- Моделирование методом наплавления

Содержание
- 2. МЕСТО В КЛАССИФИКАЦИИ
- 3. ПОРЯДОК ВЫПОЛНЕНИЯ Загрузка материала; Перевод его в жидкое состояние; Приложение давления; Экструзия через сопло; Нанесение вдоль
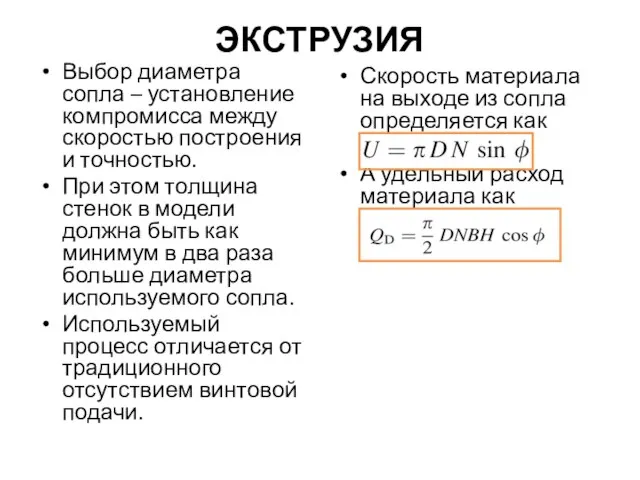
- 4. ЭКСТРУЗИЯ Выбор диаметра сопла – установление компромисса между скоростью построения и точностью. При этом толщина стенок
- 5. МОДЕЛИРОВАНИЕ ПРОЦЕССА Где D – диаметр сопла; N – скорость винта; φ – угол винта; Н
- 6. УПРАВЛЕНИЕ ПОЗИЦИОНИРОВАНИЕМ Масса питающей головки приводит к замедлениям при каждом изменении направления движения; Для обеспечения геометрической
- 7. ПОДДЕРЖИВАЮЩИЕ СТРУКТУРЫ Могут быть выполнены из материала детали или вторичного материала. Поддержки из материала детали позволяют
- 8. НАПЛАВЛЕНИЕ ABS-ПЛАСТИКА Акрилонитрилбутадиенстирол, (C8H8)x·(C4H6)y·(C3H3N)z Загружается в установку в катушках, после чего нагревается, проходя через сопло, и
- 9. МОДЕЛИРОВАНИЕ МЕТОДОМ НАПЛАВЛЕНИЯ
- 10. ОГРАНИЧЕНИЯ МЕТОДА Невозможно создание острых углов в модели (ограничено радиусом сопла); Скорость построения ограничивается скоростью течения
- 11. СОВРЕМЕННЫЕ БЫТОВЫЕ 3D ПРИНТЕРЫ Появились в связи с низкой стоимостью материалов и комплектующих; Могут поставляться в
- 12. КОНТУРНОЕ СТРОИТЕЛЬСТВО Позволяет в автоматизированном режиме возводить несущие и ограничивающие конструкции. В качестве материала – специальный
- 13. ПОСТРОЕНИЕ КРУПНОГАБАРИТНЫХ ОБЪЕКТОВ
- 14. ЛУЧЕВОЕ НАПЫЛЕНИЕ Основано на подаче порошка или проволоки в заданную точку и локальном расплавлении подложки. Материал
- 15. ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЦЕССА Подсистема осаждения включает сопло подачи порошка, оптическую систему, трубку с инертным газом и датчики.
- 16. СИСТЕМЫ ПОДАЧИ МАТЕРИАЛА Порошковая При распылении порошка он оказывается частично не связанным и может быть использован
- 17. НАПЛАВЛЕНИЕ Ti-ПОРОШКА
- 18. МАТЕРИАЛЫ И МИКРОСТРУКТУРА Чаще всего для напыления используются металлы с хорошей свариваемостью. Добавление в зону плавления
- 19. ПАРАМЕТРЫ ПРОЦЕССА Значения параметров доступны для корректирования пользователем в зависимости от материалов и задач. Параметры относятся
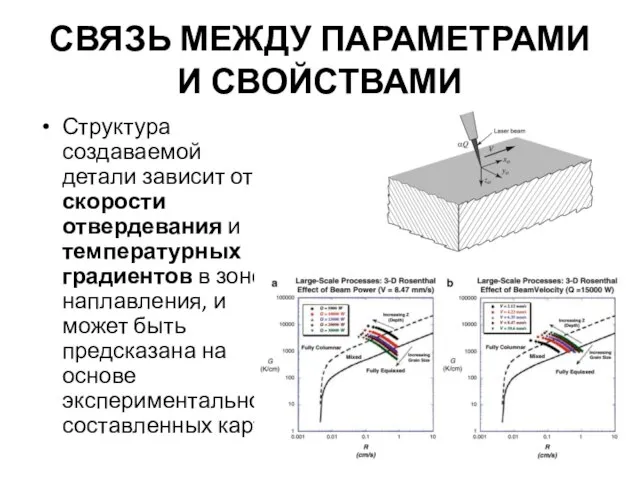
- 20. СВЯЗЬ МЕЖДУ ПАРАМЕТРАМИ И СВОЙСТВАМИ Структура создаваемой детали зависит от скорости отвердевания и температурных градиентов в
- 21. ВОЗМОЖНОСТИ И ОГРАНИЧЕНИЯ Высокая плотность и широкие возможности управления структурой; Низкое разрешение (от 0,25 мм) и
- 22. АДДИТИВНО-СУБСТРАКТИВНЫЕ ПРОЦЕССЫ
- 23. МНОГООСЕВОЕ УПРАВЛЕНИЕ В отличие от традиционного подхода с плоскими слоями позволяют реализовать плавные криволинейные формы. Представители:
- 24. МНОГООСЕВОЕ УПРАВЛЕНИЕ
- 25. ВЫДАВЛИВАНИЕ МАТЕРИАЛА Предусматривает осаждение жидкого или расплавленного материала через сопло. Может включать систему предварительного сканирования подложки
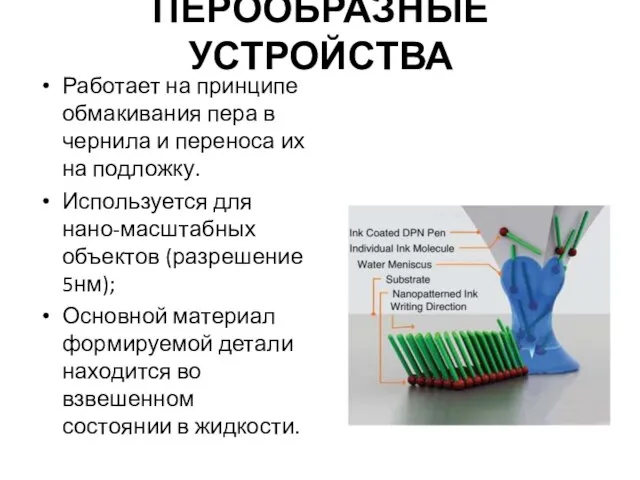
- 26. ПЕРООБРАЗНЫЕ УСТРОЙСТВА Работает на принципе обмакивания пера в чернила и переноса их на подложку. Используется для
- 27. АЭРОЗОЛЬНОЕ НАПЫЛЕНИЕ И СПРЕИ Процесс последовательного перевода жидкости во взвешенное состояние и ее осаждения в потоке
- 28. ХИМИЧЕСКОЕ ОСАЖДЕНИЕ ИЗ ГАЗОВОЙ СРЕДЫ Изначально использовалась для нанесения покрытий; Газы различных составов могут подаваться последовательно
- 30. Скачать презентацию
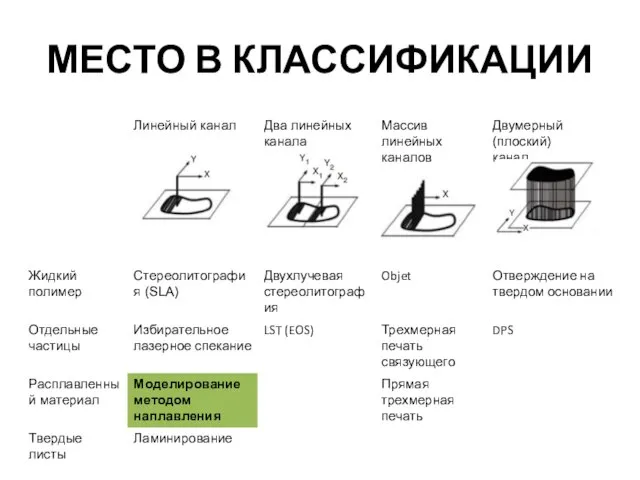
МЕСТО В КЛАССИФИКАЦИИ
МЕСТО В КЛАССИФИКАЦИИ

ПОРЯДОК ВЫПОЛНЕНИЯ
Загрузка материала;
Перевод его в жидкое состояние;
Приложение давления;
Экструзия через сопло;
Нанесение вдоль
ПОРЯДОК ВЫПОЛНЕНИЯ
Загрузка материала;
Перевод его в жидкое состояние;
Приложение давления;
Экструзия через сопло;
Нанесение вдоль
ЭКСТРУЗИЯ
Выбор диаметра сопла – установление компромисса между скоростью построения и точностью.
При
ЭКСТРУЗИЯ
Выбор диаметра сопла – установление компромисса между скоростью построения и точностью.
При
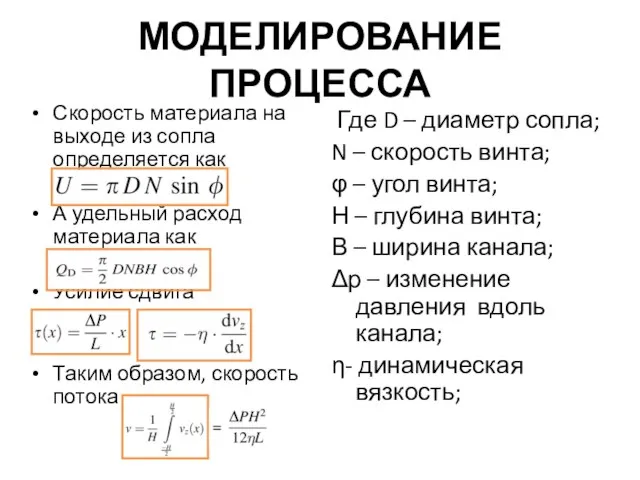
МОДЕЛИРОВАНИЕ ПРОЦЕССА
Где D – диаметр сопла;
N – скорость винта;
φ –
МОДЕЛИРОВАНИЕ ПРОЦЕССА
Где D – диаметр сопла;
N – скорость винта;
φ –

УПРАВЛЕНИЕ ПОЗИЦИОНИРОВАНИЕМ
Масса питающей головки приводит к замедлениям при каждом изменении направления
УПРАВЛЕНИЕ ПОЗИЦИОНИРОВАНИЕМ
Масса питающей головки приводит к замедлениям при каждом изменении направления
ПОДДЕРЖИВАЮЩИЕ СТРУКТУРЫ
Могут быть выполнены из материала детали или вторичного материала.
Поддержки из
ПОДДЕРЖИВАЮЩИЕ СТРУКТУРЫ
Могут быть выполнены из материала детали или вторичного материала.
Поддержки из

НАПЛАВЛЕНИЕ ABS-ПЛАСТИКА
Акрилонитрилбутадиенстирол,
(C8H8)x·(C4H6)y·(C3H3N)z
Загружается в установку в катушках, после чего нагревается, проходя
НАПЛАВЛЕНИЕ ABS-ПЛАСТИКА
Акрилонитрилбутадиенстирол,
(C8H8)x·(C4H6)y·(C3H3N)z
Загружается в установку в катушках, после чего нагревается, проходя
МОДЕЛИРОВАНИЕ МЕТОДОМ НАПЛАВЛЕНИЯ
МОДЕЛИРОВАНИЕ МЕТОДОМ НАПЛАВЛЕНИЯ
ОГРАНИЧЕНИЯ МЕТОДА
Невозможно создание острых углов в модели (ограничено радиусом сопла);
Скорость построения
ОГРАНИЧЕНИЯ МЕТОДА
Невозможно создание острых углов в модели (ограничено радиусом сопла);
Скорость построения
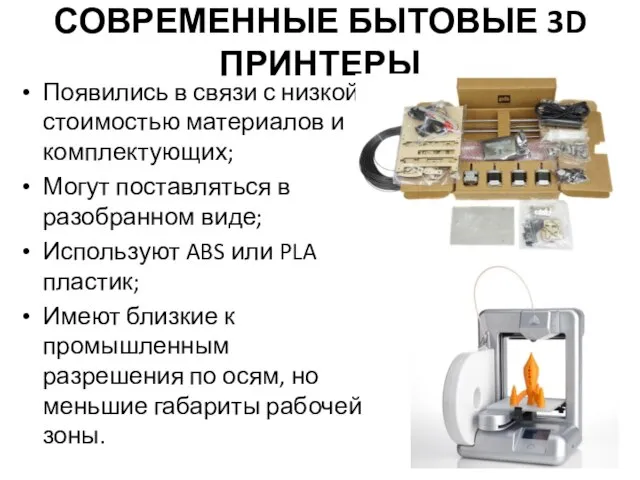
СОВРЕМЕННЫЕ БЫТОВЫЕ 3D ПРИНТЕРЫ
Появились в связи с низкой стоимостью материалов и
СОВРЕМЕННЫЕ БЫТОВЫЕ 3D ПРИНТЕРЫ
Появились в связи с низкой стоимостью материалов и

КОНТУРНОЕ СТРОИТЕЛЬСТВО
Позволяет в автоматизированном режиме возводить несущие и ограничивающие конструкции.
В качестве
КОНТУРНОЕ СТРОИТЕЛЬСТВО
Позволяет в автоматизированном режиме возводить несущие и ограничивающие конструкции.
В качестве
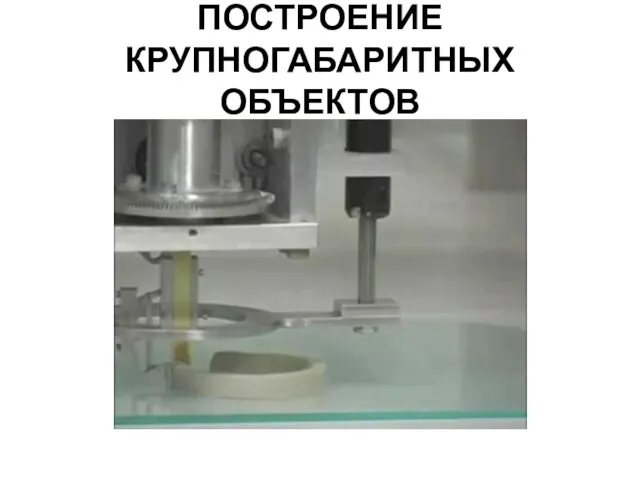
ПОСТРОЕНИЕ КРУПНОГАБАРИТНЫХ ОБЪЕКТОВ
ПОСТРОЕНИЕ КРУПНОГАБАРИТНЫХ ОБЪЕКТОВ
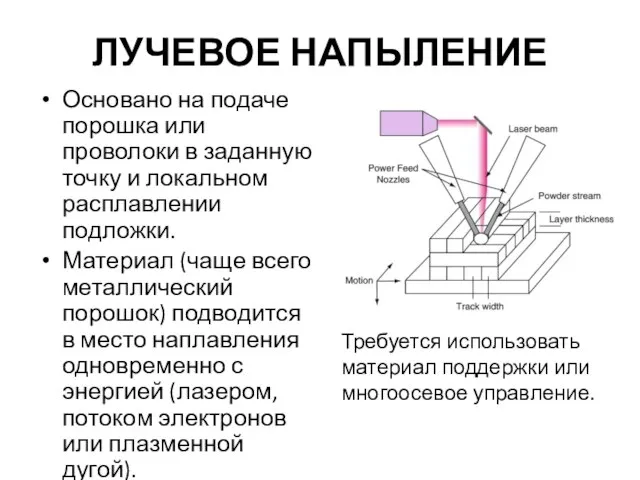
ЛУЧЕВОЕ НАПЫЛЕНИЕ
Основано на подаче порошка или проволоки в заданную точку и
ЛУЧЕВОЕ НАПЫЛЕНИЕ
Основано на подаче порошка или проволоки в заданную точку и
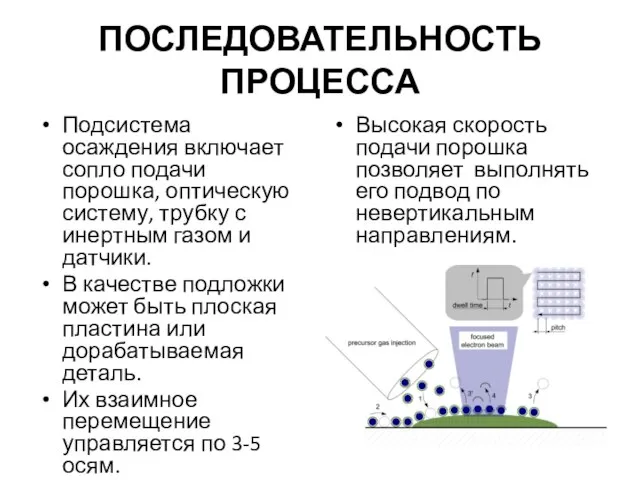
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЦЕССА
Подсистема осаждения включает сопло подачи порошка, оптическую систему, трубку с
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЦЕССА
Подсистема осаждения включает сопло подачи порошка, оптическую систему, трубку с
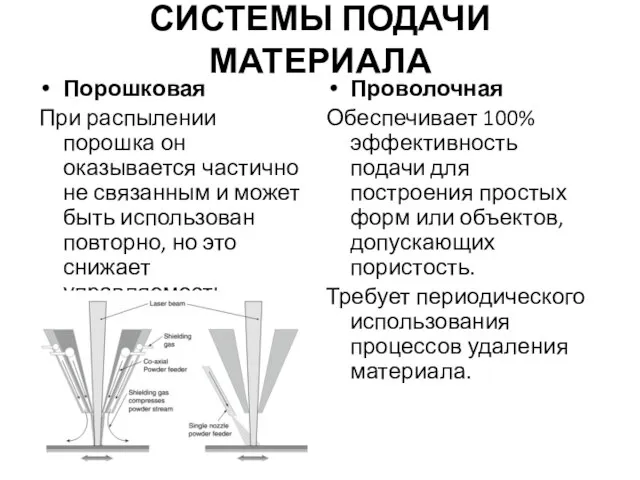
СИСТЕМЫ ПОДАЧИ МАТЕРИАЛА
Порошковая
При распылении порошка он оказывается частично не связанным и
СИСТЕМЫ ПОДАЧИ МАТЕРИАЛА
Порошковая
При распылении порошка он оказывается частично не связанным и
НАПЛАВЛЕНИЕ Ti-ПОРОШКА
НАПЛАВЛЕНИЕ Ti-ПОРОШКА
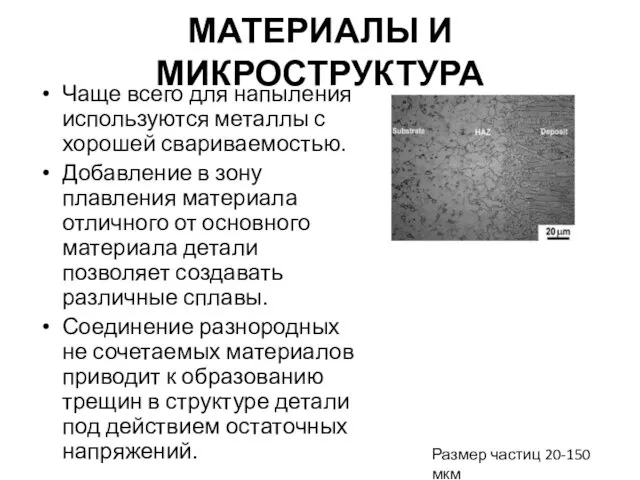
МАТЕРИАЛЫ И МИКРОСТРУКТУРА
Чаще всего для напыления используются металлы с хорошей свариваемостью.
Добавление
МАТЕРИАЛЫ И МИКРОСТРУКТУРА
Чаще всего для напыления используются металлы с хорошей свариваемостью.
Добавление
ПАРАМЕТРЫ ПРОЦЕССА
Значения параметров доступны для корректирования пользователем в зависимости от материалов
ПАРАМЕТРЫ ПРОЦЕССА
Значения параметров доступны для корректирования пользователем в зависимости от материалов
СВЯЗЬ МЕЖДУ ПАРАМЕТРАМИ И СВОЙСТВАМИ
Структура создаваемой детали зависит от скорости отвердевания
СВЯЗЬ МЕЖДУ ПАРАМЕТРАМИ И СВОЙСТВАМИ
Структура создаваемой детали зависит от скорости отвердевания
ВОЗМОЖНОСТИ И ОГРАНИЧЕНИЯ
Высокая плотность и широкие возможности управления структурой;
Низкое разрешение (от
ВОЗМОЖНОСТИ И ОГРАНИЧЕНИЯ
Высокая плотность и широкие возможности управления структурой;
Низкое разрешение (от
АДДИТИВНО-СУБСТРАКТИВНЫЕ ПРОЦЕССЫ
АДДИТИВНО-СУБСТРАКТИВНЫЕ ПРОЦЕССЫ
МНОГООСЕВОЕ УПРАВЛЕНИЕ
В отличие от традиционного подхода с плоскими слоями позволяют реализовать
МНОГООСЕВОЕ УПРАВЛЕНИЕ
В отличие от традиционного подхода с плоскими слоями позволяют реализовать
МНОГООСЕВОЕ УПРАВЛЕНИЕ
МНОГООСЕВОЕ УПРАВЛЕНИЕ

ВЫДАВЛИВАНИЕ МАТЕРИАЛА
Предусматривает осаждение жидкого или расплавленного материала через сопло.
Может включать систему
ВЫДАВЛИВАНИЕ МАТЕРИАЛА
Предусматривает осаждение жидкого или расплавленного материала через сопло.
Может включать систему
ПЕРООБРАЗНЫЕ УСТРОЙСТВА
Работает на принципе обмакивания пера в чернила и переноса их
ПЕРООБРАЗНЫЕ УСТРОЙСТВА
Работает на принципе обмакивания пера в чернила и переноса их

АЭРОЗОЛЬНОЕ НАПЫЛЕНИЕ И СПРЕИ
Процесс последовательного перевода жидкости во взвешенное состояние и
АЭРОЗОЛЬНОЕ НАПЫЛЕНИЕ И СПРЕИ
Процесс последовательного перевода жидкости во взвешенное состояние и

ХИМИЧЕСКОЕ ОСАЖДЕНИЕ ИЗ ГАЗОВОЙ СРЕДЫ
Изначально использовалась для нанесения покрытий;
Газы различных составов
ХИМИЧЕСКОЕ ОСАЖДЕНИЕ ИЗ ГАЗОВОЙ СРЕДЫ
Изначально использовалась для нанесения покрытий;
Газы различных составов
 Сети и системы телекоммуникаций. Протокол IPv6
Сети и системы телекоммуникаций. Протокол IPv6 Понятие информации. Виды информации. Информационные процессы
Понятие информации. Виды информации. Информационные процессы Разработка системы мониторинга общественной безопасности. Блок администратора и ввода значений
Разработка системы мониторинга общественной безопасности. Блок администратора и ввода значений 30 ноября – международный день защиты информации
30 ноября – международный день защиты информации Как войти в курс Classroom на Google Диск
Как войти в курс Classroom на Google Диск Аттестационная работа. Творческие проекты в среде программирования скретч, для 5-6 класса
Аттестационная работа. Творческие проекты в среде программирования скретч, для 5-6 класса Презентация на тему Поколение ЭВМ
Презентация на тему Поколение ЭВМ Реферат «Информационные ресурсы Интернета» Выполнил: ученик 9а класса МОУ СОШ с УИОП пгт Ленинское Минин Игорь Учитель Е.И. Л
Реферат «Информационные ресурсы Интернета» Выполнил: ученик 9а класса МОУ СОШ с УИОП пгт Ленинское Минин Игорь Учитель Е.И. Л Презентация "Анимация в PowerPoint (обзор)" - скачать презентации по Информатике
Презентация "Анимация в PowerPoint (обзор)" - скачать презентации по Информатике Wi Fi. Организация и принцип работы
Wi Fi. Организация и принцип работы Сетевые информационные системы
Сетевые информационные системы Конструктор формул, работа с графикой
Конструктор формул, работа с графикой Wykorzystanie platformy ePUAP w wymianie informacji między jednostkami
Wykorzystanie platformy ePUAP w wymianie informacji między jednostkami Первые программы. Создание проекта
Первые программы. Создание проекта Типы компьютеров Процессор Внутренняя память и её характеристика Кэш-память Дисководы и контроллеры Порты системного блок
Типы компьютеров Процессор Внутренняя память и её характеристика Кэш-память Дисководы и контроллеры Порты системного блок Реализация требований ФГОС по информатике средствами УМК издательства Просвещение. (Часть 2)
Реализация требований ФГОС по информатике средствами УМК издательства Просвещение. (Часть 2) Основные этапы разработки и исследования моделей на компьютере
Основные этапы разработки и исследования моделей на компьютере PostScript – язык описания страниц
PostScript – язык описания страниц Управление реальной и виртуальной памятью. Основные понятия. Схема динамического преобразования адресов. (Лекция 12)
Управление реальной и виртуальной памятью. Основные понятия. Схема динамического преобразования адресов. (Лекция 12) Python Урок 3. Функции
Python Урок 3. Функции Программная система автоматизации контроля исполнения государственных заказов в УФСИН России по Оренбургской области
Программная система автоматизации контроля исполнения государственных заказов в УФСИН России по Оренбургской области Презентация "Проблемы безопасности детей и подростков в сети Интернет" - скачать презентации по Информатике
Презентация "Проблемы безопасности детей и подростков в сети Интернет" - скачать презентации по Информатике Информационные процессы
Информационные процессы Практика. Приветствие
Практика. Приветствие Об информационной открытости
Об информационной открытости Базы данных СУБД Access
Базы данных СУБД Access Многопоточное программирование
Многопоточное программирование Алгоритмы
Алгоритмы