- Установка гидрокрекинга

Содержание
- 2. Технологическая схема. В зависимости от сырья и продуктов, которые необходимо получить, используются одноступенчатые и двухступенчатые процессы,
- 3. Схема установки гидрокрекинга: I – сырье, II – циркулирующий водородсодержащий газ, III – углеводородный газ, IV
- 4. Верхний продукт колонны К-1 разделяется на углеводородный газ в емкости орошения и легкие фракции, которые в
- 5. ТЕРМИЧЕСКИЙ КРЕКИНГ. ВИСБРЕКИНГ Назначение. При работе в режиме термического крекинга – получение дополнительных количеств светлых нефтепродуктов
- 6. Технологическая схема. Схема установки термического крекинга зависит от назначения процесса и от используемого сырья. Для получения
- 7. Схема установки висбрекинга: I – сырье, II – химически очищенная вода, III – конденсат, IV –
- 8. Газ дожимается компрессором ПК-1, смешивается с балансовым количеством бензина (повторное контактирование) и после охлаждения в воздушном
- 9. Технологический режим: Температура, оС Давление, кгс/см2 Печь (П-1): на входе 320 20 на выходе 453 11
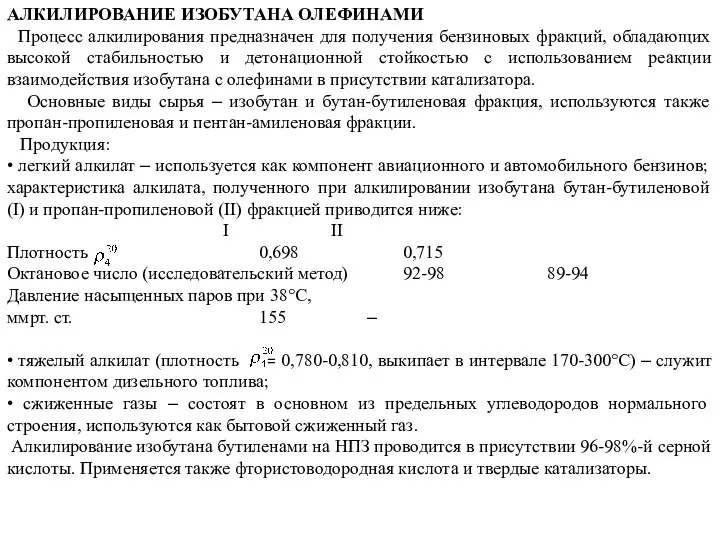
- 10. АЛКИЛИРОВАНИЕ ИЗОБУТАНА ОЛЕФИНАМИ Процесс алкилирования предназначен для получения бензиновых фракций, обладающих высокой стабильностью и детонационной стойкостью
- 11. Технологическая схема установки сернокислотного алкилирования изобутана бутиленами приводится на рисунке. Установка алкилирования состоит из отделений: •
- 12. Схема установки сернокислотного алкилирования: I – сырье, II – свежая серная кислота, III – отработанная серная
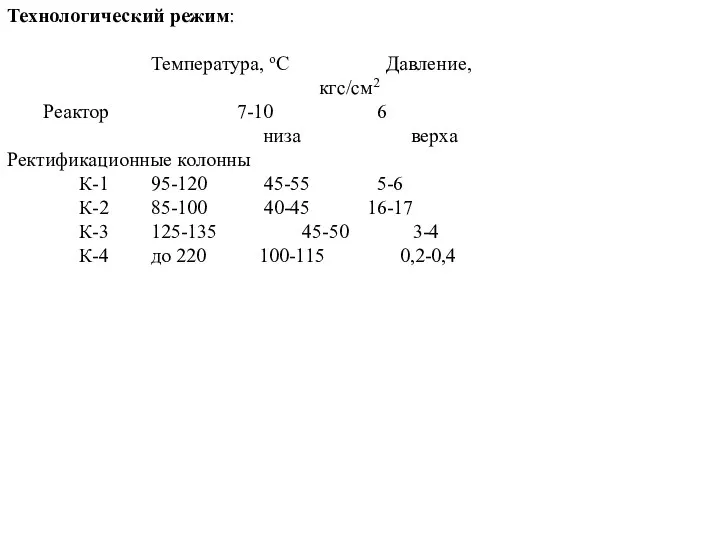
- 13. Технологический режим: Температура, оС Давление, кгс/см2 Реактор 7-10 6 низа верха Ректификационные колонны К-1 95-120 45-55
- 14. Схема процесса алкилирования на твердом катализаторе, получившего фирменное название «Алкилен» (см. рис.) включает реакторный блок и
- 15. Схема установки алкилирования в подвижном слое катализатора на твердом носителе: I – олефиновое сырье, II –
- 16. КАТАЛИТИЧЕСКИЙ КРЕКИНГ Каталитический крекинг предназначен для получения дополнительных количеств светлых нефтепродуктов – высокооктанового бензина и дизельного
- 17. Эксплуатируются установки каталитического крекинга с реактором и регенератором непрерывного действия двух типов: • с плотным слоем
- 18. Схема установки каталитического крекинга: I – сырье, II – катализатор, III – бензин, IV – жирный
- 19. Отработанный катализатор из нижней части кипящего слоя переходит в отпарную зону, расположенную под распределительной решеткой; сюда
- 21. Скачать презентацию
Технологическая схема. В зависимости от сырья и продуктов, которые необходимо получить,
Технологическая схема. В зависимости от сырья и продуктов, которые необходимо получить,
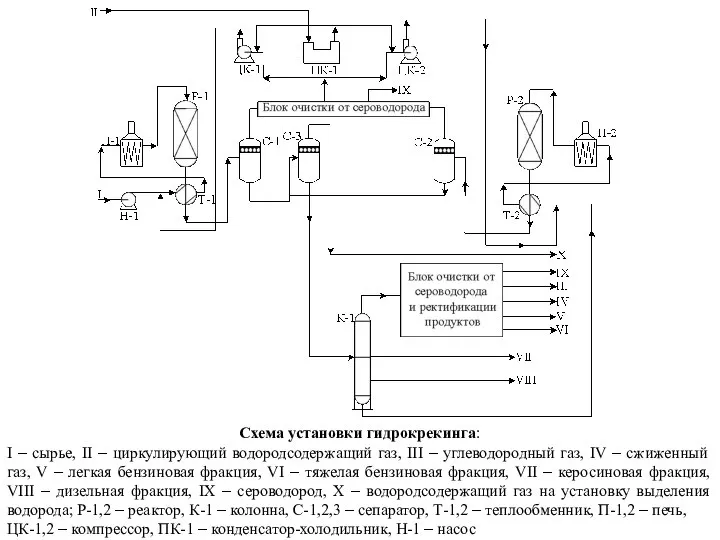
Схема установки гидрокрекинга:
I – сырье, II – циркулирующий водородсодержащий газ, III
Схема установки гидрокрекинга:
I – сырье, II – циркулирующий водородсодержащий газ, III
Верхний продукт колонны К-1 разделяется на углеводородный газ в емкости орошения
Верхний продукт колонны К-1 разделяется на углеводородный газ в емкости орошения
ТЕРМИЧЕСКИЙ КРЕКИНГ. ВИСБРЕКИНГ
Назначение. При работе в режиме термического крекинга – получение
ТЕРМИЧЕСКИЙ КРЕКИНГ. ВИСБРЕКИНГ
Назначение. При работе в режиме термического крекинга – получение
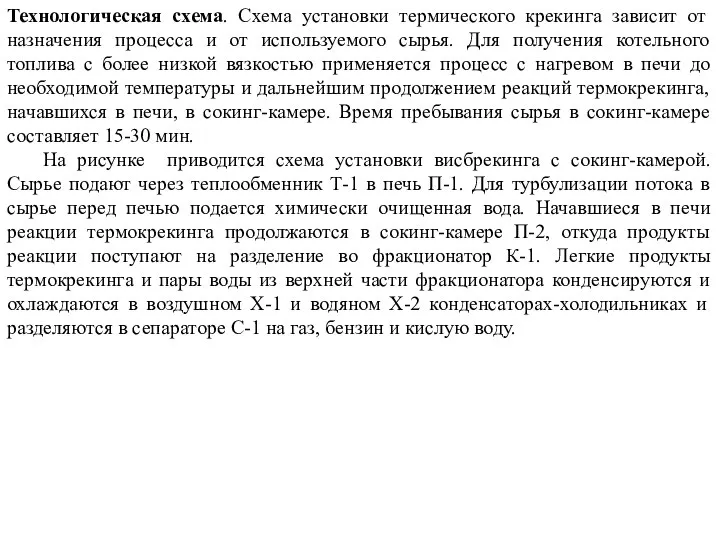
Технологическая схема. Схема установки термического крекинга зависит от назначения процесса и
Технологическая схема. Схема установки термического крекинга зависит от назначения процесса и
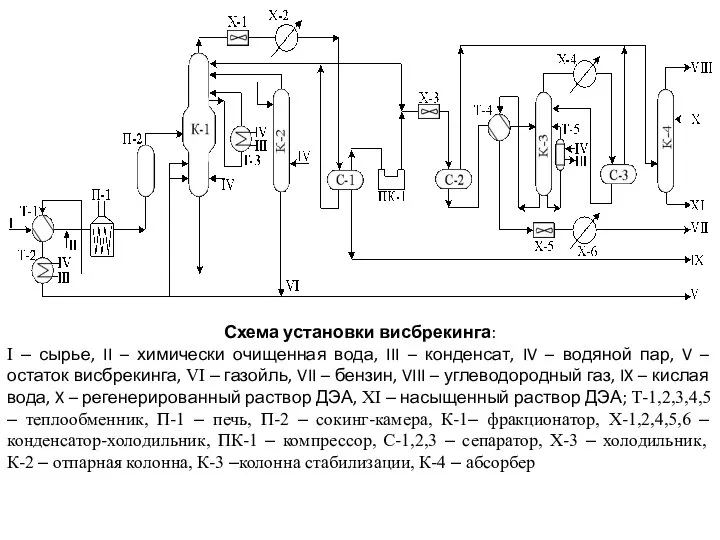
Схема установки висбрекинга:
I – сырье, II – химически очищенная вода, III
Схема установки висбрекинга:
I – сырье, II – химически очищенная вода, III
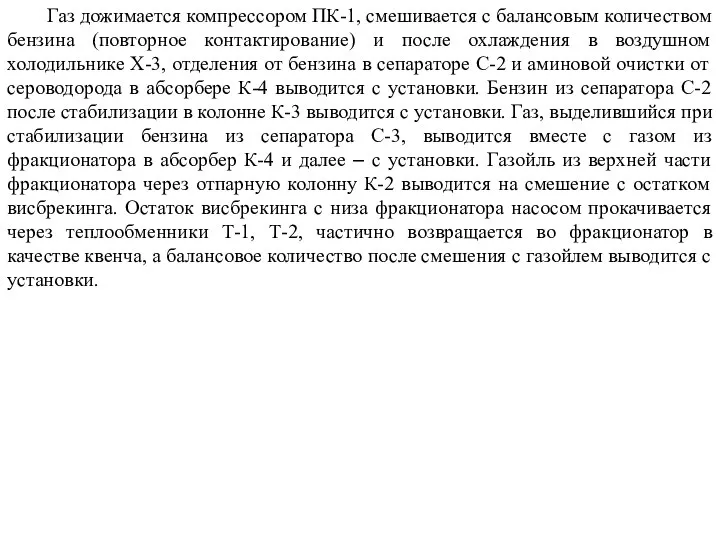
Газ дожимается компрессором ПК-1, смешивается с балансовым количеством бензина (повторное
Газ дожимается компрессором ПК-1, смешивается с балансовым количеством бензина (повторное
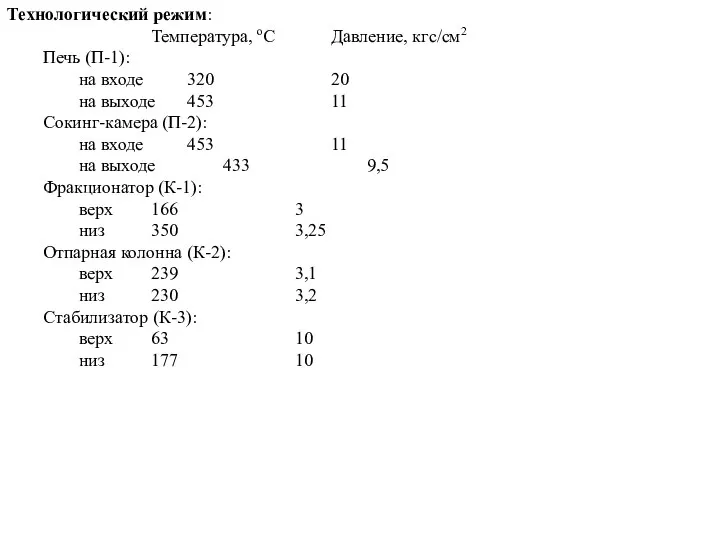
Технологический режим:
Температура, оС Давление, кгс/см2
Печь (П-1):
на входе 320 20
на выходе 453 11
Сокинг-камера (П-2):
на входе 453 11
на выходе 433 9,5
Фракционатор
Технологический режим:
Температура, оС Давление, кгс/см2
Печь (П-1):
на входе 320 20
на выходе 453 11
Сокинг-камера (П-2):
на входе 453 11
на выходе 433 9,5
Фракционатор
АЛКИЛИРОВАНИЕ ИЗОБУТАНА ОЛЕФИНАМИ
Процесс алкилирования предназначен для получения бензиновых фракций, обладающих
АЛКИЛИРОВАНИЕ ИЗОБУТАНА ОЛЕФИНАМИ
Процесс алкилирования предназначен для получения бензиновых фракций, обладающих
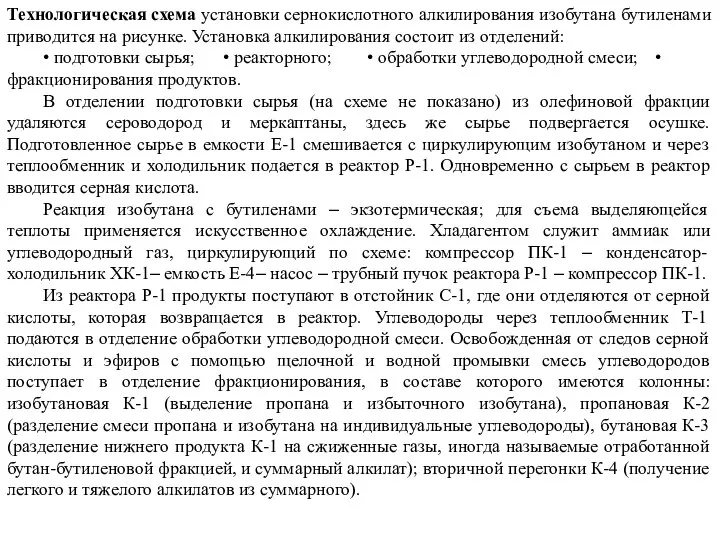
Технологическая схема установки сернокислотного алкилирования изобутана бутиленами приводится на рисунке. Установка
Технологическая схема установки сернокислотного алкилирования изобутана бутиленами приводится на рисунке. Установка
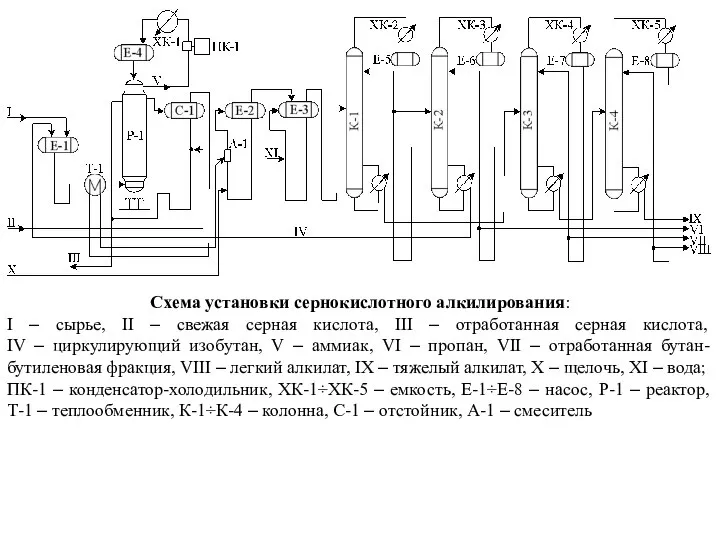
Схема установки сернокислотного алкилирования:
I – сырье, II – свежая серная кислота,
Схема установки сернокислотного алкилирования:
I – сырье, II – свежая серная кислота,
Технологический режим:
Температура, оС Давление,
кгс/см2
Реактор 7-10 6
низа верха
Ректификационные колонны
К-1 95-120 45-55
Технологический режим:
Температура, оС Давление,
кгс/см2
Реактор 7-10 6
низа верха
Ректификационные колонны
К-1 95-120 45-55
Схема процесса алкилирования на твердом катализаторе, получившего фирменное название «Алкилен»
Схема процесса алкилирования на твердом катализаторе, получившего фирменное название «Алкилен»
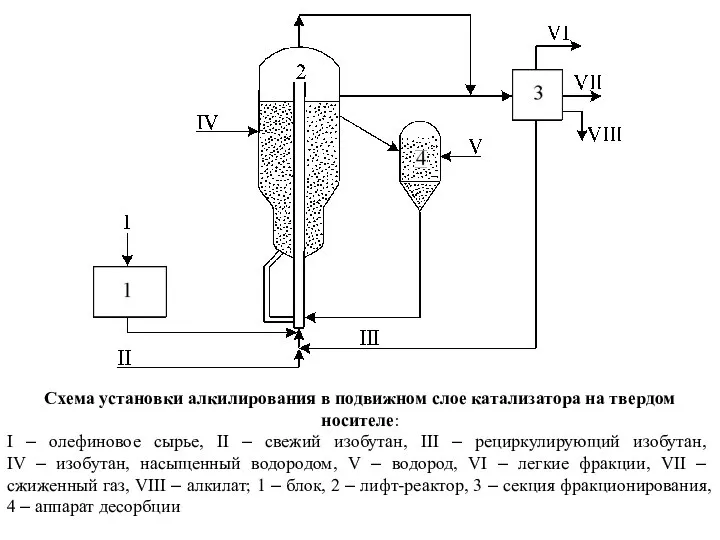
Схема установки алкилирования в подвижном слое катализатора на твердом носителе:
I –
Схема установки алкилирования в подвижном слое катализатора на твердом носителе:
I –
КАТАЛИТИЧЕСКИЙ КРЕКИНГ
Каталитический крекинг предназначен для получения дополнительных количеств светлых нефтепродуктов –
КАТАЛИТИЧЕСКИЙ КРЕКИНГ
Каталитический крекинг предназначен для получения дополнительных количеств светлых нефтепродуктов –
Эксплуатируются установки каталитического крекинга с реактором и регенератором непрерывного действия
Эксплуатируются установки каталитического крекинга с реактором и регенератором непрерывного действия
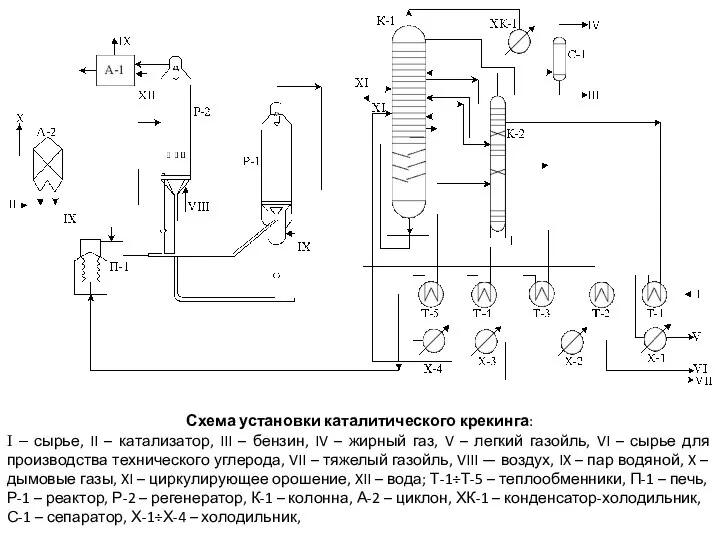
Схема установки каталитического крекинга:
I – сырье, II – катализатор, III –
Схема установки каталитического крекинга:
I – сырье, II – катализатор, III –
Отработанный катализатор из нижней части кипящего слоя переходит в отпарную
Отработанный катализатор из нижней части кипящего слоя переходит в отпарную
 Гидроксилпроизводные углеводородов
Гидроксилпроизводные углеводородов Хімія у створенні нових матеріалів та побуті
Хімія у створенні нових матеріалів та побуті  Важнейшие классы неорганических соединений
Важнейшие классы неорганических соединений Симметрия, структура и свойства твердых тел – кристаллография и кристаллофизика
Симметрия, структура и свойства твердых тел – кристаллография и кристаллофизика Значення хімії у житті людини
Значення хімії у житті людини Угольная кислота и ее производные. Сульфокислоты. (Лекция 12)
Угольная кислота и ее производные. Сульфокислоты. (Лекция 12) Обнаружение липидов с помощью качественной реакции
Обнаружение липидов с помощью качественной реакции Фармакология и токсикология этилового спирта
Фармакология и токсикология этилового спирта Химическое равновесие
Химическое равновесие Материаловедение и технологии конструкционных материалов
Материаловедение и технологии конструкционных материалов Презентация по Химии "Природные источники углеводородов" - скачать смотреть
Презентация по Химии "Природные источники углеводородов" - скачать смотреть  Презентация по Химии "Биополимеры" - скачать смотреть бесплатно
Презентация по Химии "Биополимеры" - скачать смотреть бесплатно Роль Химии в жизни общества
Роль Химии в жизни общества Сульфаттар және эфирсульфаттар
Сульфаттар және эфирсульфаттар Изомерия и номенклатура спиртов. Физические и химические свойства спиртов
Изомерия и номенклатура спиртов. Физические и химические свойства спиртов Минералы
Минералы Алмазы Индии Мультимедийный интегрированный проект
Алмазы Индии Мультимедийный интегрированный проект  Виконала Гаєвська Зоряна Учениця 10 класу
Виконала Гаєвська Зоряна Учениця 10 класу  Физикалық химия бағыты бойынша жеке бағдарланған индивидуалды ғылыми жұмыс
Физикалық химия бағыты бойынша жеке бағдарланған индивидуалды ғылыми жұмыс Пневмовакуум-формование
Пневмовакуум-формование Химия и биохимия игристых вин
Химия и биохимия игристых вин Карбоновые кислоты
Карбоновые кислоты Defect in solid
Defect in solid Обмен углеводов
Обмен углеводов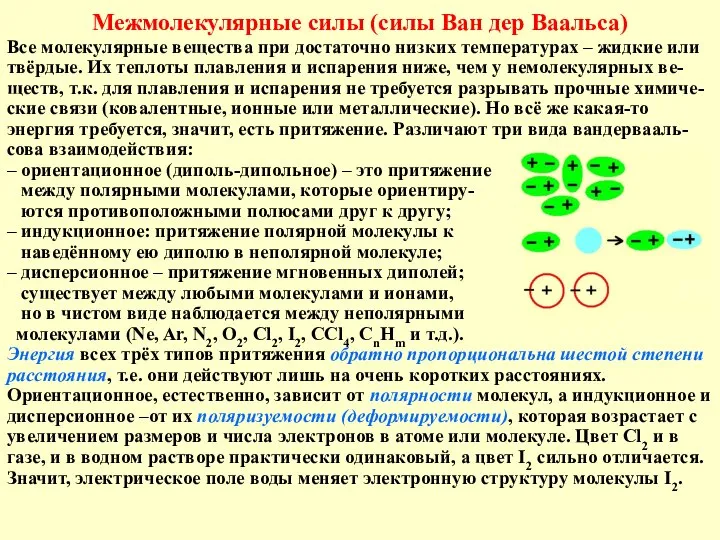 Межмолекулярные силы (силы Ван дер Ваальса)
Межмолекулярные силы (силы Ван дер Ваальса)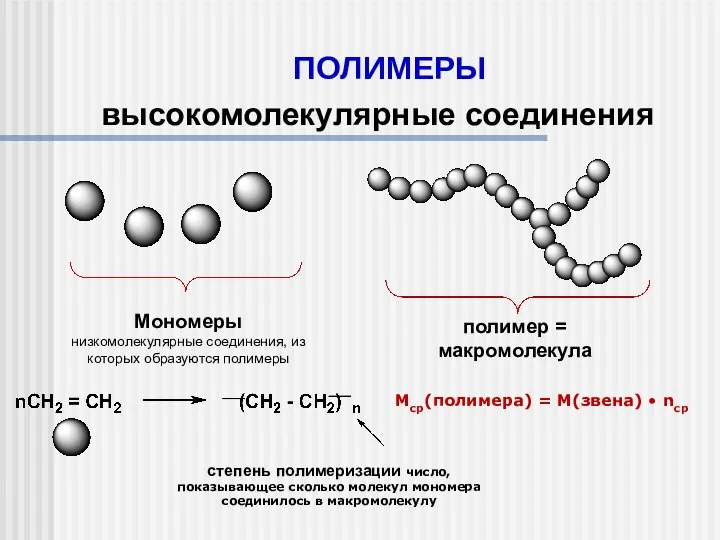 Полимеры. Высокомолекулярные соединения
Полимеры. Высокомолекулярные соединения Принципы создания полимерных конструкционных нанокомпозитов
Принципы создания полимерных конструкционных нанокомпозитов Введение в химию биологически активных веществ. (Тема 1)
Введение в химию биологически активных веществ. (Тема 1)