- Технология производства РЭС

Содержание
- 2. Предмет, цель и содержание курса. Технология (греч. techne – искусство, мастерство, умение + logos – понятие,
- 3. Цель курса: - изучение технологических процессов производства РЭА и методов их проектирования; - изучение основ управления
- 4. Объект технологии производства – конструкция РЭА. Конструкция – совокупность деталей с разными физическими свойствами и формами,
- 5. Разработка, изготовление и эксплуатация РЭС должны быть оптимальны на всех стадиях и, следовательно, рассматриваться как единое
- 6. Теоретические основы организации и функционирования технологических систем. Основные понятия и определения технологических систем Технология должна обеспечивать
- 7. Структура и характеристика технологических систем Технологические системы относятся к сложным системам. Сложная система - объект, предназначенный
- 8. Основные понятия и определения технологических систем Роль технолога в производстве РЭА Основной задачей технолога является разработка
- 9. Основные понятия и определения технологии РЭА Технология должна обеспечивать заданные свойства изделия. Качество отдельной детали или
- 10. Математические модели технологических процессов и методы их построения Основное требование к моделям технологических процессов - точность
- 11. Построение технологического процесса в зависимости от типа производства Проектирование ТП, выбор средств оснащения, контроля, испытаний в
- 12. Основные понятия и определения технологии РЭА. Производственный процесс (ПП) - совокупность всех действий людей, орудий труда
- 13. Заготовка - полупродукт производства, из которого изменением формы, состояния поверхности и физических свойств исходного материала изготовляют
- 14. Этап технологического процесса - группа операций, выполняемых последовательно и имеющих признак общности. Группирование операций в этапы
- 15. Установ - часть операции в несколько переходов, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемого изделия.
- 16. Технологическая подготовка производства РЭА, ее основные задачи, положения и правила организации Рациональная организация производственного процесса невозможна
- 17. Технологическая подготовка производства - совокупность современных методов организации, управления и решения технологических задач на основе комплексной
- 18. Безотказность - свойство изделия сохранять работоспособность в течение некоторой наработки без вынужденных перерывов. Ремонтопригодность - свойство
- 19. Состав типового технологического процесса изготовления РЭА включает в себя: • входной контроль технологического процесса, • технологическая
- 20. Математические модели ТП и методы их построения Модель является представлением ТП в некоторой форме, отличной от
- 21. Статическая модель отражает функциональные зависимости между технико-экономическими показателями ТП и его параметрами, независящими от времени. Она
- 22. Детерминированная модель отражает существование однозначной функциональной зависимости между показателями качества ТП и значениями технологических параметров. Стохастическая
- 23. Детерминированные и стохастические модели находятся в тесной взаимосвязи, т.к. первые требуют экспериментальной проверки и статистической обработки
- 24. Частный случай - математическая модель - совокупность соотношений (формул, уравнений, операторов...), определяющих характеристики функционирования ТП в
- 25. Компоненты - составляющие, которые при соответствующем объединении образуют систему ТП. Переменные - величины, которые могут принимать
- 26. Функциональные зависимости - описывают поведение переменных и параметров одного компонента или выражают связи между компонентами системы.
- 27. Ограничения - устанавливаемые пределы изменения переменных или ограничивающие условия проведения ТП, Искусственные ограничения большинство требований к
- 28. К первому виду относятся экономические, технико-экономические, технико-технологические показатели функционирования ТП (точность, надежность, стабильность и устойчивость). Для
- 29. Основные требования к моделям ТП Основное требование - точность соответствия модели реальному ТП. Точность модели обеспечивается
- 30. Требование непрерывности модели - ее справедливость во всем диапазоне изменения технологических режимов. Модель также должна быть:
- 31. Построение моделей техпроцессов При построении модели необходимо определить: • назначение модели, • компоненты, которые должны быть
- 32. Создание модели включают в себя следующие основные этапы. 1. Оценка - определение, насколько хорошо ТП предполагаемой
- 33. 5. Оптимизация - выявление такого сочетания действующих факторов, при котором обеспечивается наилучшее качество ТП. 6. Выявление
- 34. Известны следующие методы построения математической модели: • аналитические, основанные на применении математического аппарата, а также законов
- 35. Аналитические методы позволяют получить математическую модель ТП в широком диапазоне изменения его факторов. При этом построение
- 36. Статистические методы позволяют установить зависимости между входными и выходными переменными исследуемого процесса. К ним относятся: 1.
- 37. Построение ТП в зависимости от типа производства Проектирование ТП, выбор средств оснащения, контроля, испытаний в большой
- 38. Значение К (коэффициента серийности) принимается для планового периода (1 месяц) следующих типов производств: • массового: К
- 39. Массовое производство характеризуется узкой специализацией рабочих мест, за каждым из которых закреплено выполнение только одной операции.
- 40. Серийное производство характеризуется широкой специализацией рабочих мест и изготовлением различных изделий партиями, регулярно повторяющимися через определенные
- 41. Единичное производство характеризуется универсальностью рабочих мест, за которыми нет закрепления операций. Изделия производятся в небольших количествах,
- 42. Конструктивно-технологические особенности современной РЭА Основные технологические задачи производства радиоэлектронной аппаратуры (РЭА) могут быть сформулированы только на
- 43. В зависимости от диапазона частот меняются и пассивные элементы, используемые в РЭА. В диапазоне высоких частот
- 44. Важным фактором, определяющим конструктивно-технологические особенности любой РЭА, является ее рабочий диапазон частот. В зависимости от диапазона
- 45. Так, в СВЧ-диапазоне: • теряют физический смысл обычные элементы с сосредоточенными параметрами, а все СВЧ-устройства являются
- 46. Объективной тенденцией совершенствования конструкций РЭА является постоянный рост ее сложности, что объясняется расширением круга решаемых задач
- 47. Кроме того, производство РЭА должно быть экономически эффективно. При проектировании ТП следует предусматривать сокращение длительности и
- 48. Микроминиатюризация - это микромодульная компоновка элементов с применением интегральной и функциональной микроэлектроники. При микромодульной компоновке элементов
- 49. Следовательно, основными конструктивно-технологическими задачами производства РЭА являются: - разработка ИС на уровне ячеек и сборочных единиц
- 50. Микроминиатюризация аппаратуры, повышение ее быстродействия и точности функциональных параметров требуют особого внимания к неразрушающим методам контроля
- 51. Для указанных методов характерны следующие типовые технологические операции: • механическая обработка, • нанесение рисунка, • травление,
- 52. Производство ферритовых сердечников основано на применении технологии изготовления деталей различной конфигурации из металлокерамических материалов. Особенность ее
- 53. Единичное производство характеризуется широтой номенклатуры и малым объемом выпуска изделий. При этом под объемом, выпуска подразумевается
- 54. Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых в течение продолжительного времени.
- 55. Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями и сравнительно большим объемом выпуска. В
- 56. Технологическая подготовка производства РЭА, ее основные задачи, положения и правила организации Рациональная организация производственного процесса невозможна
- 57. Технологическая подготовка производства - совокупность современных методов организации, управления и решения технологических задач на основе комплексной
- 58. Средства технологического оснащения производства РЭА, правила выбора и проектирования Технологическое оборудование - это орудия производства, в
- 59. Литейный цех, цех изготовления деталей из пластмасс имеют высокопроизводительные машины для литья и прессования, пресс-автоматы. Это
- 60. Гальванические цехи в зависимости от экономически целесообразного уровня механизации оснащаются различными видами оборудования: 1) автоматами (автоматическими
- 61. Технологические системы и особенности их организации С позиций системного подхода ТП - это сложная динамическая система,
- 62. Подсистемой называется часть системы, выделяемая по определенному признаку, отвечающему конкретным целям и задачам функционирования системы, например
- 64. Так, ТС предприятий (объединений), являющиеся сами сложными системами, входят составными частями в ТС отрасли народного хозяйства,
- 65. Специализация производства приводит к тому, что части ТС обособляются в виде отдельных участков, цехов, предприятий, отраслей.
- 66. Влияние внешних и внутренних факторов на функциональные характеристики технологической системы, пути его снижения Те изменения, которые
- 67. Общая характеристика, структура и показатели эффективности технологической системы Анализ работоспособности сложной системы связан с изучением ее
- 68. Условность расчленения сложной системы на элементы может быть продемонстрирована на примере автоматической линии подготовки ЭРЭ к
- 69. Эффективность технологической системы - способность системы функционировать во всем диапазоне возможных условий и режимов и установленных
- 70. Понятие стабильности характеризует ТП только с позиции сохранения в заданных пределах показателей качества продукции, не затрагивая
- 71. Влияние внешних и внутренних факторов на функциональные характеристики технологической системы, пути его снижения Те изменения, которые
- 72. Механическая энергия, которая не только передается, но всем узлам технологического агрегата системы, но и воздействует на
- 73. Химическая энергия также оказывает влияние на функционирование ТС, так как химические воздействия вызывают процессы, приводящие к
- 74. Многоуровневая схема целей и задач ТС в производстве РЭА содержит следующие компоненты (основная цель - максимизация
- 75. В свою очередь максимизация процента выхода годных изделий содержит следующие задачи: • Задачи оптимального управления технологическим
- 76. Анализ этих целей и задач позволяет определить основные пути повышения показателей эффективности и функциональных характеристик этих
- 77. Физико-химические основы изготовления деталей и узлов РЭА Особенности построения и исследования пространственно-временной структуры сборки и монтажа
- 78. Основные понятия и принципы построения технологических процессов сборки и монтажа Сборка представляет собой совокупность технологических операций
- 79. Сборка по принципу концентрации операций заключается в том, что на одном рабочем месте производится весь комплекс
- 80. Параллельность сборки – это одновременное выполнение частей или всего технологического процесса, что приводит к сокращению производственного
- 81. В разработку ТП сборки и монтажа входит следующий комплекс взаимосвязанных работ 1. Выбор возможного типового или
- 83. При непоточном производстве целесообразными технологическими границами дифференциации являются: 1. Однородность выполняемых работ. 2. Получение в результате
- 84. В поточном производстве необходимый уровень дифференциации операций в основном определяется ритмом сборки. Оптимальная последовательность технологических операций
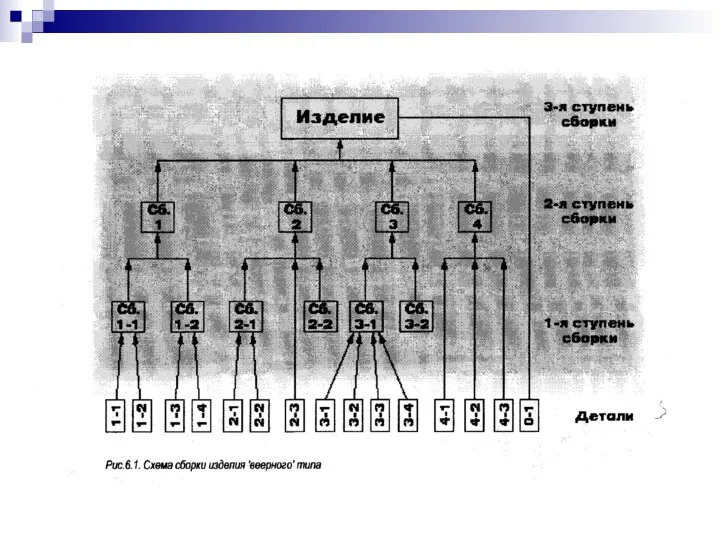
- 85. Типовые и групповые технологические процессы сборки и монтажа Типовым ТП называется схематичный принципиальный процесс сборки и
- 86. Вид - это совокупность сборочных единиц, характеризующаяся степенью механизации сборочного процесса: сборка ручная, с применением механизированного
- 87. По комплексности методы типизации ТП разбивают на три группы: простые (одной операции), условно простые (одного ТП)
- 89. К третьей группе относят методы, использующие нормализацию элементов производственного процесса с дополнительной нормализацией ЭРЭ и деталей.
- 90. Типизация ставит разработку ТП сборки и монтажа на научную основу; упрощает, ускоряет и удешевляет технологические разработки;
- 91. Групповые методы сборки и монтажа также разрабатываются для определенной совокупности сборочных единиц, имеющих одинаковые условия сборки,
- 92. Классификация завершается разбивкой сборочных единиц на следующие группы: 1. С начинающимся и заканчивающимся циклом сборки на
- 93. Разработка группового ТП в основном сводится к проектированию групповой технологической оснастки, созданию наладок для каждого изделия,
- 94. Организация поточных линий сборки Основным направлением, которое позволит решить проблему существенного роста производительности труда в радиоаппаратостроении,
- 95. Для обеспечения ритмичного выпуска изделий время, затрачиваемое на выполнение каждой операции, должно быть одинаковым и равным
- 96. Технологической основой организации поточных линий служат типовые и групповые ТП сборки. Исходя из номенклатуры выпускаемых изделий,
- 97. Решение о возможности организации поточной линии сборки проводится на основании расчета необходимого числа рабочих мест исходя
- 98. Число рабочих мест на линии Ср=Топ/tТ, где Топ - оперативное время сборки любого изделия. II вариант.
- 99. Тип производства характеризуется коэффициентом закрепления операций за одним рабочим местом К=О/Р где О - количество различных
- 100. Массовое производство характеризуется узкой специализацией рабочих мест, за каждым из которых закреплено выполнение только одной операции.
- 101. Серийное производство характеризуется широкой специализацией рабочих мест и изготовлением различных изделий партиями, регулярно повторяющимися через определенные
- 102. Единичное производство характеризуется универсальностью рабочих мест, за которыми нет закрепления операций. Изделия производятся в небольших количествах
- 103. Физико-технологические основы электрических соединений Классификация методов выполнения электрических соединений и технические требования к ним При сборке
- 104. Физико-химические основы сварки Процесс образования сварного соединения можно условно разделить на четыре стадии: - Образование физического
- 105. Электрическое соединение методом накрутки Накрутка - это процесс создания электрического соединения путем навивки под натягом определенного
- 106. КЛАССИФИКАЦИЯ МЕТОДОВ ВЫПОЛНЕНИЯ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К НИМ При сборке современной РЭА на ПП
- 107. Поэтому получение нескольких десятков на 1 см2 многоконтактных соединений выводов корпусов с контактными площадками ПП предъявляет
- 108. По результатам экспериментальных исследований 50...80 % всех отказов в аппаратуре происходит из-за некачественных электрических соединений. Качественные
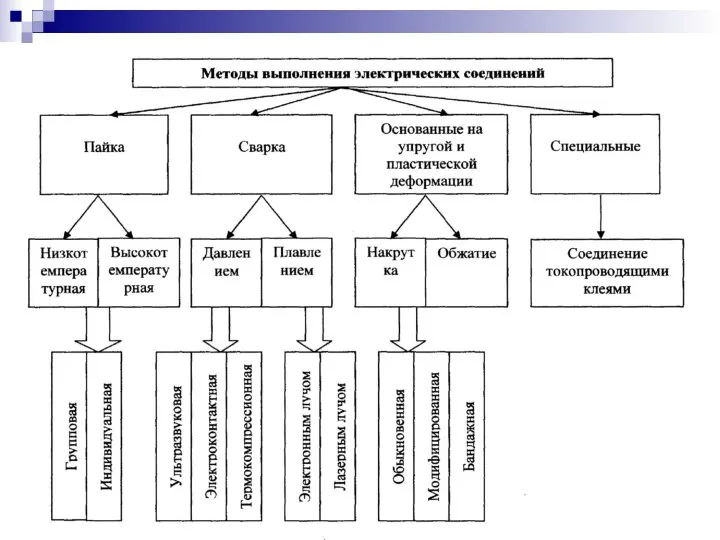
- 109. • возможность соединения разнообразных сочетаний материалов и типоразмеров; • стойкость к термоциклированию; • в зоне контактирования
- 111. Пайкой называется процесс соединения металлов в твердом состоянии путем введения в зазор расплавленного припоя, взаимодействующего с
- 112. Сварка - это процесс получения неразъемного соединения материалов под действием активирующей энергии теплового поля, деформации, ультразвуковых
- 113. Соединения, основанные на деформации контактируемых деталей, проводов или выводов, выполняются в холодном состоянии. Под действием значительных
- 114. Сравнительная характеристика параметров электрических соединений.
- 115. Физико-химические основы пайки. Техпроцесс пайки Для образования качественного паяного соединения необходимо: • подготовить поверхности деталей; •
- 116. Удаление пленок, препятствующих смачиванию расплавленным припоем, проводят механическими или химическими (обезжиривание, травление) способами. При механической очистке
- 117. Образование шероховатой поверхности после механической обработки способствует растеканию флюса и припоя, так как риски являются мельчайшими
- 118. Обычно оно снабжается устройствами для регенерации моющих средств и сушки изделий. Эффективным методом сушки является центрифугирование.
- 119. Очищенные детали необходимо немедленно направлять на сборку и пайку, так как сроки сохранения паяемости для меди
- 120. На алюминий и его сплавы технологические покрытия наносят с применением ультразвуковых (УЗ) колебаний. Для этого используют
- 121. Увеличение срока сохранения паяемости деталей, подготовленных к пайке, достигается также путем нанесения специальных консервационных покрытий, большинство
- 122. Образовавшаяся после испарения растворителя пленка надежно защищает поверхности металлов от проникновения влаги и окисления в течение
- 123. • расчет коэффициента растекания Kp=Sp/So как отношение площади Sp, занимаемой навеской припоя после расплавления и растекания,
- 124. По критерию паяемости все многообразие современных паяемых материалов различной физико-химической природы можно разделить на следующие основные
- 125. Классификация материалов по паяемости
- 126. Активация соединяемых металлов и припоя Нагрев основного металла и расплавление припоя приводят к тому, что их
- 127. Пайка с флюсами наиболее распространена и общедоступна, так как ее можно осуществлять в обычных атмосферных условиях
- 128. Основными причинами удаления оксидов металлов являются: • химическое взаимодействие между флюсом и оксидной пленкой с образованием
- 129. Применение флюсов нередко приводит к тому, что флюсовые остатки и продукты взаимодействия их с оксидными пленками
- 130. Активные газовые среды (водород, оксид углерода, азотно-водородная смесь и др.) не только защищают от окисления детали
- 131. Вместе с тем в вакууме возможно испарение летучих компонентов припоя, таких как кадмий, индий, марганец, цинк
- 132. В качестве инструмента используются УЗ-паяльник, металлические щетки, сетки, а материалом служит тонкоизмельченный асбест. Эти методы активирования
- 133. Они содержат компоненты, которые активно реагируют с оксидной пленкой паяемого металла и припоя, образуя легкоплавкие шлаки,
- 134. Взаимодействие на границе “основной металл - жидкий припой” После расплавления припоя и достижения атомами металлов требуемого
- 135. При смачивании атомы металлов сближаются на расстояние менее 100 нм. В поверхностных слоях взаимодействующих металлов возникают
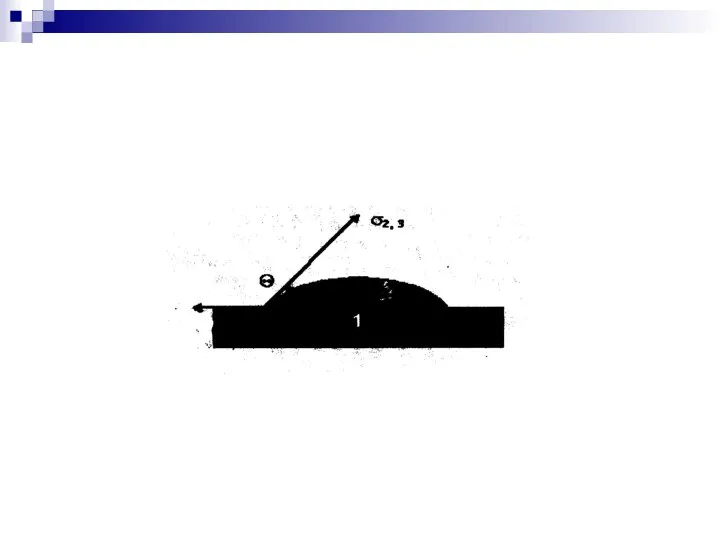
- 136. Следующей стадией взаимодействия поверхностного натяжения капли припоя на поверхности твердого тела является растекание припоя по плоской
- 137. Из этого уравнения видно, что чем выше поверхностное натяжение припоя в расплавленном состоянии , тем хуже
- 139. На процесс смачивания и растекания припоя оказывают влияние и технологические факторы: способ удаления оксидной пленки в
- 140. Под действием капиллярного давления припой поднимается по капилляру на высоту h: h=2/( Δg), где Δ -
- 141. Как показывает анализ приведенных формул, скорость затекания в горизонтальном капилляре и высота подъема в вертикальном уменьшаются
- 142. Скорость и глубина этих процессов зависят от природы взаимодействующих металлов, температуры, скорости и времени нагрева, напряжений
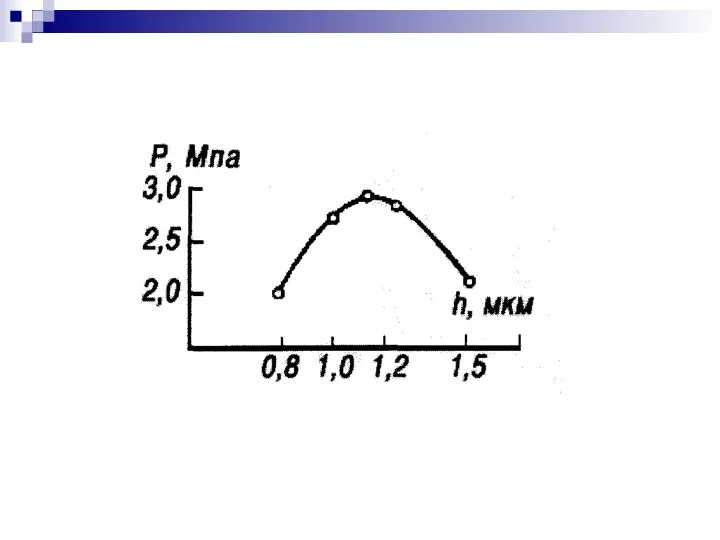
- 144. Ширина диффузионной зоны оказывает существенное влияние на прочность паяного соединения. Изменение прочности паяных соединений в зависимости
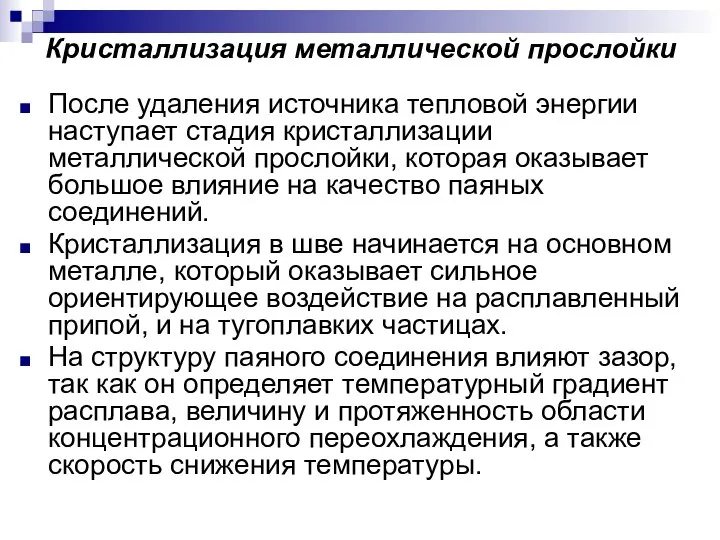
- 146. Кристаллизация металлической прослойки После удаления источника тепловой энергии наступает стадия кристаллизации металлической прослойки, которая оказывает большое
- 147. При прочих равных условиях уменьшение зазора, а следовательно, толщины кристаллизующейся жидкости приводит к таким изменениям указанных
- 148. Выбор материалов для монтажной пайки. Флюсы На качество паяных соединений оказывают существенное влияние не только технологические
- 149. Выбор флюса производится исходя из требуемой химической активности, которая должна быть наибольшей в интервале температур, определяемом
- 150. В зависимости от температурного интервала активности флюсы разделяются на низко- и высокотемпературные. Для электромонтажных соединений в
- 151. По своему составу флюсы разделяются на две группы. К первой относятся смолосодержащие флюсы на основе канифоли
- 152. Сильное влияние этих флюсов - на сопротивление изоляции диэлектриков и коррозию проводников требует тщательной отмывки остатков
- 153. Выбор материалов для монтажной пайки. Припои В качестве припоев используются различные цветные металлы и их сплавы,
- 154. Так, серебро и сурьма повышают, а висмут и кадмий понижают температуру плавления и затвердевания припоя. Серебро
- 155. Выбор марки припоя определяется назначением и конструктивными особенностями изделий, типом основного металла и технологического покрытия, максимально
- 156. Технологические требования к припою предусматривают хорошую смачиваемость соединяемых им металлов, высокие капиллярные свойства, малый температурный интервал
- 157. Выбор материалов для монтажной пайки. Очистные жидкости Очистные жидкости предназначены для отмывки изделий от флюса после
- 158. Хорошие результаты получены при использовании фреона или смесей на его основе. Фреон характеризуется высокой чистотой (98,8%)
- 159. Технология выполнения пайки. Основные операции Среди методов выполнения монтажных соединений в РЭА пайка занимает доминирующее положение.
- 160. К основным преимуществам групповой пайки относятся: строгое поддержание технологического режима, повышение производительности, увеличение надежности соединений, легкость
- 161. Технологический процесс пайки состоит из следующих операций: 1. Фиксации соединительных элементов с предварительно подготовленными к пайке
- 162. Индивидуальная пайка паяльником. Требуемый температурный режим при индивидуальной пайке обеспечивается теплофизическими характеристиками применяемого паяльника: • температурой
- 163. Температура рабочего конца жала, измеряемая на холостом ходу, задается на 30...100°С выше точки ликвидуса припоя. Номинальное
- 164. Стабилизация температуры производится с помощью: • массивного паяльного жала (до З мм для микропаяльников) и близкого
- 165. Миниатюрный паяльник с термостабилизацией (фирма Weller, США)
- 166. В качестве материала для паяльных жал используют медь ввиду ее высокой теплопроводности. Но вследствие химического взаимодействия
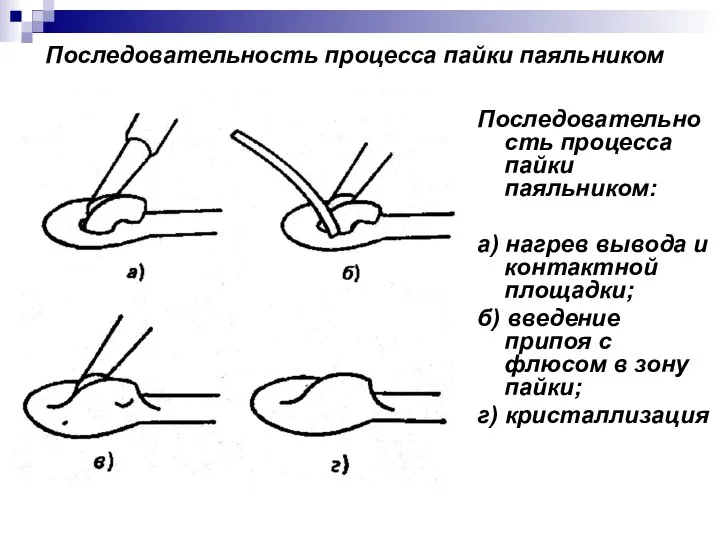
- 167. Последовательность процесса пайки паяльником Последовательность процесса пайки паяльником: а) нагрев вывода и контактной площадки; б) введение
- 168. Режимами пайки являются температура, которая для наиболее широко распространенного припоя ПОС-61М составляет 280±10°С, и время пайки
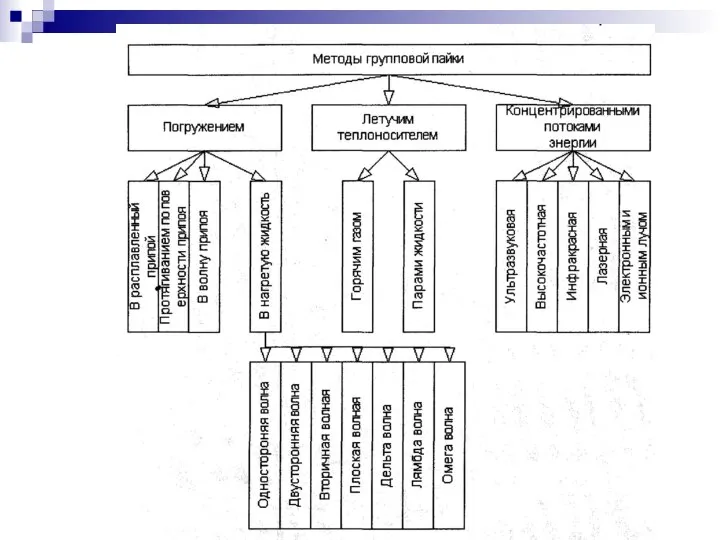
- 169. Групповые методы пайки. Современные методы групповой пайки в производстве РЭА классифицируются по источникам тепловой энергии, являющимся
- 171. Пайка погружением. д - с маятниковым движением платы, е - избирательная, ж - каскадная, з -
- 172. При пайке с вертикальным перемещением платы ПП со смонтированными элементами на 2...4 с погружается в расплавленный
- 173. С этой же целью температуру пайки выбирают более низкой, что также уменьшает потери припоя из-за окисления.
- 174. Наиболее совершенным способом реализации пайки погружением является пайка протягиванием (вариант в), при которой ПП укладывается в
- 175. При избирательной лайке уменьшается температура платы, снижается нагрев радиоэлементов и расход припоя. Применяют ее в условиях
- 176. Пайка волной припоя Пайка волной припоя является самым распространенным методом групповой пайки. Она заключается в том,
- 177. При пайке волной припоя применяются различные профили волн.
- 178. Процесс пайки состоит из трех этапов: вхождение в припой (точка А), контактирование с припоем (отрезок АВ)
- 179. На втором этапе полоса растекания припоя по плате АВ в сочетании со скоростью конвейера VK определяет
- 180. В двусторонней волне скорость VВ складывается со скоростью конвейера VK и способствует образованию наплывов. Таким образом,
- 181. При односторонней волне более благоприятными являются горизонтальное положение конвейера, пологая форма и возможно большая скорость циркуляции
- 182. Дельта-волна Дельта-волна характеризуется стоком припоя в одну сторону, для чего одна стенка сопла выполнена удлиненной. Это
- 183. Поскольку увеличение ширины волны в направлении движения платы дает положительный эффект, то применяют плоскую, или широкую
- 184. Лямбда-волна Лямбда-волна получается при использовании насадки сложной формы. Форма волны и ее динамика позволяют получить на
- 185. Концепция лямбда-волны предложена фирмой Elektrovert (Канада). На базе лямбда-волны указанной фирмой получена вибрирующая волна припоя -
- 186. Перспективные методы В настоящее время широкое применение в технологии РЭА получают методы пайки концентрированными потоками энергии,
- 187. Физико-химические основы сварки Процесс образования сварного соединения можно условно разделить на четыре стадии: 1. Образование физического
- 188. Под действием этих сил в жидких фазах происходят дальнейшее самопроизвольное уменьшение расстояний между атомами и их
- 189. При твердофазной сварке, вследствие шероховатости реальных поверхностей, физическое взаимодействие протекает не по всей площади, а только
- 190. На второй стадии происходит образование на поверхности более твердого из соединяемых материалов центров, активных в химическом
- 191. Отдельные контактные пятна начинают сливаться в более крупные очаги схватывания, происходит коллективизация валентных электронов, которая приводит
- 192. При воздействии УЗ-колебаний наблюдается упрочнение поверхностных слов в зоне сварки, что приводит к деформированию более глубоких
- 193. В плоскости контакта оно заканчивается слиянием очагов взаимодействия, что является необходимым условием возникновения прочных химических связей
- 194. Ядро при сварке плавлением представляет закристаллизовавшуюся жидкую фазу, которая может состоять из гомогенных кристаллов, твердого раствора
- 195. Методы выполнения сварных монтажных соединений (ультразвуковая сварка - термокомпрессионная сварка - сварка сдвоенным электродом - сварка
- 196. Схема ультразвуковой колебательной системы 1 - преобразователь; 2- волновод; З- концентратор; 4 - свариваемые детали; 5-
- 197. Для УЗ-микросварки используют оборудование с частотами 22, 44, 66, 88 кГц. При УЗ-сварке температура нагрева непосредственно
- 198. Чрезмерное увеличение амплитуды увеличивает напряжения среза, приводящие к разрушению части узлов схватывания. Экстремальный характер имеет зависимость
- 199. Время сварки, подбирается экспериментально с целью получения максимальной прочности соединения. Основным элементом установок УЗ-сварки является инструмент,
- 200. Материал инструмента для УЗ-сварки должен обладать: • высокой износостойкостью, • иметь незначительные акустические потери, • малую
- 201. Термокомпрессионная сварка Термокомпрессионная сварка - это сварка, которая проводится при невысоких давлениях с подогревом соединяемых деталей.
- 202. Схема термокомпрессионной сварки а — сварка капилляром; б — сверка клином; 1 — печатная плата; 2—контактная
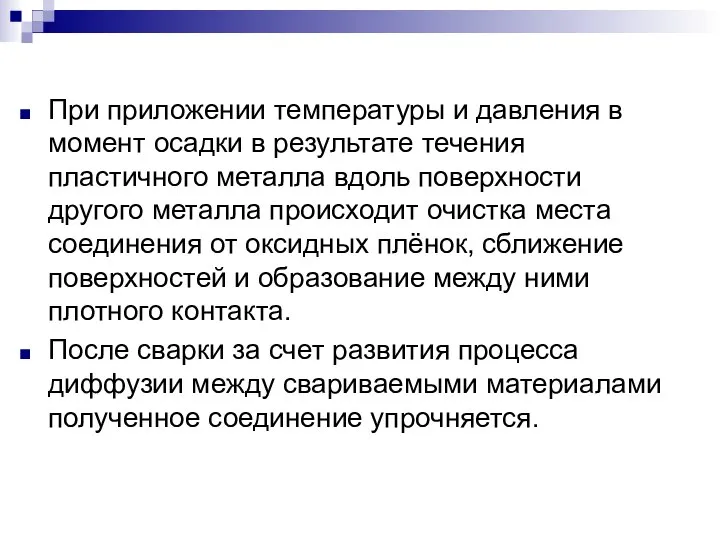
- 203. При приложении температуры и давления в момент осадки в результате течения пластичного металла вдоль поверхности другого
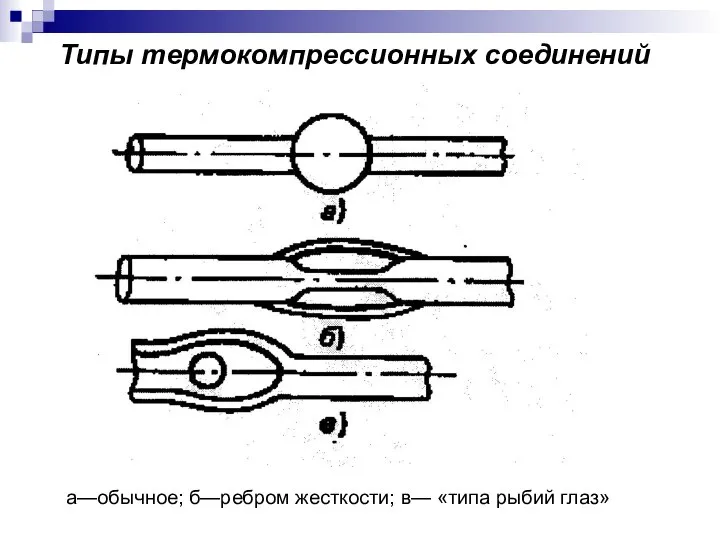
- 204. Типы термокомпрессионных соединений а—обычное; б—ребром жесткости; в— «типа рыбий глаз»
- 205. По способу соединения термокомпрессия выполняется «внахлестку» и «встык». Тип образующегося соединения определяется формой инструмента, среди которых
- 206. Выбор давления определяется допустимой деформацией присоединяемого проводника или максимально допустимым давлением на присоединяемую деталь. деформация для
- 207. Весьма важным фактором при термокомпрессионной сварке является правильный выбор материала инструмента. Он должен иметь низкую теплопроводность,
- 208. Термокомпрессионная сварка применяется для присоединения выводов к полупроводниковым кристаллам, сварки микропроводов и проволок между собой, приварки
- 209. Высокая точность поддержания температуры и малая инерционность обеспечиваются при нагреве инструмента током с частотой следования импульсов
- 210. Сварка сдвоенным электродом Сварка расщеплением (сдвоенным) электродом применяется в технологии электрического монтажа, в частности при получении
- 211. Схема сварки сдвоенным электродом 1— электрод; 2— провод; З — контактная площадка; 4— основание
- 212. Подготовка свариваемых поверхностей заключается в предварительном отжиге материалов для снятия внутренних напряжений и увеличения пластичности, в
- 213. Сварку проводят одним или несколькими импульсами конденсаторного разряда с регулировкой длительности, мощности и интервалов между импульсами.
- 214. Медные печатные проводники вследствие высокой тепло- и электропроводности плохо свариваются, поэтому их предварительно покрывают электролитическим способом
- 215. Сварка взрывом Как показывает анализ, большинство методов сварки обеспечивает индивидуальное выполнение каждого соединения, что сказывается на
- 216. Паста, содержащая ВВ, обладает хорошей текучестью и адгезией к поверхности вывода. Заряды на поверхности выводов формируют
- 217. Присоединению выводов сваркой взрывом присущи следующие достоинства: • возможность сваривать трудносоединянмые материалы, • прочность соединений не
- 218. Однако методу присущи существенные недостатки: • требуется особая осторожность в обращении с ВВ, • предъявляются специфические
- 219. Контроль качества и надежность монтажных соединений Контроль при выполнении монтажных соединений включает наблюдение за соответствием ТП
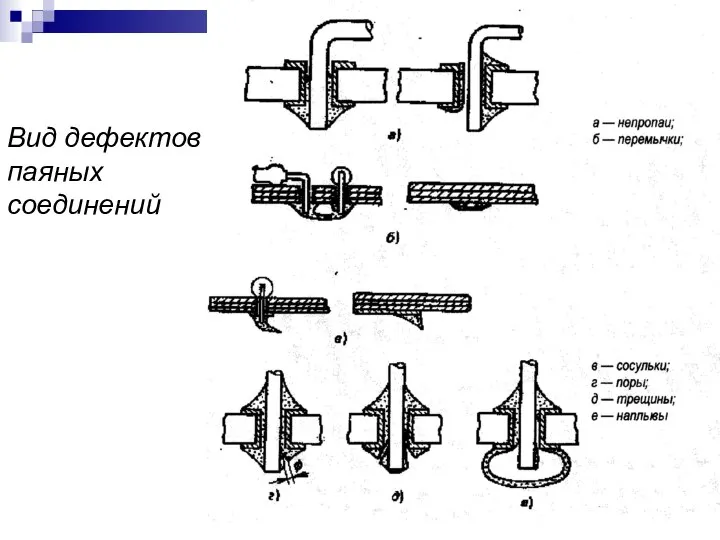
- 220. Вид дефектов паяных соединений
- 221. Непропай чаще всего возникает из-за несоблюдения соотношения размеров между диаметром вывода dв и отверстием в плате
- 222. Другой причиной непропаев является наличие оксидов в припое и истощение олова в ванне. Скорость окисления в
- 223. Эти примеси увеличивают вязкость припоя, замедляют проникновение припоя в зазоры и вызывают непропаи. Полная замена припоев
- 224. Кислотные флюсы при их плохой отмывке вызывают также потемнение на поверхности плат, которые потом невозможно удалить.
- 225. Холодная пайка - дефект, образующийся при смещении выводов ЭРЭ при кристаллизации припоя или отсутствии сплавления припоя
- 226. Качественное соединение не должно иметь трещин, пор и других дефектов; ширина диффузионной зоны рекомендуется в пределах
- 227. Оценка по модуляции электрического сигнала позволяет выявить до 60 % общего числа дефектов. Контролируемая схема подключается
- 228. Предварительный нагрев платы может быть различным, но чаще всего используют нагрев электрическим током. Контролируемую плату подключают
- 229. Даже 100 %-й контроль монтажных соединений может выявить только явные дефекты исполнительского характера, а скрыты дефекты,
- 230. Временной график испытаний монтажных соединений на надежность
- 231. Анализ сварных соединений показывает, что потенциально более подвержены усталости соединения, выполненные термокомпрессионной сваркой и сваркой сдвоенным
- 232. Перспективны также лучевые методы, снижающие толщину интерметаллидов. Правда, отрицательно влияющее на стабильность переходного сопротивления поле внутренних
- 233. Надежность монтажных соединений
- 234. Электрическое соединение методом накрутки Накрутка - это процесс создания электрического соединения путем навивки под натягом определенного
- 235. Виды соединений накруткой 1— электрод; 2— провод; З — контактная площадка; 4— основание
- 236. При монтаже накруткой применяют три вида соединении: немодифицированное, модифицированное и бандажное. Модифицированное соединение (б) от немодифицированного
- 237. Результаты сравнительных испытаний соединений 1— пайка одножильным проводом; 2— накрутка немодифицированная; 3—накрутка модифицированная; 4— пайка многожильным
- 238. Для электромонтажа методом накрутки применяются одножильные медные провода диаметром 0,17…1,2 мм, имеющие относительное удлинение не менее
- 239. На выводы наносят гальванические покрытия из серебра (6.. .9 мкм по никелевому подслою), золота (3.. .6
- 240. Длина выводов определяется диаметром провода, числом витков в соединении и числом соединений на выводе. Для обеспечения
- 241. Схема инструмента для соединения накруткой
- 242. Накрутку получают с помощью специального инструмента — валика навивки при его вращении с проводом и продольном
- 243. Наружный диаметр D втулки 4 выбирают в зависимости от размеров выводов, диаметра провода и условий получения
- 244. Электромонтаж методом накрутки состоит из трех этапов: • подготовительного, • собственно накрутки, • контроля. Первый этап
- 245. Второй этап начинается с заправки провода в боковое отверстие валика навивки. После этого валик навивки ориентируют
- 246. Полуавтоматические установки состоят из координатного стола, на котором крепится приспособление с целеуказателем, перемещающимся над столом с
- 247. Производительность такого оборудования составляет 200...500 соед./ч с точностью 0,01...0,001 %. Автоматические установки (например, робототехнологический комплекс «Эверест»,
- 248. Погрешность позиционирования при этом не превышает 0,05...0,08 мм. На третьем этапе проверяют визуально правильность монтажа и
- 249. Соединение проводящими клеями Электропроводящие клеи (контактолы) применяют при создании монтажных соединений в тех случаях, когда другие
- 250. Токопроводящие клеи
- 251. Наибольшей электропроводностью обладают клеи с серебряным и золотым наполнителями. К их недостаткам следует отнести дефицитность и
- 253. Скачать презентацию
Предмет, цель и содержание курса.
Технология (греч. techne – искусство, мастерство,
Предмет, цель и содержание курса.
Технология (греч. techne – искусство, мастерство,
Цель курса:
- изучение технологических процессов производства РЭА и методов их проектирования;
-
Цель курса:
- изучение технологических процессов производства РЭА и методов их проектирования;
-
Объект технологии производства – конструкция РЭА.
Конструкция – совокупность деталей с разными
Объект технологии производства – конструкция РЭА.
Конструкция – совокупность деталей с разными
Разработка, изготовление и эксплуатация РЭС должны быть оптимальны на всех стадиях
Разработка, изготовление и эксплуатация РЭС должны быть оптимальны на всех стадиях
Теоретические основы организации и функционирования технологических систем.
Основные понятия и определения
Теоретические основы организации и функционирования технологических систем.
Основные понятия и определения
Структура и характеристика технологических систем
Технологические системы относятся к сложным системам.
Сложная
Структура и характеристика технологических систем
Технологические системы относятся к сложным системам.
Сложная
Основные понятия и определения технологических систем
Роль технолога в производстве РЭА
Основной
Основные понятия и определения технологических систем
Роль технолога в производстве РЭА
Основной
Основные понятия и определения технологии РЭА
Технология должна обеспечивать заданные свойства изделия.
Основные понятия и определения технологии РЭА
Технология должна обеспечивать заданные свойства изделия.
Математические модели технологических процессов и методы их построения
Основное требование к
Математические модели технологических процессов и методы их построения
Основное требование к
Построение технологического процесса в зависимости от типа производства
Проектирование ТП, выбор средств
Построение технологического процесса в зависимости от типа производства
Проектирование ТП, выбор средств
Основные понятия и определения технологии РЭА.
Производственный процесс (ПП) - совокупность всех
Основные понятия и определения технологии РЭА.
Производственный процесс (ПП) - совокупность всех
Заготовка - полупродукт производства, из которого изменением формы, состояния поверхности и
Заготовка - полупродукт производства, из которого изменением формы, состояния поверхности и
Этап технологического процесса - группа операций, выполняемых последовательно и имеющих признак
Этап технологического процесса - группа операций, выполняемых последовательно и имеющих признак
Установ - часть операции в несколько переходов, выполняемая при неизменном закреплении
Установ - часть операции в несколько переходов, выполняемая при неизменном закреплении
Технологическая подготовка производства РЭА, ее основные задачи, положения и правила
Технологическая подготовка производства РЭА, ее основные задачи, положения и правила
Технологическая подготовка производства - совокупность современных методов организации, управления и решения
Технологическая подготовка производства - совокупность современных методов организации, управления и решения
Безотказность - свойство изделия сохранять работоспособность в течение некоторой наработки без
Безотказность - свойство изделия сохранять работоспособность в течение некоторой наработки без
Состав типового технологического процесса изготовления РЭА включает в себя:
• входной контроль
Состав типового технологического процесса изготовления РЭА включает в себя:
• входной контроль
Математические модели ТП и методы их построения
Модель является представлением ТП в
Математические модели ТП и методы их построения
Модель является представлением ТП в
Статическая модель отражает функциональные зависимости между технико-экономическими показателями ТП и его
Статическая модель отражает функциональные зависимости между технико-экономическими показателями ТП и его
Детерминированная модель отражает существование однозначной функциональной зависимости между показателями качества ТП
Детерминированная модель отражает существование однозначной функциональной зависимости между показателями качества ТП
Детерминированные и стохастические модели находятся в тесной взаимосвязи, т.к. первые требуют
Детерминированные и стохастические модели находятся в тесной взаимосвязи, т.к. первые требуют
Частный случай - математическая модель - совокупность соотношений (формул, уравнений, операторов...),
Частный случай - математическая модель - совокупность соотношений (формул, уравнений, операторов...),
Компоненты - составляющие, которые при соответствующем объединении образуют систему ТП.
Переменные -
Компоненты - составляющие, которые при соответствующем объединении образуют систему ТП.
Переменные -
Функциональные зависимости - описывают поведение переменных и параметров одного компонента или
Функциональные зависимости - описывают поведение переменных и параметров одного компонента или
Ограничения - устанавливаемые пределы изменения переменных или ограничивающие условия проведения ТП,
Ограничения - устанавливаемые пределы изменения переменных или ограничивающие условия проведения ТП,
К первому виду относятся экономические, технико-экономические, технико-технологические показатели функционирования ТП (точность,
К первому виду относятся экономические, технико-экономические, технико-технологические показатели функционирования ТП (точность,
Основные требования к моделям ТП
Основное требование - точность соответствия модели реальному
Основные требования к моделям ТП
Основное требование - точность соответствия модели реальному
Требование непрерывности модели - ее справедливость во всем диапазоне изменения технологических
Требование непрерывности модели - ее справедливость во всем диапазоне изменения технологических
Построение моделей техпроцессов
При построении модели необходимо определить:
• назначение модели,
• компоненты, которые
Построение моделей техпроцессов
При построении модели необходимо определить:
• назначение модели,
• компоненты, которые
Создание модели включают в себя следующие основные этапы.
1. Оценка -
Создание модели включают в себя следующие основные этапы.
1. Оценка -
5. Оптимизация - выявление такого сочетания действующих факторов, при котором обеспечивается
5. Оптимизация - выявление такого сочетания действующих факторов, при котором обеспечивается
Известны следующие методы построения математической модели:
• аналитические, основанные на применении математического
Известны следующие методы построения математической модели:
• аналитические, основанные на применении математического
Аналитические методы позволяют получить математическую модель ТП в широком диапазоне изменения
Аналитические методы позволяют получить математическую модель ТП в широком диапазоне изменения
Статистические методы позволяют установить зависимости между входными и выходными переменными исследуемого
Статистические методы позволяют установить зависимости между входными и выходными переменными исследуемого
Построение ТП в зависимости от типа производства
Проектирование ТП, выбор средств оснащения,
Построение ТП в зависимости от типа производства
Проектирование ТП, выбор средств оснащения,
Значение К (коэффициента серийности) принимается для планового периода (1 месяц) следующих
Значение К (коэффициента серийности) принимается для планового периода (1 месяц) следующих
Массовое производство характеризуется узкой специализацией рабочих мест, за каждым из которых
Массовое производство характеризуется узкой специализацией рабочих мест, за каждым из которых
Серийное производство характеризуется широкой специализацией рабочих мест и изготовлением различных изделий
Серийное производство характеризуется широкой специализацией рабочих мест и изготовлением различных изделий
Единичное производство характеризуется универсальностью рабочих мест, за которыми нет закрепления
Единичное производство характеризуется универсальностью рабочих мест, за которыми нет закрепления
Конструктивно-технологические особенности современной РЭА
Основные технологические задачи производства радиоэлектронной аппаратуры (РЭА) могут
Конструктивно-технологические особенности современной РЭА
Основные технологические задачи производства радиоэлектронной аппаратуры (РЭА) могут
В зависимости от диапазона частот меняются и пассивные элементы, используемые в
Важным фактором, определяющим конструктивно-технологические особенности любой РЭА, является ее рабочий диапазон
Важным фактором, определяющим конструктивно-технологические особенности любой РЭА, является ее рабочий диапазон
Так, в СВЧ-диапазоне:
• теряют физический смысл обычные элементы с сосредоточенными параметрами,
Так, в СВЧ-диапазоне:
• теряют физический смысл обычные элементы с сосредоточенными параметрами,
Объективной тенденцией совершенствования конструкций РЭА является постоянный рост ее сложности, что
Кроме того, производство РЭА должно быть экономически эффективно. При проектировании ТП
Кроме того, производство РЭА должно быть экономически эффективно. При проектировании ТП
Микроминиатюризация - это микромодульная компоновка элементов с применением интегральной и функциональной
Микроминиатюризация - это микромодульная компоновка элементов с применением интегральной и функциональной
Следовательно, основными конструктивно-технологическими задачами производства РЭА являются:
- разработка ИС на
Следовательно, основными конструктивно-технологическими задачами производства РЭА являются:
- разработка ИС на
Микроминиатюризация аппаратуры, повышение ее быстродействия и точности функциональных параметров требуют особого
Микроминиатюризация аппаратуры, повышение ее быстродействия и точности функциональных параметров требуют особого
Для указанных методов характерны следующие типовые технологические операции:
• механическая обработка,
• нанесение
Для указанных методов характерны следующие типовые технологические операции:
• механическая обработка,
• нанесение
Производство ферритовых сердечников основано на применении технологии изготовления деталей различной конфигурации
Производство ферритовых сердечников основано на применении технологии изготовления деталей различной конфигурации
Единичное производство характеризуется широтой номенклатуры и малым объемом выпуска изделий. При
Единичное производство характеризуется широтой номенклатуры и малым объемом выпуска изделий. При
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно
Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями и
Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями и
Технологическая подготовка производства РЭА, ее основные задачи,
положения и правила организации
Рациональная
Технологическая подготовка производства РЭА, ее основные задачи,
положения и правила организации
Рациональная
Технологическая подготовка производства - совокупность современных методов организации, управления и решения
Технологическая подготовка производства - совокупность современных методов организации, управления и решения
Средства технологического оснащения производства РЭА, правила выбора и
проектирования
Технологическое оборудование - это
Средства технологического оснащения производства РЭА, правила выбора и
проектирования
Технологическое оборудование - это
Литейный цех, цех изготовления деталей из пластмасс имеют высокопроизводительные машины для
Литейный цех, цех изготовления деталей из пластмасс имеют высокопроизводительные машины для
Гальванические цехи в зависимости от экономически целесообразного уровня механизации оснащаются различными
Гальванические цехи в зависимости от экономически целесообразного уровня механизации оснащаются различными
Технологические системы и особенности их организации
С позиций системного подхода ТП -
Технологические системы и особенности их организации
С позиций системного подхода ТП -
Подсистемой называется часть системы, выделяемая по определенному признаку, отвечающему конкретным целям
Подсистемой называется часть системы, выделяемая по определенному признаку, отвечающему конкретным целям
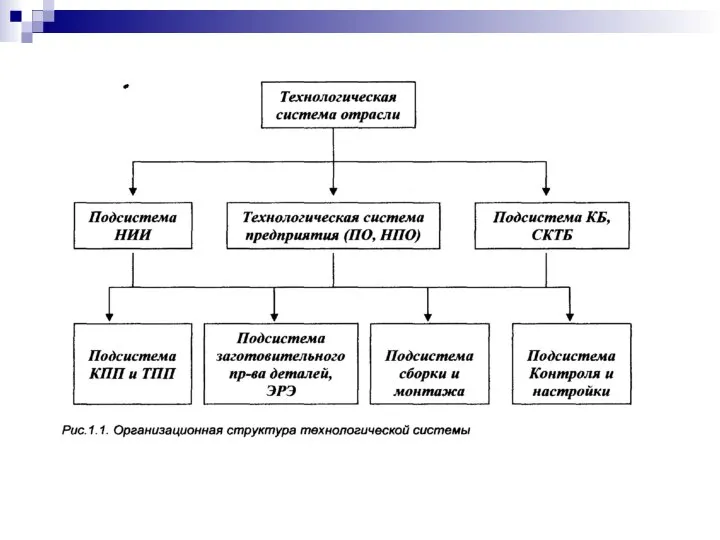
Так, ТС предприятий (объединений), являющиеся сами сложными системами, входят составными частями
Так, ТС предприятий (объединений), являющиеся сами сложными системами, входят составными частями
Специализация производства приводит к тому, что части ТС обособляются в виде
Специализация производства приводит к тому, что части ТС обособляются в виде
Влияние внешних и внутренних факторов на функциональные характеристики технологической системы,
Влияние внешних и внутренних факторов на функциональные характеристики технологической системы,
Общая характеристика, структура и показатели эффективности
технологической системы
Анализ работоспособности сложной системы связан
Общая характеристика, структура и показатели эффективности
технологической системы
Анализ работоспособности сложной системы связан
Условность расчленения сложной системы на элементы может быть продемонстрирована на примере
Условность расчленения сложной системы на элементы может быть продемонстрирована на примере
Эффективность технологической системы - способность системы функционировать во всем диапазоне возможных
Понятие стабильности характеризует ТП только с позиции сохранения в заданных пределах
Понятие стабильности характеризует ТП только с позиции сохранения в заданных пределах
Влияние внешних и внутренних факторов на функциональные характеристики
технологической системы, пути его
Влияние внешних и внутренних факторов на функциональные характеристики технологической системы, пути его
Механическая энергия, которая не только передается, но всем узлам технологического агрегата
Механическая энергия, которая не только передается, но всем узлам технологического агрегата
Химическая энергия также оказывает влияние на функционирование ТС, так как химические
Химическая энергия также оказывает влияние на функционирование ТС, так как химические
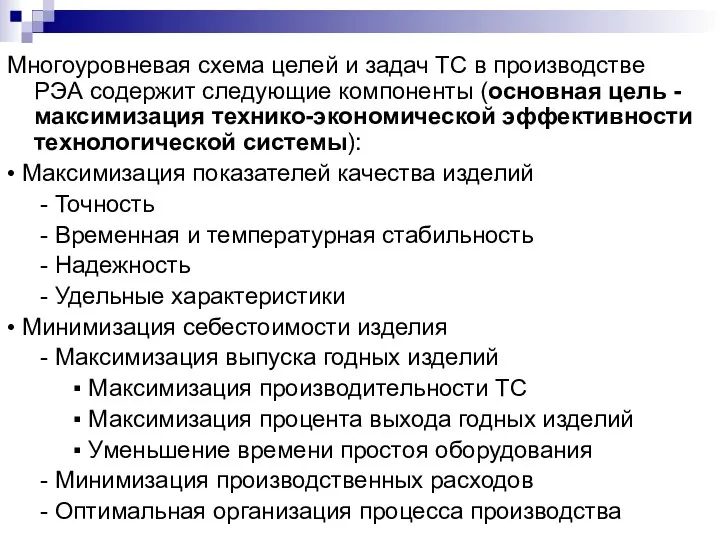
Многоуровневая схема целей и задач ТС в производстве РЭА содержит следующие
Многоуровневая схема целей и задач ТС в производстве РЭА содержит следующие
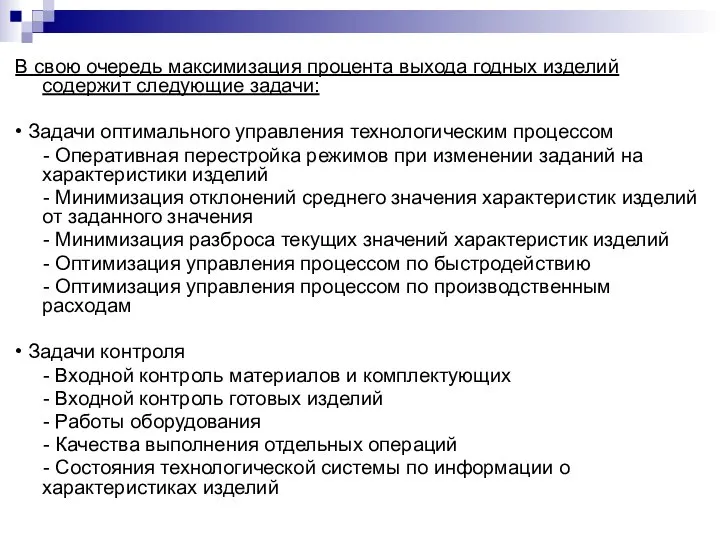
В свою очередь максимизация процента выхода годных изделий содержит следующие задачи:
•
В свою очередь максимизация процента выхода годных изделий содержит следующие задачи:
•
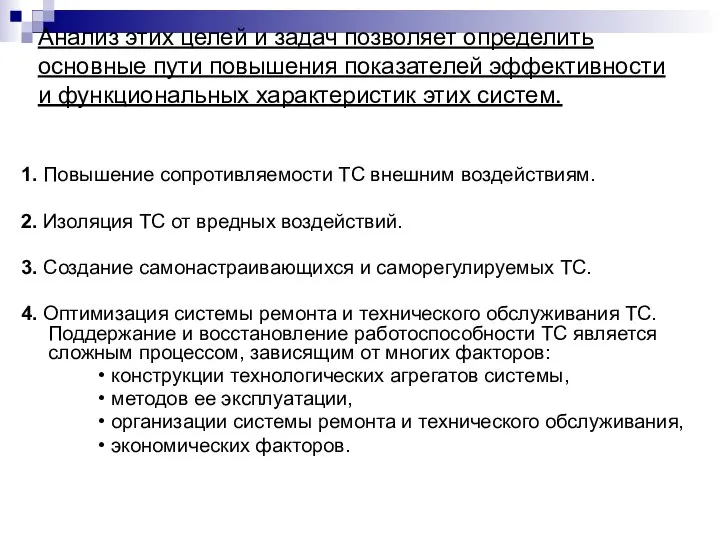
Анализ этих целей и задач позволяет определить основные пути повышения показателей
Анализ этих целей и задач позволяет определить основные пути повышения показателей
Физико-химические основы изготовления деталей и узлов РЭА
Особенности построения и исследования пространственно-временной
Физико-химические основы изготовления деталей и узлов РЭА
Особенности построения и исследования пространственно-временной
Основные понятия и принципы построения технологических процессов сборки и монтажа
Сборка
Основные понятия и принципы построения технологических процессов сборки и монтажа
Сборка
Сборка по принципу концентрации операций заключается в том, что на одном
Сборка по принципу концентрации операций заключается в том, что на одном
Параллельность сборки – это одновременное выполнение частей или всего технологического процесса,
Параллельность сборки – это одновременное выполнение частей или всего технологического процесса,
В разработку ТП сборки и монтажа входит следующий комплекс взаимосвязанных работ
1.
В разработку ТП сборки и монтажа входит следующий комплекс взаимосвязанных работ
1.
При непоточном производстве целесообразными технологическими границами дифференциации являются:
1. Однородность выполняемых работ.
2.
При непоточном производстве целесообразными технологическими границами дифференциации являются:
1. Однородность выполняемых работ.
2.
В поточном производстве необходимый уровень дифференциации операций в основном определяется ритмом
В поточном производстве необходимый уровень дифференциации операций в основном определяется ритмом
Типовые и групповые технологические процессы сборки и монтажа
Типовым ТП называется схематичный
Типовые и групповые технологические процессы сборки и монтажа
Типовым ТП называется схематичный
Вид - это совокупность сборочных единиц, характеризующаяся степенью механизации сборочного процесса:
По комплексности методы типизации ТП разбивают на три группы: простые (одной
По комплексности методы типизации ТП разбивают на три группы: простые (одной

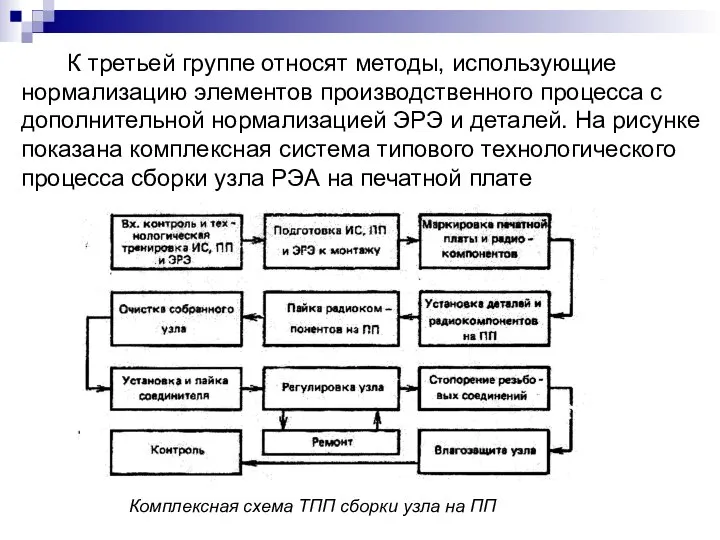
К третьей группе относят методы, использующие нормализацию элементов производственного процесса
К третьей группе относят методы, использующие нормализацию элементов производственного процесса
Типизация ставит разработку ТП сборки и монтажа на научную основу;
упрощает,
Типизация ставит разработку ТП сборки и монтажа на научную основу;
упрощает,
Групповые методы сборки и монтажа также разрабатываются для определенной совокупности сборочных
Групповые методы сборки и монтажа также разрабатываются для определенной совокупности сборочных
Классификация завершается разбивкой сборочных единиц на следующие группы:
1. С начинающимся и
Классификация завершается разбивкой сборочных единиц на следующие группы:
1. С начинающимся и
Разработка группового ТП в основном сводится к проектированию групповой технологической оснастки,
Разработка группового ТП в основном сводится к проектированию групповой технологической оснастки,
Организация поточных линий сборки
Основным направлением, которое позволит решить проблему существенного роста
Организация поточных линий сборки
Основным направлением, которое позволит решить проблему существенного роста
Для обеспечения ритмичного выпуска изделий время, затрачиваемое на выполнение каждой операции,
Для обеспечения ритмичного выпуска изделий время, затрачиваемое на выполнение каждой операции,
Технологической основой организации поточных линий служат типовые и групповые ТП сборки.
Технологической основой организации поточных линий служат типовые и групповые ТП сборки.
Решение о возможности организации поточной линии сборки проводится на основании расчета
Решение о возможности организации поточной линии сборки проводится на основании расчета
Число рабочих мест на линии
Ср=Топ/tТ,
где Топ - оперативное время
Число рабочих мест на линии
Ср=Топ/tТ,
где Топ - оперативное время
Тип производства характеризуется коэффициентом закрепления операций за одним рабочим местом
К=О/Р
где О
Тип производства характеризуется коэффициентом закрепления операций за одним рабочим местом
К=О/Р
где О
Массовое производство характеризуется узкой специализацией рабочих мест, за каждым из которых
Массовое производство характеризуется узкой специализацией рабочих мест, за каждым из которых
Серийное производство характеризуется широкой специализацией рабочих мест и изготовлением различных изделий
Серийное производство характеризуется широкой специализацией рабочих мест и изготовлением различных изделий
Единичное производство характеризуется универсальностью рабочих мест, за которыми нет закрепления операций.
Единичное производство характеризуется универсальностью рабочих мест, за которыми нет закрепления операций.
Физико-технологические основы электрических соединений
Классификация методов выполнения электрических соединений и технические
Физико-технологические основы электрических соединений
Классификация методов выполнения электрических соединений и технические
Физико-химические основы сварки
Процесс образования сварного соединения можно условно разделить на
Физико-химические основы сварки
Процесс образования сварного соединения можно условно разделить на
Электрическое соединение методом накрутки
Накрутка - это процесс создания электрического соединения
Электрическое соединение методом накрутки
Накрутка - это процесс создания электрического соединения
КЛАССИФИКАЦИЯ МЕТОДОВ ВЫПОЛНЕНИЯ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ И
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К НИМ
При сборке современной
КЛАССИФИКАЦИЯ МЕТОДОВ ВЫПОЛНЕНИЯ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ И
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К НИМ
При сборке современной
Поэтому получение нескольких десятков на 1 см2 многоконтактных соединений выводов корпусов
Поэтому получение нескольких десятков на 1 см2 многоконтактных соединений выводов корпусов
По результатам экспериментальных исследований 50...80 % всех отказов в аппаратуре происходит
По результатам экспериментальных исследований 50...80 % всех отказов в аппаратуре происходит
• возможность соединения разнообразных сочетаний материалов и типоразмеров;
• стойкость к термоциклированию;
•
• возможность соединения разнообразных сочетаний материалов и типоразмеров;
• стойкость к термоциклированию;
•
Пайкой называется процесс соединения металлов в твердом состоянии путем введения в
Пайкой называется процесс соединения металлов в твердом состоянии путем введения в
Сварка - это процесс получения неразъемного соединения материалов под действием активирующей
Сварка - это процесс получения неразъемного соединения материалов под действием активирующей
Соединения, основанные на деформации контактируемых деталей, проводов или выводов, выполняются в
Соединения, основанные на деформации контактируемых деталей, проводов или выводов, выполняются в
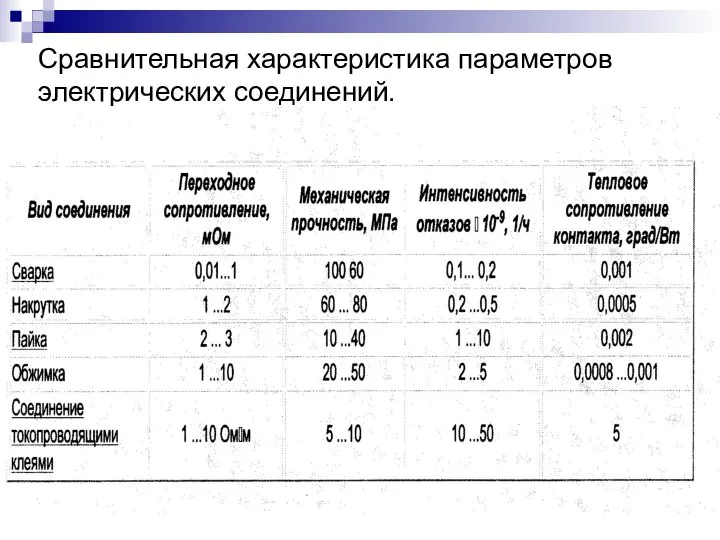
Сравнительная характеристика параметров электрических соединений.
Сравнительная характеристика параметров электрических соединений.
Физико-химические основы пайки.
Техпроцесс пайки
Для образования качественного паяного соединения необходимо:
• подготовить
Физико-химические основы пайки.
Техпроцесс пайки
Для образования качественного паяного соединения необходимо:
• подготовить
Удаление пленок, препятствующих смачиванию расплавленным припоем, проводят механическими или химическими (обезжиривание,
Удаление пленок, препятствующих смачиванию расплавленным припоем, проводят механическими или химическими (обезжиривание,
Образование шероховатой поверхности после механической обработки способствует растеканию флюса и припоя,
Образование шероховатой поверхности после механической обработки способствует растеканию флюса и припоя,
Обычно оно снабжается устройствами для регенерации моющих средств и сушки изделий.
Обычно оно снабжается устройствами для регенерации моющих средств и сушки изделий.
Очищенные детали необходимо немедленно направлять на сборку и пайку, так как
Очищенные детали необходимо немедленно направлять на сборку и пайку, так как
На алюминий и его сплавы технологические покрытия наносят с применением ультразвуковых
На алюминий и его сплавы технологические покрытия наносят с применением ультразвуковых
Увеличение срока сохранения паяемости деталей, подготовленных к пайке, достигается также путем
Увеличение срока сохранения паяемости деталей, подготовленных к пайке, достигается также путем
Образовавшаяся после испарения растворителя пленка надежно защищает поверхности металлов от проникновения
Образовавшаяся после испарения растворителя пленка надежно защищает поверхности металлов от проникновения
• расчет коэффициента растекания Kp=Sp/So как отношение площади Sp, занимаемой навеской
• расчет коэффициента растекания Kp=Sp/So как отношение площади Sp, занимаемой навеской
По критерию паяемости все многообразие современных паяемых материалов различной физико-химической природы
По критерию паяемости все многообразие современных паяемых материалов различной физико-химической природы
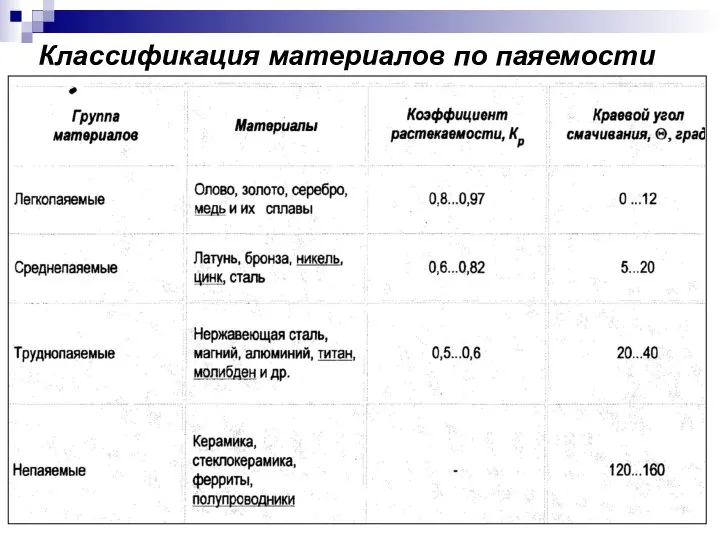
Классификация материалов по паяемости
Классификация материалов по паяемости
Активация соединяемых металлов и припоя
Нагрев основного металла и расплавление припоя приводят
Активация соединяемых металлов и припоя
Нагрев основного металла и расплавление припоя приводят
Пайка с флюсами наиболее распространена и общедоступна, так как ее можно
Пайка с флюсами наиболее распространена и общедоступна, так как ее можно
Основными причинами удаления оксидов металлов являются:
• химическое взаимодействие между флюсом и
Основными причинами удаления оксидов металлов являются:
• химическое взаимодействие между флюсом и
Применение флюсов нередко приводит к тому, что флюсовые остатки и продукты
Применение флюсов нередко приводит к тому, что флюсовые остатки и продукты
Активные газовые среды (водород, оксид углерода, азотно-водородная смесь и др.) не
Активные газовые среды (водород, оксид углерода, азотно-водородная смесь и др.) не
Вместе с тем в вакууме возможно испарение летучих компонентов припоя, таких
Вместе с тем в вакууме возможно испарение летучих компонентов припоя, таких
В качестве инструмента используются УЗ-паяльник, металлические щетки, сетки, а материалом служит
В качестве инструмента используются УЗ-паяльник, металлические щетки, сетки, а материалом служит
Они содержат компоненты, которые активно реагируют с оксидной пленкой паяемого металла
Они содержат компоненты, которые активно реагируют с оксидной пленкой паяемого металла
Взаимодействие на границе “основной металл - жидкий припой”
После расплавления припоя и
Взаимодействие на границе “основной металл - жидкий припой”
После расплавления припоя и
При смачивании атомы металлов сближаются на расстояние менее 100 нм.
В
При смачивании атомы металлов сближаются на расстояние менее 100 нм.
В
Следующей стадией взаимодействия поверхностного натяжения капли припоя на поверхности твердого тела
Следующей стадией взаимодействия поверхностного натяжения капли припоя на поверхности твердого тела
Из этого уравнения видно, что чем выше поверхностное натяжение припоя в
Из этого уравнения видно, что чем выше поверхностное натяжение припоя в
На процесс смачивания и растекания припоя оказывают влияние и технологические факторы:
На процесс смачивания и растекания припоя оказывают влияние и технологические факторы:
Под действием капиллярного давления припой поднимается по капилляру на высоту h:
h=2/(
Под действием капиллярного давления припой поднимается по капилляру на высоту h:
h=2/(
Как показывает анализ приведенных формул, скорость затекания в горизонтальном капилляре и
Как показывает анализ приведенных формул, скорость затекания в горизонтальном капилляре и
Скорость и глубина этих процессов зависят от природы взаимодействующих металлов, температуры,
Скорость и глубина этих процессов зависят от природы взаимодействующих металлов, температуры,
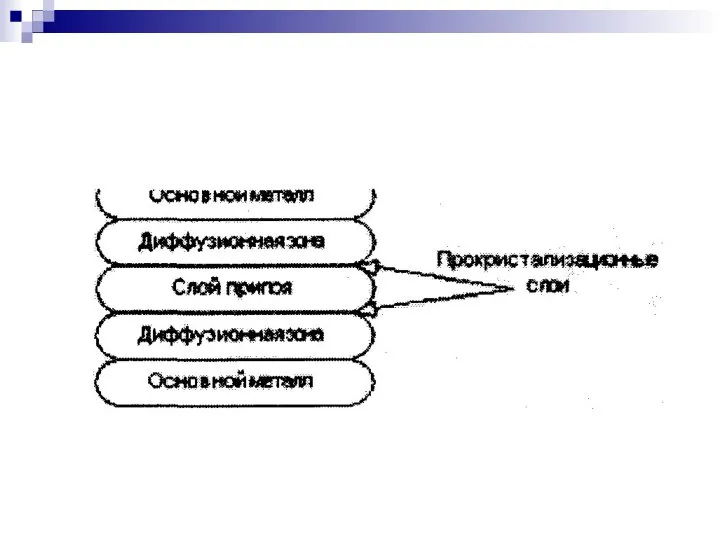
Ширина диффузионной зоны оказывает существенное влияние на прочность паяного соединения.
Изменение
Ширина диффузионной зоны оказывает существенное влияние на прочность паяного соединения.
Изменение
Кристаллизация металлической прослойки
После удаления источника тепловой энергии наступает стадия кристаллизации металлической
Кристаллизация металлической прослойки
После удаления источника тепловой энергии наступает стадия кристаллизации металлической
При прочих равных условиях уменьшение зазора, а следовательно, толщины кристаллизующейся жидкости
При прочих равных условиях уменьшение зазора, а следовательно, толщины кристаллизующейся жидкости
Выбор материалов для монтажной пайки. Флюсы
На качество паяных соединений оказывают существенное
Выбор материалов для монтажной пайки. Флюсы
На качество паяных соединений оказывают существенное
Выбор флюса производится исходя из требуемой химической активности, которая должна быть
Выбор флюса производится исходя из требуемой химической активности, которая должна быть
В зависимости от температурного интервала активности флюсы разделяются на низко- и
В зависимости от температурного интервала активности флюсы разделяются на низко- и
По своему составу флюсы разделяются на две группы. К первой относятся
По своему составу флюсы разделяются на две группы. К первой относятся
Сильное влияние этих флюсов - на сопротивление изоляции диэлектриков и коррозию
Сильное влияние этих флюсов - на сопротивление изоляции диэлектриков и коррозию
Выбор материалов для монтажной пайки. Припои
В качестве припоев используются различные цветные
Выбор материалов для монтажной пайки. Припои
В качестве припоев используются различные цветные
Так, серебро и сурьма повышают, а висмут и кадмий понижают температуру
Так, серебро и сурьма повышают, а висмут и кадмий понижают температуру
Выбор марки припоя определяется назначением и конструктивными особенностями изделий, типом основного
Выбор марки припоя определяется назначением и конструктивными особенностями изделий, типом основного
Технологические требования к припою предусматривают хорошую смачиваемость соединяемых им металлов, высокие
Технологические требования к припою предусматривают хорошую смачиваемость соединяемых им металлов, высокие
Выбор материалов для монтажной пайки. Очистные жидкости
Очистные жидкости предназначены для отмывки
Выбор материалов для монтажной пайки. Очистные жидкости
Очистные жидкости предназначены для отмывки
Хорошие результаты получены при использовании фреона или смесей на его основе.
Хорошие результаты получены при использовании фреона или смесей на его основе.
Технология выполнения пайки.
Основные операции
Среди методов выполнения монтажных соединений в РЭА пайка
Технология выполнения пайки.
Основные операции
Среди методов выполнения монтажных соединений в РЭА пайка
К основным преимуществам групповой пайки относятся: строгое поддержание технологического режима, повышение
К основным преимуществам групповой пайки относятся: строгое поддержание технологического режима, повышение
Технологический процесс пайки состоит из следующих операций:
1. Фиксации соединительных элементов с
Технологический процесс пайки состоит из следующих операций:
1. Фиксации соединительных элементов с
Индивидуальная пайка паяльником.
Требуемый температурный режим при индивидуальной пайке обеспечивается теплофизическими характеристиками
Индивидуальная пайка паяльником.
Требуемый температурный режим при индивидуальной пайке обеспечивается теплофизическими характеристиками
Температура рабочего конца жала, измеряемая на холостом ходу, задается на 30...100°С
Температура рабочего конца жала, измеряемая на холостом ходу, задается на 30...100°С
Стабилизация температуры производится с помощью:
• массивного паяльного жала (до З мм
Стабилизация температуры производится с помощью:
• массивного паяльного жала (до З мм

Миниатюрный паяльник с термостабилизацией
(фирма Weller, США)
Миниатюрный паяльник с термостабилизацией
(фирма Weller, США)
В качестве материала для паяльных жал используют медь ввиду ее высокой
В качестве материала для паяльных жал используют медь ввиду ее высокой
Последовательность процесса пайки паяльником
Последовательность процесса пайки паяльником:
а) нагрев вывода и контактной
Последовательность процесса пайки паяльником
Последовательность процесса пайки паяльником:
а) нагрев вывода и контактной
Режимами пайки являются температура, которая для наиболее широко распространенного припоя ПОС-61М
Режимами пайки являются температура, которая для наиболее широко распространенного припоя ПОС-61М
Групповые методы пайки.
Современные методы групповой пайки в производстве РЭА классифицируются по
Групповые методы пайки.
Современные методы групповой пайки в производстве РЭА классифицируются по

Пайка погружением.
д - с маятниковым движением платы, е - избирательная,
ж
Пайка погружением.
д - с маятниковым движением платы, е - избирательная,
ж
При пайке с вертикальным перемещением платы ПП со смонтированными элементами на
При пайке с вертикальным перемещением платы ПП со смонтированными элементами на
С этой же целью температуру пайки выбирают более низкой, что также
С этой же целью температуру пайки выбирают более низкой, что также
Наиболее совершенным способом реализации пайки погружением является пайка протягиванием (вариант в),
Наиболее совершенным способом реализации пайки погружением является пайка протягиванием (вариант в),
При избирательной лайке уменьшается температура платы, снижается нагрев радиоэлементов и расход
При избирательной лайке уменьшается температура платы, снижается нагрев радиоэлементов и расход
Пайка волной припоя
Пайка волной припоя является самым распространенным методом групповой пайки.
Пайка волной припоя
Пайка волной припоя является самым распространенным методом групповой пайки.
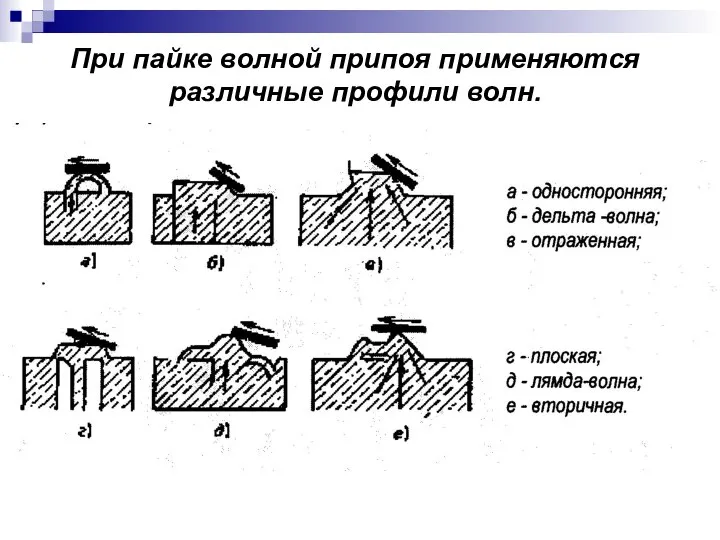
При пайке волной припоя применяются различные профили волн.
При пайке волной припоя применяются различные профили волн.
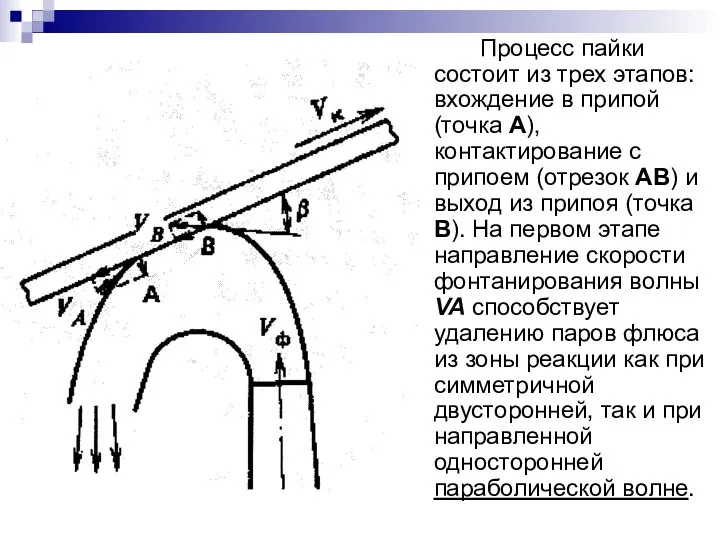
Процесс пайки состоит из трех этапов: вхождение в припой (точка
Процесс пайки состоит из трех этапов: вхождение в припой (точка
На втором этапе полоса растекания припоя по плате АВ в сочетании
На втором этапе полоса растекания припоя по плате АВ в сочетании
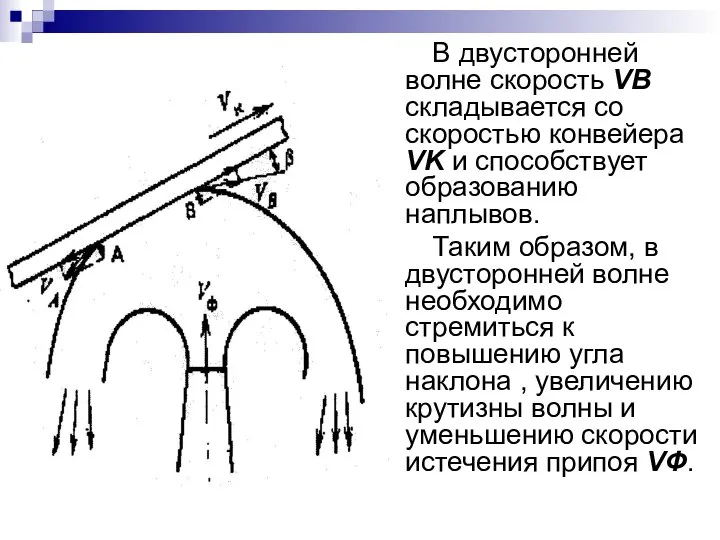
В двусторонней волне скорость VВ складывается со скоростью конвейера VK
В двусторонней волне скорость VВ складывается со скоростью конвейера VK
При односторонней волне более благоприятными являются горизонтальное положение конвейера, пологая форма
При односторонней волне более благоприятными являются горизонтальное положение конвейера, пологая форма
Дельта-волна
Дельта-волна характеризуется стоком припоя в одну сторону, для чего одна стенка
Дельта-волна
Дельта-волна характеризуется стоком припоя в одну сторону, для чего одна стенка
Поскольку увеличение ширины волны в направлении движения платы дает положительный эффект,
Поскольку увеличение ширины волны в направлении движения платы дает положительный эффект,
Лямбда-волна
Лямбда-волна получается при использовании насадки сложной формы.
Форма волны и
Лямбда-волна
Лямбда-волна получается при использовании насадки сложной формы.
Форма волны и
Концепция лямбда-волны предложена фирмой Elektrovert (Канада).
На базе лямбда-волны указанной фирмой
Концепция лямбда-волны предложена фирмой Elektrovert (Канада).
На базе лямбда-волны указанной фирмой
Перспективные методы
В настоящее время широкое применение в технологии РЭА получают методы
Перспективные методы
В настоящее время широкое применение в технологии РЭА получают методы
Физико-химические основы сварки
Процесс образования сварного соединения можно условно разделить на четыре
Физико-химические основы сварки
Процесс образования сварного соединения можно условно разделить на четыре
Под действием этих сил в жидких фазах происходят дальнейшее самопроизвольное уменьшение
Под действием этих сил в жидких фазах происходят дальнейшее самопроизвольное уменьшение
При твердофазной сварке, вследствие шероховатости реальных поверхностей, физическое взаимодействие протекает не
При твердофазной сварке, вследствие шероховатости реальных поверхностей, физическое взаимодействие протекает не
На второй стадии происходит образование на поверхности более твердого из соединяемых
На второй стадии происходит образование на поверхности более твердого из соединяемых
Отдельные контактные пятна начинают сливаться в более крупные очаги схватывания, происходит
Отдельные контактные пятна начинают сливаться в более крупные очаги схватывания, происходит
При воздействии УЗ-колебаний наблюдается упрочнение поверхностных слов в зоне сварки, что
При воздействии УЗ-колебаний наблюдается упрочнение поверхностных слов в зоне сварки, что
В плоскости контакта оно заканчивается слиянием очагов взаимодействия, что является необходимым
В плоскости контакта оно заканчивается слиянием очагов взаимодействия, что является необходимым
Ядро при сварке плавлением представляет закристаллизовавшуюся жидкую фазу, которая может состоять
Ядро при сварке плавлением представляет закристаллизовавшуюся жидкую фазу, которая может состоять
Методы выполнения сварных монтажных соединений
(ультразвуковая сварка - термокомпрессионная сварка - сварка
Методы выполнения сварных монтажных соединений (ультразвуковая сварка - термокомпрессионная сварка - сварка
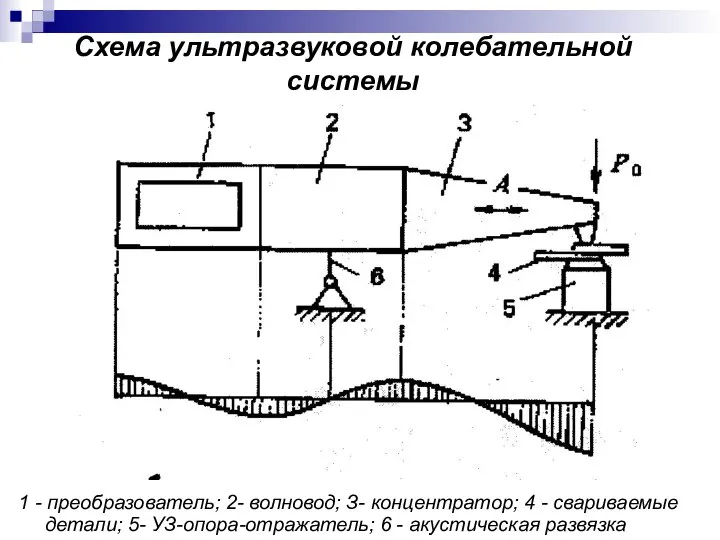
Схема ультразвуковой колебательной системы
1 - преобразователь; 2- волновод; З- концентратор; 4
Схема ультразвуковой колебательной системы
1 - преобразователь; 2- волновод; З- концентратор; 4
Для УЗ-микросварки используют оборудование с частотами 22, 44, 66, 88 кГц.
Для УЗ-микросварки используют оборудование с частотами 22, 44, 66, 88 кГц.
Чрезмерное увеличение амплитуды увеличивает напряжения среза, приводящие к разрушению части узлов
Чрезмерное увеличение амплитуды увеличивает напряжения среза, приводящие к разрушению части узлов
Время сварки, подбирается экспериментально с целью получения максимальной прочности соединения.
Основным элементом
Время сварки, подбирается экспериментально с целью получения максимальной прочности соединения.
Основным элементом
Материал инструмента для УЗ-сварки должен обладать:
• высокой износостойкостью,
• иметь незначительные акустические
Материал инструмента для УЗ-сварки должен обладать:
• высокой износостойкостью,
• иметь незначительные акустические
Термокомпрессионная сварка
Термокомпрессионная сварка - это сварка, которая проводится при невысоких давлениях
Термокомпрессионная сварка
Термокомпрессионная сварка - это сварка, которая проводится при невысоких давлениях
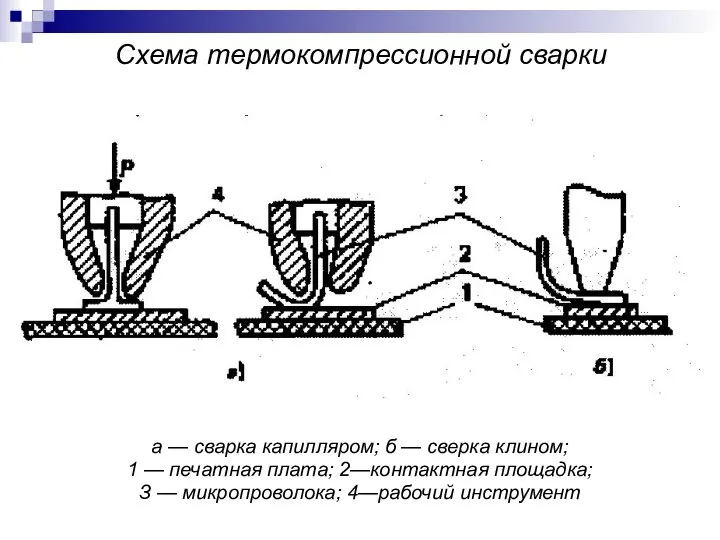
Схема термокомпрессионной сварки
а — сварка капилляром; б — сверка клином;
1 —
Схема термокомпрессионной сварки
а — сварка капилляром; б — сверка клином;
1 —
При приложении температуры и давления в момент осадки в результате течения
При приложении температуры и давления в момент осадки в результате течения
Типы термокомпрессионных соединений
а—обычное; б—ребром жесткости; в— «типа рыбий глаз»
Типы термокомпрессионных соединений
а—обычное; б—ребром жесткости; в— «типа рыбий глаз»
По способу соединения термокомпрессия выполняется «внахлестку» и «встык».
Тип образующегося соединения
По способу соединения термокомпрессия выполняется «внахлестку» и «встык».
Тип образующегося соединения
Выбор давления определяется допустимой деформацией присоединяемого проводника или максимально допустимым давлением
Выбор давления определяется допустимой деформацией присоединяемого проводника или максимально допустимым давлением
Весьма важным фактором при термокомпрессионной сварке является правильный выбор материала инструмента.
Весьма важным фактором при термокомпрессионной сварке является правильный выбор материала инструмента.
Термокомпрессионная сварка применяется для присоединения выводов к полупроводниковым кристаллам, сварки микропроводов
Термокомпрессионная сварка применяется для присоединения выводов к полупроводниковым кристаллам, сварки микропроводов
Высокая точность поддержания температуры и малая инерционность обеспечиваются при нагреве инструмента
Высокая точность поддержания температуры и малая инерционность обеспечиваются при нагреве инструмента
Сварка сдвоенным электродом
Сварка расщеплением (сдвоенным) электродом применяется в технологии электрического монтажа,
Сварка сдвоенным электродом
Сварка расщеплением (сдвоенным) электродом применяется в технологии электрического монтажа,
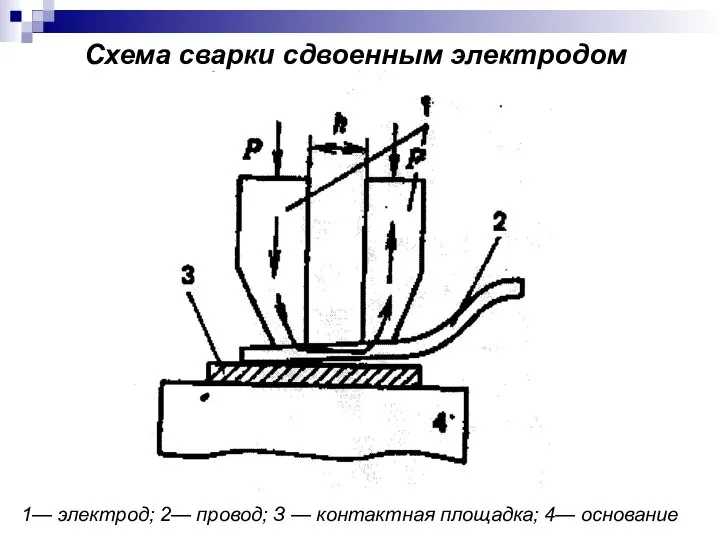
Схема сварки сдвоенным электродом
1— электрод; 2— провод; З — контактная площадка;
Схема сварки сдвоенным электродом
1— электрод; 2— провод; З — контактная площадка;
Подготовка свариваемых поверхностей заключается в предварительном отжиге материалов для снятия внутренних
Подготовка свариваемых поверхностей заключается в предварительном отжиге материалов для снятия внутренних
Сварку проводят одним или несколькими импульсами конденсаторного разряда с регулировкой длительности,
Сварку проводят одним или несколькими импульсами конденсаторного разряда с регулировкой длительности,
Медные печатные проводники вследствие высокой тепло- и электропроводности плохо свариваются, поэтому
Медные печатные проводники вследствие высокой тепло- и электропроводности плохо свариваются, поэтому
Сварка взрывом
Как показывает анализ, большинство методов сварки обеспечивает индивидуальное выполнение каждого
Сварка взрывом
Как показывает анализ, большинство методов сварки обеспечивает индивидуальное выполнение каждого
Паста, содержащая ВВ, обладает хорошей текучестью и адгезией к поверхности вывода.
Паста, содержащая ВВ, обладает хорошей текучестью и адгезией к поверхности вывода.
Присоединению выводов сваркой взрывом присущи следующие достоинства:
• возможность сваривать трудносоединянмые материалы,
•
Присоединению выводов сваркой взрывом присущи следующие достоинства:
• возможность сваривать трудносоединянмые материалы,
•
Однако методу присущи существенные недостатки:
• требуется особая осторожность в обращении с
Однако методу присущи существенные недостатки:
• требуется особая осторожность в обращении с
Контроль качества и надежность монтажных соединений
Контроль при выполнении монтажных соединений включает
Контроль качества и надежность монтажных соединений
Контроль при выполнении монтажных соединений включает
Вид дефектов
паяных
соединений
Вид дефектов
паяных
соединений
Непропай чаще всего возникает из-за несоблюдения соотношения размеров между диаметром вывода
Непропай чаще всего возникает из-за несоблюдения соотношения размеров между диаметром вывода
Другой причиной непропаев является наличие оксидов в припое и истощение олова
Другой причиной непропаев является наличие оксидов в припое и истощение олова
Эти примеси увеличивают вязкость припоя, замедляют проникновение припоя в зазоры и
Эти примеси увеличивают вязкость припоя, замедляют проникновение припоя в зазоры и
Кислотные флюсы при их плохой отмывке вызывают также потемнение на поверхности
Кислотные флюсы при их плохой отмывке вызывают также потемнение на поверхности
Холодная пайка - дефект, образующийся при смещении выводов ЭРЭ при кристаллизации
Холодная пайка - дефект, образующийся при смещении выводов ЭРЭ при кристаллизации
Качественное соединение не должно иметь трещин, пор и других дефектов; ширина
Качественное соединение не должно иметь трещин, пор и других дефектов; ширина
Оценка по модуляции электрического сигнала позволяет выявить до 60 % общего
Оценка по модуляции электрического сигнала позволяет выявить до 60 % общего
Предварительный нагрев платы может быть различным, но чаще всего используют нагрев
Предварительный нагрев платы может быть различным, но чаще всего используют нагрев
Даже 100 %-й контроль монтажных соединений может выявить только явные дефекты
Даже 100 %-й контроль монтажных соединений может выявить только явные дефекты
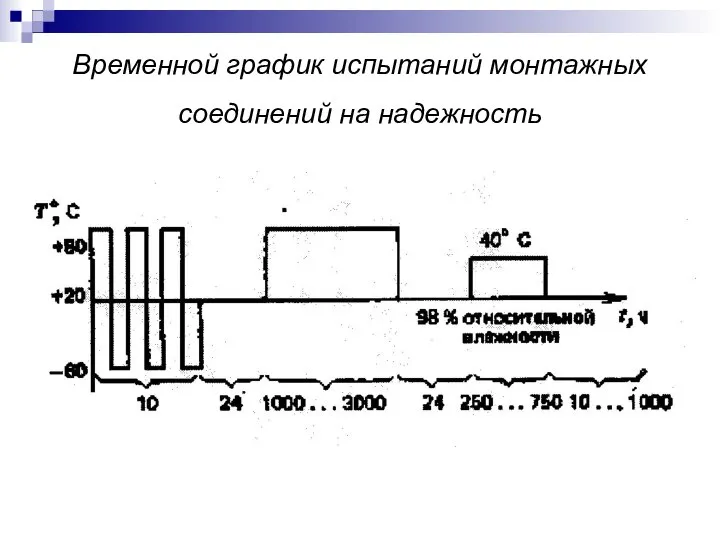
Временной график испытаний монтажных соединений на надежность
Временной график испытаний монтажных соединений на надежность
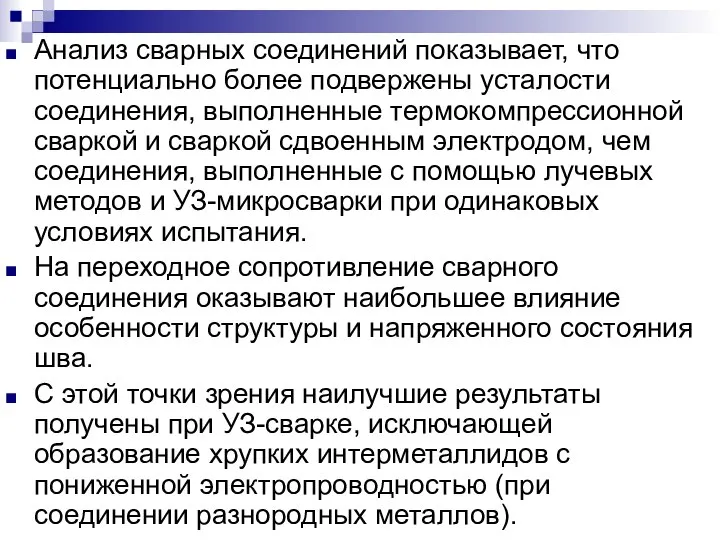
Анализ сварных соединений показывает, что потенциально более подвержены усталости соединения, выполненные
Анализ сварных соединений показывает, что потенциально более подвержены усталости соединения, выполненные
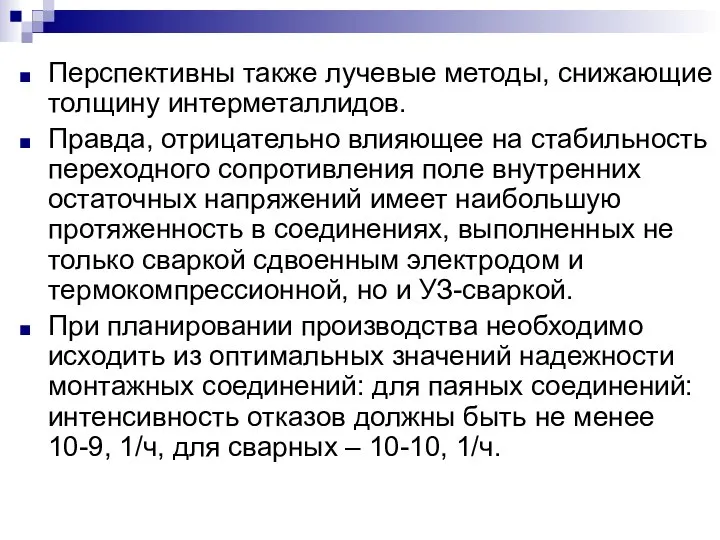
Перспективны также лучевые методы, снижающие толщину интерметаллидов.
Правда, отрицательно влияющее на
Перспективны также лучевые методы, снижающие толщину интерметаллидов.
Правда, отрицательно влияющее на
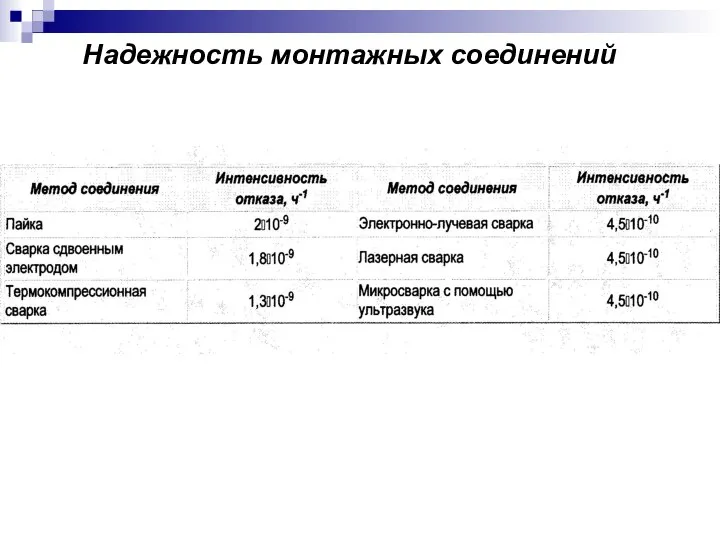
Надежность монтажных соединений
Надежность монтажных соединений
Электрическое соединение методом накрутки
Накрутка - это процесс создания электрического соединения путем
Электрическое соединение методом накрутки
Накрутка - это процесс создания электрического соединения путем
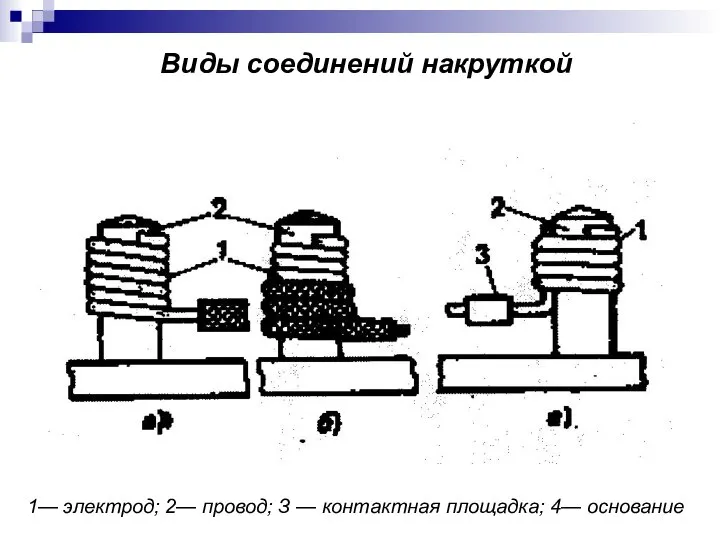
Виды соединений накруткой
1— электрод; 2— провод; З — контактная площадка; 4—
Виды соединений накруткой
1— электрод; 2— провод; З — контактная площадка; 4—
При монтаже накруткой применяют три вида соединении: немодифицированное, модифицированное и бандажное.
При монтаже накруткой применяют три вида соединении: немодифицированное, модифицированное и бандажное.
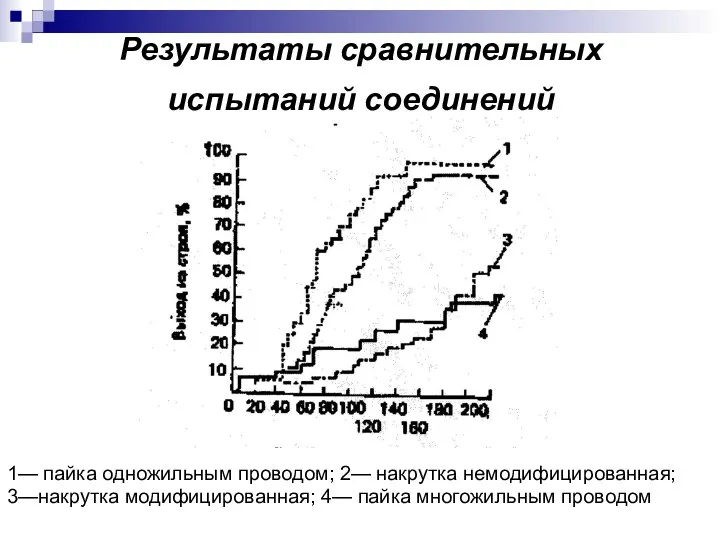
Результаты сравнительных испытаний соединений
1— пайка одножильным проводом; 2— накрутка немодифицированная;
Результаты сравнительных испытаний соединений
1— пайка одножильным проводом; 2— накрутка немодифицированная;
Для электромонтажа методом накрутки применяются одножильные медные провода диаметром 0,17…1,2 мм,
Для электромонтажа методом накрутки применяются одножильные медные провода диаметром 0,17…1,2 мм,
На выводы наносят гальванические покрытия из серебра (6.. .9 мкм по
На выводы наносят гальванические покрытия из серебра (6.. .9 мкм по
Длина выводов определяется диаметром провода, числом витков в соединении и числом
Длина выводов определяется диаметром провода, числом витков в соединении и числом
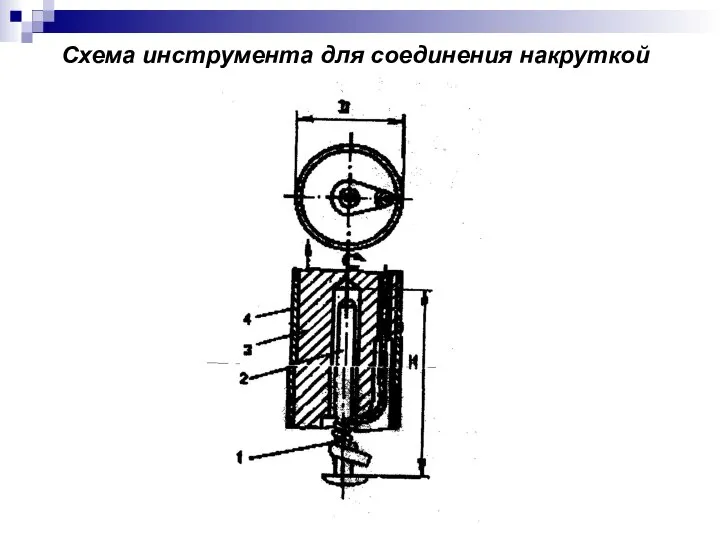
Схема инструмента для соединения накруткой
Схема инструмента для соединения накруткой
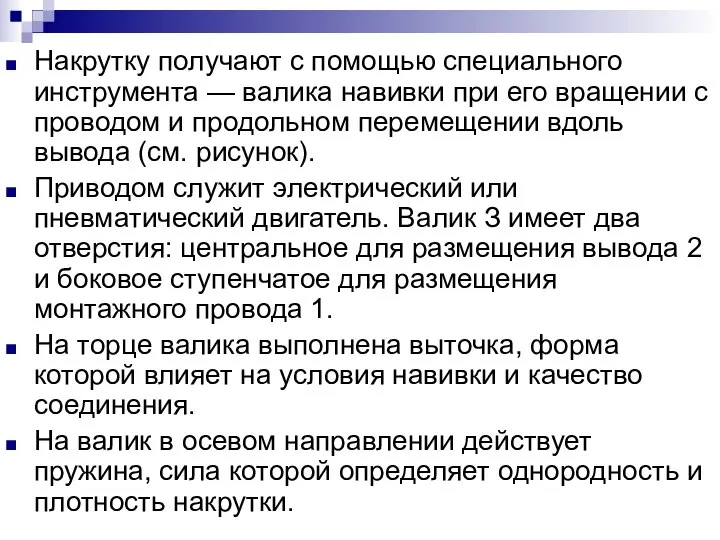
Накрутку получают с помощью специального инструмента — валика навивки при его
Накрутку получают с помощью специального инструмента — валика навивки при его
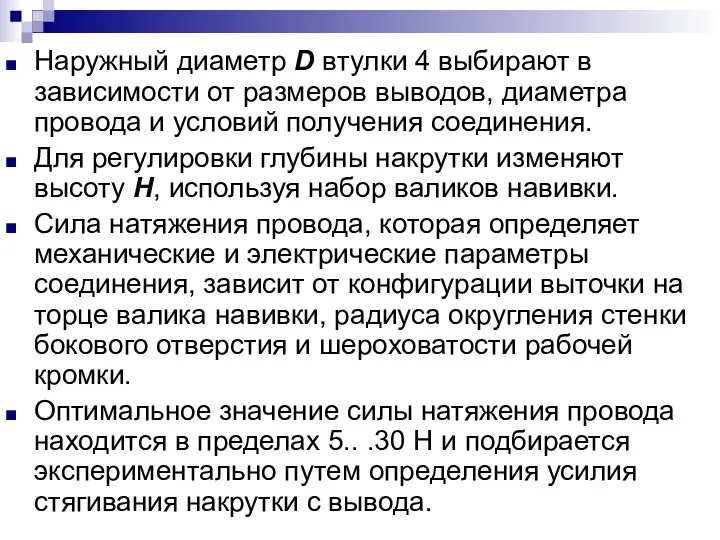
Наружный диаметр D втулки 4 выбирают в зависимости от размеров выводов,
Наружный диаметр D втулки 4 выбирают в зависимости от размеров выводов,
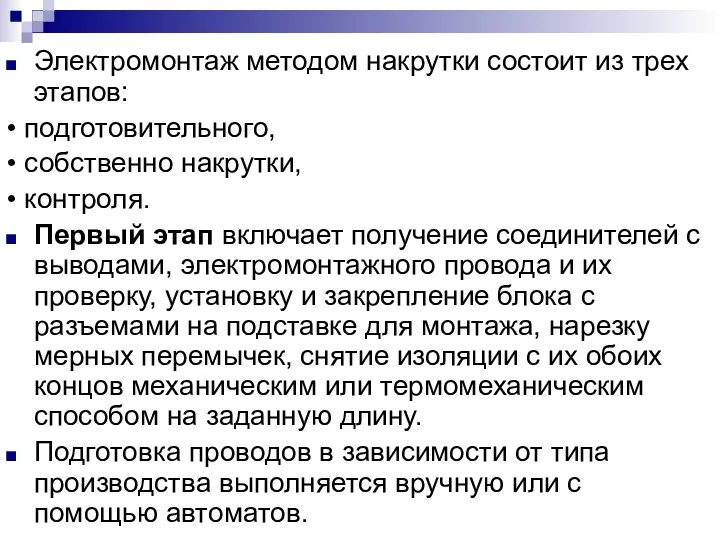
Электромонтаж методом накрутки состоит из трех этапов:
• подготовительного,
• собственно накрутки,
• контроля.
Первый
Электромонтаж методом накрутки состоит из трех этапов:
• подготовительного,
• собственно накрутки,
• контроля.
Первый
Второй этап начинается с заправки провода в боковое отверстие валика навивки.
Второй этап начинается с заправки провода в боковое отверстие валика навивки.
Полуавтоматические установки состоят из координатного стола, на котором крепится приспособление с
Полуавтоматические установки состоят из координатного стола, на котором крепится приспособление с
Производительность такого оборудования составляет 200...500 соед./ч с точностью 0,01...0,001 %.
Автоматические установки
Производительность такого оборудования составляет 200...500 соед./ч с точностью 0,01...0,001 %.
Автоматические установки
Погрешность позиционирования при этом не превышает 0,05...0,08 мм.
На третьем этапе проверяют
Погрешность позиционирования при этом не превышает 0,05...0,08 мм.
На третьем этапе проверяют
Соединение проводящими клеями
Электропроводящие клеи (контактолы) применяют при создании монтажных соединений в
Соединение проводящими клеями
Электропроводящие клеи (контактолы) применяют при создании монтажных соединений в
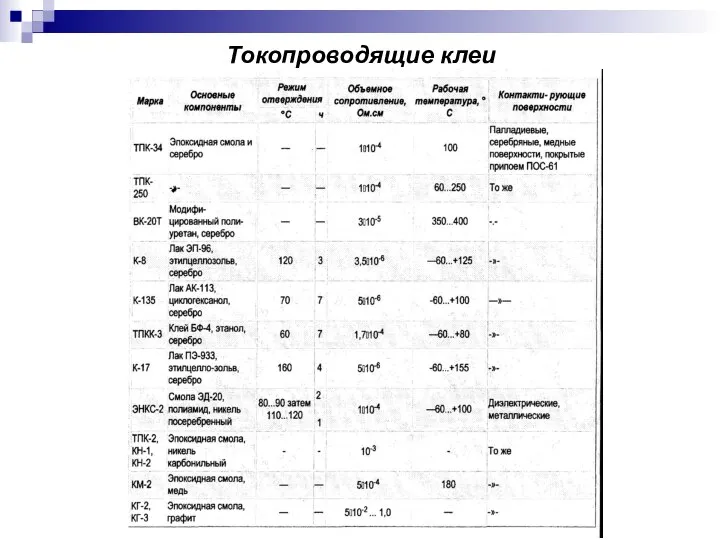
Токопроводящие клеи
Токопроводящие клеи
Наибольшей электропроводностью обладают клеи с серебряным и золотым наполнителями.
К их
Наибольшей электропроводностью обладают клеи с серебряным и золотым наполнителями.
К их
 Принципы построения и архитектура ЭВМ
Принципы построения и архитектура ЭВМ Золотая хохлома
Золотая хохлома Анализ судебной практики Подготовила : Семенок Марина, группа Юб 1303
Анализ судебной практики Подготовила : Семенок Марина, группа Юб 1303  Статистика терроризма
Статистика терроризма Оценка творческого потенциала Анализ анкетирования педагогов ГДОУ №38 Невского района проводила старший воспитатель Данило
Оценка творческого потенциала Анализ анкетирования педагогов ГДОУ №38 Невского района проводила старший воспитатель Данило Усилитель для преобразователя природного электричества
Усилитель для преобразователя природного электричества Великие Каппадокийцы. Свт. Григорий Назианзин, Богослов (ок. 330 года)
Великие Каппадокийцы. Свт. Григорий Назианзин, Богослов (ок. 330 года) Решение задач с помощью уравнений 7 КЛАСС
Решение задач с помощью уравнений 7 КЛАСС  Леонардо да Винчи и его технические изобретения
Леонардо да Винчи и его технические изобретения ООО «Городецкий судоремонтный завод»
ООО «Городецкий судоремонтный завод» Презентация «НАЕМ ЖИЛОГО ПОМЕЩЕНИЯ»
Презентация «НАЕМ ЖИЛОГО ПОМЕЩЕНИЯ» Экспертиза меха Группа 43 ТН ВЭД _
Экспертиза меха Группа 43 ТН ВЭД _ Синхронные электрические машины
Синхронные электрические машины Помпа
Помпа Жиындар (массивтер
Жиындар (массивтер Смесеприготовительное оборудование
Смесеприготовительное оборудование Масленица. Празднование Масленицы
Масленица. Празднование Масленицы Анорексия
Анорексия Блок питания
Блок питания Тест: «Изобразительное искусство. Семья пространственных искусств» 6 класс
Тест: «Изобразительное искусство. Семья пространственных искусств» 6 класс Роль и место таможенных органов в системе валютного контроля РФ. Функции и полномочия ФТС как агента валютного контроля. Ду
Роль и место таможенных органов в системе валютного контроля РФ. Функции и полномочия ФТС как агента валютного контроля. Ду Японский национальный костюм: верность традициям
Японский национальный костюм: верность традициям Механизм формирования и функционирования политической власти
Механизм формирования и функционирования политической власти Аудиторский риск
Аудиторский риск Вклад И.М. Сеченова в развитие мировой и отечественной физиологии Выполнили:Корсаков Роман 227 леч Медведев Кирилл 227 леч
Вклад И.М. Сеченова в развитие мировой и отечественной физиологии Выполнили:Корсаков Роман 227 леч Медведев Кирилл 227 леч  InterSystems Ensemble Преимущества при выполнении SOA-проектов и внедрении SOA-решений
InterSystems Ensemble Преимущества при выполнении SOA-проектов и внедрении SOA-решений Новые правила обязательного медицинского страхования
Новые правила обязательного медицинского страхования Berlin ist die Hauptstadt Deutschlands
Berlin ist die Hauptstadt Deutschlands