- Зубчатые передачи. Цилиндрические зубчатые передачи

Содержание
- 2. Преимущества: 1. Малые габариты; 2. Высокая нагрузочная способность; 3. Высокий КПД ( ); 4. Высокая надежность;
- 3. Недостатки: 1. Повышенный шум при работе при высоких оборотах и недостаточной точности; 2. Относительная сложность изготовления
- 4. Классификация ЗП 1. По расположению осей: - с параллельными осями; - с пересекающимися осями (конические передачи);
- 5. 4. Внешнего и внутреннего зацепления. 5. По виду кривых, очерчивающих боковой профиль зуба: - эвольвентные; -
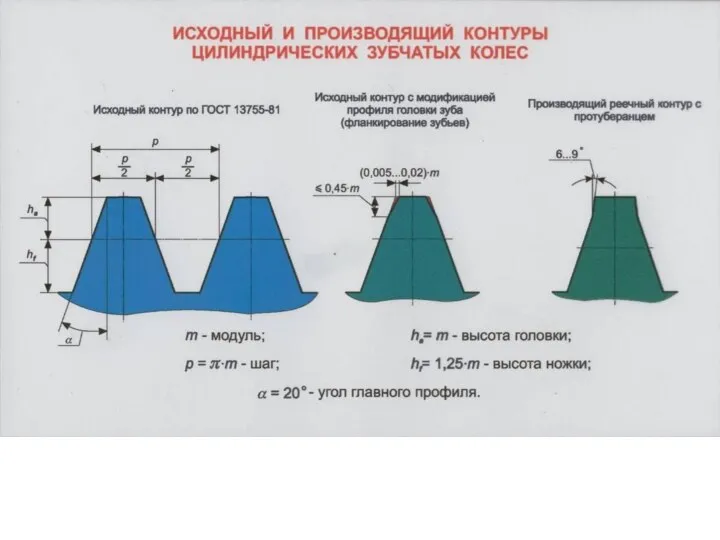
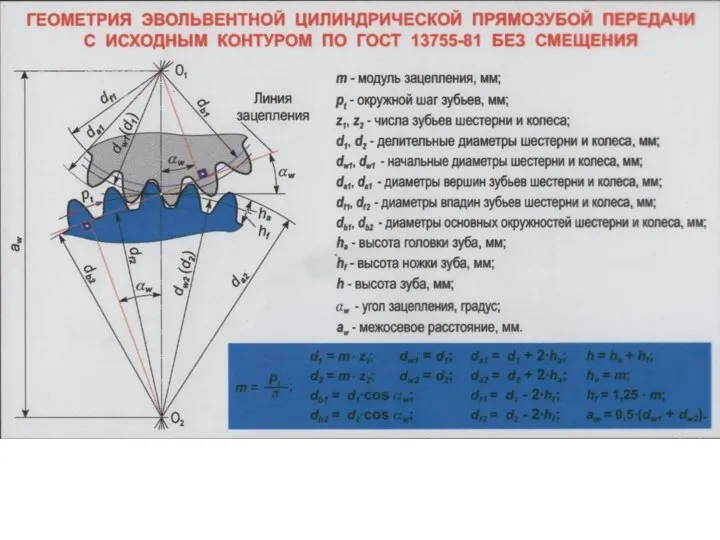
- 6. Эвольвента - траектория точки на производящей прямой N-N, которая обкатывается вокруг окружности диаметра db (основной окружности,
- 7. ЭВОЛЬВЕНТА И ЕЕ СВОЙСТВА Достоинства эвольвентного зацепления: 1. Технологичность (относительная несложность изготовления с обеспечением высокой точности,
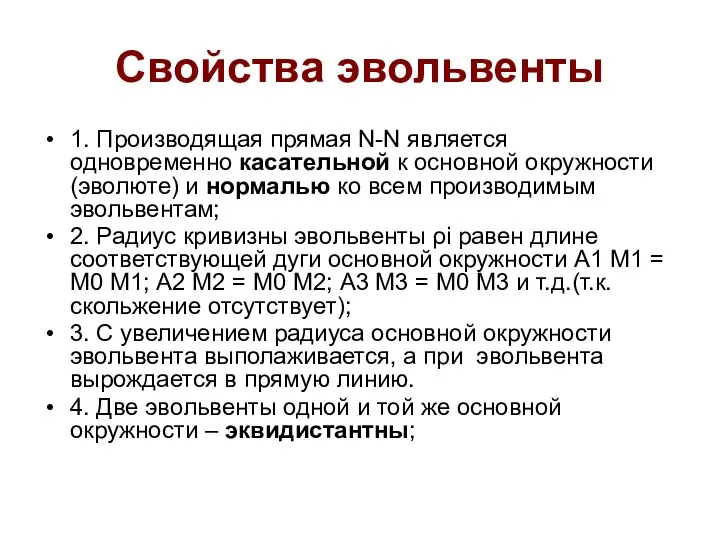
- 8. Свойства эвольвенты 1. Производящая прямая N-N является одновременно касательной к основной окружности (эволюте) и нормалью ко
- 9. Изложенный принцип положен в основу технологии изготовления зубчатых колес методом обкатки, когда зубья эвольвентных колес нарезаются
- 10. Начальным диаметром dwi называется диаметр окружностей, которые при работе передачи перекатываются друг по другу без скольжения.
- 18. ВИДЫ ОТКАЗОВ ЗП Причиной отказов ЗП является поверхностной и объемное разрушение зубьев. ОБЪЕМНОЕ РАЗРУШЕНИЕ: поломка зуба.
- 19. - Статическая поломка: характерна при кратковременных перегрузках передач. Критерий работоспособности – статическая изгибная прочность зубьев. При
- 20. Меры предупреждения поломок зубьев: Увеличение модуля зацепления; Нарезание с положительным смещением инструмента (ХΣ>0), обеспечивающим усиление основания
- 21. ПОВЕРХНОСТНОЕ РАЗРУШЕНИЕ ЗУБЬЕВ: - усталостное выкрашивания активной поверхности зубьев; - пластическое обмятие зубьев; - абразивное изнашивание
- 22. Усталостное выкрашивание зубьев (pitting): Характерно для закрытых передач, в нормальных условиях: по нагрузке и смазке, при
- 23. Помимо нормальных контактных напряжений σН, под поверхностью возникают касательные контактные напряжения τН , которые обусловливают глубинную
- 24. Усталостное выкрашивание проявляется в околополюсной зоне и на ножке зуба колеса. В полюсе, при отсутствие скольжения
- 25. Развитию усталостного выкрашивания способствует смазка. Попадая в усталостные раковины, при контакте двух зубьев происходит "запечатывание" полости,
- 26. В зоне контакта на опережающей поверхности (модель головки зуба) смазка выдавливается из раковин. На отстающей поверхности
- 27. Критерий работоспособности: контактная выносливость. Условие контактной выносливости σН [σН]; Меры по предупреждению усталостного выкрашивания: 1. Правильность
- 28. - Пластическое обмятие зубьев: может происходить при кратковременных перегрузках передачи и невысокой твердости зубьев. Вследствие нарушения
- 29. Абразивное изнашивание зубьев: характерно для открытых передач, а также в условиях работы при ограниченной и загрязненной
- 30. - Схватывание: характерно для передач, работающих в условиях высокой нагруженности, больших скоростях, и нагреве, приводит к
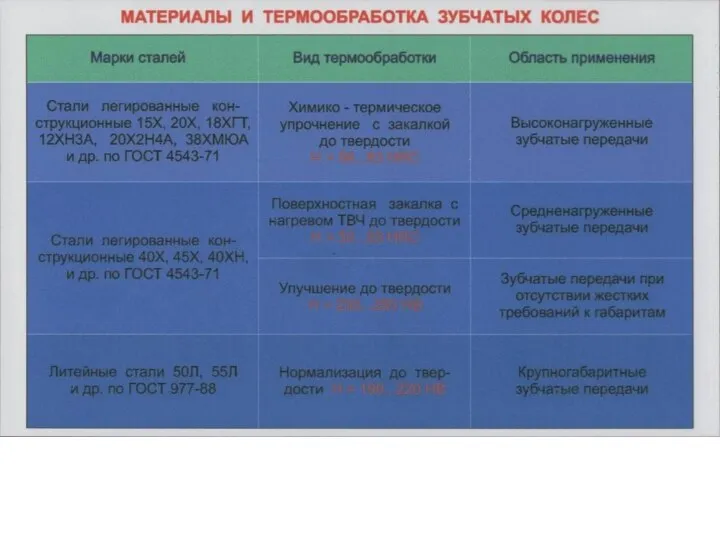
- 37. МАТЕРИАЛЫ И ТЕХНОЛОГИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС Основными материалами для изготовления колес являются – стали. По
- 38. 2. Колеса с твердостью ≥ НВ 350; Обработка осуществляется в 2 этапа: 1. - нормализация →
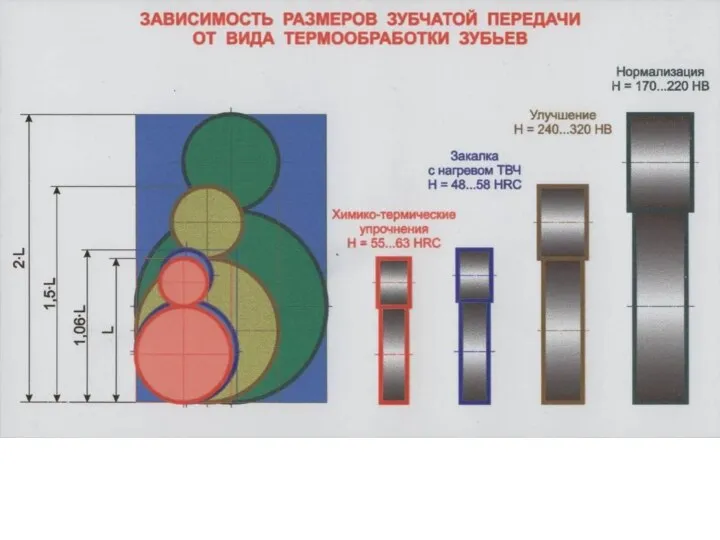
- 39. ВИДЫ ТЕРМИЧЕСКОГО И ТЕРМОХИМИЧЕСКОГО УПРОЧНЕНИЯ КОЛЕС Объемная закалка + низкий отпуск (прокаливается и сердцевина детали) Твердость
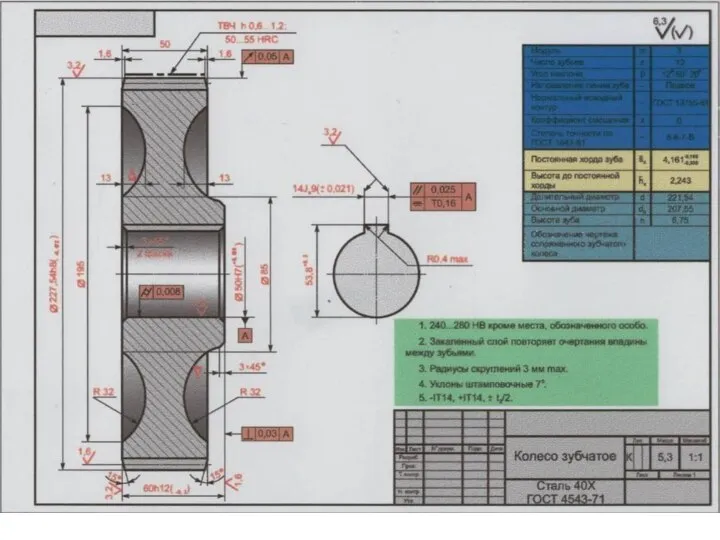
- 40. Поверхностная закалка ТВЧ Твердость 48…54 HRC; Стали: Сталь 40Х, 45; 40ХН; Метод хорошо себя зарекомендовал для
- 41. Цементация (насыщение поверхностного слоя углеродом с применением различных технологий, с последующей закалкой) – процесс весьма длительный
- 42. Цианирование и нитроцементация (процесс диффузионного насыщения поверхностного слоя стали углеродом и азотом в расплавленной цианистой соли
- 43. Азотирование (процесс диффузионного насыщения поверхностного слоя стали азотом); Твердость 60…65 HRC (до HV 12000 МПа); Стали:
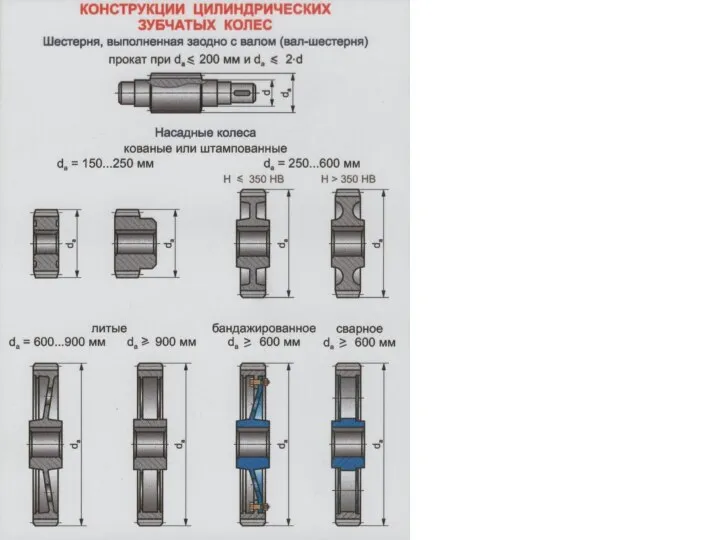
- 44. ЗАГОТОВКИ КОЛЕС - литые: имеют пониженную прочность вследствие неоднородной структуры; используются для слабонагруженных, низкоскоростных передач, невысокой
- 45. ЧУГУНЫ Применяются для изготовления крупногабаритных, тихоходных колес, в том числе открытых передач; Обладают удовлетворительной контактной прочностью,
- 46. ПЛАСТМАССЫ Для изготовления колес используются, главным образом, текстолит и полиамиды (капрон, капролон); В зацеплении обычно –
- 47. ИЗГОТОВЛЕНИЕ КОЛЕС 1. Накатка зубьев – высокопроизводительный метод, применяемый в условиях массового производства. Применяется горячее накатывание:
- 48. 2. Нарезание зубьев а) Метод копирования – прорезание впадин зубьев фрезой - дисковой; - пальцевой; Поворот
- 49. ОТДЕЛКА ЗУБЬЕВ (доводочные операции ) Для колес с низкой твердостью (≤ 350НВ): - Шевингование зубьев: тонкая
- 56. Скачать презентацию
Преимущества:
1. Малые габариты;
2. Высокая нагрузочная способность;
3. Высокий КПД ( );
4. Высокая
Преимущества:
1. Малые габариты;
2. Высокая нагрузочная способность;
3. Высокий КПД ( );
4. Высокая
Недостатки:
1. Повышенный шум при работе при высоких оборотах и недостаточной
Недостатки:
1. Повышенный шум при работе при высоких оборотах и недостаточной
Классификация ЗП
1. По расположению осей:
- с параллельными осями;
- с пересекающимися осями
Классификация ЗП
1. По расположению осей:
- с параллельными осями;
- с пересекающимися осями
4. Внешнего и внутреннего зацепления.
5. По виду кривых, очерчивающих боковой профиль
4. Внешнего и внутреннего зацепления.
5. По виду кривых, очерчивающих боковой профиль
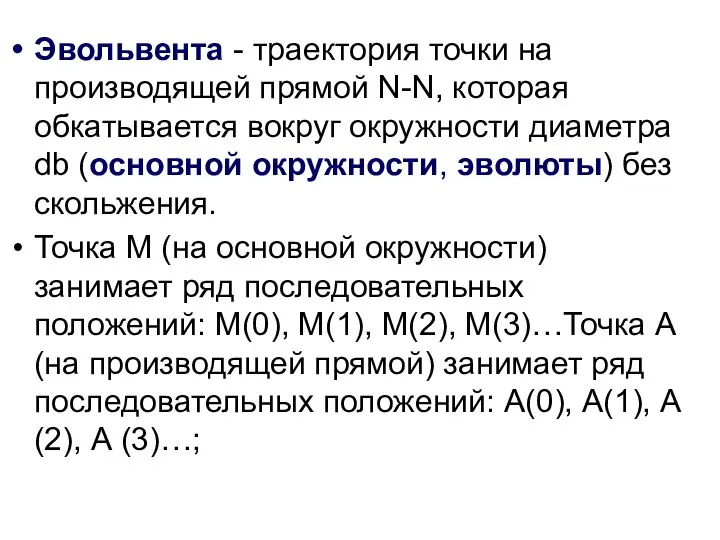
Эвольвента - траектория точки на производящей прямой N-N, которая обкатывается вокруг
Эвольвента - траектория точки на производящей прямой N-N, которая обкатывается вокруг

ЭВОЛЬВЕНТА И ЕЕ СВОЙСТВА
Достоинства эвольвентного зацепления:
1. Технологичность (относительная несложность изготовления с
ЭВОЛЬВЕНТА И ЕЕ СВОЙСТВА
Достоинства эвольвентного зацепления:
1. Технологичность (относительная несложность изготовления с
Свойства эвольвенты
1. Производящая прямая N-N является одновременно касательной к основной окружности
Свойства эвольвенты
1. Производящая прямая N-N является одновременно касательной к основной окружности
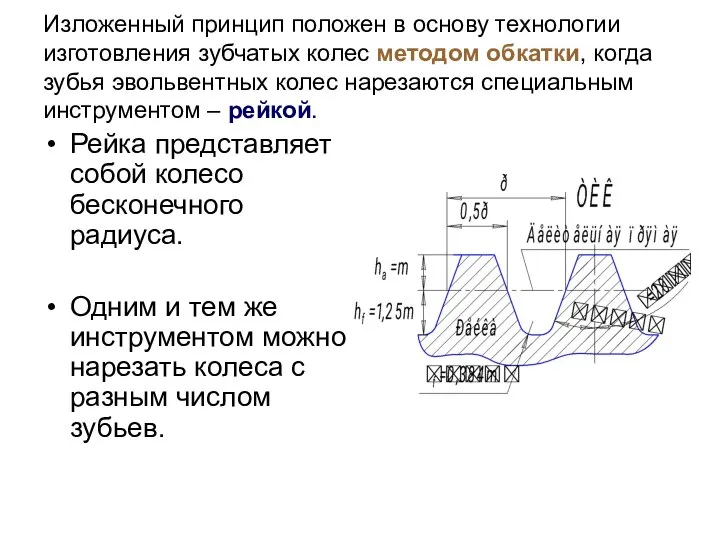
Изложенный принцип положен в основу технологии изготовления зубчатых колес методом обкатки,
Изложенный принцип положен в основу технологии изготовления зубчатых колес методом обкатки,
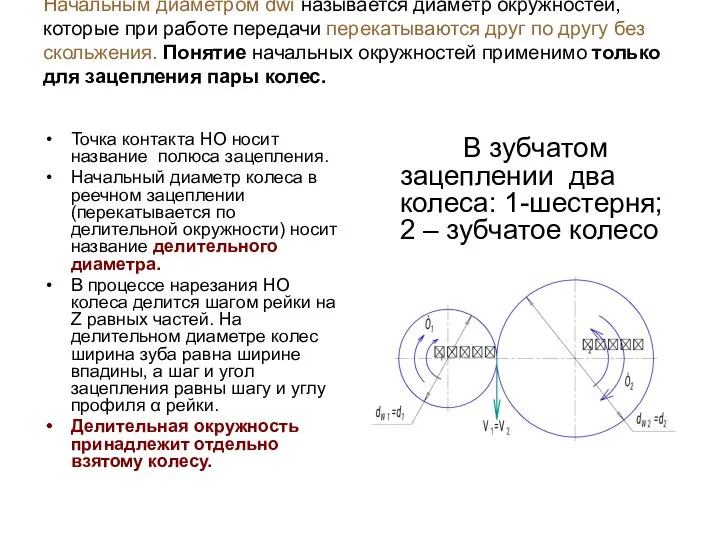
Начальным диаметром dwi называется диаметр окружностей, которые при работе передачи перекатываются
Начальным диаметром dwi называется диаметр окружностей, которые при работе передачи перекатываются

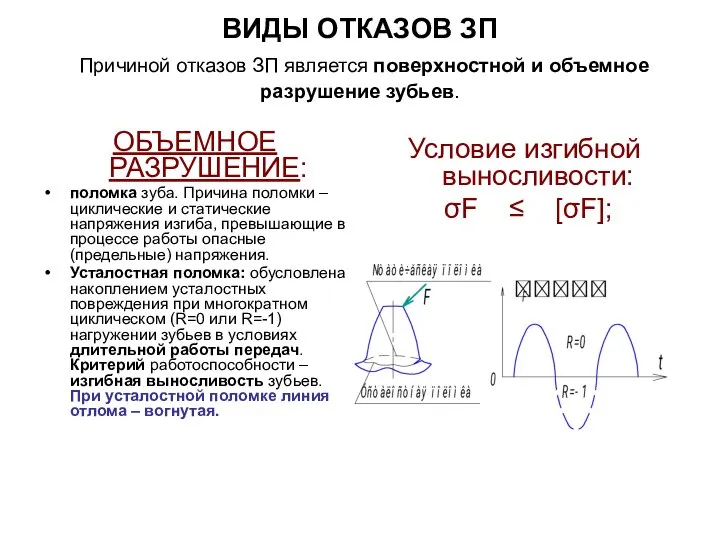
ВИДЫ ОТКАЗОВ ЗП
Причиной отказов ЗП является поверхностной и объемное разрушение
ВИДЫ ОТКАЗОВ ЗП Причиной отказов ЗП является поверхностной и объемное разрушение
- Статическая поломка: характерна при кратковременных перегрузках передач. Критерий работоспособности –
- Статическая поломка: характерна при кратковременных перегрузках передач. Критерий работоспособности –
Меры предупреждения поломок зубьев:
Увеличение модуля зацепления;
Нарезание с положительным смещением инструмента (ХΣ>0),
Меры предупреждения поломок зубьев:
Увеличение модуля зацепления;
Нарезание с положительным смещением инструмента (ХΣ>0),
ПОВЕРХНОСТНОЕ РАЗРУШЕНИЕ ЗУБЬЕВ:
- усталостное выкрашивания активной поверхности зубьев;
- пластическое обмятие
ПОВЕРХНОСТНОЕ РАЗРУШЕНИЕ ЗУБЬЕВ:
- усталостное выкрашивания активной поверхности зубьев;
- пластическое обмятие
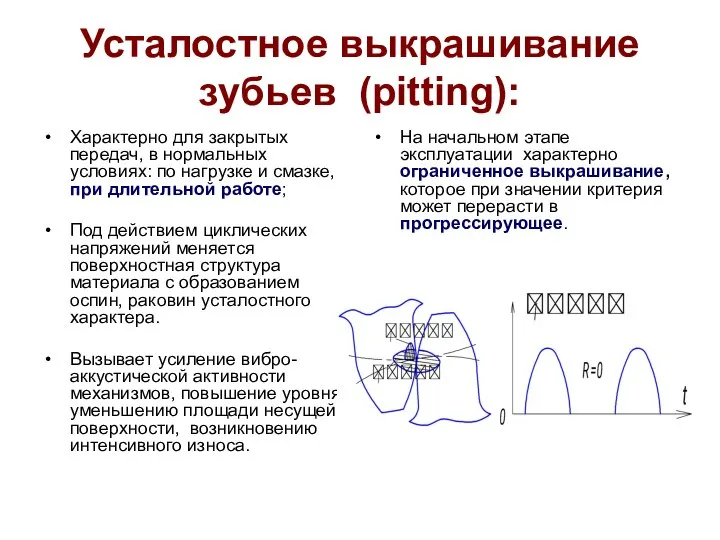
Усталостное выкрашивание зубьев (pitting):
Характерно для закрытых передач, в нормальных условиях: по
Усталостное выкрашивание зубьев (pitting):
Характерно для закрытых передач, в нормальных условиях: по
Помимо нормальных контактных напряжений σН, под поверхностью возникают касательные контактные напряжения
Помимо нормальных контактных напряжений σН, под поверхностью возникают касательные контактные напряжения
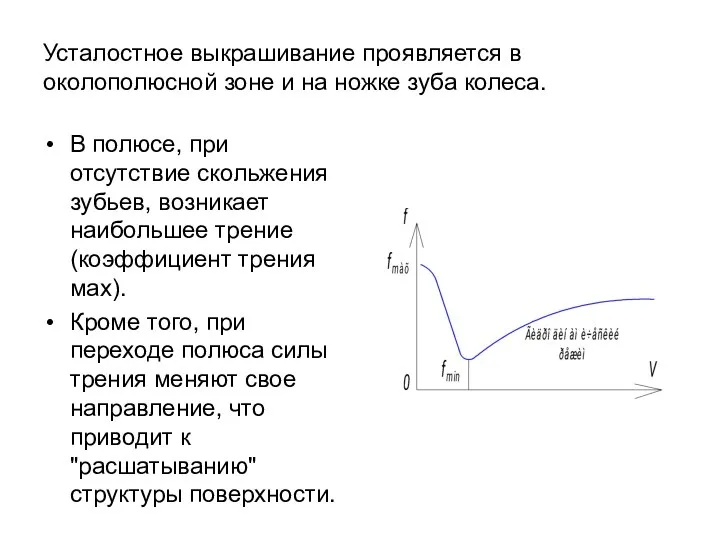
Усталостное выкрашивание проявляется в околополюсной зоне и на ножке зуба колеса.
Усталостное выкрашивание проявляется в околополюсной зоне и на ножке зуба колеса.
Развитию усталостного выкрашивания способствует смазка. Попадая в усталостные раковины, при
Развитию усталостного выкрашивания способствует смазка. Попадая в усталостные раковины, при
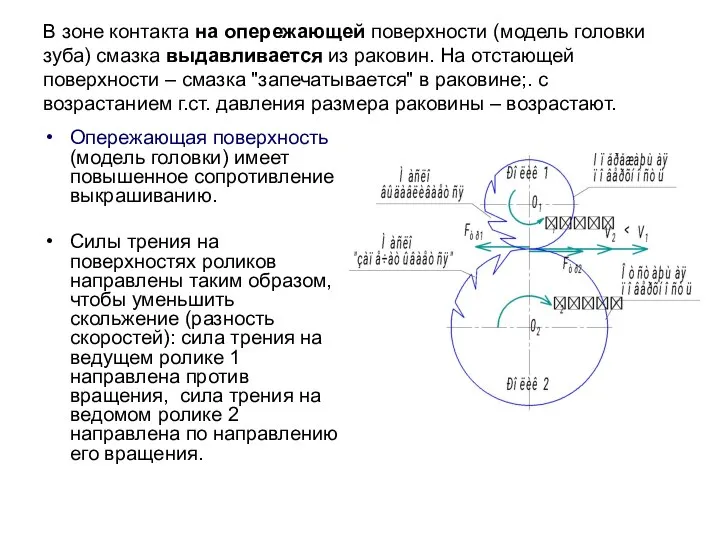
В зоне контакта на опережающей поверхности (модель головки зуба) смазка выдавливается
В зоне контакта на опережающей поверхности (модель головки зуба) смазка выдавливается
![Критерий работоспособности: контактная выносливость. Условие контактной выносливости σН [σН]; Меры по](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/1344163/slide-26.jpg)
Критерий работоспособности: контактная выносливость.
Условие контактной выносливости σН [σН];
Меры по предупреждению усталостного
Критерий работоспособности: контактная выносливость.
Условие контактной выносливости σН [σН];
Меры по предупреждению усталостного
- Пластическое обмятие зубьев: может происходить при кратковременных перегрузках передачи и
- Пластическое обмятие зубьев: может происходить при кратковременных перегрузках передачи и
Абразивное изнашивание зубьев: характерно для открытых передач, а также в условиях
Абразивное изнашивание зубьев: характерно для открытых передач, а также в условиях
- Схватывание: характерно для передач, работающих в условиях высокой нагруженности, больших
- Схватывание: характерно для передач, работающих в условиях высокой нагруженности, больших

МАТЕРИАЛЫ И ТЕХНОЛОГИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
Основными материалами для изготовления
МАТЕРИАЛЫ И ТЕХНОЛОГИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС
Основными материалами для изготовления
2. Колеса с твердостью ≥ НВ 350; Обработка осуществляется в 2
2. Колеса с твердостью ≥ НВ 350; Обработка осуществляется в 2
ВИДЫ ТЕРМИЧЕСКОГО И ТЕРМОХИМИЧЕСКОГО УПРОЧНЕНИЯ КОЛЕС
Объемная закалка + низкий отпуск (прокаливается
ВИДЫ ТЕРМИЧЕСКОГО И ТЕРМОХИМИЧЕСКОГО УПРОЧНЕНИЯ КОЛЕС
Объемная закалка + низкий отпуск (прокаливается
Поверхностная закалка ТВЧ
Твердость 48…54 HRC;
Стали: Сталь 40Х, 45; 40ХН;
Метод хорошо
Поверхностная закалка ТВЧ
Твердость 48…54 HRC;
Стали: Сталь 40Х, 45; 40ХН;
Метод хорошо
Цементация (насыщение поверхностного слоя углеродом с применением различных технологий, с последующей
Цементация (насыщение поверхностного слоя углеродом с применением различных технологий, с последующей
Цианирование и нитроцементация (процесс диффузионного насыщения поверхностного слоя стали углеродом и
Цианирование и нитроцементация (процесс диффузионного насыщения поверхностного слоя стали углеродом и
Азотирование (процесс диффузионного насыщения поверхностного слоя стали азотом);
Твердость 60…65 HRC (до
Азотирование (процесс диффузионного насыщения поверхностного слоя стали азотом);
Твердость 60…65 HRC (до
ЗАГОТОВКИ КОЛЕС
- литые: имеют пониженную прочность вследствие неоднородной структуры; используются для
ЗАГОТОВКИ КОЛЕС
- литые: имеют пониженную прочность вследствие неоднородной структуры; используются для
ЧУГУНЫ
Применяются для изготовления крупногабаритных, тихоходных колес, в том числе открытых передач;
Обладают
ЧУГУНЫ
Применяются для изготовления крупногабаритных, тихоходных колес, в том числе открытых передач;
Обладают
ПЛАСТМАССЫ
Для изготовления колес используются, главным образом, текстолит и полиамиды (капрон, капролон);
В
ПЛАСТМАССЫ
Для изготовления колес используются, главным образом, текстолит и полиамиды (капрон, капролон);
В
ИЗГОТОВЛЕНИЕ КОЛЕС
1. Накатка зубьев – высокопроизводительный метод, применяемый в условиях массового
ИЗГОТОВЛЕНИЕ КОЛЕС
1. Накатка зубьев – высокопроизводительный метод, применяемый в условиях массового
2. Нарезание зубьев
а) Метод копирования – прорезание впадин зубьев фрезой
- дисковой;
-
2. Нарезание зубьев
а) Метод копирования – прорезание впадин зубьев фрезой
- дисковой;
-
ОТДЕЛКА ЗУБЬЕВ
(доводочные операции )
Для колес с низкой твердостью (≤ 350НВ):
-
ОТДЕЛКА ЗУБЬЕВ
(доводочные операции )
Для колес с низкой твердостью (≤ 350НВ):
-
 Викторина по творчеству и биографии Антона Павловича Чехова - презентация для начальной школы_
Викторина по творчеству и биографии Антона Павловича Чехова - презентация для начальной школы_ Человек и профессия
Человек и профессия Критерии успешности учителя, воспитателя
Критерии успешности учителя, воспитателя 21 нче февраль – Халыкара туган тел көне
21 нче февраль – Халыкара туган тел көне Функции по защите информации руководителя предприятия
Функции по защите информации руководителя предприятия Features that are available only in the Advanced version: 3D simulation
Features that are available only in the Advanced version: 3D simulation Презентация "Инвестиции муниципального образования" - скачать презентации по Экономике
Презентация "Инвестиции муниципального образования" - скачать презентации по Экономике Архитектура. Разновидности форм кровли. Учитель ИЗО,МОСШ№3, г. Белоярский, ХМАО Шаньшерова М.М.
Архитектура. Разновидности форм кровли. Учитель ИЗО,МОСШ№3, г. Белоярский, ХМАО Шаньшерова М.М. ПОДГОТОВКА К СЕРТИФИКАЦИОННОМУ АУДИТУ Евгения Соловей Сибирский сертификационный центр
ПОДГОТОВКА К СЕРТИФИКАЦИОННОМУ АУДИТУ Евгения Соловей Сибирский сертификационный центр  Неоинституциональная экономическая теория К.э.н., ст. препод. Бренделева Елена Алексеевна
Неоинституциональная экономическая теория К.э.н., ст. препод. Бренделева Елена Алексеевна  Региональные туристские организации
Региональные туристские организации Back-end. Протокол HTTP
Back-end. Протокол HTTP Чертежи фасадов зданий. Последовательность вычерчивания фасада здания. Наименование фасадов здания на чертеже
Чертежи фасадов зданий. Последовательность вычерчивания фасада здания. Наименование фасадов здания на чертеже Индуизм. Тилака или тилак. Теория и практика
Индуизм. Тилака или тилак. Теория и практика Развитие скоростно-силовых способностей юных волейболистов
Развитие скоростно-силовых способностей юных волейболистов Презентация Экологические права граждан и общественных объединений
Презентация Экологические права граждан и общественных объединений  Скрининг состояния организма за 5 минут с DePuls+
Скрининг состояния организма за 5 минут с DePuls+ Золотое сечение. Научно-практическая конфереция
Золотое сечение. Научно-практическая конфереция Работы победителей муниципального этапа областного конкурса детского и юношеского изобразительного искусства «Я рисую
Работы победителей муниципального этапа областного конкурса детского и юношеского изобразительного искусства «Я рисую Конфликты в школе
Конфликты в школе «Методы повышения учебной мотивации учащихся, развитие познавательной активности учащихся»
«Методы повышения учебной мотивации учащихся, развитие познавательной активности учащихся» Табакерка
Табакерка Хабар агенттіг
Хабар агенттіг телестудия LEONARUS
телестудия LEONARUS  Введение
Введение Поиск информации в сети интернет. Адресная строка
Поиск информации в сети интернет. Адресная строка Логические основы ЭВМ
Логические основы ЭВМ Распознаватели регулярных языков
Распознаватели регулярных языков