- Материаловедение и технология конструкционных материалов (комплект компьютерных слайдов)

Содержание
- 2. Список литературы Материаловедение / Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др. Под общ. ред. Б.Н.
- 3. Материаловедение
- 4. Материаловедение – это наука, изучающая и устанавливающая взаимосвязь между составом, строением и свойствами современных машиностроительных материалов,
- 5. Все материалы делятся на - металлические, - неметаллические. В химии под металлами понимают определенную группу элементов,
- 6. В машиностроении основными конструкционными материалами являются металлы и металлические сплавы. В технике под металлом понимают вещества,
- 7. Черные металлы имеют темно-серый цвет, большую плотность, высокую температуру плавления, относительно высокую твердость и во многих
- 8. Цветные металлы чаще всего подразделяются по сходным свойствам, например, на: легкие (бериллий, магний, алюминий), обладающие малой
- 9. Кристаллическое строение металлов
- 10. Кристаллические решетки Металлы образуют в основном три типа решеток: - объемно центрированную кубическую (Na, Li, Tiβ,
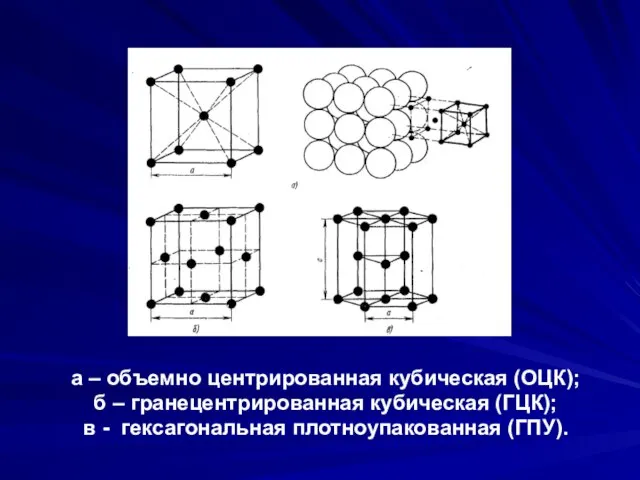
- 11. а – объемно центрированная кубическая (ОЦК); б – гранецентрированная кубическая (ГЦК); в - гексагональная плотноупакованная (ГПУ).
- 12. Элементарная кристаллическая ячейка характеризуется координационным числом, под которым понимают число атомов, находящихся на наиболее близком равном
- 13. Координационное число в различных кристаллических решетках для атома А: а - объемно центрированная кубическая (К8); б
- 14. Дефекты кристаллического строения Кристаллы металлов обычно имеют небольшие размеры, поэтому металлические изделия состоят из очень большого
- 15. Точечные дефекты Размеры точечных дефектов не превышают несколько атомных диаметров. К точечным дефектам относятся вакансии (узлы
- 16. Линейные дефекты Линейные дефекты имеют малые размеры в двух измерениях и большую протяженность в третьем измерении.
- 17. Краевые дислокации (τ – вектор сдвига): а – сдвиг, создавший краевую дислокацию; б – пространственная схема
- 18. Поверхностные дефекты Кристаллы неправильной формы называются зернами, или кристаллитами. Поверхностные дефекты представляют собой поверхности раздела между
- 19. Свойства металлов и сплавов
- 20. Механические свойства Под механическими свойствами понимают характеристики, определяющие поведение металла (или другого материала) под действием приложенных
- 21. Прочность Прочность при растяжении определяется критерием, который называется временным сопротивлением или пределом прочности: σВ = Рmax/
- 22. Пластичность Пластичность характеризуется относительным удлинением δ: δ = (l0 - lк )/ l0*100, и относительным сужением
- 23. Твердость Твердость – это свойство поверхностного слоя материала сопротивляться упругой и пластической деформации или разрушению при
- 24. Методы измерения твердости По характеру воздействия индикатора на поверхность испытуемого материала различают: способ вдавливания, понимая под
- 25. Ударной вязкость Прочность и пластичность при динамических испытаниях оцениваются по ударной вязкости. Под ударной вязкостью КС,
- 26. Технологические свойства К технологическим свойствам относятся литейные свойства, обрабатываемость давлением, свариваемость, обрабатываемость резанием.
- 27. Литейные свойства Наиболее важные литейные свойства сплавов: жидкотекучесть, усадка (линейная и объемная), ликвация, склонность к образованию
- 28. Жидкотекучесть Жидкотекучесть – это способность металлов и сплавов заполнять литейную форму и четко воспроизводить контуры отливки.
- 29. Усадка Усадка – свойство литейных сплавов уменьшать объем при затвердевании и охлаждении. Различают линейную и объемную
- 30. Линейная и объемная усадка Линейная усадка – уменьшение линейных размеров отливки, %: εлин = ((lф –
- 31. Ликвация Ликвация – это неоднородность химического состава по сечению отливки. Различают ликвацию по удельному весу и
- 32. Обрабатываемость давлением – это способность металлов и сплавов изменять свою форму и размеры под действием внешних
- 33. Физические свойства К физическим свойствам относятся плотность, электрические, магнитные и тепловые свойства. Для обозначения показателей физических
- 34. Химические свойства Под химическими свойствами понимают способность металлов и сплавов взаимодействовать с различными агрессивными средами (щелочной,
- 35. Эксплуатационные свойства Эксплуатационными (служебными) называют свойства материала, которые определяют работоспособность деталей машин, приборов или инструментов, их
- 36. Наклеп и рекристаллизация
- 37. Наклеп Деформация - это изменение размеров и формы тела под действием приложенных сил. Различают два вида
- 38. Влияние нагрева на структуру и свойства деформированного металла
- 39. Температура рекристаллизации Трек = α Тпл, где α – коэффициент, зависящий от состава и структурного состояния
- 40. Кристаллизация веществ
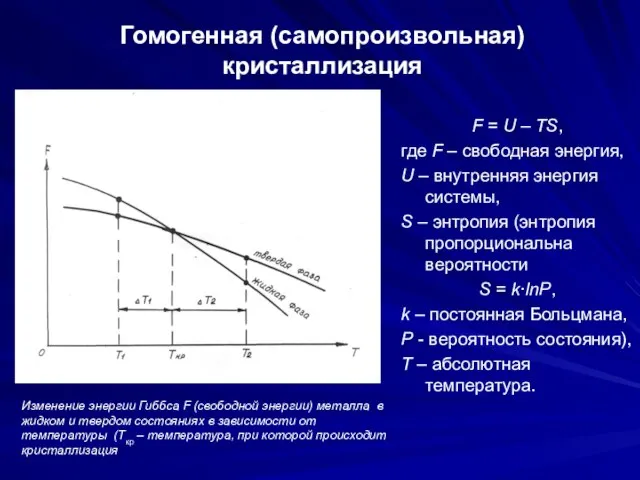
- 41. Гомогенная (самопроизвольная) кристаллизация Изменение энергии Гиббса F (свободной энергии) металла в жидком и твердом состояниях в
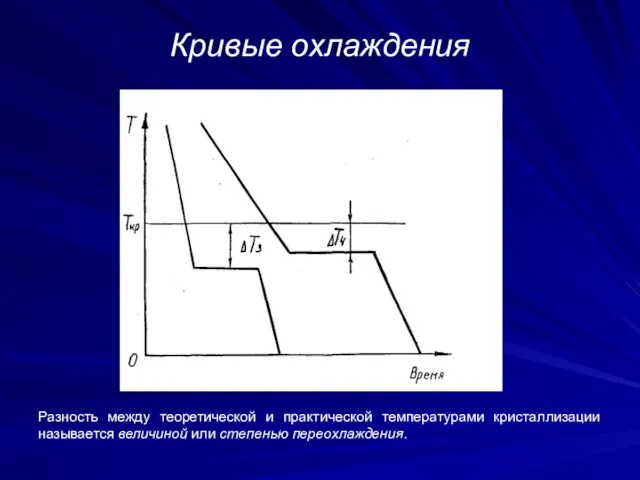
- 42. Кривые охлаждения Разность между теоретической и практической температурами кристаллизации называется величиной или степенью переохлаждения.
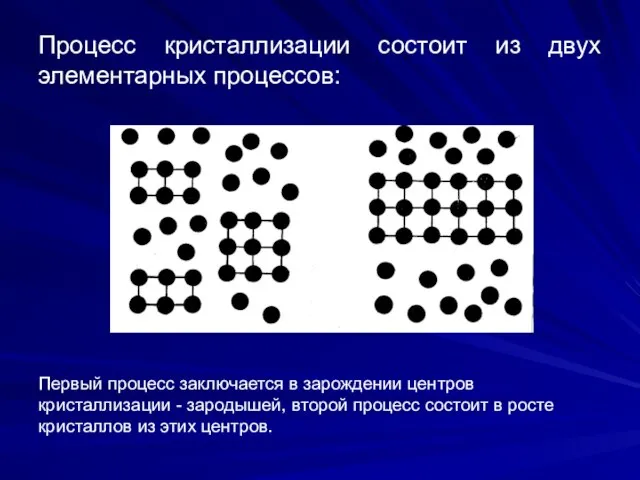
- 43. Процесс кристаллизации состоит из двух элементарных процессов: Первый процесс заключается в зарождении центров кристаллизации - зародышей,
- 44. Скорость зарождения центров кристаллизации (ч.ц.) и скорость роста кристаллов (с.р.) в зависимости от степени переохлаждения
- 45. Основы теории сплавов
- 46. Строение сплавов Механическая смесь двух компонентов А и В образуется тогда, когда они неспособны к взаимному
- 47. Твердые растворы твердые растворы внедрения (атомы растворенного компонента располагаются в междоузлиях кристаллической решетки растворителя); твердые растворы
- 48. Правило фаз Общие закономерности сосуществования устойчивых фаз, отвечающих теоретическим условиям равновесия, могут быть выражены в математической
- 49. Задача 1: Построить кривую охлаждения для чистого металла А (К=1).
- 50. Задача 2: Построить кривую охлаждения для твердого α-раствора, то есть сплава (К=2).
- 51. Диаграммы состояния сплавов Диаграмма состояния представляет собой графическое изображение состояния сплава.
- 52. Построение диаграммы состояния
- 53. Типы диаграмм состояния Диаграмма состояния сплавов, образующих неограниченные твердые растворы. Диаграмма состояния сплавов, образующих неограниченные твердые
- 54. Диаграмма состояния сплавов, образующих механические смеси из чистых компонентов. Оба компонента в жидком состоянии неограниченно растворимы,
- 55. Диаграмма состояния и кривая охлаждения сплавов, образующих механические смеси из чистых компонентов
- 56. Диаграмма состояния сплавов, образующих ограниченные твердые растворы Оба компонента неограниченно растворимы в жидком состоянии, ограниченно в
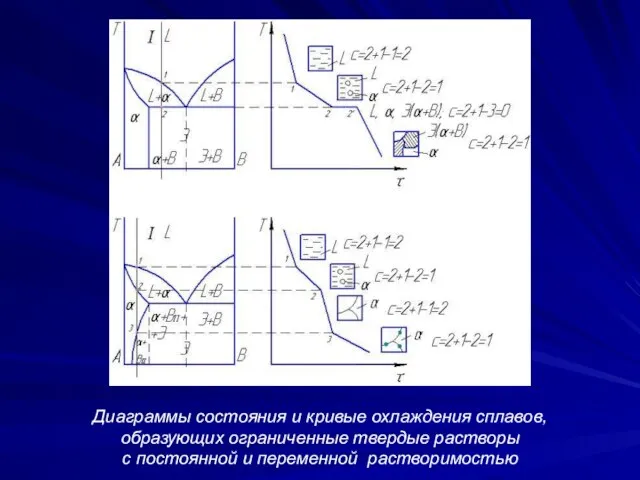
- 57. Диаграммы состояния и кривые охлаждения сплавов, образующих ограниченные твердые растворы с постоянной и переменной растворимостью
- 58. В отличие от верхней диаграммы, на диаграмме, представленной внизу, видно, что растворимость В в А с
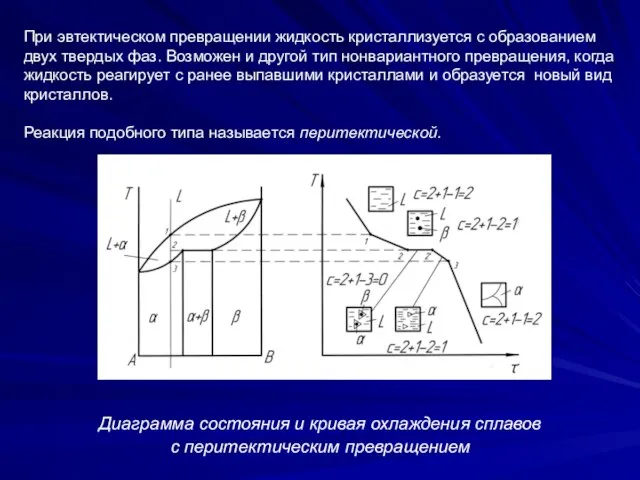
- 59. При эвтектическом превращении жидкость кристаллизуется с образованием двух твердых фаз. Возможен и другой тип нонвариантного превращения,
- 60. Диаграмма состояния сплавов, испытывающих полиморфные превращения. Вид диаграммы состояния зависит от соединений, образующихся между аллотропическими формами
- 61. Диаграмма состояния сплавов, образующих химические соединения. α = А (АnВm), γ = АnВm (А), Э1 =
- 62. Связь между видами диаграмм состояния и свойствами сплавов Между составом и структурой сплава, определяемой диаграммой состояния
- 63. Железо и его сплавы
- 64. Железо Железо – металл сероватого цвета. Температура плавления железа 1539 °С, плотность - 7,8 г/см3. Железо
- 65. Диаграмма состояния железо-углерод
- 66. Ось концентраций двойная: содержание углерода и содержание цементита. Линия АВСD является ликвидусом системы, линия AHJECF –
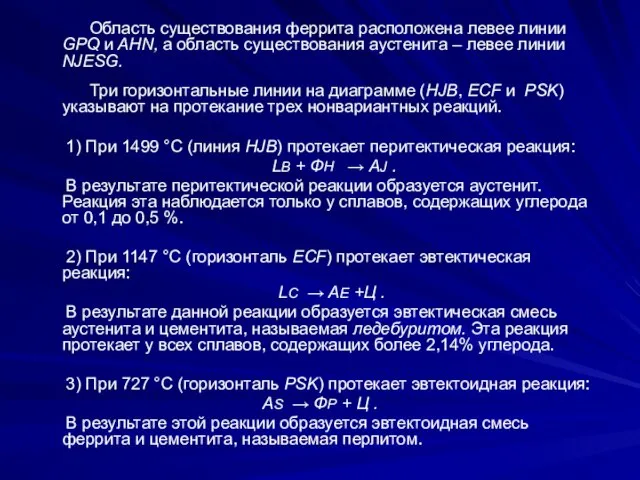
- 67. Область существования феррита расположена левее линии GPQ и AHN, а область существования аустенита – левее линии
- 68. Железоуглеродистые сплавы Стали Сплавы железа с углеродом, которые содержат до 2,14% углерода, называются сталями. В сталях,
- 69. Доэвтектоидные стали после отжига имеют структуру феррита и перлита. Чем больше в доэвтектоидной стали углерода, тем
- 71. Чугуны Сплавы железа с углеродом, которые содержат более 2,14% углерода, называются чугунами. Кроме углерода, чугуны содержат
- 72. Виды чугунов: 1) белый чугун, в котором весь углерод находится в связанном состоянии, в виде цементита;
- 73. По содержанию углерода белые чугуны делятся на доэвтектические (2 -4,3%), эвтектические (4,3%), заэвтектические (больше 4,3%). Доэвтектические
- 74. Белый чугун
- 75. Свойства чугуна определяются структурой металлической основы и формой графита
- 76. Металлическая основа серого, ковкого и высокопрочного чугунов бывает ферритной (наименее прочные чугуны), феррито-перлитной, перлитной (наиболее прочные
- 77. Серый чугун
- 78. Ковкий чугун
- 79. Высокопрочный чугун
- 80. Основы термической обработки стали
- 81. Цель любого процесса термической обработки состоит в том, чтобы нагревом до определенной температуры и последующим охлаждением
- 82. Основные виды ТО Отжиг – термическая обработка, в результате которой металлы и сплавы приобретают структуру, близкую
- 83. Фазовые превращения в сплавах железа Основные фазовые превращения, влияющие на структуру и свойства сталей: 1) превращения
- 84. Аустенитное превращение Аустенитное превращение (превращение перлита в аустенит) состоит из двух параллельно идущих процессов: полиморфного α
- 85. Перлитное превращение В технологических процессах ТО распад аустенита (перлитное превращение) происходит в условиях непрерывного охлаждения и
- 86. Превращение аустенита при температурах в интервале А r1 - 550°С называется перлитным, а превращение при температурах
- 87. В зависимости от дисперсности продукты распада имеют следующие названия: 1) грубопластинчатые структуры с размером пластинок Δ0
- 88. В интервале температур промежуточного превращения (550°С - Мн ) аустенит распадается с образованием структур, называемых бейнитом.
- 89. Мартенситное превращение Мартенситное превращение начинается при переохлаждении аустенита ниже линии МН; малейшая изотермическая задержка в интервале
- 90. Мартенсит – неравновесная фаза - многократно пересыщенный твердый раствор углерода в α - железе, образующийся при
- 91. Превращения при отпуске Превращения при отпуске состоят в том, что мартенсит закаленной стали, будучи неустойчивым, уже
- 92. По степени нагрева превращения принято делить на три стадии: Превращения при 150 – 200°С сопровождается лишь
- 93. Закалка При закалке сталь нагревают до аустенитного или аустенитно-карбидного состояния, выдерживают в течение времени, необходимого для
- 94. Полная и неполная закалка доэвтектоидных сталей Полная закалка применяется только для доэвтектоидных сталей. Микроструктура после полной
- 95. Участки диаграммы Fe-Fе3C (нанесены температуры закалки)
- 96. Полная и неполная закалка заэвтектоидных сталей Микроструктура заэвтектоидных сталей после полной закалки состоит из крупноигольчатого мартенсита
- 97. Способы закалки стали В зависимости от технологии выполнения закалку можно проводить следующими способами: 1. Закалка в
- 98. Отпуск Закалка стали сопровождается увеличением объема, что вызывает появление значительных внутренних напряжений, которые могут вызывать коробление
- 99. Химико-термическая обработка Химико-термической обработкой (ХТО) называют обработку, заключающуюся в сочетании термического и химического воздействий на металлы
- 100. При химико-термической обработке одновременно протекают несколько процессов: – диссоциация исходных веществ с образованием диффундирующего элемента в
- 101. Цементация Цементация – это вид химико-термической обработки, заключающийся в диффузионном насыщении поверхностного слоя стали углеродом при
- 102. Цементация в твердом карбюризаторе Основная составляющая всех твердых карбюризаторов – уголь различного происхождения: древесный, каменный, костный.
- 103. Газовая цементация Газовая цементация осуществляется при нагреве изделия в среде газов в печах с герметичной камерой.
- 104. По сравнению с цементацией в твердом карбюризаторе газовая цементация имеет следующие преимущества: – сокращение процесса нагрева
- 105. Азотирование Азотирование – это вид химико-термической обработки, заключающийся в диффузионном насыщении поверхностного слоя стали азотом. Азотирование
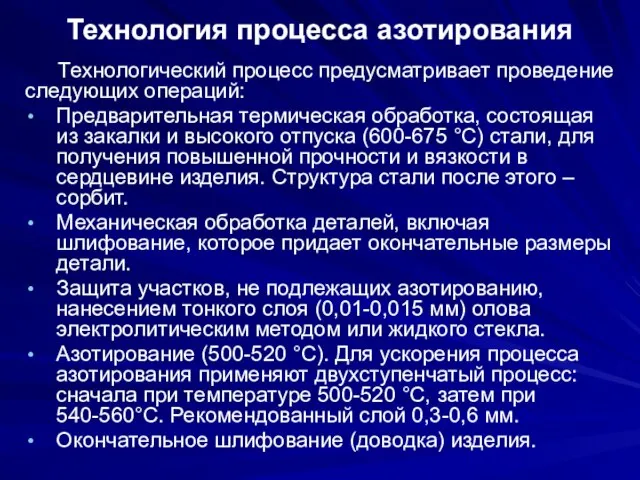
- 106. Технология процесса азотирования Технологический процесс предусматривает проведение следующих операций: Предварительная термическая обработка, состоящая из закалки и
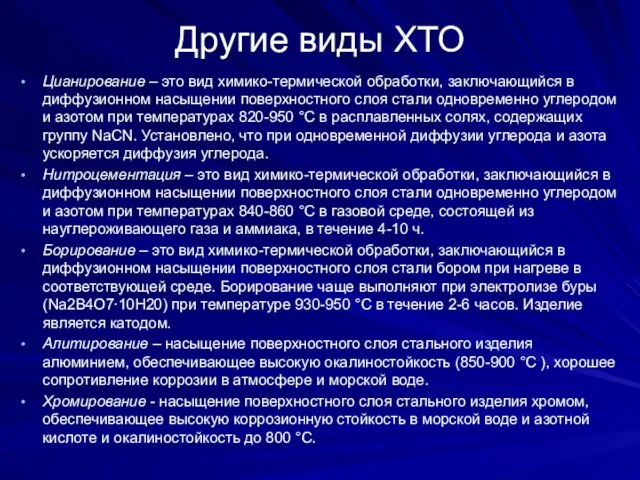
- 107. Другие виды ХТО Цианирование – это вид химико-термической обработки, заключающийся в диффузионном насыщении поверхностного слоя стали
- 108. Легированные стали
- 109. Влияние легирующих элементов Легирующие элементы, растворяясь в феррите, изменяют параметры решетки и повышают твердость, снижая пластичность.
- 110. Классификация легированных сталей І. Конструкционные стали: 1. стали общего назначения: 1) цементуемые – 15ХН, 12Х2Н4А, 18ХГТ;
- 111. Цветные металлы и сплавы
- 112. Медь Медь – металл красного цвета. Температура плавления 1083 °С. Медь имеет кристаллическую решетку ГЦК с
- 113. Медные сплавы Латуни - сплавы меди с цинком содержат не более 45 % цинка с небольшим
- 114. Алюминий Алюминий – металл серебристо-белого цвета. Температура плавления 600°С. Алюминий имеет кристаллическую решетку ГЦК с периодом
- 115. Алюминий Алюминий – металл серебристо-белого цвета. Температура плавления 600°С. Алюминий имеет кристаллическую решетку ГЦК с периодом
- 116. Алюминиевые сплавы Классифицируются по технологии изготовления (деформируемые, литейные и спеченные (порошковые)), по способности к термической обработке
- 117. Типичными представителями деформируемых сплавов на алюминиевой основе являются дюралюминий (ДI, Д16) и литейных - силумин АЛ2.
- 118. Титан Титан – металл серого цвета. Температура плавления 1668°С. Титан имеет две полиморфные модификации: до 882°С
- 119. Титановые сплавы Классифицируются по способу производства, структуре, механическим свойствам и способности упрочняться термической обработкой. По способу
- 120. Влияние легирующих элементов на полиморфизм титана: α – стабилизаторы (алюминий, галлий, индий, углерод, азот, кислород); β
- 121. Материалы с особыми физическими свойствами Магнитные, электрические и тепловые свойства материалов
- 122. Магнитные свойства Все вещества в разной степени обладают магнитными свойствами, так как электроны, протоны и нейтроны,
- 123. Электрические свойства Все материалы характеризуются электрической проводимостью, которая обусловлена их природой – имеющимися в них носителями
- 124. Тепловые свойства Тепловые свойства материалов определяются тремя известными способами передачи теплоты: теплопроводностью, конвекцией и излучением (радиацией).
- 125. Неметаллические материалы
- 126. Пластмассы К полимерным пластическим материалам относятся искусственные материалы, получаемые на основе природных или синтетических высокомолекулярных полимеров
- 127. Состав пластмасс Состав композиций, изготовленных на основе полимеров, разнообразен простые пластмассы – это полимеры без добавок,
- 128. Классификация пластмасс По способу синтеза полимеры подразделяют на получаемые полимеризацией, поликонденсацией и химическим модифицированием. При полимеризации
- 129. По отношению к нагреванию полимеры делятся на термопластичные и термореактивные. Термопластичные полимеры (термопласты) при нагревании размягчаются,
- 130. Резины Резинами называются эластичные многокомпонентные материалы на основе каучука (натурального или синтетического). Резина получается при помощи
- 131. Керамические материалы Керамика – неорганические поликристаллические материалы, получаемые из сформированных минеральных масс (глины и их смеси
- 132. Древесные материалы Древесина – это природный материал растительного происхождения, в ее состав входит целлюлоза (С6Н10О5) и
- 133. Клеящие материалы Клеями называют сложными вещества на основе полимеров, способные при затвердевании образовывать прочные пленки, хорошо
- 134. Классификация клеящих материалов По пленкообразующему веществу: смоляные и резиновые; по адгезионным свойствам: Универсальные и специальные; по
- 135. Композиционные материалы
- 136. Композиционные материалы или композиты – это сложные материалы, в состав которых вводят сильно отличающиеся по свойствам
- 137. Композиционные материалы Искусственные композиты уровень свойств реализуется подбором компонентов Естественные композиты получают при естественном структурировании
- 138. Искусственные композиты Металлическая основа (сплав или монометалл) . Неметаллическая основа (полимерная, углеродная, керамическая). Полиматричные материалы, в
- 139. Наполнители Компоненты, равномерно распределенные в матрице, называются армирующими наполнителями или упрочнителями. В зависимости от формы наполнителя
- 140. Наноструктурные материалы
- 141. Наноструктурные элементы Фуллерены – новая форма существования углерода в природе наряду с давно известными алмазом и
- 142. Наноструктурные материалы К наноструктурным материалам (нанокристаллическим, нанофазным, наноразмерным и т.п.) относятся объекты с характерным структурным размером
- 143. Особенности наноструктурных материалов Малый размер зерна приводит к появлению уникальных физических, химических, механических и других свойств,
- 144. Научные основы выбора материала Материал можно считать выбранным правильно, если он наилучшим образом отвечает трем основным
- 145. Технология конструкционных материалов
- 146. Предметом раздела «Технология конструкционных материалов» являются современные рациональные и распространенные в промышленности прогрессивные методы формообразования заготовок
- 147. Обработка металлов давлением
- 148. Виды обработки металлов давлением Процессы обработки металлов давлением по назначению подразделяют на два вида: для получения
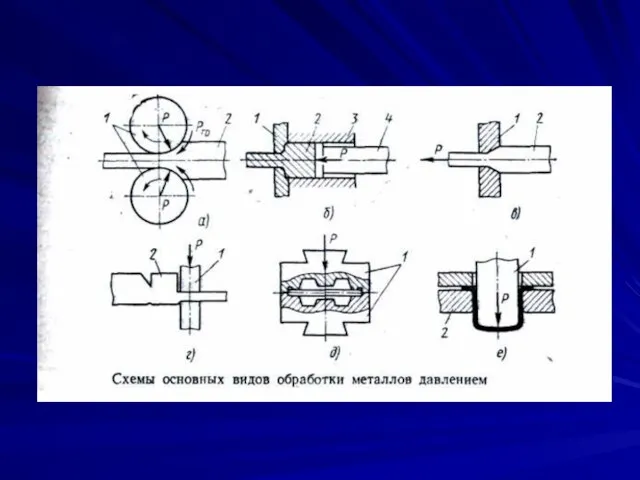
- 150. Прокатка (рис.а) заключается в обжатии заготовки 2 между вращающими валками 1. Силами трения Ртр заготовка втягивается
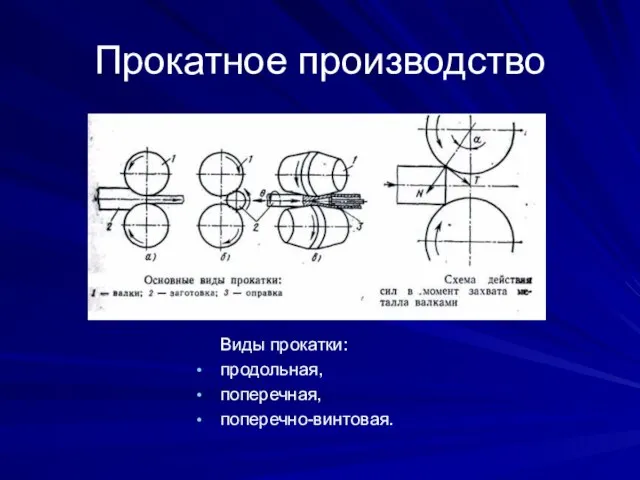
- 151. Прокатное производство Виды прокатки: продольная, поперечная, поперечно-винтовая.
- 153. Ковка Ковка — вид горячей обработки металлов давлением, при котором металл деформируется с помощью универсального инструмента.
- 154. Операции ковки Процесс ковки состоит из чередования в определенной последовательности основных и вспомогательных операций. Каждая операция
- 155. Осадка — операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения. Разновидностью осадки является высадка,
- 157. Протяжка — операция удлинения заготовки или её части за счет уменьшения площади поперечного сечения. Протяжка имеет
- 158. Прошивка — операция получения полостей в заготовке за счет вытеснения металла. Отрубка — операция отделения части
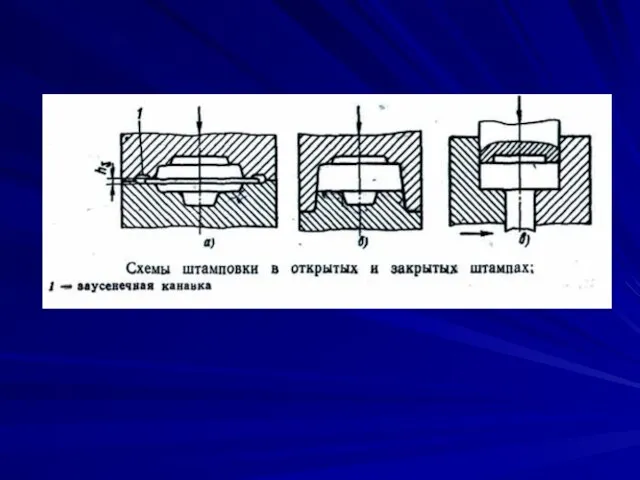
- 159. Горячая объемная штамповка Горячая объемная штамповка — это вид обработки металлов давлением, при котором формообразование поковки
- 161. Холодная листовая штамповка В качестве заготовки при листовой штамповке используют полученные прокаткой лист, полосу или ленту,
- 162. Литейное производство
- 163. Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в
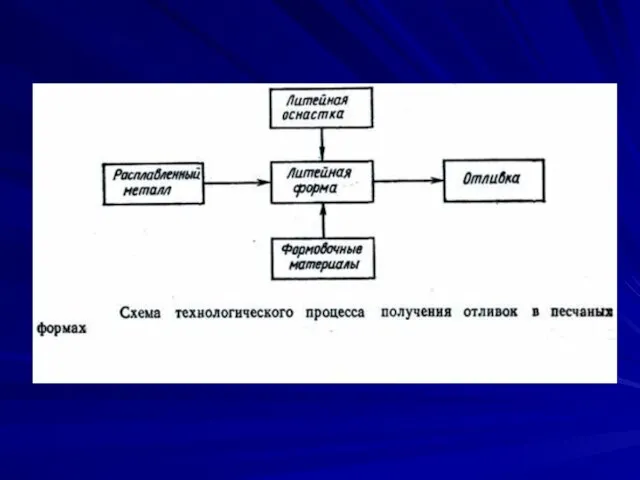
- 165. Изготовление отливок в песчаных формах Элементы литейной формы Литейная форма — это система элементов, образующих рабочую
- 166. Модельный комплект Модельный комплект — это совокупность технологической оснастки и приспособлений, необходимых для образования в форме
- 168. Литейная модель — приспособление, при помощи которого в литейной форме получают полость с формой и размерами
- 169. Литниковые системы Литниковая система — это система каналов, через которые расплавленный металл подводят в полость формы.
- 170. В зависимости от конфигурации и толщины стенок отливок 5 и состава заливаемого сплава расплавленный металл в
- 171. Изготовление литейных форм
- 172. Литье в оболочковые формы
- 173. Литье по выплавляемым моделям
- 174. Литье в кокиль
- 175. Сварочное производство
- 176. Сварка — технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при
- 177. Дуговая сварка Источником теплоты при дуговой сварке служит электрическая дуга, которая горит между электродом и заготовкой.
- 178. Дуга — мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка
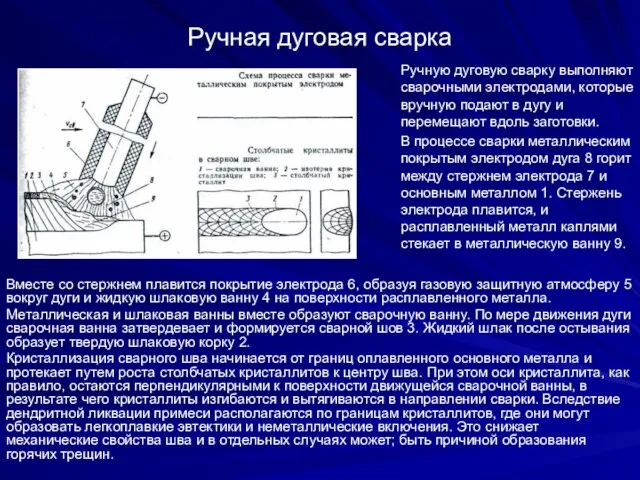
- 179. Ручная дуговая сварка Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают
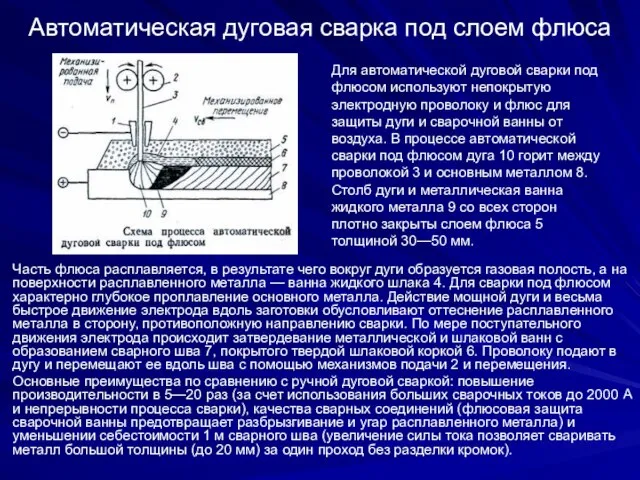
- 181. Автоматическая дуговая сварка под слоем флюса Для автоматической дуговой сварки под флюсом используют непокрытую электродную проволоку
- 182. Дуговая сварка в защитном газе При сварке в защитном газе электрод, зона дуги и сварочная ванна
- 183. Плазменная сварка Плазменная струя, применяемая для сварки, представляет собой направленный поток частично или полностью ионизированного газа,
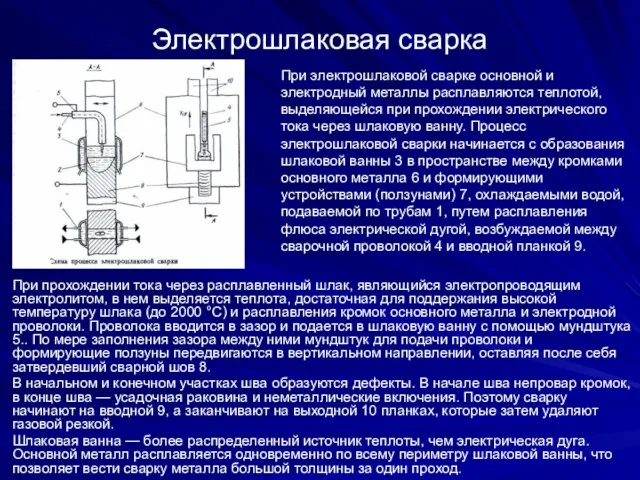
- 184. Электрошлаковая сварка При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся при прохождении электрического тока
- 185. Электронно-лучевая сварка Электронный луч представляет собой сжатый поток электронов, перемещающийся с большой скоростью от катода к
- 186. Газовая сварка При сварке место соединения нагревают до расплавления высокотемпературным газовым пламенем. Газовое пламя получают при
- 187. Контактная сварка Контактная сварка относится к видам сварки с кратковременным нагревом места соединения без оплавления или
- 188. Стыковая сварка Стыковая сварка — разновидность контактной сварки при которой заготовки свариваются по всей поверхности соприкосновения.
- 189. Точечная сварка Точечная сварка — разновидность контактной сварки, при которой заготовки соединяются в отдельных точках. При
- 190. Шовная сварка Шовная сварка — разновидность контактной сварки, при которой между свариваемыми заготовками образуется прочное и
- 191. Сварка трением Сварка трением относится к процессам, в которых используются взаимное перемещение свариваемых поверхностей, давление и
- 192. Пайка металлов Пайкой называется образование соединения с межатомными связями в результате нагрева соединяемых материалов ниже температуры
- 193. Отличительные особенности пайки от сварки Пайка производится при температуре ниже температуры плавления обоих или хотя бы
- 194. Классификации способов пайки по следующим независимым признакам: по удалению оксидной пленки (флюсовая, ультразвуковая, в активной газовой
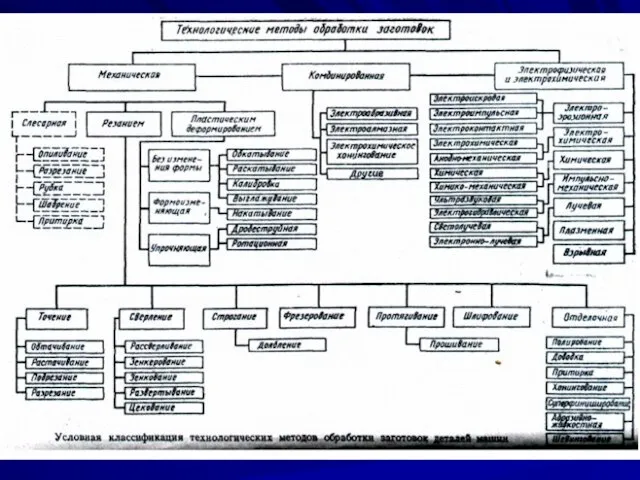
- 195. ТЕХНОЛОГИЯ ОБРАБОТКИ ЗАГОТОВОК ДЕТАЛЕЙ МАШИН РЕЗАНИЕМ
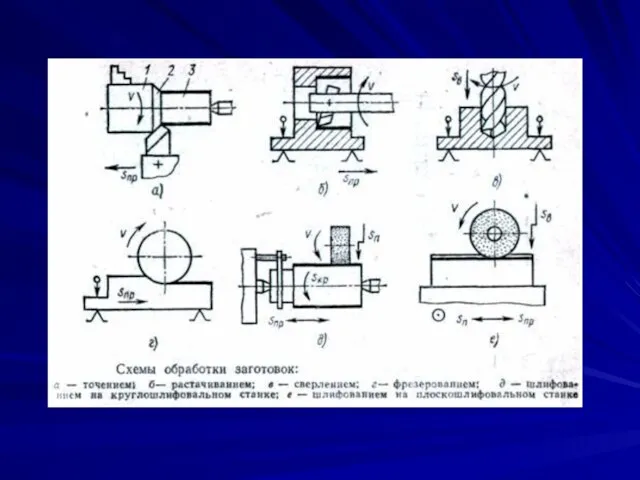
- 196. Обработка металлов резанием Обработка металлов резанием — это процесс срезания режущим инструментом с поверхности заготовки слоя
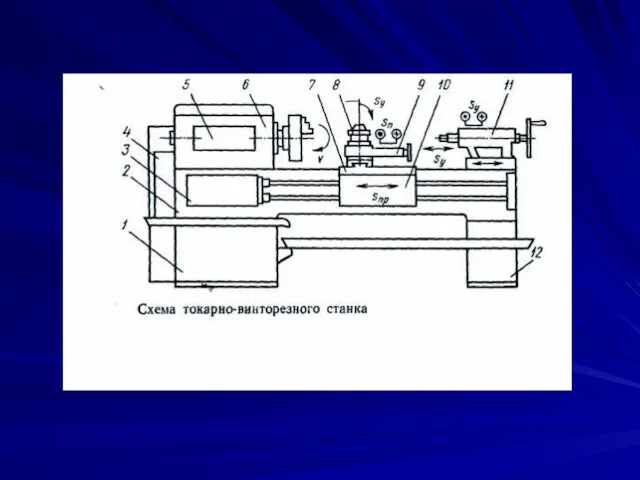
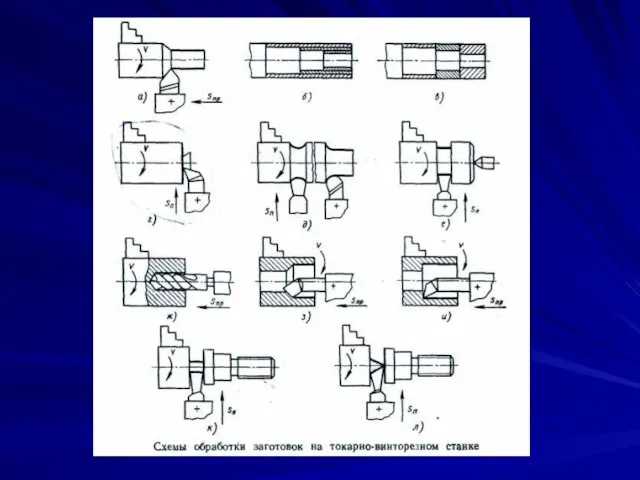
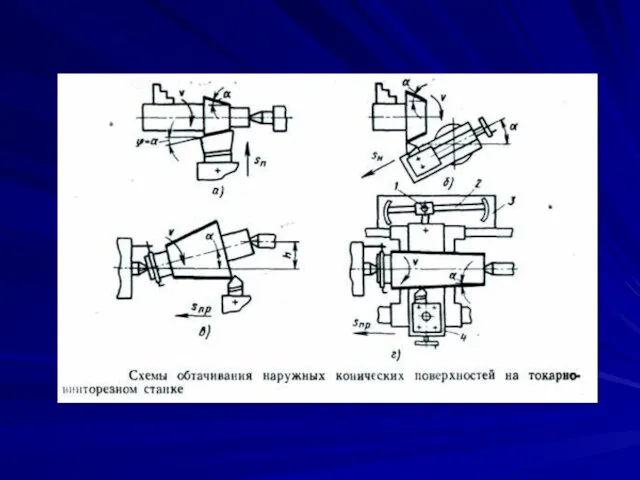
- 200. Обработка заготовок на станках токарной группы
- 204. Обработка заготовок на сверлильных станках
- 207. Скачать презентацию
Список литературы
Материаловедение / Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и
Список литературы
Материаловедение / Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и
Материаловедение
Материаловедение
Материаловедение – это наука, изучающая и устанавливающая взаимосвязь между составом, строением
Материаловедение – это наука, изучающая и устанавливающая взаимосвязь между составом, строением
Все материалы делятся на
- металлические,
- неметаллические.
В химии под металлами
Все материалы делятся на
- металлические,
- неметаллические.
В химии под металлами
В машиностроении основными конструкционными материалами являются металлы и металлические сплавы.
В
В машиностроении основными конструкционными материалами являются металлы и металлические сплавы.
В
Черные металлы имеют темно-серый цвет, большую плотность, высокую температуру плавления, относительно
Черные металлы имеют темно-серый цвет, большую плотность, высокую температуру плавления, относительно
Цветные металлы чаще всего подразделяются по сходным свойствам, например, на:
легкие (бериллий,
Цветные металлы чаще всего подразделяются по сходным свойствам, например, на:
легкие (бериллий,
Кристаллическое строение металлов
Кристаллическое строение металлов
Кристаллические решетки
Металлы образуют в основном три типа решеток:
- объемно
Кристаллические решетки
Металлы образуют в основном три типа решеток:
- объемно
а – объемно центрированная кубическая (ОЦК);
б – гранецентрированная кубическая (ГЦК);
а – объемно центрированная кубическая (ОЦК);
б – гранецентрированная кубическая (ГЦК);
Элементарная кристаллическая ячейка характеризуется
координационным числом,
под которым понимают
Элементарная кристаллическая ячейка характеризуется
координационным числом,
под которым понимают
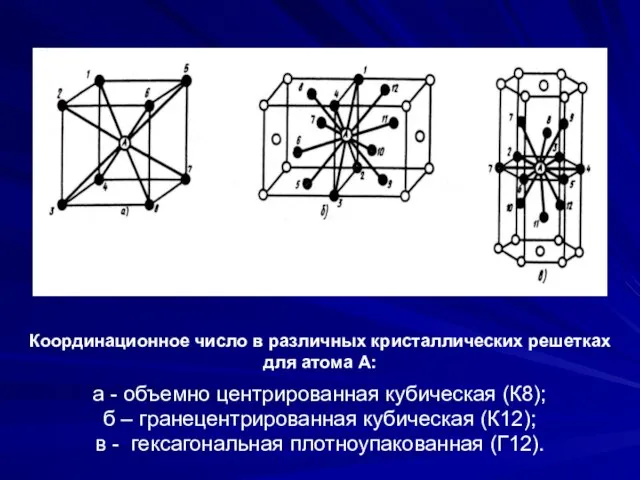
Координационное число в различных кристаллических решетках
для атома А:
а - объемно
Координационное число в различных кристаллических решетках
для атома А:
а - объемно
Дефекты кристаллического строения
Кристаллы металлов обычно имеют небольшие размеры, поэтому металлические
Дефекты кристаллического строения
Кристаллы металлов обычно имеют небольшие размеры, поэтому металлические
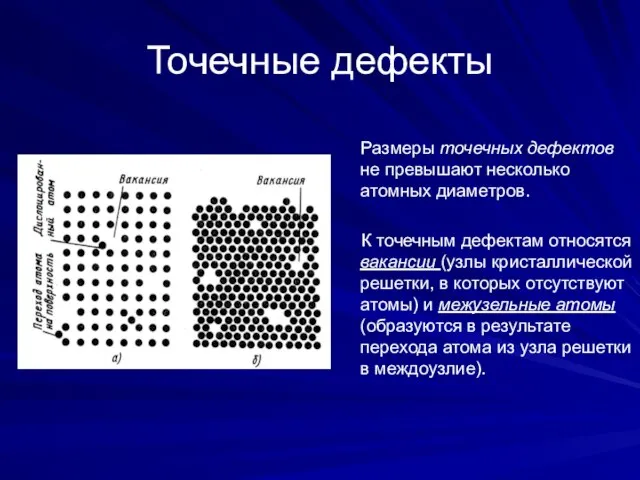
Точечные дефекты
Размеры точечных дефектов не превышают несколько атомных диаметров.
Точечные дефекты
Размеры точечных дефектов не превышают несколько атомных диаметров.
Линейные дефекты
Линейные дефекты
имеют малые размеры в двух
Линейные дефекты
Линейные дефекты
имеют малые размеры в двух

Краевые дислокации (τ – вектор сдвига):
а – сдвиг, создавший краевую дислокацию;
б
а – сдвиг, создавший краевую дислокацию;
б
Поверхностные дефекты
Кристаллы неправильной формы называются зернами, или кристаллитами.
Поверхностные
Поверхностные дефекты
Кристаллы неправильной формы называются зернами, или кристаллитами.
Поверхностные

Свойства металлов и сплавов
Свойства металлов и сплавов
Механические свойства
Под механическими свойствами понимают характеристики, определяющие поведение металла (или другого
Механические свойства
Под механическими свойствами понимают характеристики, определяющие поведение металла (или другого
Прочность
Прочность при растяжении определяется критерием, который называется временным сопротивлением или пределом
Прочность
Прочность при растяжении определяется критерием, который называется временным сопротивлением или пределом
Пластичность
Пластичность характеризуется
относительным удлинением δ:
δ = (l0 - lк )/ l0*100, и
относительным
Пластичность
Пластичность характеризуется
относительным удлинением δ:
δ = (l0 - lк )/ l0*100, и
относительным
Твердость
Твердость – это свойство поверхностного слоя материала сопротивляться упругой и пластической
Твердость
Твердость – это свойство поверхностного слоя материала сопротивляться упругой и пластической
Методы измерения твердости
По характеру воздействия индикатора на поверхность испытуемого материала различают:
способ
Методы измерения твердости
По характеру воздействия индикатора на поверхность испытуемого материала различают:
способ
Ударной вязкость
Прочность и пластичность при динамических испытаниях оцениваются по ударной вязкости.
Ударной вязкость
Прочность и пластичность при динамических испытаниях оцениваются по ударной вязкости.
Технологические свойства
К технологическим свойствам относятся
литейные свойства,
обрабатываемость давлением,
свариваемость,
обрабатываемость
Технологические свойства
К технологическим свойствам относятся
литейные свойства,
обрабатываемость давлением,
свариваемость,
обрабатываемость
Литейные свойства
Наиболее важные литейные свойства сплавов:
жидкотекучесть,
усадка (линейная и объемная),
Литейные свойства
Наиболее важные литейные свойства сплавов:
жидкотекучесть,
усадка (линейная и объемная),
Жидкотекучесть
Жидкотекучесть – это способность металлов и сплавов заполнять литейную форму и
Жидкотекучесть
Жидкотекучесть – это способность металлов и сплавов заполнять литейную форму и
Усадка
Усадка – свойство литейных сплавов уменьшать объем при затвердевании и охлаждении.
Усадка
Усадка – свойство литейных сплавов уменьшать объем при затвердевании и охлаждении.
Линейная и объемная усадка
Линейная усадка – уменьшение линейных размеров отливки, %:
εлин
Линейная и объемная усадка
Линейная усадка – уменьшение линейных размеров отливки, %:
εлин
Ликвация
Ликвация – это неоднородность химического состава по сечению отливки.
Различают ликвацию
Ликвация
Ликвация – это неоднородность химического состава по сечению отливки.
Различают ликвацию
Обрабатываемость давлением – это способность металлов и сплавов изменять свою форму
Обрабатываемость давлением – это способность металлов и сплавов изменять свою форму
Физические свойства
К физическим свойствам относятся плотность, электрические, магнитные и тепловые свойства.
Физические свойства
К физическим свойствам относятся плотность, электрические, магнитные и тепловые свойства.
Химические свойства
Под химическими свойствами понимают способность металлов и сплавов взаимодействовать
Химические свойства
Под химическими свойствами понимают способность металлов и сплавов взаимодействовать
Эксплуатационные свойства
Эксплуатационными (служебными) называют свойства материала, которые определяют работоспособность деталей
Эксплуатационные свойства
Эксплуатационными (служебными) называют свойства материала, которые определяют работоспособность деталей
Наклеп и рекристаллизация
Наклеп и рекристаллизация
Наклеп
Деформация - это изменение размеров и формы тела под действием приложенных
Наклеп
Деформация - это изменение размеров и формы тела под действием приложенных
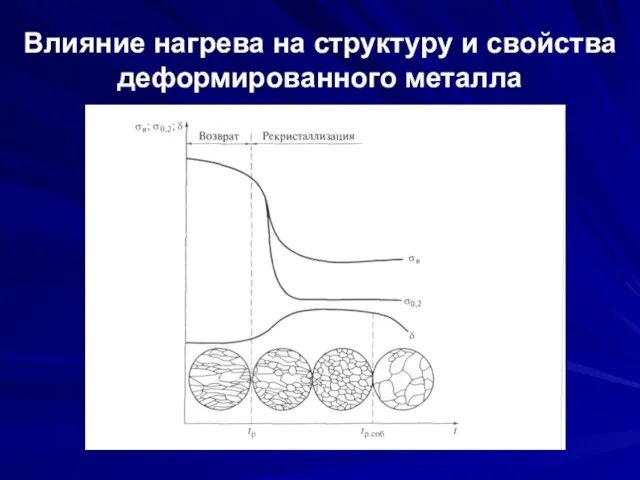
Влияние нагрева на структуру и свойства
деформированного металла
Влияние нагрева на структуру и свойства
деформированного металла
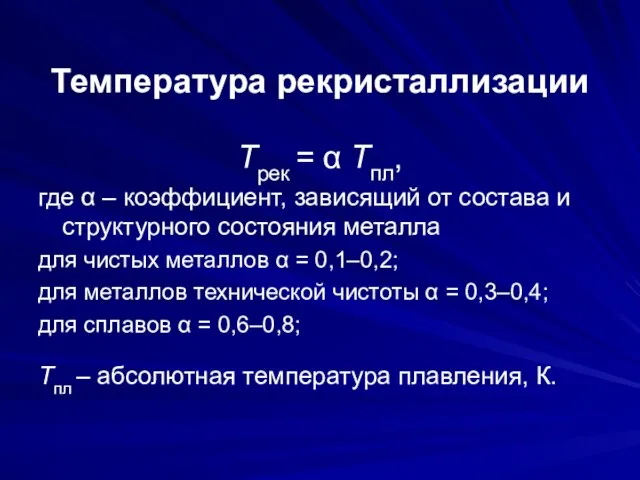
Температура рекристаллизации
Трек = α Тпл,
где α – коэффициент, зависящий от состава
Температура рекристаллизации
Трек = α Тпл,
где α – коэффициент, зависящий от состава
Кристаллизация веществ
Кристаллизация веществ
Гомогенная (самопроизвольная) кристаллизация
Изменение энергии Гиббса F (свободной энергии) металла в жидком
Гомогенная (самопроизвольная) кристаллизация
Изменение энергии Гиббса F (свободной энергии) металла в жидком
Кривые охлаждения
Разность между теоретической и практической температурами кристаллизации называется величиной или
Кривые охлаждения
Разность между теоретической и практической температурами кристаллизации называется величиной или
Процесс кристаллизации состоит из двух элементарных процессов:
Первый процесс заключается в зарождении
Процесс кристаллизации состоит из двух элементарных процессов:
Первый процесс заключается в зарождении
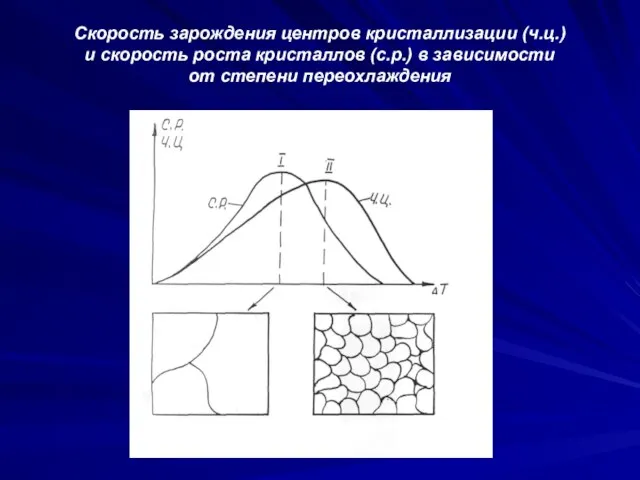
Скорость зарождения центров кристаллизации (ч.ц.)
и скорость роста кристаллов (с.р.) в
Скорость зарождения центров кристаллизации (ч.ц.) и скорость роста кристаллов (с.р.) в

Основы теории сплавов
Основы теории сплавов
Строение сплавов
Механическая смесь двух компонентов А и В образуется тогда,
Строение сплавов
Механическая смесь двух компонентов А и В образуется тогда,
Твердые растворы
твердые растворы внедрения (атомы растворенного компонента располагаются в междоузлиях
Твердые растворы
твердые растворы внедрения (атомы растворенного компонента располагаются в междоузлиях
Правило фаз
Общие закономерности сосуществования устойчивых фаз, отвечающих теоретическим условиям
Правило фаз
Общие закономерности сосуществования устойчивых фаз, отвечающих теоретическим условиям
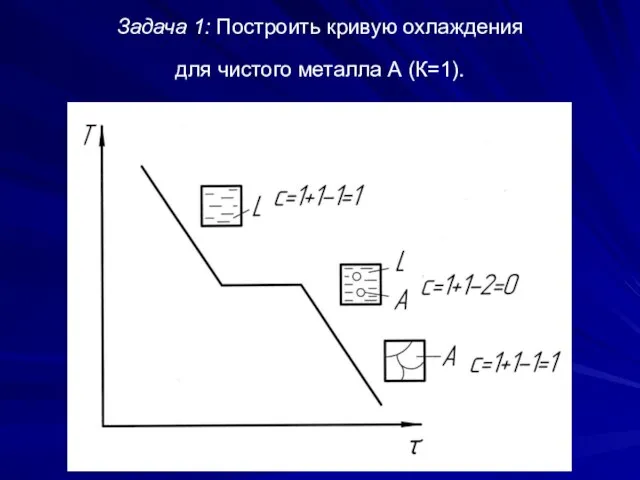
Задача 1: Построить кривую охлаждения
для чистого металла А (К=1).
Задача 1: Построить кривую охлаждения
для чистого металла А (К=1).
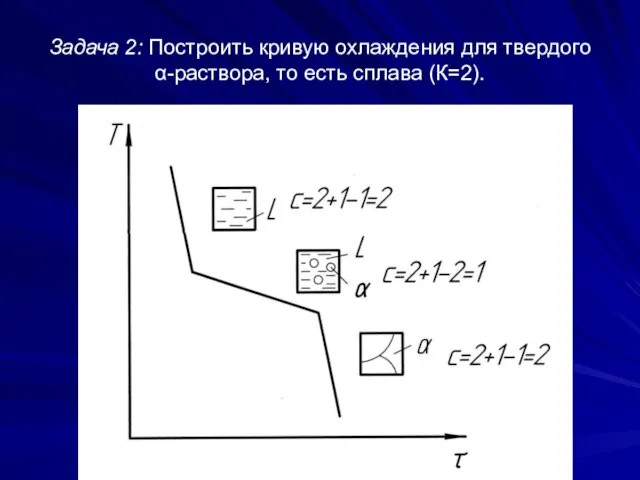
Задача 2: Построить кривую охлаждения для твердого
α-раствора, то есть сплава
Задача 2: Построить кривую охлаждения для твердого α-раствора, то есть сплава
Диаграммы состояния сплавов
Диаграмма состояния
представляет собой графическое изображение состояния сплава.
Диаграммы состояния сплавов
Диаграмма состояния
представляет собой графическое изображение состояния сплава.
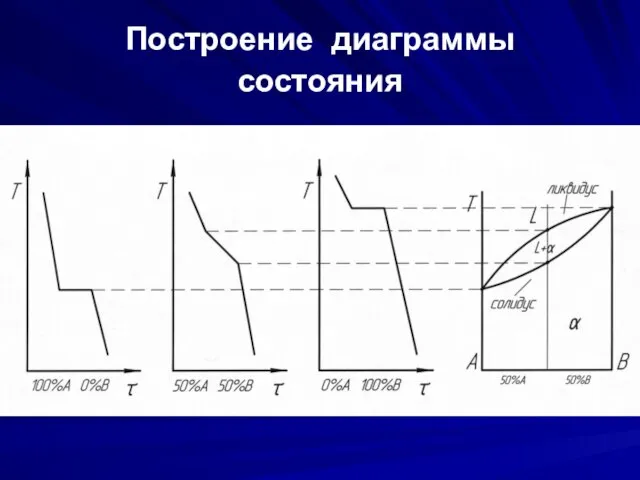
Построение диаграммы состояния
Построение диаграммы состояния
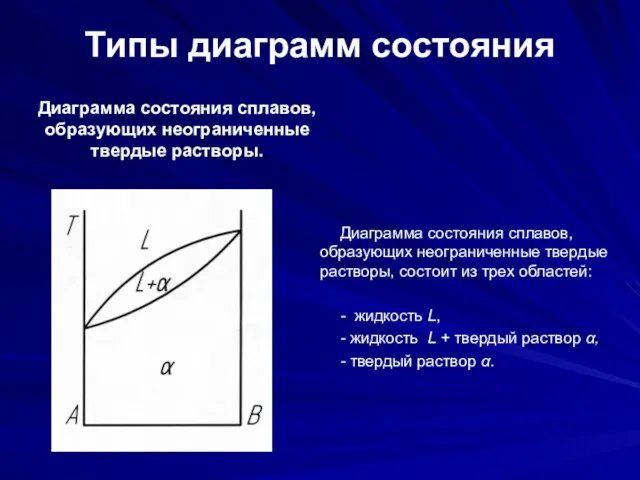
Типы диаграмм состояния
Диаграмма состояния сплавов, образующих неограниченные твердые растворы.
Типы диаграмм состояния
Диаграмма состояния сплавов, образующих неограниченные твердые растворы.
Диаграмма состояния сплавов, образующих механические смеси из чистых компонентов.
Оба
Диаграмма состояния сплавов, образующих механические смеси из чистых компонентов.
Оба
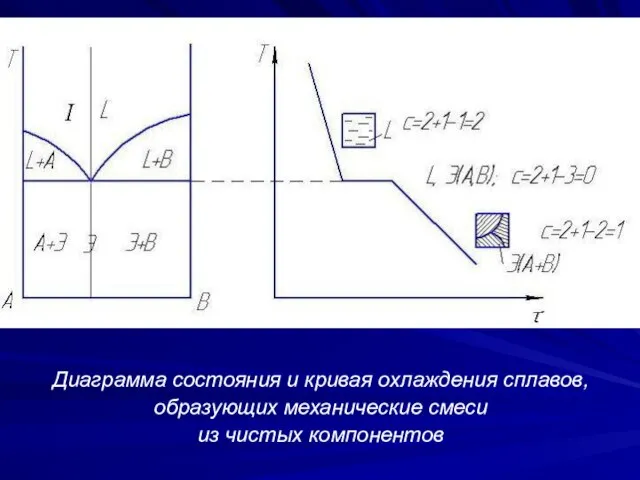
Диаграмма состояния и кривая охлаждения сплавов,
образующих механические смеси
из чистых
Диаграмма состояния и кривая охлаждения сплавов,
образующих механические смеси
из чистых
Диаграмма состояния сплавов, образующих ограниченные твердые растворы
Оба компонента неограниченно
Диаграмма состояния сплавов, образующих ограниченные твердые растворы
Оба компонента неограниченно
Диаграммы состояния и кривые охлаждения сплавов,
образующих ограниченные твердые растворы
с постоянной
Диаграммы состояния и кривые охлаждения сплавов,
образующих ограниченные твердые растворы
с постоянной
В отличие от верхней диаграммы, на диаграмме, представленной внизу, видно,
В отличие от верхней диаграммы, на диаграмме, представленной внизу, видно,
При эвтектическом превращении жидкость кристаллизуется с образованием двух твердых фаз. Возможен
При эвтектическом превращении жидкость кристаллизуется с образованием двух твердых фаз. Возможен
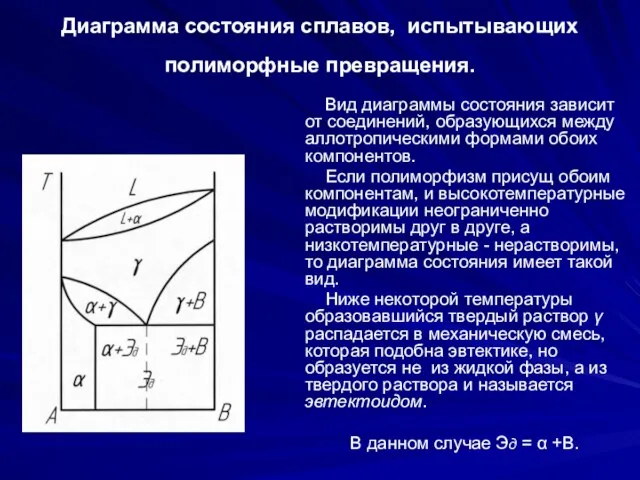
Диаграмма состояния сплавов, испытывающих полиморфные превращения.
Вид диаграммы состояния зависит
Диаграмма состояния сплавов, испытывающих полиморфные превращения.
Вид диаграммы состояния зависит
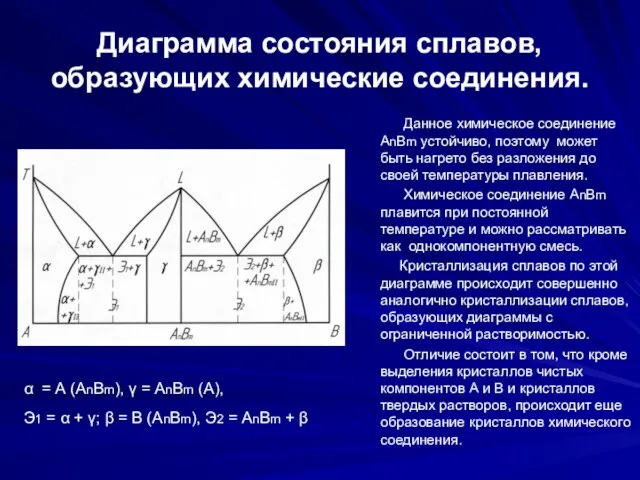
Диаграмма состояния сплавов, образующих химические соединения.
α = А (АnВm), γ =
Диаграмма состояния сплавов, образующих химические соединения.
α = А (АnВm), γ =
Связь между видами диаграмм состояния и свойствами сплавов
Между составом и
Связь между видами диаграмм состояния и свойствами сплавов
Между составом и
Железо и его сплавы
Железо и его сплавы
Железо
Железо – металл сероватого цвета. Температура плавления железа 1539 °С, плотность
Железо
Железо – металл сероватого цвета. Температура плавления железа 1539 °С, плотность
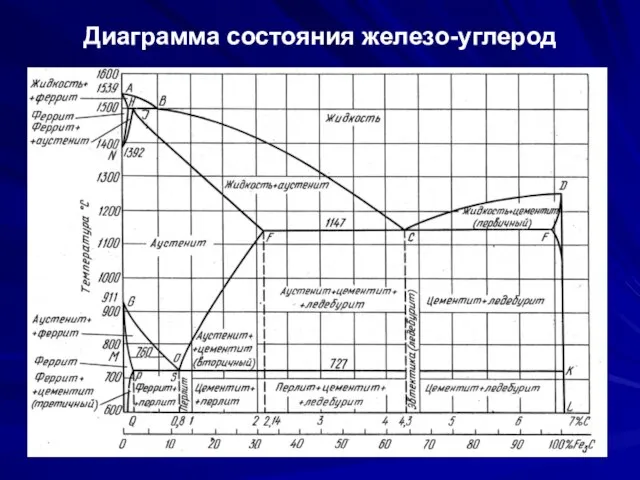
Диаграмма состояния железо-углерод
Диаграмма состояния железо-углерод
Ось концентраций двойная: содержание углерода и содержание цементита. Линия
Ось концентраций двойная: содержание углерода и содержание цементита. Линия
Область существования феррита расположена левее линии GPQ и AHN, а
Область существования феррита расположена левее линии GPQ и AHN, а
Железоуглеродистые сплавы
Стали
Сплавы железа с углеродом, которые содержат до 2,14% углерода,
Железоуглеродистые сплавы
Стали
Сплавы железа с углеродом, которые содержат до 2,14% углерода,
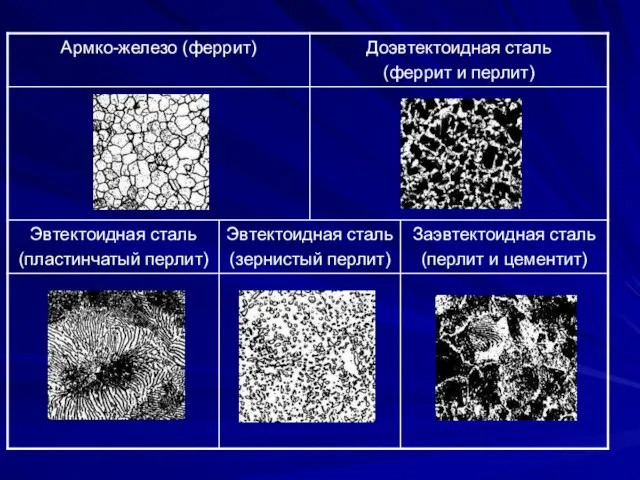
Доэвтектоидные стали после отжига имеют структуру феррита и перлита. Чем
Доэвтектоидные стали после отжига имеют структуру феррита и перлита. Чем
Чугуны
Сплавы железа с углеродом, которые содержат более 2,14% углерода, называются
Чугуны
Сплавы железа с углеродом, которые содержат более 2,14% углерода, называются
Виды чугунов:
1) белый чугун, в котором весь углерод находится в связанном
Виды чугунов:
1) белый чугун, в котором весь углерод находится в связанном
По содержанию углерода белые чугуны делятся на
доэвтектические (2 -4,3%),
эвтектические (4,3%),
По содержанию углерода белые чугуны делятся на
доэвтектические (2 -4,3%),
эвтектические (4,3%),

Белый чугун
Белый чугун
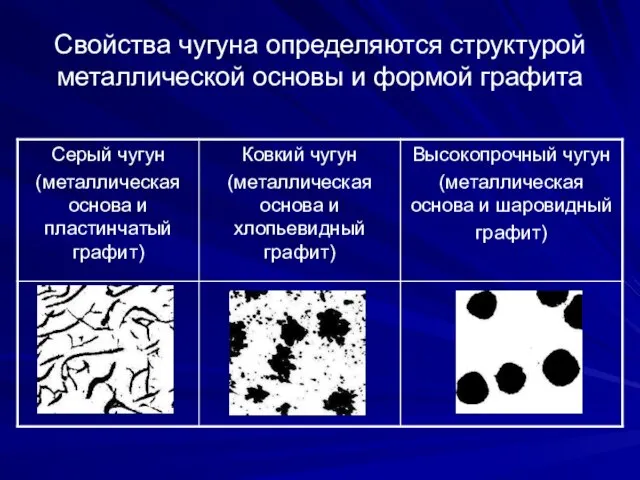
Свойства чугуна определяются структурой металлической основы и формой графита
Свойства чугуна определяются структурой металлической основы и формой графита
Металлическая основа серого, ковкого и высокопрочного чугунов бывает
ферритной (наименее прочные
Металлическая основа серого, ковкого и высокопрочного чугунов бывает
ферритной (наименее прочные
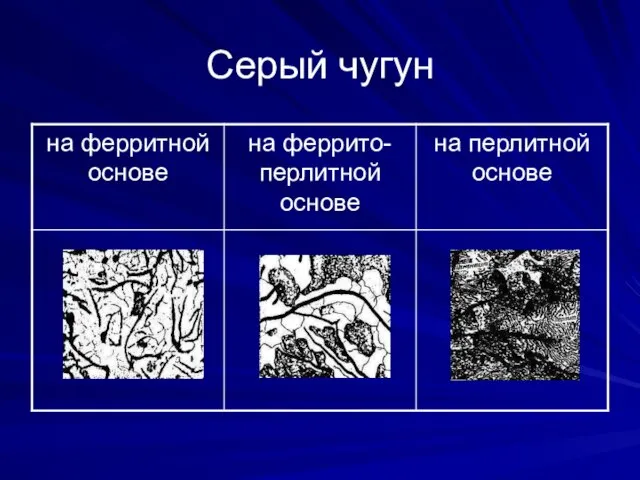
Серый чугун
Серый чугун
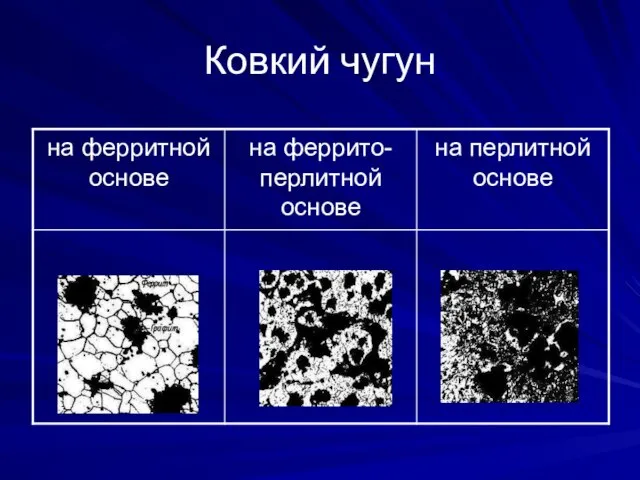
Ковкий чугун
Ковкий чугун
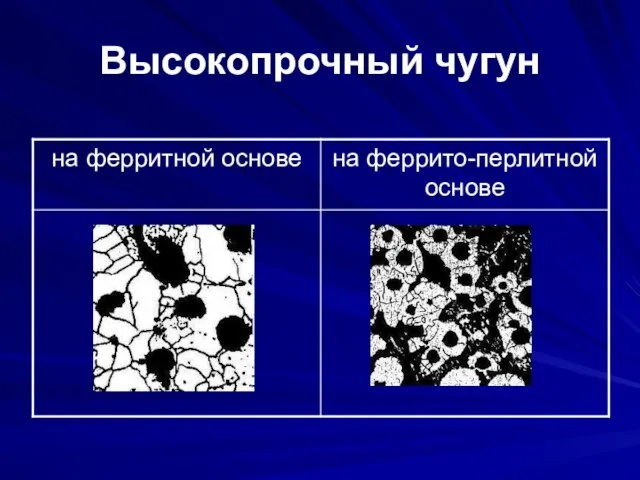
Высокопрочный чугун
Высокопрочный чугун
Основы термической обработки стали
Основы термической обработки стали
Цель любого процесса термической обработки состоит в том, чтобы нагревом
Цель любого процесса термической обработки состоит в том, чтобы нагревом
Основные виды ТО
Отжиг – термическая обработка, в результате которой металлы и
Основные виды ТО
Отжиг – термическая обработка, в результате которой металлы и
Фазовые превращения
в сплавах железа
Основные фазовые превращения, влияющие на
Фазовые превращения
в сплавах железа
Основные фазовые превращения, влияющие на
Аустенитное превращение
Аустенитное превращение (превращение перлита в аустенит) состоит из
Аустенитное превращение
Аустенитное превращение (превращение перлита в аустенит) состоит из
Перлитное превращение
В технологических процессах ТО распад аустенита (перлитное превращение)
Перлитное превращение
В технологических процессах ТО распад аустенита (перлитное превращение)
Превращение аустенита при температурах в интервале А r1 - 550°С называется
Превращение аустенита при температурах в интервале А r1 - 550°С называется
В зависимости от дисперсности продукты распада имеют следующие названия:
1) грубопластинчатые структуры
В зависимости от дисперсности продукты распада имеют следующие названия:
1) грубопластинчатые структуры
В интервале температур промежуточного превращения (550°С - Мн ) аустенит
В интервале температур промежуточного превращения (550°С - Мн ) аустенит
Мартенситное превращение
Мартенситное превращение начинается при переохлаждении аустенита ниже линии
Мартенситное превращение
Мартенситное превращение начинается при переохлаждении аустенита ниже линии
Мартенсит – неравновесная фаза - многократно пересыщенный твердый раствор углерода
Мартенсит – неравновесная фаза - многократно пересыщенный твердый раствор углерода
Превращения при отпуске
Превращения при отпуске состоят в том, что
Превращения при отпуске
Превращения при отпуске состоят в том, что
По степени нагрева превращения принято делить на три стадии:
Превращения при 150
По степени нагрева превращения принято делить на три стадии:
Превращения при 150
Закалка
При закалке сталь нагревают до аустенитного или аустенитно-карбидного состояния,
Закалка
При закалке сталь нагревают до аустенитного или аустенитно-карбидного состояния,
Полная и неполная закалка
доэвтектоидных сталей
Полная закалка применяется только для
Полная и неполная закалка
доэвтектоидных сталей
Полная закалка применяется только для
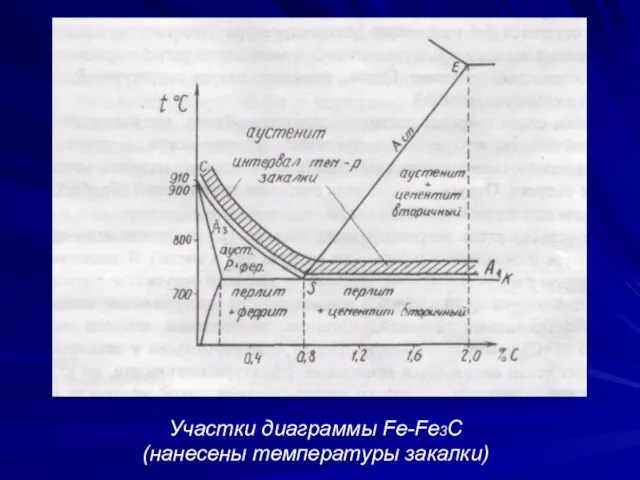
Участки диаграммы Fe-Fе3C
(нанесены температуры закалки)
Участки диаграммы Fe-Fе3C
(нанесены температуры закалки)
Полная и неполная закалка
заэвтектоидных сталей
Микроструктура заэвтектоидных сталей после полной
Полная и неполная закалка
заэвтектоидных сталей
Микроструктура заэвтектоидных сталей после полной
Способы закалки стали
В зависимости от технологии выполнения закалку можно проводить
Способы закалки стали
В зависимости от технологии выполнения закалку можно проводить
Отпуск
Закалка стали сопровождается увеличением объема, что вызывает появление значительных внутренних
Отпуск
Закалка стали сопровождается увеличением объема, что вызывает появление значительных внутренних
Химико-термическая обработка
Химико-термической обработкой (ХТО) называют обработку, заключающуюся в сочетании термического
Химико-термическая обработка
Химико-термической обработкой (ХТО) называют обработку, заключающуюся в сочетании термического
При химико-термической обработке одновременно протекают несколько процессов:
– диссоциация исходных веществ
При химико-термической обработке одновременно протекают несколько процессов:
– диссоциация исходных веществ
Цементация
Цементация – это вид химико-термической обработки, заключающийся в диффузионном насыщении
Цементация
Цементация – это вид химико-термической обработки, заключающийся в диффузионном насыщении
Цементация в твердом карбюризаторе
Основная составляющая всех твердых карбюризаторов – уголь
Цементация в твердом карбюризаторе
Основная составляющая всех твердых карбюризаторов – уголь
Газовая цементация
Газовая цементация осуществляется при нагреве изделия в среде газов
Газовая цементация
Газовая цементация осуществляется при нагреве изделия в среде газов
По сравнению с цементацией в твердом карбюризаторе газовая цементация имеет следующие
По сравнению с цементацией в твердом карбюризаторе газовая цементация имеет следующие
Азотирование
Азотирование – это вид химико-термической обработки, заключающийся в диффузионном насыщении
Азотирование
Азотирование – это вид химико-термической обработки, заключающийся в диффузионном насыщении
Технология процесса азотирования
Технологический процесс предусматривает проведение следующих операций:
Предварительная термическая обработка,
Технология процесса азотирования
Технологический процесс предусматривает проведение следующих операций:
Предварительная термическая обработка,
Другие виды ХТО
Цианирование – это вид химико-термической обработки, заключающийся в диффузионном
Другие виды ХТО
Цианирование – это вид химико-термической обработки, заключающийся в диффузионном
Легированные стали
Легированные стали
Влияние легирующих элементов
Легирующие элементы, растворяясь в феррите, изменяют параметры решетки
Влияние легирующих элементов
Легирующие элементы, растворяясь в феррите, изменяют параметры решетки
Классификация легированных сталей
І. Конструкционные стали:
1. стали общего назначения:
1)
Классификация легированных сталей
І. Конструкционные стали:
1. стали общего назначения:
1)

Цветные металлы и сплавы
Цветные металлы и сплавы
Медь
Медь – металл красного цвета. Температура плавления 1083 °С. Медь
Медь
Медь – металл красного цвета. Температура плавления 1083 °С. Медь
Медные сплавы
Латуни - сплавы меди с цинком содержат не более 45
Медные сплавы
Латуни - сплавы меди с цинком содержат не более 45
Алюминий
Алюминий – металл серебристо-белого цвета. Температура плавления 600°С. Алюминий
Алюминий
Алюминий – металл серебристо-белого цвета. Температура плавления 600°С. Алюминий
Алюминий
Алюминий – металл серебристо-белого цвета. Температура плавления 600°С. Алюминий имеет кристаллическую
Алюминий
Алюминий – металл серебристо-белого цвета. Температура плавления 600°С. Алюминий имеет кристаллическую
Алюминиевые сплавы
Классифицируются
по технологии изготовления (деформируемые, литейные и спеченные (порошковые)),
по
Алюминиевые сплавы
Классифицируются
по технологии изготовления (деформируемые, литейные и спеченные (порошковые)),
по
Типичными представителями деформируемых сплавов на алюминиевой основе являются дюралюминий (ДI,
Типичными представителями деформируемых сплавов на алюминиевой основе являются дюралюминий (ДI,
Титан
Титан – металл серого цвета. Температура плавления 1668°С. Титан имеет
Титан
Титан – металл серого цвета. Температура плавления 1668°С. Титан имеет
Титановые сплавы
Классифицируются по способу производства, структуре, механическим свойствам и способности
Титановые сплавы
Классифицируются по способу производства, структуре, механическим свойствам и способности
Влияние легирующих элементов на полиморфизм титана:
α – стабилизаторы (алюминий, галлий, индий,
Влияние легирующих элементов на полиморфизм титана:
α – стабилизаторы (алюминий, галлий, индий,

Материалы с особыми физическими свойствами
Магнитные, электрические и тепловые свойства материалов
Материалы с особыми физическими свойствами
Магнитные, электрические и тепловые свойства материалов
Магнитные свойства
Все вещества в разной степени обладают магнитными свойствами, так как
Магнитные свойства
Все вещества в разной степени обладают магнитными свойствами, так как
Электрические свойства
Все материалы характеризуются электрической проводимостью, которая обусловлена их природой –
Электрические свойства
Все материалы характеризуются электрической проводимостью, которая обусловлена их природой –
Тепловые свойства
Тепловые свойства материалов определяются тремя известными способами передачи теплоты:
теплопроводностью,
Тепловые свойства
Тепловые свойства материалов определяются тремя известными способами передачи теплоты:
теплопроводностью,

Неметаллические
материалы
Неметаллические
материалы
Пластмассы
К полимерным пластическим материалам относятся искусственные материалы, получаемые на основе природных
Пластмассы
К полимерным пластическим материалам относятся искусственные материалы, получаемые на основе природных
Состав пластмасс
Состав композиций, изготовленных на основе полимеров, разнообразен простые пластмассы
Состав пластмасс
Состав композиций, изготовленных на основе полимеров, разнообразен простые пластмассы
Классификация пластмасс
По способу синтеза полимеры подразделяют на получаемые полимеризацией, поликонденсацией
Классификация пластмасс
По способу синтеза полимеры подразделяют на получаемые полимеризацией, поликонденсацией
По отношению к нагреванию полимеры делятся на термопластичные и термореактивные.
Термопластичные полимеры
По отношению к нагреванию полимеры делятся на термопластичные и термореактивные.
Термопластичные полимеры
Резины
Резинами называются эластичные многокомпонентные материалы на основе каучука (натурального или
Резины
Резинами называются эластичные многокомпонентные материалы на основе каучука (натурального или
Керамические материалы
Керамика – неорганические поликристаллические материалы, получаемые из сформированных минеральных
Керамические материалы
Керамика – неорганические поликристаллические материалы, получаемые из сформированных минеральных
Древесные материалы
Древесина – это природный материал растительного происхождения, в ее состав
Древесные материалы
Древесина – это природный материал растительного происхождения, в ее состав
Клеящие материалы
Клеями называют сложными вещества на основе полимеров, способные при затвердевании
Клеящие материалы
Клеями называют сложными вещества на основе полимеров, способные при затвердевании
Классификация клеящих материалов
По пленкообразующему веществу:
смоляные и резиновые;
по адгезионным свойствам:
Универсальные и специальные;
по
Классификация клеящих материалов
По пленкообразующему веществу:
смоляные и резиновые;
по адгезионным свойствам:
Универсальные и специальные;
по
Композиционные
материалы
Композиционные
материалы
Композиционные материалы или композиты – это сложные материалы, в состав которых
Композиционные материалы или композиты – это сложные материалы, в состав которых
Композиционные материалы
Искусственные композиты
уровень свойств реализуется подбором компонентов
Естественные композиты
получают при естественном структурировании
Композиционные материалы
Искусственные композиты
уровень свойств реализуется подбором компонентов
Естественные композиты
получают при естественном структурировании
Искусственные композиты
Металлическая основа (сплав или монометалл) .
Неметаллическая основа (полимерная, углеродная, керамическая).
Искусственные композиты
Металлическая основа (сплав или монометалл) .
Неметаллическая основа (полимерная, углеродная, керамическая).
Наполнители
Компоненты, равномерно распределенные в матрице, называются армирующими наполнителями или упрочнителями.
В
Наполнители
Компоненты, равномерно распределенные в матрице, называются армирующими наполнителями или упрочнителями.
В
Наноструктурные материалы
Наноструктурные материалы
Наноструктурные элементы
Фуллерены – новая форма существования углерода в природе наряду с
Наноструктурные элементы
Фуллерены – новая форма существования углерода в природе наряду с
Наноструктурные материалы
К наноструктурным материалам (нанокристаллическим, нанофазным, наноразмерным и т.п.) относятся объекты
Наноструктурные материалы
К наноструктурным материалам (нанокристаллическим, нанофазным, наноразмерным и т.п.) относятся объекты
Особенности наноструктурных материалов
Малый размер зерна приводит к появлению уникальных физических, химических,
Особенности наноструктурных материалов
Малый размер зерна приводит к появлению уникальных физических, химических,
Научные основы выбора материала
Материал можно считать выбранным правильно, если он наилучшим
Научные основы выбора материала
Материал можно считать выбранным правильно, если он наилучшим
Технология конструкционных
материалов
Технология конструкционных
материалов
Предметом раздела «Технология конструкционных материалов» являются современные рациональные и распространенные в
Предметом раздела «Технология конструкционных материалов» являются современные рациональные и распространенные в
Обработка
металлов
давлением
Обработка
металлов
давлением
Виды обработки металлов давлением
Процессы обработки металлов давлением по назначению подразделяют на
Виды обработки металлов давлением
Процессы обработки металлов давлением по назначению подразделяют на
Прокатка (рис.а) заключается в обжатии заготовки 2 между вращающими валками 1.
Прокатка (рис.а) заключается в обжатии заготовки 2 между вращающими валками 1.
Прокатное производство
Виды прокатки:
продольная,
поперечная,
поперечно-винтовая.
Прокатное производство
Виды прокатки:
продольная,
поперечная,
поперечно-винтовая.
Ковка
Ковка — вид горячей обработки металлов давлением, при котором металл деформируется
Ковка
Ковка — вид горячей обработки металлов давлением, при котором металл деформируется
Операции ковки
Процесс ковки состоит из чередования в определенной последовательности основных и
Операции ковки
Процесс ковки состоит из чередования в определенной последовательности основных и
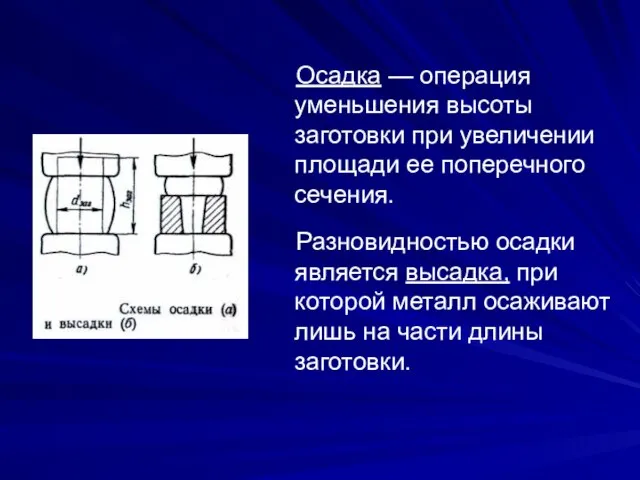
Осадка — операция уменьшения высоты заготовки при увеличении площади ее поперечного
Осадка — операция уменьшения высоты заготовки при увеличении площади ее поперечного
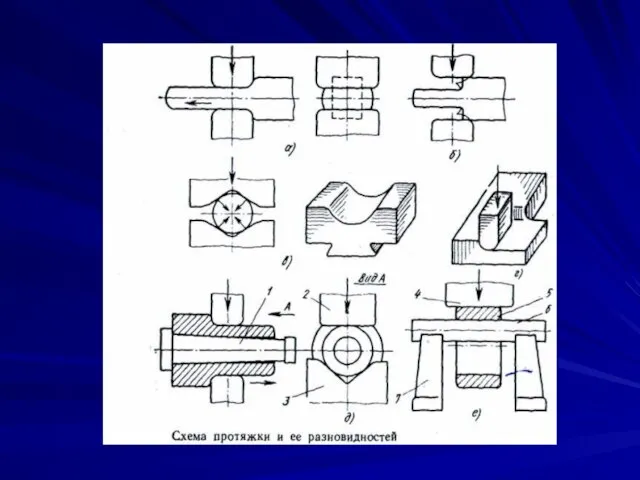
Протяжка — операция удлинения заготовки или её части за счет уменьшения
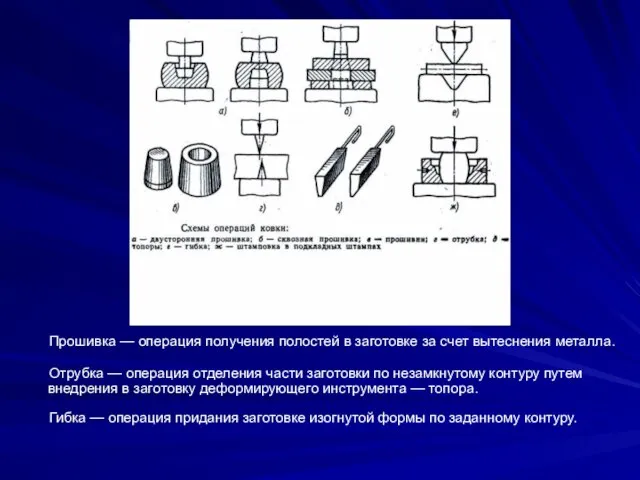
Прошивка — операция получения полостей в заготовке за счет вытеснения металла.
Отрубка
Прошивка — операция получения полостей в заготовке за счет вытеснения металла.
Отрубка

Горячая объемная штамповка
Горячая объемная штамповка — это вид обработки металлов давлением,
Горячая объемная штамповка
Горячая объемная штамповка — это вид обработки металлов давлением,
Холодная листовая штамповка
В качестве заготовки при листовой штамповке используют полученные прокаткой
Холодная листовая штамповка
В качестве заготовки при листовой штамповке используют полученные прокаткой

Литейное
производство
Литейное
производство
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей

Изготовление отливок в песчаных формах
Элементы литейной формы
Литейная форма — это система
Изготовление отливок в песчаных формах
Элементы литейной формы
Литейная форма — это система
Модельный комплект
Модельный комплект — это совокупность технологической оснастки и приспособлений, необходимых
Модельный комплект
Модельный комплект — это совокупность технологической оснастки и приспособлений, необходимых
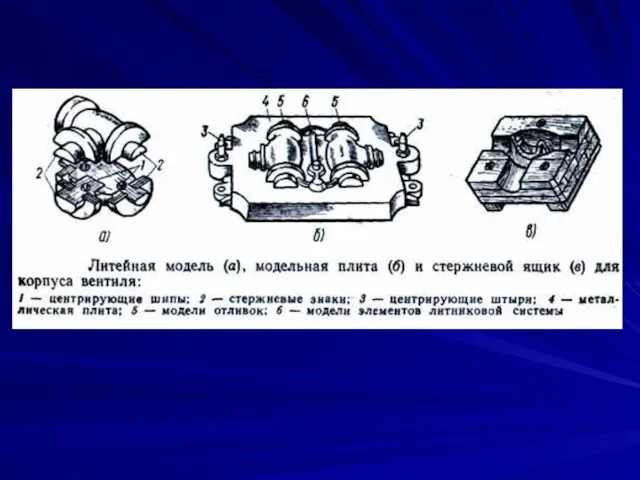
Литейная модель — приспособление, при помощи которого в литейной форме получают
Литейная модель — приспособление, при помощи которого в литейной форме получают
Литниковые системы
Литниковая система — это система каналов, через которые расплавленный металл
Литниковые системы
Литниковая система — это система каналов, через которые расплавленный металл

В зависимости от конфигурации и толщины стенок отливок 5 и состава
В зависимости от конфигурации и толщины стенок отливок 5 и состава

Изготовление литейных форм
Изготовление литейных форм

Литье в оболочковые формы
Литье в оболочковые формы

Литье по выплавляемым моделям
Литье по выплавляемым моделям
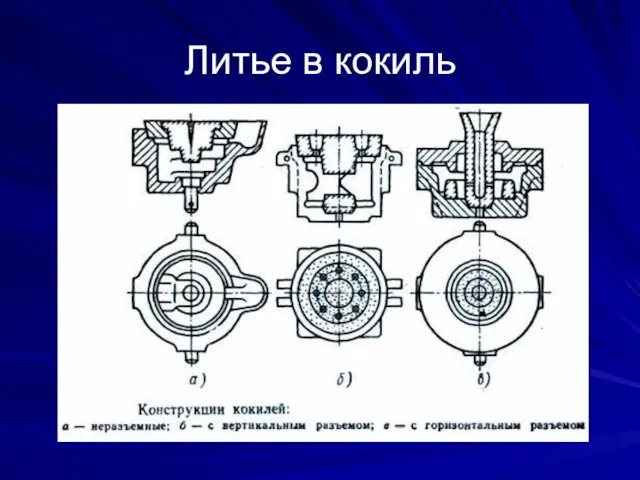
Литье в кокиль
Литье в кокиль
Сварочное производство
Сварочное производство
Сварка — технологический процесс получения неразъемных соединений материалов посредством установления межатомных
Сварка — технологический процесс получения неразъемных соединений материалов посредством установления межатомных

Дуговая сварка
Источником теплоты при дуговой сварке служит электрическая дуга, которая горит
Дуговая сварка
Источником теплоты при дуговой сварке служит электрическая дуга, которая горит

Дуга — мощный стабильный разряд электричества в ионизированной атмосфере газов и
Дуга — мощный стабильный разряд электричества в ионизированной атмосфере газов и
Ручная дуговая сварка
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают
Ручная дуговая сварка
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают

Автоматическая дуговая сварка под слоем флюса
Для автоматической дуговой сварки под флюсом
Автоматическая дуговая сварка под слоем флюса
Для автоматической дуговой сварки под флюсом

Дуговая сварка в защитном газе
При сварке в защитном газе электрод, зона
Дуговая сварка в защитном газе
При сварке в защитном газе электрод, зона

Плазменная сварка
Плазменная струя, применяемая для сварки, представляет собой направленный поток частично
Плазменная сварка
Плазменная струя, применяемая для сварки, представляет собой направленный поток частично
Электрошлаковая сварка
При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся
Электрошлаковая сварка
При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся
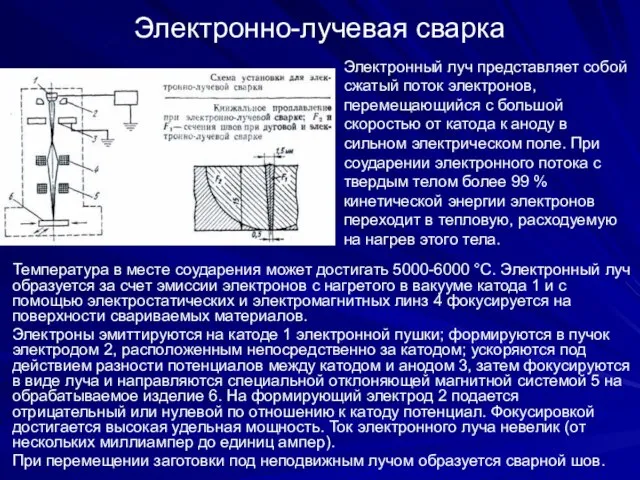
Электронно-лучевая сварка
Электронный луч представляет собой сжатый поток электронов, перемещающийся с большой
Электронно-лучевая сварка
Электронный луч представляет собой сжатый поток электронов, перемещающийся с большой
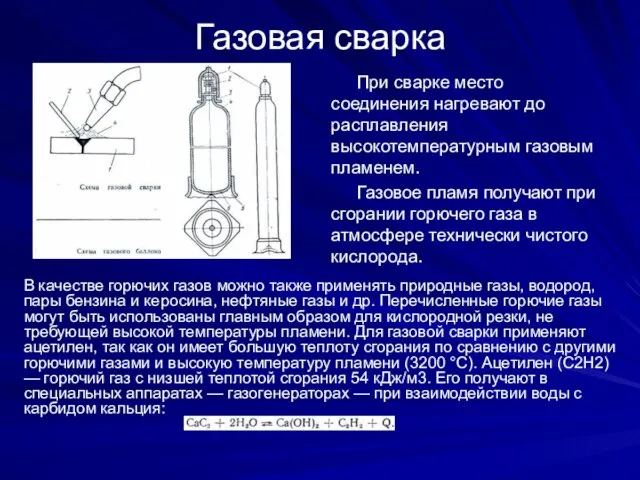
Газовая сварка
При сварке место соединения нагревают до расплавления высокотемпературным газовым пламенем.
Газовая сварка
При сварке место соединения нагревают до расплавления высокотемпературным газовым пламенем.
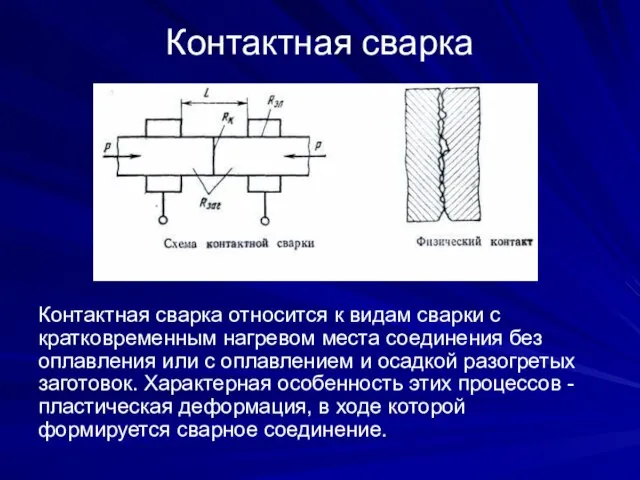
Контактная сварка
Контактная сварка относится к видам сварки с кратковременным нагревом места
Контактная сварка
Контактная сварка относится к видам сварки с кратковременным нагревом места
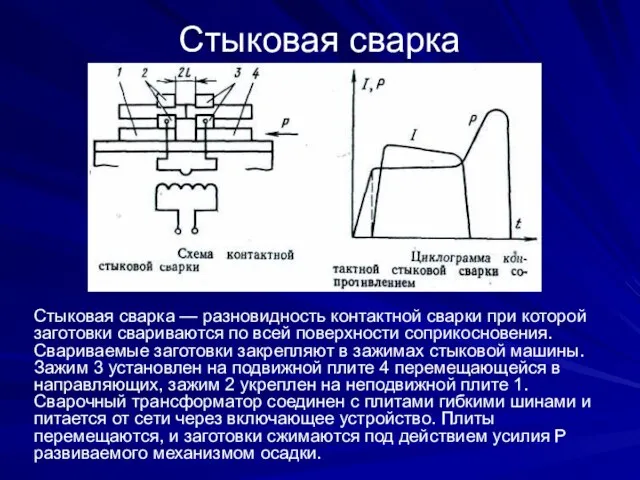
Стыковая сварка
Стыковая сварка — разновидность контактной сварки при которой заготовки свариваются
Стыковая сварка
Стыковая сварка — разновидность контактной сварки при которой заготовки свариваются
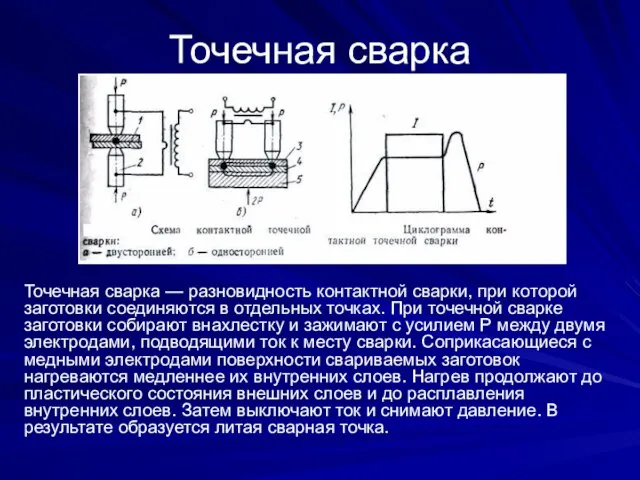
Точечная сварка
Точечная сварка — разновидность контактной сварки, при которой заготовки соединяются
Точечная сварка
Точечная сварка — разновидность контактной сварки, при которой заготовки соединяются

Шовная сварка
Шовная сварка — разновидность контактной сварки, при которой между свариваемыми
Шовная сварка
Шовная сварка — разновидность контактной сварки, при которой между свариваемыми
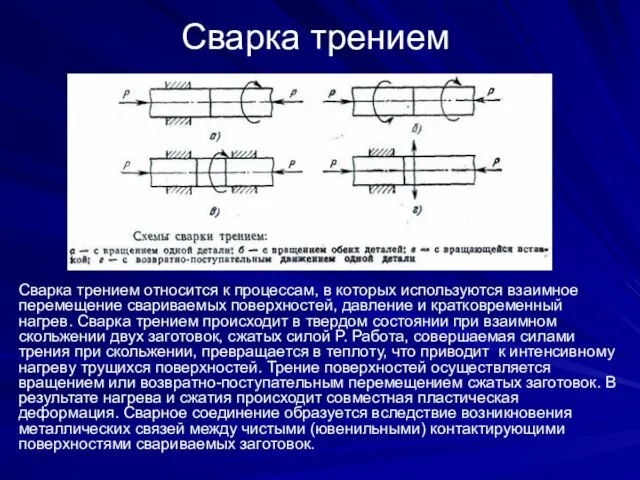
Сварка трением
Сварка трением относится к процессам, в которых используются взаимное перемещение
Сварка трением
Сварка трением относится к процессам, в которых используются взаимное перемещение
Пайка металлов
Пайкой называется образование соединения с межатомными связями в результате нагрева
Пайка металлов
Пайкой называется образование соединения с межатомными связями в результате нагрева
Отличительные особенности пайки от сварки
Пайка производится при температуре ниже температуры
Отличительные особенности пайки от сварки
Пайка производится при температуре ниже температуры
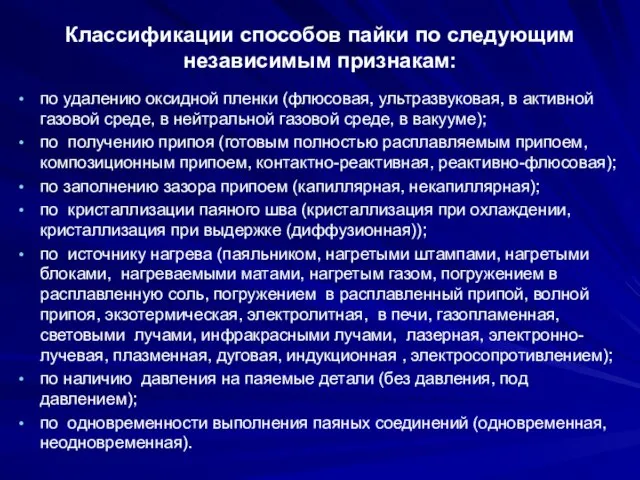
Классификации способов пайки по следующим независимым признакам:
по удалению оксидной пленки (флюсовая,
Классификации способов пайки по следующим независимым признакам:
по удалению оксидной пленки (флюсовая,
ТЕХНОЛОГИЯ ОБРАБОТКИ ЗАГОТОВОК ДЕТАЛЕЙ МАШИН РЕЗАНИЕМ
ТЕХНОЛОГИЯ ОБРАБОТКИ ЗАГОТОВОК ДЕТАЛЕЙ МАШИН РЕЗАНИЕМ
Обработка металлов резанием
Обработка металлов резанием — это процесс срезания режущим инструментом
Обработка металлов резанием
Обработка металлов резанием — это процесс срезания режущим инструментом
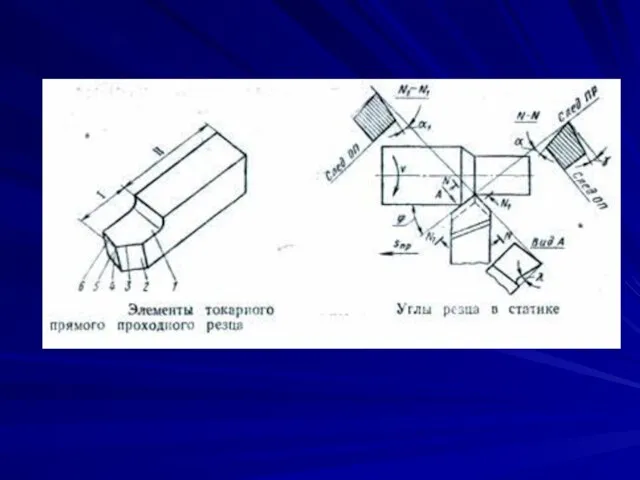
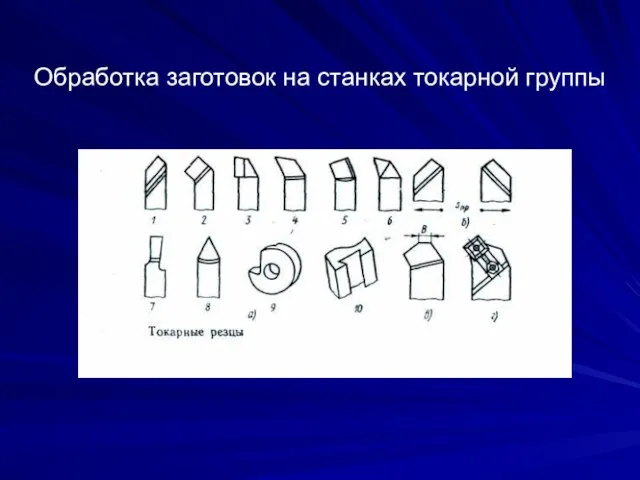
Обработка заготовок на станках токарной группы
Обработка заготовок на станках токарной группы

Обработка заготовок на сверлильных станках
Обработка заготовок на сверлильных станках
 Основные классы неорганических соединений
Основные классы неорганических соединений Обмен липидов-1
Обмен липидов-1 Контроль результатов обучения химии
Контроль результатов обучения химии Химические элементы азот и фосфор
Химические элементы азот и фосфор Стоматологические материалы на основе полимеров
Стоматологические материалы на основе полимеров Характеристика липидов. Углеводы. Моносахариды. Дисахариды. Полисахариды
Характеристика липидов. Углеводы. Моносахариды. Дисахариды. Полисахариды Н2, NaCl, Ca, HCl
Н2, NaCl, Ca, HCl Биохимические и физико-химические процессы при производстве молочных продуктов
Биохимические и физико-химические процессы при производстве молочных продуктов Бытовая химия в нашей жизни
Бытовая химия в нашей жизни Химические знаки и химические формулы Задачи урока: Познакомиться с химическими знаками химических элементов. Рассмотреть стру
Химические знаки и химические формулы Задачи урока: Познакомиться с химическими знаками химических элементов. Рассмотреть стру Маркировки
Маркировки Общая и неорганическая химия
Общая и неорганическая химия Презентация по Химии "Серная кислота" - скачать смотреть бесплатно
Презентация по Химии "Серная кислота" - скачать смотреть бесплатно Решение экспериментальных задач по неорганической химии. Практическая работа
Решение экспериментальных задач по неорганической химии. Практическая работа ХІМІЯ В КОСМЕТИЦІ
ХІМІЯ В КОСМЕТИЦІ  Сильные и слабые электролиты. Равновесие в растворах слабых электролитов. (Лекция 8)
Сильные и слабые электролиты. Равновесие в растворах слабых электролитов. (Лекция 8) Уран. Применение. Ядерное топливо
Уран. Применение. Ядерное топливо Ферменты. Часть II
Ферменты. Часть II Производство серной кислоты контактным способом
Производство серной кислоты контактным способом А.М. Бутлеровтың химиялык кұрылыс теориясы
А.М. Бутлеровтың химиялык кұрылыс теориясы Содержание витамина С (аскорбиновой кислоты) в натуральных и консервированных соках.
Содержание витамина С (аскорбиновой кислоты) в натуральных и консервированных соках. Углекислый газ
Углекислый газ Физические механизмы образования кристаллов
Физические механизмы образования кристаллов Химия. Атомы, молекулы и ионы
Химия. Атомы, молекулы и ионы Смесители. Пропеллерная мешалка
Смесители. Пропеллерная мешалка Загрязнители пищи тяжелые металлы, радиоктивные элементы, ПАУ, пестициды, и нитрозамины
Загрязнители пищи тяжелые металлы, радиоктивные элементы, ПАУ, пестициды, и нитрозамины Решение задач на Углеводороды
Решение задач на Углеводороды Метаболизм углеводов
Метаболизм углеводов