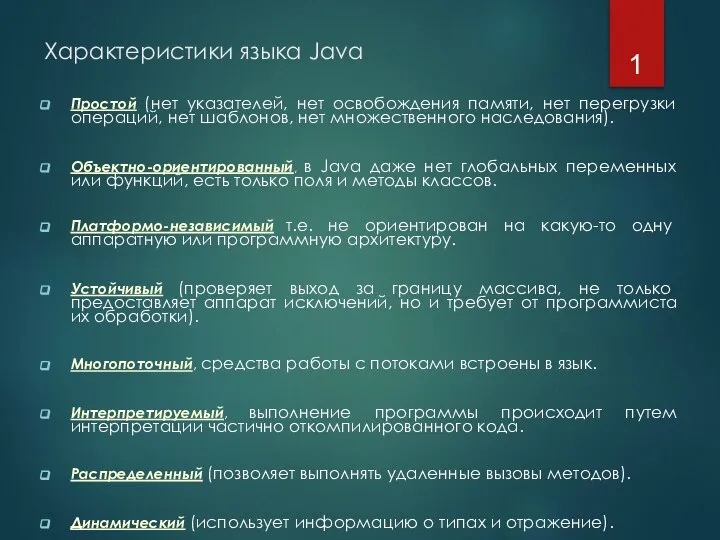 Характеристики языка Java
Характеристики языка Java у пруда - презентация для начальной школы
у пруда - презентация для начальной школы Зарождение МФК «Парадокс»
Зарождение МФК «Парадокс» Решение оздоровительных, образовательных и воспитательных задач на физкультурном занятии в дошкольном учреждении
Решение оздоровительных, образовательных и воспитательных задач на физкультурном занятии в дошкольном учреждении Расширяемая процессорная платформа семейства Zynq-7000
Расширяемая процессорная платформа семейства Zynq-7000 Германские языки. Возникновение письменности. Руническое письмо
Германские языки. Возникновение письменности. Руническое письмо Противовоспалительные средства (ПВС)
Противовоспалительные средства (ПВС)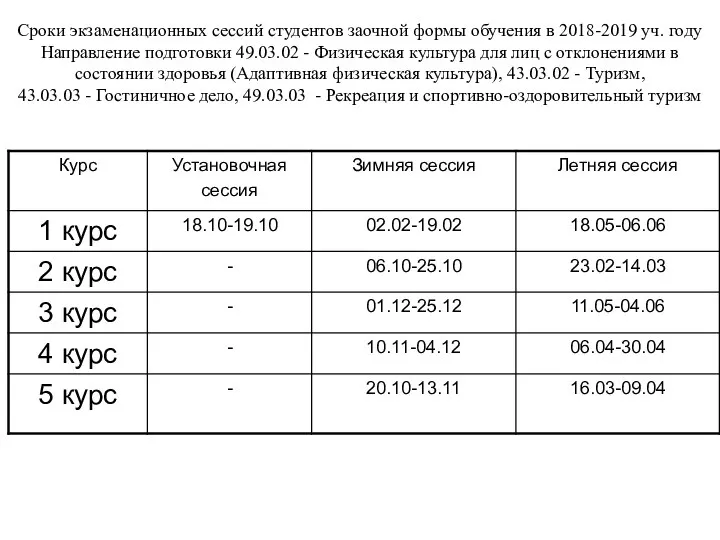 Сроки экзаменационных сессий студентов заочной формы обучения в 2018-2019 уч. году
Сроки экзаменационных сессий студентов заочной формы обучения в 2018-2019 уч. году ООН не признала Иерусалим столицей Израиля
ООН не признала Иерусалим столицей Израиля Политика и власть
Политика и власть Kobieta
Kobieta Государственный надзор за кадастровой деятельностью
Государственный надзор за кадастровой деятельностью Тарас Григорович Шевченко (1814-1861)
Тарас Григорович Шевченко (1814-1861) Информационная безопасность
Информационная безопасность  Техніко-тактична підготовка юних футболістів
Техніко-тактична підготовка юних футболістів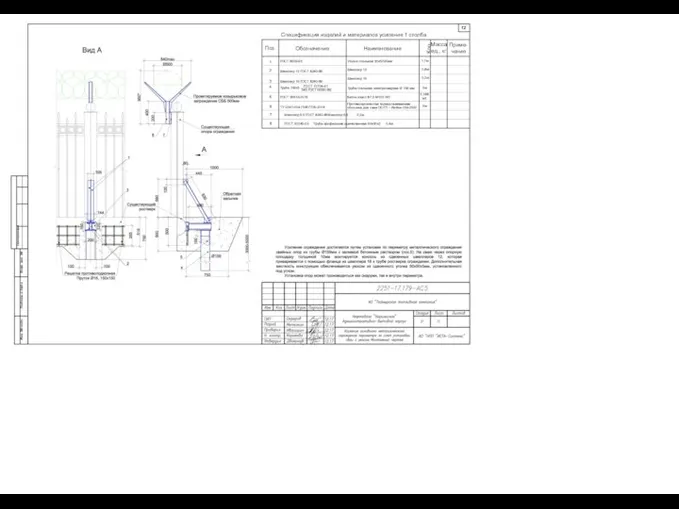 Противопучинистая оболочка
Противопучинистая оболочка Person Verb
Person Verb Социальная политика государства и управление социальным развитием организации
Социальная политика государства и управление социальным развитием организации Мова HTML
Мова HTML