- Простые статистические методы контроля качества

Содержание
- 2. Контрольный листок контрольные листки предназначены для сбора данных о качестве. В них заносится информация о контролируемом
- 3. Контрольный листок (для регистрации распределения контролируемого параметра)
- 4. контрольный листок (для регистрации видов дефектов)
- 5. контрольный листок для анализа стабильности технологического процесса
- 6. Варианты регистрации данных в контрольном листке
- 7. Гистограмма качества Гистограмма предназначена для графического изображения непрерывных (интервальных) вариационных рядов распределения. Каждый интервальный ряд так
- 8. Для определения количества вариантов (групп) в интервальном ряду используется специальная формула Стерджесса.
- 9. При равных интервалах, ширина интервала определяется по формуле:
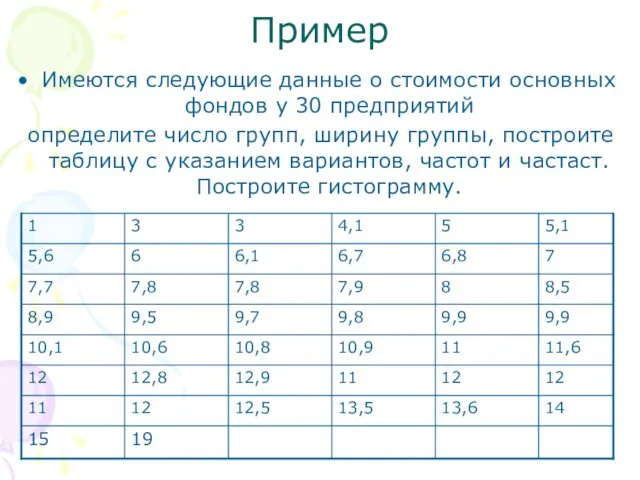
- 10. Пример Имеются следующие данные о стоимости основных фондов у 30 предприятий определите число групп, ширину группы,
- 11. Число групп п = 1+ 3,321 Log 44 п = 6 Ширина интервала h = (19
- 12. Постройка таблицы
- 13. Диаграмма «причины – результат» диаграмма предложена Каору Исикавой. Она называется так же диаграмма рыбий скелет, дерево
- 14. Построение диаграммы «причины – результат» включает следующие этапы: выбор результативного показателя, характеризующего качество изделия (или процесса);
- 15. Для определения факторных показателей (причин брака) на практике применяется метод «мозговой штурм»
- 16. При использовании «мозгового штурма» необходимо соблюдать следующие правила: группа экспертов формируется как из профессионалов, так и
- 17. Структура диаграммы причин и результатов Показатель качества «Большая кость» «Средняя кость» «Мелкая кость» Результат Факторные показатели
- 18. Пример: Диаграммы «причины – результат» Человек Станок Технология Материал Разрыв Квалификация Здоровье Оснастка Состояние Контроль Оснастка
- 19. Диаграмма Парето Известно, что изменение качества продукции и процессов происходит под влиянием двух групп причин: первая
- 20. Диаграмма Парето (предложенная профессором токийского университета Каору Исикавой в 1953г.) позволяет выявить те причины, которые оказывают
- 21. Этапы построения диаграммы Парето: 1) определение объектов исследования, способов сбора информации и классификация данных, а так
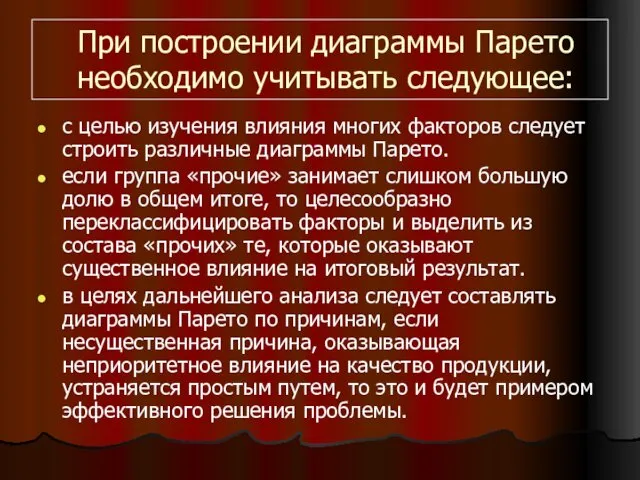
- 22. При построении диаграммы Парето необходимо учитывать следующее: с целью изучения влияния многих факторов следует строить различные
- 23. Пример: В ходе исследования изделий были выделены следующие типы и количества дефектов. Построите диаграмму Парето
- 24. Диаграмма рассеяния диаграмма предназначена для изучения связи между двумя показателями. Различают три возможных варианта - В
- 25. рост x вызывает рост y
- 26. с ростом показателя x уменьшается показатель y.
- 27. Показатели Х и У не как не связаны между собой.
- 28. Стратификация данных для стратификации В производстве можно применить метод 5м: 1. стратификация данных по квалификации работников;
- 29. Контрольные карты Шухарта Контрольная карта – это графическое изображение мониторинга, где по горизонтальной оси откладываются моменты
- 30. Если значения показателя оказались на одной из контрольных границ или за ее пределами то гипотеза о
- 31. Если значения показателя располагаются около одной контрольной границы но не выходят за ее предел то это
- 32. Если значения показателя имеют сильный разброс на контрольной карте относительно средней линии то это свидетельствует о
- 33. Следует отметить, что контрольные карты используются для выявления определенной, но не случайной причины. под определенной причиной
- 35. Скачать презентацию

Контрольный листок
контрольные листки предназначены для сбора данных о качестве. В
Контрольный листок
контрольные листки предназначены для сбора данных о качестве. В
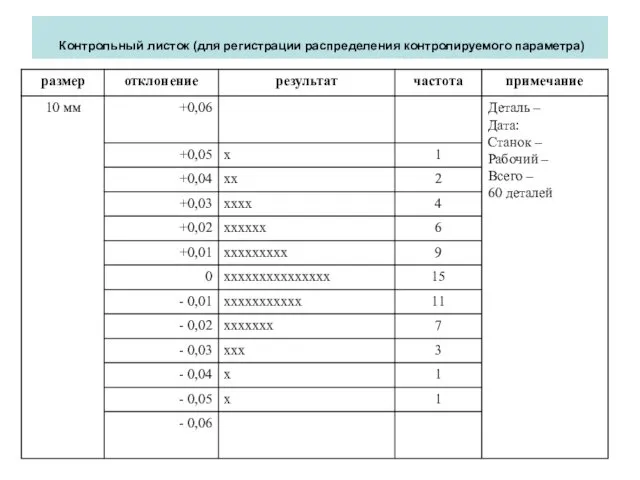
Контрольный листок (для регистрации распределения контролируемого параметра)
Контрольный листок (для регистрации распределения контролируемого параметра)
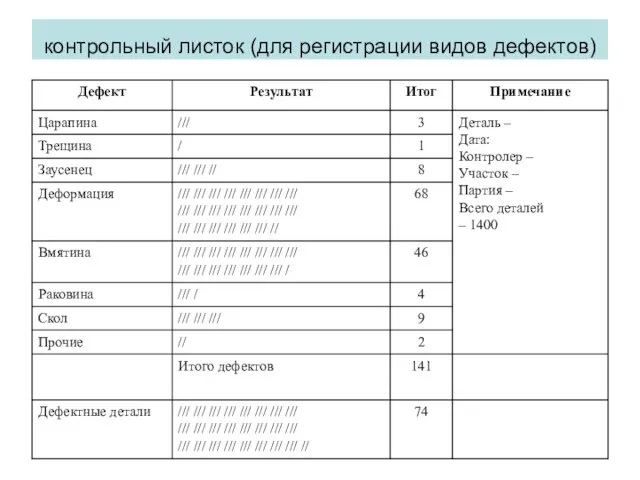
контрольный листок (для регистрации видов дефектов)
контрольный листок (для регистрации видов дефектов)
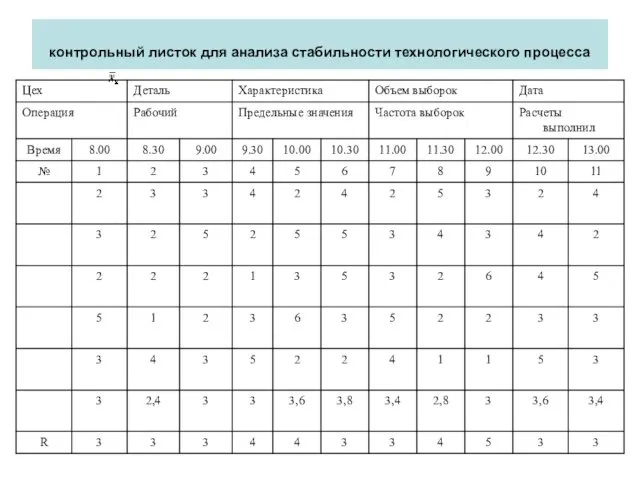
контрольный листок для анализа стабильности технологического процесса
контрольный листок для анализа стабильности технологического процесса

Варианты регистрации данных в контрольном листке
Варианты регистрации данных в контрольном листке
Гистограмма качества
Гистограмма предназначена для графического изображения непрерывных (интервальных) вариационных рядов
Гистограмма качества
Гистограмма предназначена для графического изображения непрерывных (интервальных) вариационных рядов
Для определения количества вариантов (групп) в интервальном ряду используется специальная формула
Для определения количества вариантов (групп) в интервальном ряду используется специальная формула
При равных интервалах, ширина интервала определяется по формуле:
При равных интервалах, ширина интервала определяется по формуле:
Пример
Имеются следующие данные о стоимости основных фондов у 30 предприятий
Пример
Имеются следующие данные о стоимости основных фондов у 30 предприятий
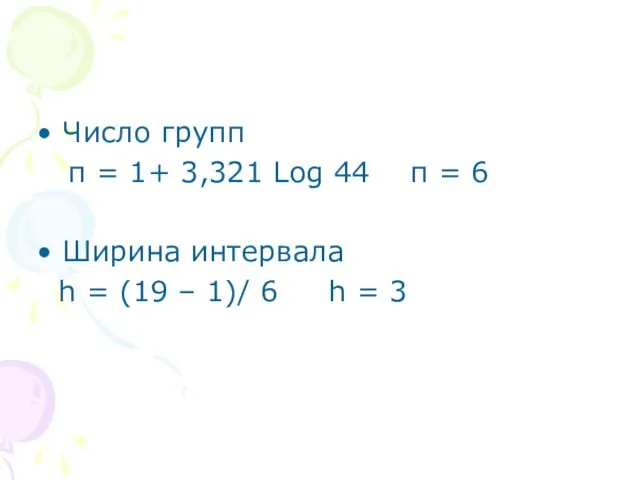
Число групп
п = 1+ 3,321 Log 44 п = 6
Ширина
Число групп
п = 1+ 3,321 Log 44 п = 6
Ширина
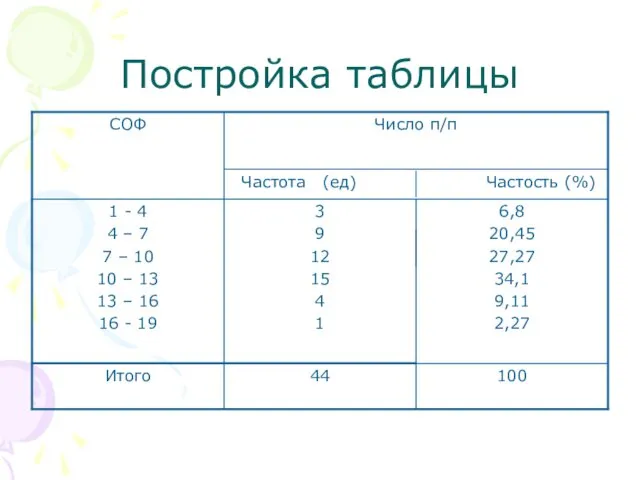
Постройка таблицы
Постройка таблицы
Диаграмма
«причины – результат»
диаграмма предложена Каору Исикавой. Она называется так
Диаграмма
«причины – результат»
диаграмма предложена Каору Исикавой. Она называется так

Построение диаграммы «причины – результат» включает следующие этапы:
выбор результативного показателя,
Построение диаграммы «причины – результат» включает следующие этапы:
выбор результативного показателя,
Для определения факторных показателей (причин брака) на практике применяется метод «мозговой
Для определения факторных показателей (причин брака) на практике применяется метод «мозговой
При использовании «мозгового штурма» необходимо соблюдать следующие правила:
группа экспертов формируется как
При использовании «мозгового штурма» необходимо соблюдать следующие правила:
группа экспертов формируется как
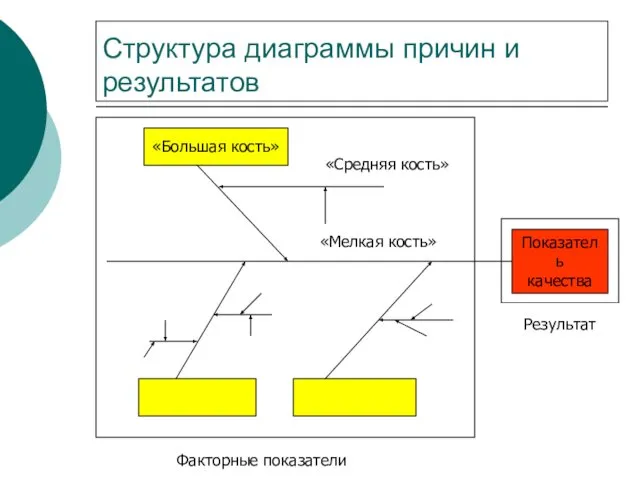
Структура диаграммы причин и результатов
Показатель
качества
«Большая кость»
«Средняя кость»
«Мелкая кость»
Результат
Факторные показатели
Структура диаграммы причин и результатов
Показатель
качества
«Большая кость»
«Средняя кость»
«Мелкая кость»
Результат
Факторные показатели
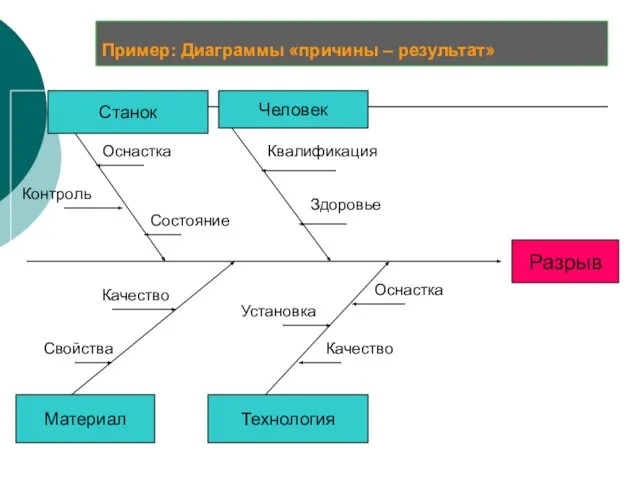
Пример: Диаграммы «причины – результат»
Человек
Станок
Технология
Материал
Разрыв
Квалификация
Здоровье
Оснастка
Состояние
Контроль
Оснастка
Установка
Качество
Качество
Свойства
Пример: Диаграммы «причины – результат»
Человек
Станок
Технология
Материал
Разрыв
Квалификация
Здоровье
Оснастка
Состояние
Контроль
Оснастка
Установка
Качество
Качество
Свойства

Диаграмма Парето
Известно, что изменение качества продукции и процессов происходит под
Диаграмма Парето
Известно, что изменение качества продукции и процессов происходит под
Диаграмма Парето (предложенная профессором токийского университета Каору Исикавой в 1953г.) позволяет
Диаграмма Парето (предложенная профессором токийского университета Каору Исикавой в 1953г.) позволяет
Этапы построения диаграммы Парето:
1) определение объектов исследования, способов сбора информации и
Этапы построения диаграммы Парето:
1) определение объектов исследования, способов сбора информации и
При построении диаграммы Парето необходимо учитывать следующее:
с целью изучения влияния многих
При построении диаграммы Парето необходимо учитывать следующее:
с целью изучения влияния многих
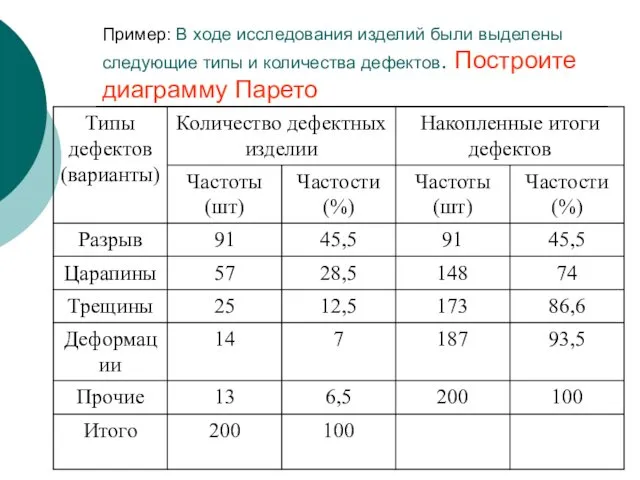
Пример: В ходе исследования изделий были выделены следующие типы и количества
Пример: В ходе исследования изделий были выделены следующие типы и количества
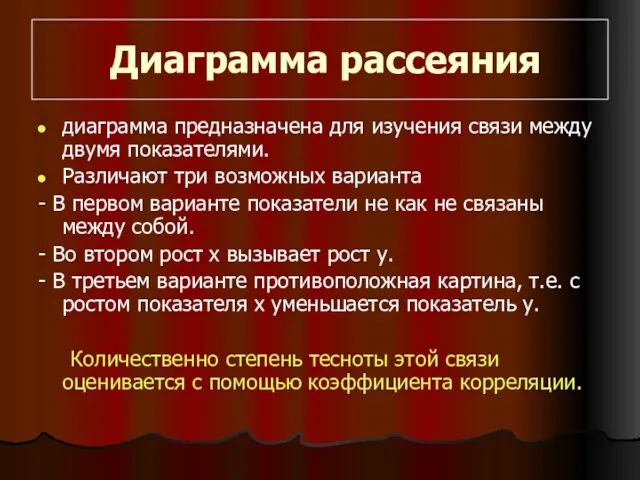
Диаграмма рассеяния
диаграмма предназначена для изучения связи между двумя показателями.
Различают
Диаграмма рассеяния
диаграмма предназначена для изучения связи между двумя показателями.
Различают
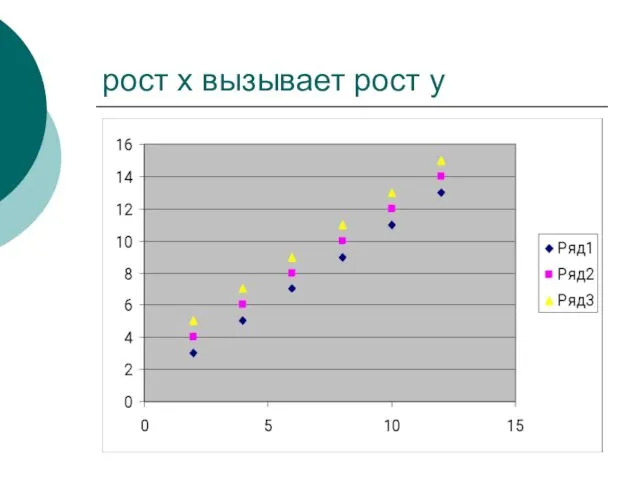
рост x вызывает рост y
рост x вызывает рост y

с ростом показателя x уменьшается показатель y.
с ростом показателя x уменьшается показатель y.
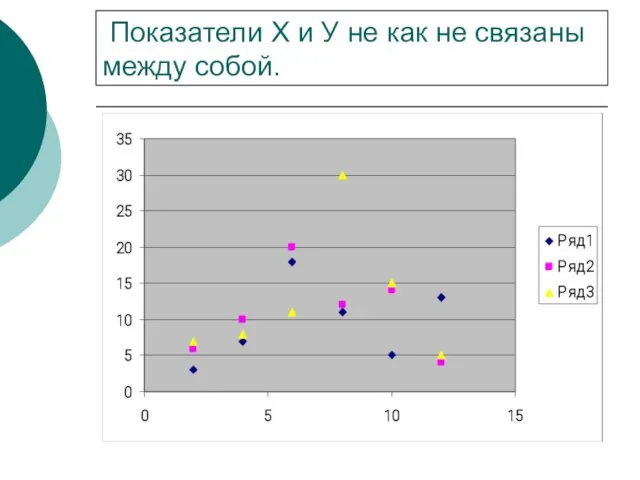
Показатели Х и У не как не связаны между собой.
Показатели Х и У не как не связаны между собой.
Стратификация данных
для стратификации В производстве можно применить метод 5м:
1. стратификация
Стратификация данных
для стратификации В производстве можно применить метод 5м:
1. стратификация

Контрольные карты Шухарта
Контрольная карта – это графическое изображение мониторинга, где
Контрольные карты Шухарта
Контрольная карта – это графическое изображение мониторинга, где
Если значения показателя оказались на одной из контрольных границ или за
Если значения показателя оказались на одной из контрольных границ или за
Если значения показателя располагаются около одной контрольной границы но не выходят
Если значения показателя располагаются около одной контрольной границы но не выходят
Если значения показателя имеют сильный разброс на контрольной карте относительно средней
Если значения показателя имеют сильный разброс на контрольной карте относительно средней
Следует отметить, что контрольные карты используются для выявления определенной, но не
Следует отметить, что контрольные карты используются для выявления определенной, но не
 Новинки редакции Мainstream
Новинки редакции Мainstream Магазин игрушек
Магазин игрушек Всемирный день качества
Всемирный день качества Marketing Strategy Sprint
Marketing Strategy Sprint Тема 1. Себестоимость перевозок. Эксплуатационные расходы железных дорог
Тема 1. Себестоимость перевозок. Эксплуатационные расходы железных дорог Vila Cabral is een lokaal Noord-Zuidproject
Vila Cabral is een lokaal Noord-Zuidproject Филиал ООО Компании Тензор. Сфера торгов
Филиал ООО Компании Тензор. Сфера торгов Домашний ПК для учебы и игр. Магазин OLDI.RU
Домашний ПК для учебы и игр. Магазин OLDI.RU Приглашение к сотрудничеству. Старейшее кондитерское предприятие Петербурга
Приглашение к сотрудничеству. Старейшее кондитерское предприятие Петербурга Creative brief for logotype creation. Рекомендации к логотипу
Creative brief for logotype creation. Рекомендации к логотипу Конвергентные предложения. Тарифы на подписки Весь МТС и Мы МТС+
Конвергентные предложения. Тарифы на подписки Весь МТС и Мы МТС+ Авиабилеты по телефону в США с ROI 70%
Авиабилеты по телефону в США с ROI 70% Project: Global Social Media Plan // April Topic: I.D. BUZZ 3 Format: image Date: Flexible Content
Project: Global Social Media Plan // April Topic: I.D. BUZZ 3 Format: image Date: Flexible Content Весенняя эко-уборка с продуктами Greenway Global
Весенняя эко-уборка с продуктами Greenway Global Маркетинг на станциях технического обслуживания автомобилей. (Тема 8.13)
Маркетинг на станциях технического обслуживания автомобилей. (Тема 8.13) Дефиле 2016
Дефиле 2016 Соки Биола
Соки Биола Коттеджный поселок Покровский
Коттеджный поселок Покровский Оборудование для проведения деловых мероприятий
Оборудование для проведения деловых мероприятий Телемедицина
Телемедицина Продажа квартира
Продажа квартира Рекомендации по повышению эффективности рекламных объектов
Рекомендации по повышению эффективности рекламных объектов Торговый центр
Торговый центр Project: Global Social Media Plan // July Topic: International Day of Friendship Format: image Date: 30 July
Project: Global Social Media Plan // July Topic: International Day of Friendship Format: image Date: 30 July Общество с ограниченной ответственностью КоНи
Общество с ограниченной ответственностью КоНи Организация и планирование деятельности предприятий сервиса. Лекция 2. Организация процесса оказания услуг
Организация и планирование деятельности предприятий сервиса. Лекция 2. Организация процесса оказания услуг Стоматология маркетингi
Стоматология маркетингi Анализ асортимента фитопрепаратов гепатопротекторного и желчегонного действия в аптечных организациях
Анализ асортимента фитопрепаратов гепатопротекторного и желчегонного действия в аптечных организациях