- Виртуальная инженерия. Управление производством

Содержание
- 2. КОМПОНЕНТЫ ВП Цифровая имитация – проверка и оптимизация производственных процессов без применения физических прототипов. Виртуальный завод
- 3. ЦИФРОВАЯ ИМИТИАЦИЯ Проверка процессов функционирования технологического оборудования (станки с ЧПУ, роботы, КИМ) Виртуальный объект в графическом
- 4. ПО ЦИФРОВОЙ ИМИТАЦИИ VeriCUT NCManager Tecnomatix RobotExpert DELMIA QReal:Robots KUKA.SIM PRO
- 5. ИМИТАЦИЯ СТАНКОВ С ЧПУ (VERICUT, NX ISV) Визуализация выполнения управляющих программ для станков с ЧПУ. Определение
- 6. СТРУКТУРА ПРОЕКТА Включает эмулятор стойки ЧПУ ①, кинематическую схему② и модели узлов станка③, модели приспособления④, детали⑤
- 7. ВИЗУАЛИЗАЦИЯ ВЫПОЛНЕНИЯ УП Способы визуализации Vericut: Станок Деталь Станок и деталь Токарный профиль При симуляции работы
- 8. ПРИМЕР ВИЗУАЛИЗАЦИИ
- 9. ОБНАРУЖЕНИЕ ОШИБОК И СТОЛКНОВЕНИЙ Столкновение узлов станка между собой, режущего инструмента с узлами станка и приспособлением,
- 10. ИЗМЕРЕНИЕ В ПРОЦЕССЕ ВЫПОЛНЕНИЯ УП Доступно на любом шаге выполнения Позволяет определить величину оставшегося припуска
- 11. СРАВНЕНИЕ ЗАГОТОВКИ И ДЕТАЛИ Визуализирует области зарезов и оставшийся материал
- 12. ГЕНЕРАЦИЯ ОТЧЕТОВ И КАРТ НАЛАДОК Отчет представляет свод информации об использовании инструмента: описание, изображение, время обработки,
- 13. ОПТИМИЗАЦИЯ УП Выполняется относительно: Минимального «вылета» инструмента Параметров режима резания для сокращения времени обработки
- 14. ПРИМЕР ОПТИМИЗАЦИИ
- 15. МОДЕЛИРОВАНИЕ ПРИСПОСОБЛЕНИЙ Использование возможностей для управления перемещениями приспособления.
- 16. ПОСТРОЕНИЕ КИНЕМАТИЧЕСКИХ МОДЕЛЕЙ СТАНКОВ Последовательное совмещение всех допустимых осей перемещений и узлов станка.
- 17. ПОРЯДОК СБОРКИ СТАНКА В первую очередь определяется кинематическая схема, связывающая узлы станка в две основные цепочки
- 18. ПЕРЕДАЧА ДАННЫХ ИЗ CAM СИСТЕМЫ Конвертер переносит в проект данные о: Геометрии детали, заготовки и приспособления;
- 19. УРОВНИ ВЕРИФИКАЦИИ 1.Проверка Внутренняя траектория инструмента, геометрия и инструмент 2.Симуляция траектории инструмента Внутренняя траектория инструмента, геометрия,
- 20. TECNOMATIX Комплексное решение цифрового производства, включающее модули: Проектирования и верификации процессов изготовления деталей; Проектирования и верификации
- 21. ПРОИЗВОДСТВО ДЕТАЛЕЙ Базируется на повторном использовании операций; Прямой доступ к производственным данным для всех участников цикла;
- 22. ПРОЦЕССЫ СБОРКИ Позволяет оценивать и оптимизировать различные сценарии технологических процессов сборки; Синхронизация проекта с возможностями производства;
- 23. ПРОЕКТИРОВАНИЕ РОБОТИЗИРОВАННЫХ ПРОЦЕССОВ Виртуальное моделирование роботизированной техники и промышленных систем автоматики; Выполняется в интегрированной информационной среде;
- 24. ПРИМЕР УПРАВЛЕНИЯ РОБОТОМ
- 25. ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВЕННЫХ ЛИНИЙ Направлен на эффективное использование производственных мощностей; Использование трехмерных моделей «умных объектов» – производственных
- 26. ПРИМЕР ПРОИЗВОДСТВЕННОЙ ЛИНИИ
- 27. УПРАВЛЕНИЕ КАЧЕСТВОМ Данные по качеству изделия объединяются с конструкторскими и технологическими, что позволяет замкнуть производственный цикл;
- 28. УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ Обеспечение к данным о производстве в режиме реального времени; Управление конфигурациями «как спроектировано», «как
- 29. УПРАВЛЕНИЕ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ Обеспечивает единый источник знаний о продукте и процессе его производства; Оптимизация технологических процессов
- 30. УПРАВЛЕНИЕ ДАННЫМИ Разработка технологического процесса требует использование большего объема информации, чем конструкторское проектирование и затрагивает множество
- 31. ВИРТУАЛЬНЫЙ ЗАВОД Модель полной производственной системы: производственные участки, складские помещения, программируемое оборудование, транспортные линии. Модель производственных
- 32. ПРЕИМУЩЕСТВА ЦП обеспечивает связывание, просмотр и проведение изменений в информации об изделиях, процессах, производственных мощностях и
- 33. ГЛОССАРИЙ SCM (Supply Chain Management) - системы управления цепочками поставок. ERP (Enterprise Resource Planning) - системы
- 34. ERP ERP ( Enterprise Resource Planning, планирование ресурсов предприятия) — организационная стратегия интеграции производства и операций,
- 35. ВНЕДРЕНИЕ ERP Внедрение ERP предусматривает создание единой системы бизнес-процессов, унифицированных для различных организаций, и распространяется не
- 36. ПОРЯДОК ВНЕДРЕНИЯ ERP Формулировка бизнес-процессов Структурирование данных Разграничение доступа к данным Составление шаблонов Управление рассылками Оповещение
- 37. МОДУЛЬНАЯ СТРУКТУРА ERP Финансы Считается центральным компонентом ERP Содержит блоки бухгалтерии, учета затрат и доходов, казначейства,
- 38. ПРИМЕРЫ ERP СИСТЕМ SAP OpenERP ORACLE HYPERION Галактика 1с 2011 г.
- 40. Скачать презентацию
КОМПОНЕНТЫ ВП
Цифровая имитация – проверка и оптимизация производственных процессов без применения
КОМПОНЕНТЫ ВП
Цифровая имитация – проверка и оптимизация производственных процессов без применения
ЦИФРОВАЯ ИМИТИАЦИЯ
Проверка процессов функционирования технологического оборудования (станки с ЧПУ, роботы, КИМ)
Виртуальный
ЦИФРОВАЯ ИМИТИАЦИЯ
Проверка процессов функционирования технологического оборудования (станки с ЧПУ, роботы, КИМ)
Виртуальный
ПО ЦИФРОВОЙ ИМИТАЦИИ
VeriCUT
NCManager
Tecnomatix
RobotExpert
DELMIA
QReal:Robots
KUKA.SIM PRO
ПО ЦИФРОВОЙ ИМИТАЦИИ
VeriCUT
NCManager
Tecnomatix
RobotExpert
DELMIA
QReal:Robots
KUKA.SIM PRO
ИМИТАЦИЯ СТАНКОВ С ЧПУ (VERICUT, NX ISV)
Визуализация выполнения управляющих программ для
ИМИТАЦИЯ СТАНКОВ С ЧПУ (VERICUT, NX ISV)
Визуализация выполнения управляющих программ для
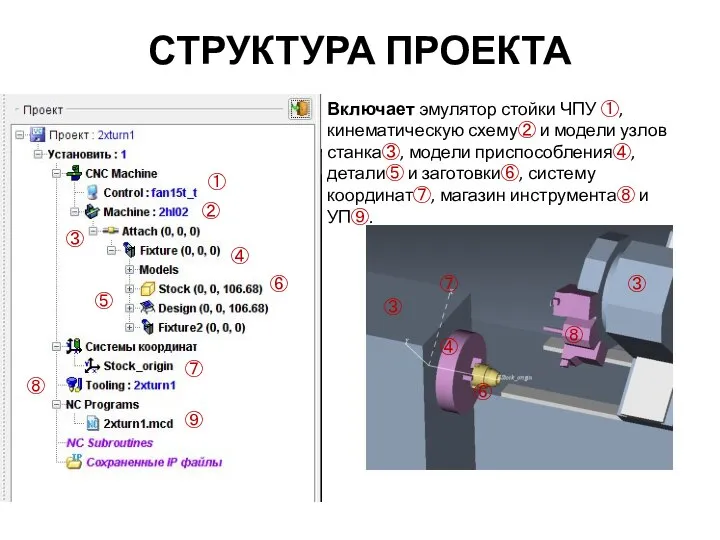
СТРУКТУРА ПРОЕКТА
Включает эмулятор стойки ЧПУ ①, кинематическую схему② и модели узлов
СТРУКТУРА ПРОЕКТА
Включает эмулятор стойки ЧПУ ①, кинематическую схему② и модели узлов
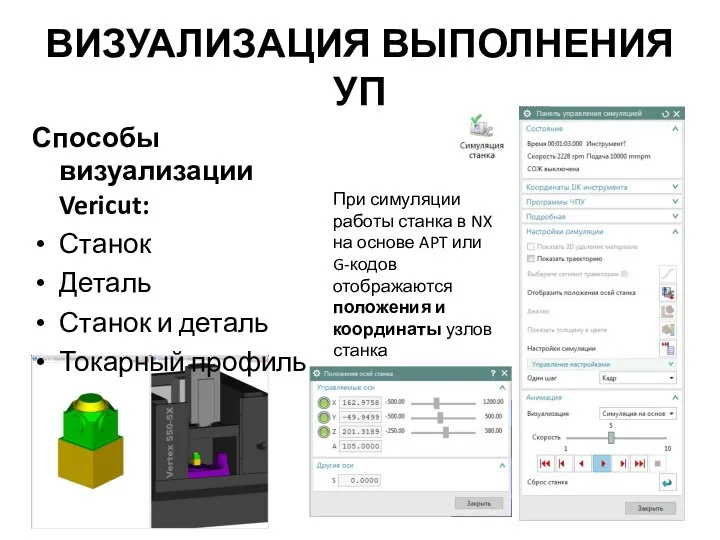
ВИЗУАЛИЗАЦИЯ ВЫПОЛНЕНИЯ УП
Способы визуализации Vericut:
Станок
Деталь
Станок и деталь
Токарный профиль
При симуляции работы станка
ВИЗУАЛИЗАЦИЯ ВЫПОЛНЕНИЯ УП
Способы визуализации Vericut:
Станок
Деталь
Станок и деталь
Токарный профиль
При симуляции работы станка

ПРИМЕР ВИЗУАЛИЗАЦИИ
ПРИМЕР ВИЗУАЛИЗАЦИИ

ОБНАРУЖЕНИЕ ОШИБОК И СТОЛКНОВЕНИЙ
Столкновение узлов станка между собой, режущего инструмента с
ОБНАРУЖЕНИЕ ОШИБОК И СТОЛКНОВЕНИЙ
Столкновение узлов станка между собой, режущего инструмента с
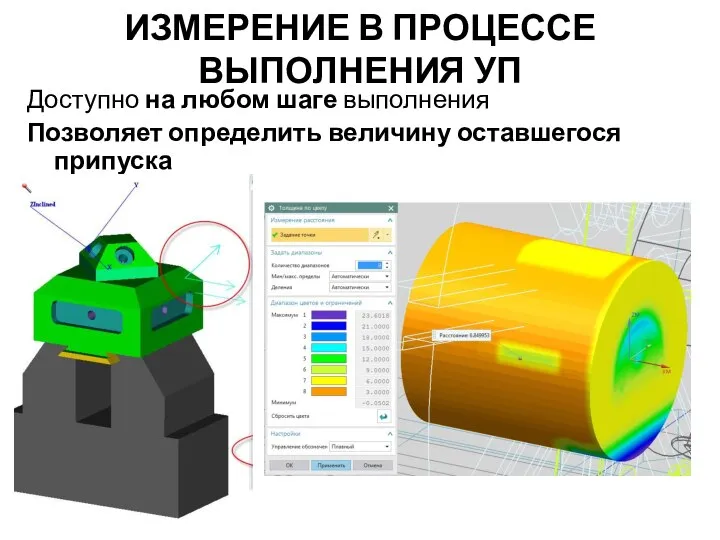
ИЗМЕРЕНИЕ В ПРОЦЕССЕ ВЫПОЛНЕНИЯ УП
Доступно на любом шаге выполнения
Позволяет определить величину
ИЗМЕРЕНИЕ В ПРОЦЕССЕ ВЫПОЛНЕНИЯ УП
Доступно на любом шаге выполнения
Позволяет определить величину
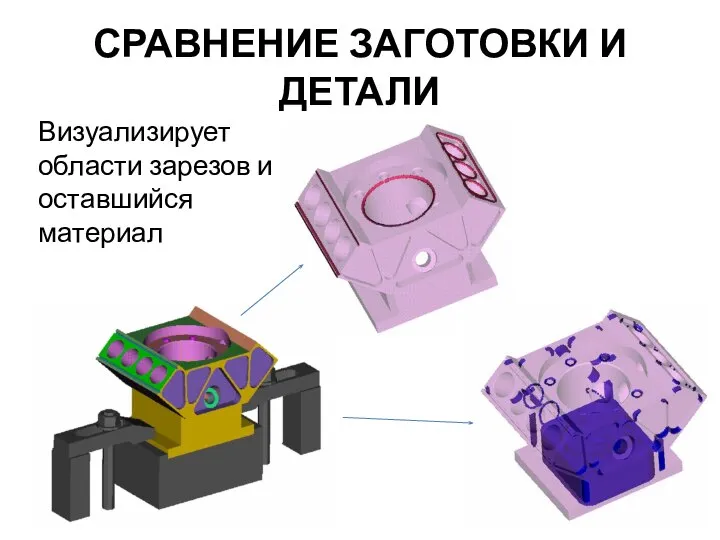
СРАВНЕНИЕ ЗАГОТОВКИ И ДЕТАЛИ
Визуализирует области зарезов и оставшийся материал
СРАВНЕНИЕ ЗАГОТОВКИ И ДЕТАЛИ
Визуализирует области зарезов и оставшийся материал

ГЕНЕРАЦИЯ ОТЧЕТОВ И КАРТ НАЛАДОК
Отчет представляет свод информации об использовании инструмента:
ГЕНЕРАЦИЯ ОТЧЕТОВ И КАРТ НАЛАДОК
Отчет представляет свод информации об использовании инструмента:
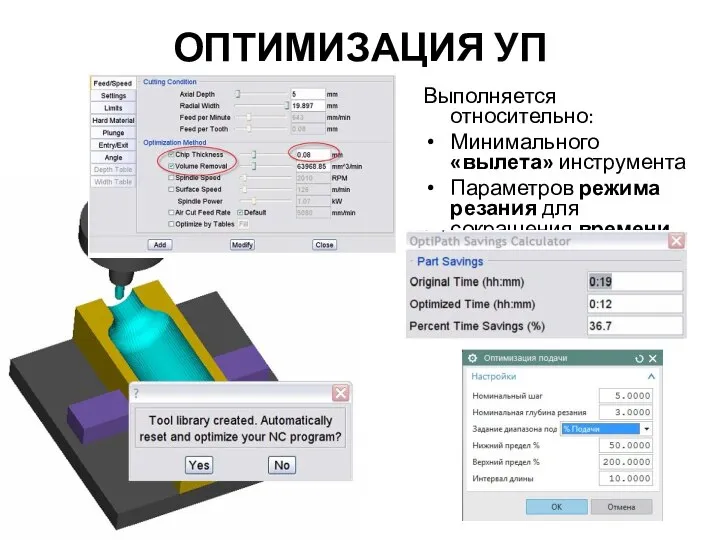
ОПТИМИЗАЦИЯ УП
Выполняется относительно:
Минимального «вылета» инструмента
Параметров режима резания для сокращения времени обработки
ОПТИМИЗАЦИЯ УП
Выполняется относительно:
Минимального «вылета» инструмента
Параметров режима резания для сокращения времени обработки
ПРИМЕР ОПТИМИЗАЦИИ
ПРИМЕР ОПТИМИЗАЦИИ
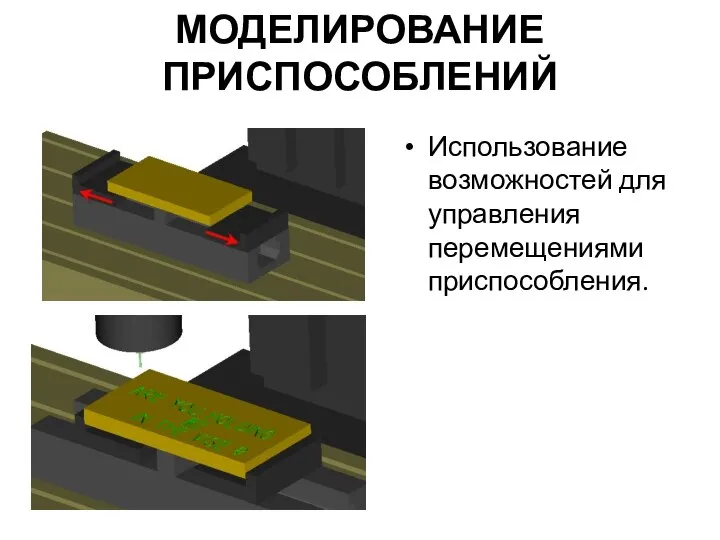
МОДЕЛИРОВАНИЕ ПРИСПОСОБЛЕНИЙ
Использование возможностей для управления перемещениями приспособления.
МОДЕЛИРОВАНИЕ ПРИСПОСОБЛЕНИЙ
Использование возможностей для управления перемещениями приспособления.
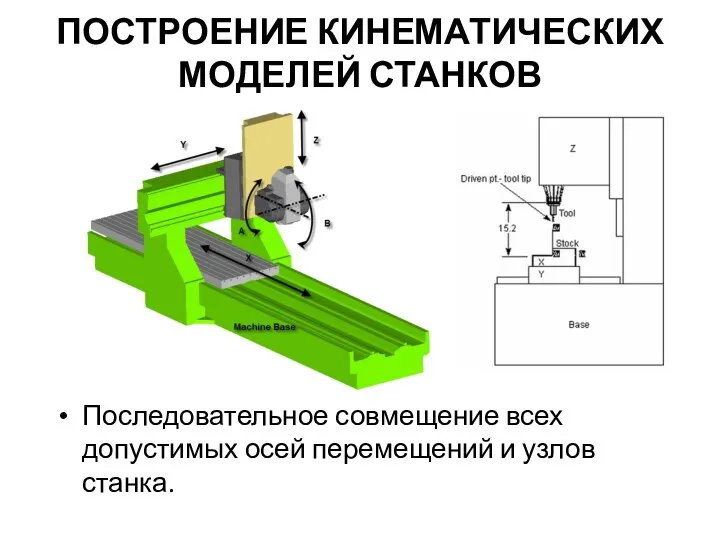
ПОСТРОЕНИЕ КИНЕМАТИЧЕСКИХ МОДЕЛЕЙ СТАНКОВ
Последовательное совмещение всех допустимых осей перемещений и узлов
ПОСТРОЕНИЕ КИНЕМАТИЧЕСКИХ МОДЕЛЕЙ СТАНКОВ
Последовательное совмещение всех допустимых осей перемещений и узлов
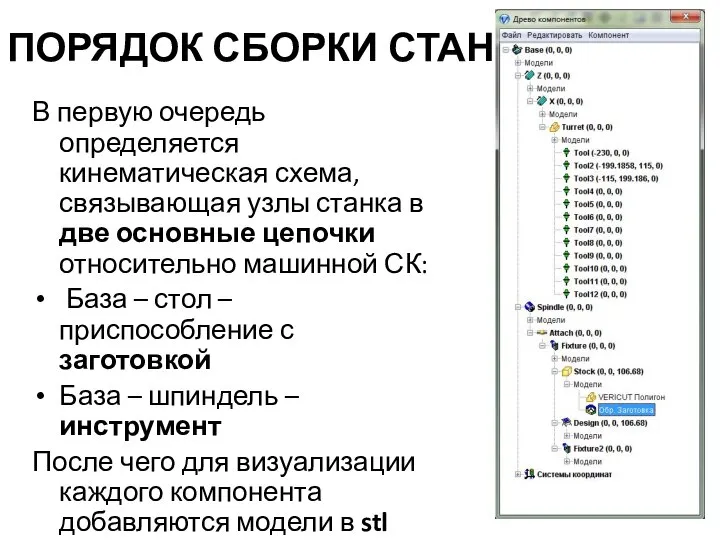
ПОРЯДОК СБОРКИ СТАНКА
В первую очередь определяется кинематическая схема, связывающая узлы станка
ПОРЯДОК СБОРКИ СТАНКА
В первую очередь определяется кинематическая схема, связывающая узлы станка
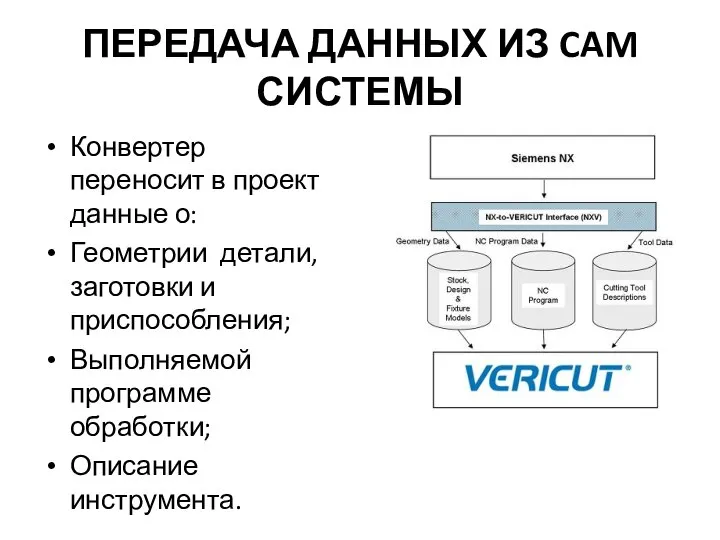
ПЕРЕДАЧА ДАННЫХ ИЗ CAM СИСТЕМЫ
Конвертер переносит в проект данные о:
Геометрии детали,
ПЕРЕДАЧА ДАННЫХ ИЗ CAM СИСТЕМЫ
Конвертер переносит в проект данные о:
Геометрии детали,

УРОВНИ ВЕРИФИКАЦИИ
1.Проверка
Внутренняя траектория
инструмента, геометрия
и инструмент
2.Симуляция траектории инструмента
Внутренняя траектория инструмента,
УРОВНИ ВЕРИФИКАЦИИ
1.Проверка
Внутренняя траектория
инструмента, геометрия
и инструмент
2.Симуляция траектории инструмента
Внутренняя траектория инструмента,

TECNOMATIX
Комплексное решение цифрового производства, включающее модули:
Проектирования и верификации процессов изготовления деталей;
Проектирования
TECNOMATIX
Комплексное решение цифрового производства, включающее модули:
Проектирования и верификации процессов изготовления деталей;
Проектирования
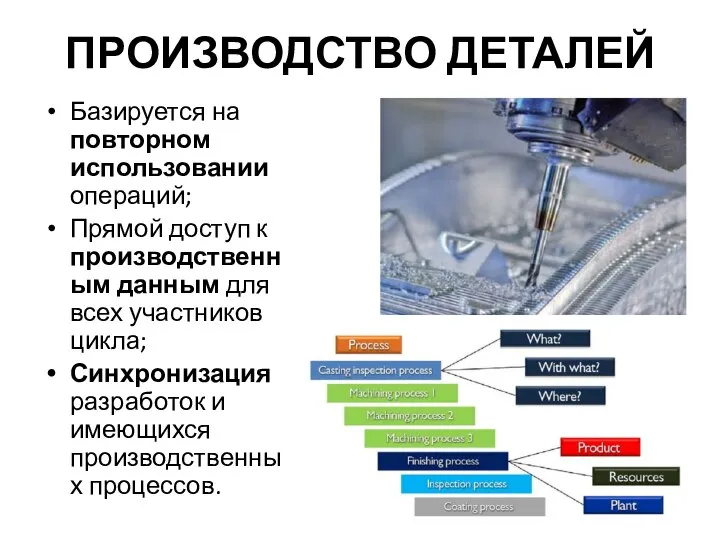
ПРОИЗВОДСТВО ДЕТАЛЕЙ
Базируется на повторном использовании операций;
Прямой доступ к производственным данным для
ПРОИЗВОДСТВО ДЕТАЛЕЙ
Базируется на повторном использовании операций;
Прямой доступ к производственным данным для

ПРОЦЕССЫ СБОРКИ
Позволяет оценивать и оптимизировать различные сценарии технологических процессов сборки;
Синхронизация проекта
ПРОЦЕССЫ СБОРКИ
Позволяет оценивать и оптимизировать различные сценарии технологических процессов сборки;
Синхронизация проекта
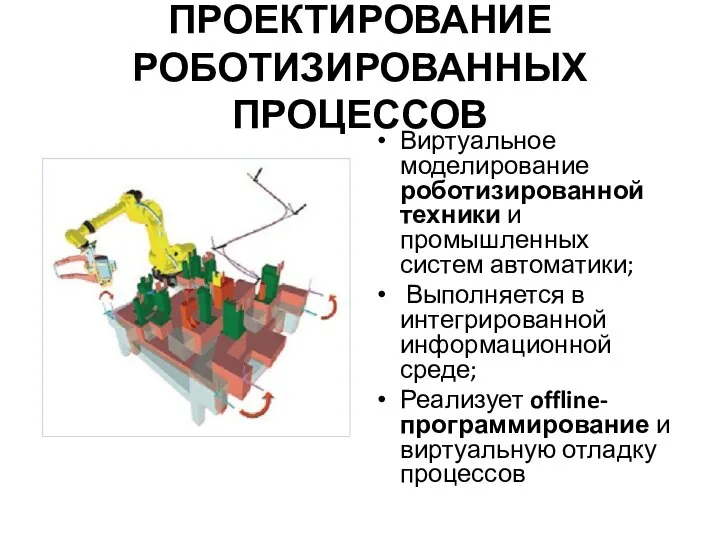
ПРОЕКТИРОВАНИЕ РОБОТИЗИРОВАННЫХ ПРОЦЕССОВ
Виртуальное моделирование роботизированной техники и промышленных систем автоматики;
Выполняется
ПРОЕКТИРОВАНИЕ РОБОТИЗИРОВАННЫХ ПРОЦЕССОВ
Виртуальное моделирование роботизированной техники и промышленных систем автоматики;
Выполняется

ПРИМЕР УПРАВЛЕНИЯ РОБОТОМ
ПРИМЕР УПРАВЛЕНИЯ РОБОТОМ

ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВЕННЫХ ЛИНИЙ
Направлен на эффективное использование производственных мощностей;
Использование трехмерных моделей «умных
ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВЕННЫХ ЛИНИЙ
Направлен на эффективное использование производственных мощностей;
Использование трехмерных моделей «умных

ПРИМЕР ПРОИЗВОДСТВЕННОЙ ЛИНИИ
ПРИМЕР ПРОИЗВОДСТВЕННОЙ ЛИНИИ
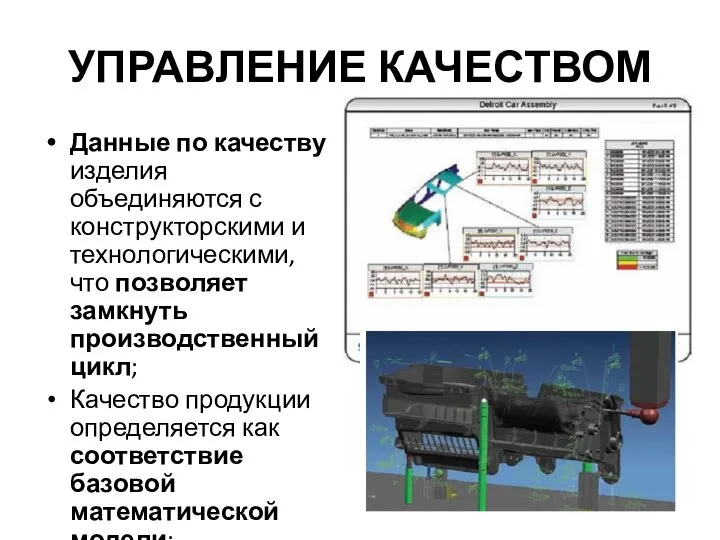
УПРАВЛЕНИЕ КАЧЕСТВОМ
Данные по качеству изделия объединяются с конструкторскими и технологическими, что
УПРАВЛЕНИЕ КАЧЕСТВОМ
Данные по качеству изделия объединяются с конструкторскими и технологическими, что

УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ
Обеспечение к данным о производстве в режиме реального времени;
Управление конфигурациями
УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ
Обеспечение к данным о производстве в режиме реального времени;
Управление конфигурациями

УПРАВЛЕНИЕ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ
Обеспечивает единый источник знаний о продукте и процессе его
УПРАВЛЕНИЕ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ
Обеспечивает единый источник знаний о продукте и процессе его
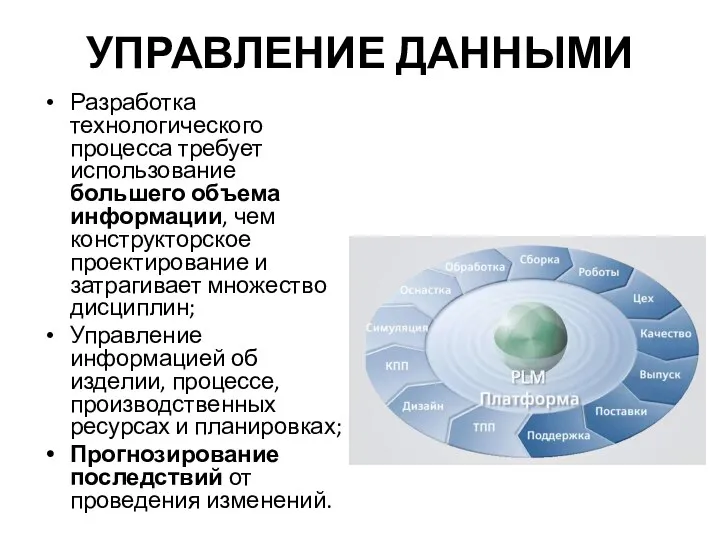
УПРАВЛЕНИЕ ДАННЫМИ
Разработка технологического процесса требует использование большего объема информации, чем конструкторское
УПРАВЛЕНИЕ ДАННЫМИ
Разработка технологического процесса требует использование большего объема информации, чем конструкторское
ВИРТУАЛЬНЫЙ ЗАВОД
Модель полной производственной системы: производственные участки, складские помещения, программируемое оборудование,
ВИРТУАЛЬНЫЙ ЗАВОД
Модель полной производственной системы: производственные участки, складские помещения, программируемое оборудование,
ПРЕИМУЩЕСТВА ЦП
обеспечивает связывание, просмотр и проведение изменений в информации об изделиях,
ПРЕИМУЩЕСТВА ЦП
обеспечивает связывание, просмотр и проведение изменений в информации об изделиях,
ГЛОССАРИЙ
SCM (Supply Chain Management) - системы управления цепочками поставок.
ERP (Enterprise Resource
ГЛОССАРИЙ
SCM (Supply Chain Management) - системы управления цепочками поставок.
ERP (Enterprise Resource
ERP
ERP ( Enterprise Resource Planning, планирование ресурсов предприятия) — организационная стратегия интеграции производства и операций, управления трудовыми ресурсами, финансового менеджмента и
ERP
ERP ( Enterprise Resource Planning, планирование ресурсов предприятия) — организационная стратегия интеграции производства и операций, управления трудовыми ресурсами, финансового менеджмента и
ВНЕДРЕНИЕ ERP
Внедрение ERP предусматривает создание единой системы бизнес-процессов, унифицированных для различных
ВНЕДРЕНИЕ ERP
Внедрение ERP предусматривает создание единой системы бизнес-процессов, унифицированных для различных
ПОРЯДОК ВНЕДРЕНИЯ ERP
Формулировка бизнес-процессов
Структурирование данных
Разграничение доступа к данным
Составление шаблонов
Управление рассылками
Оповещение об
ПОРЯДОК ВНЕДРЕНИЯ ERP
Формулировка бизнес-процессов
Структурирование данных
Разграничение доступа к данным
Составление шаблонов
Управление рассылками
Оповещение об
МОДУЛЬНАЯ СТРУКТУРА ERP
Финансы
Считается центральным компонентом ERP
Содержит блоки бухгалтерии, учета затрат
МОДУЛЬНАЯ СТРУКТУРА ERP
Финансы
Считается центральным компонентом ERP
Содержит блоки бухгалтерии, учета затрат

ПРИМЕРЫ ERP СИСТЕМ
SAP
OpenERP
ORACLE HYPERION
Галактика
1с
2011 г.
ПРИМЕРЫ ERP СИСТЕМ
SAP
OpenERP
ORACLE HYPERION
Галактика
1с
2011 г.
 Вайшнава-таттва
Вайшнава-таттва Режимы работы современных процессоров
Режимы работы современных процессоров Язык цветов. Авторы: Лекарев Илья и Рычков Влад.
Язык цветов. Авторы: Лекарев Илья и Рычков Влад. C# decision and iteration constructs
C# decision and iteration constructs Модель предпрофильной подготовки образовательного учреждения
Модель предпрофильной подготовки образовательного учреждения СТО с участком диагностики двигателя
СТО с участком диагностики двигателя Изобразительное искусство Древней Греции Скульптура Урок МХК 10 класс
Изобразительное искусство Древней Греции Скульптура Урок МХК 10 класс  Гетероперехід. Емісійна модель різкого p-n гетеропереходу
Гетероперехід. Емісійна модель різкого p-n гетеропереходу Права человека. Исторический обзор
Права человека. Исторический обзор Материалы для подготовки к ЕГЭ
Материалы для подготовки к ЕГЭ Презентация Основы методики ценообразования
Презентация Основы методики ценообразования  Классификация, кодирование медицинских и фармацевтических товаров
Классификация, кодирование медицинских и фармацевтических товаров ГОРНЫЕ ПОРОДЫ
ГОРНЫЕ ПОРОДЫ  1. К участковому стоматологу обратилась бабушка ребенка 2 мес. с незарощением верхней губы. 1. К участковому стоматологу обратил
1. К участковому стоматологу обратилась бабушка ребенка 2 мес. с незарощением верхней губы. 1. К участковому стоматологу обратил Физкультминутка. Зарядка
Физкультминутка. Зарядка Учитель МБОУ «Средняя общеобразовательная школа №2» г. Мензелинска Республики Татарстан Петрова С.С. Технологический профиль
Учитель МБОУ «Средняя общеобразовательная школа №2» г. Мензелинска Республики Татарстан Петрова С.С. Технологический профиль Подкрановые балки
Подкрановые балки История гимнастики
История гимнастики Дидактические игры. по математике
Дидактические игры. по математике История возникновения языка программирования Паскаль (Pascal)
История возникновения языка программирования Паскаль (Pascal) Проект: Торгівельний центр
Проект: Торгівельний центр Кошки-загадки нашего столетия Кошки-загадки нашего столетия
Кошки-загадки нашего столетия Кошки-загадки нашего столетия 0000466d-39bd6c1b
0000466d-39bd6c1b Сделка как юридический факт дисциплина «Гражданское право» Подготовил Студент группы юб 03/13 03 Медянкин павел
Сделка как юридический факт дисциплина «Гражданское право» Подготовил Студент группы юб 03/13 03 Медянкин павел  Тиристоры
Тиристоры Условный оператор в языке Python
Условный оператор в языке Python Презентация на тему "Методы борьбы с парезом кишечника" - скачать презентации по Медицине
Презентация на тему "Методы борьбы с парезом кишечника" - скачать презентации по Медицине Работа выполнена Учителем химии школы 473 Волковой И.А. - презентация
Работа выполнена Учителем химии школы 473 Волковой И.А. - презентация