- Контактная точечная сварка

Содержание
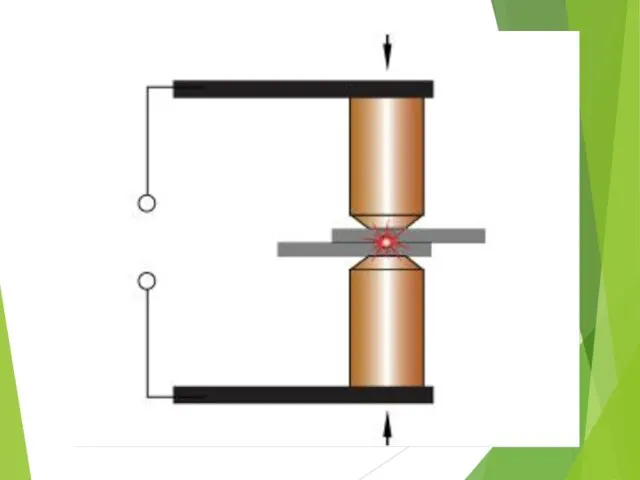
- 2. Точечная сварка является разновидностью контактной сварки. При этом способе, нагрев металла до температуры его плавления осуществляется
- 3. Одновременно с пропусканием тока и некоторое время спустя после него производится сжатие деталей, в результате чего
- 5. Особенности контактной точечной сварки малое время сварки (от 0,1 до нескольких секунд), большой сварочный ток (более
- 6. Точечную сварку чаще всего применяют для соединения листовых заготовок внахлестку, реже - для сварки стержневых материалов.
- 7. Приваривание точечной сваркой стержней
- 8. Кроме точечной, существуют и другие виды контактной сварки (стыковая, шовная и пр.), однако точечная сварка является
- 9. Преимущества отсутствие необходимости в сварочных материалах (электродах, присадочных материалах, флюсах и пр.), незначительные остаточные деформации, простота
- 10. экологичность, экономичность, подверженность легкой механизации и автоматизации, высокая производительность. Автоматы точечной сварки способны выполнять до нескольких
- 11. К недостаткам можно отнести отсутствие герметичности шва и концентрацию напряжений в точке сварки. Причем последние могут
- 12. Последовательность процессов при контактной точечной сварке Весь процесс точечной сварки можно условно разделить на 3 этапа.
- 13. Включение импульса электрического тока, приводящего к нагреву металла, его расплавлению в зоне соединения и образованию жидкого
- 14. При этом продолжается пластическая осадка контактной зоны до окончательного размера. Сжатие деталей обеспечивает образование уплотняющего пояса
- 15. Выключение тока, охлаждение и кристаллизация металла, заканчивающаяся образованием литого ядра. При охлаждении объем металла уменьшается, и
- 16. Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей
- 17. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Оно обеспечивает
- 18. Шаги контактной точечной сварки При следующем цикле все повторяется снова.
- 19. Основные параметры контактной точечной сварки К основным параметрам контактной точечной сварки относятся: сила сварочного тока (IСВ),
- 20. Для лучшей наглядности процесса эти параметры представляются в виде циклограммы, отражающей их изменение во времени.
- 21. Изменение параметров во времени Различают жесткий и мягкий режимы сварки. Первый характеризуется большим током, малой продолжительностью
- 22. Его применяют для сварки медных и алюминиевых сплавов, обладающих большой теплопроводностью, а также высоколегированных сталей для
- 23. При мягком режиме производится более плавный нагрев заготовок относительно небольшим током. Продолжительность сварочного импульса составляет от
- 25. Скачать презентацию
Точечная сварка является разновидностью контактной сварки. При этом способе, нагрев металла
Точечная сварка является разновидностью контактной сварки. При этом способе, нагрев металла
Одновременно с пропусканием тока и некоторое время спустя после него производится
Одновременно с пропусканием тока и некоторое время спустя после него производится
Особенности контактной
точечной сварки
малое время сварки (от 0,1 до нескольких секунд),
Особенности контактной
точечной сварки
малое время сварки (от 0,1 до нескольких секунд),
Точечную сварку чаще всего применяют для соединения листовых заготовок внахлестку, реже
Точечную сварку чаще всего применяют для соединения листовых заготовок внахлестку, реже

Приваривание точечной сваркой стержней
Приваривание точечной сваркой стержней
Кроме точечной, существуют и другие виды контактной сварки (стыковая, шовная и
Кроме точечной, существуют и другие виды контактной сварки (стыковая, шовная и
Преимущества
отсутствие необходимости в сварочных материалах (электродах, присадочных материалах, флюсах и пр.),
Преимущества
отсутствие необходимости в сварочных материалах (электродах, присадочных материалах, флюсах и пр.),
экологичность,
экономичность,
подверженность легкой механизации и автоматизации,
высокая производительность. Автоматы точечной
экологичность,
экономичность,
подверженность легкой механизации и автоматизации,
высокая производительность. Автоматы точечной
К недостаткам можно отнести отсутствие герметичности шва и концентрацию напряжений в
К недостаткам можно отнести отсутствие герметичности шва и концентрацию напряжений в
Последовательность процессов при контактной точечной сварке
Весь процесс точечной сварки можно условно
Последовательность процессов при контактной точечной сварке
Весь процесс точечной сварки можно условно
Включение импульса электрического тока, приводящего к нагреву металла, его расплавлению в
Включение импульса электрического тока, приводящего к нагреву металла, его расплавлению в
При этом продолжается пластическая осадка контактной зоны до окончательного размера. Сжатие
При этом продолжается пластическая осадка контактной зоны до окончательного размера. Сжатие
Выключение тока, охлаждение и кристаллизация металла, заканчивающаяся образованием литого ядра. При
Выключение тока, охлаждение и кристаллизация металла, заканчивающаяся образованием литого ядра. При
Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это
Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это
В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже
В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже

Шаги контактной точечной сварки
При следующем цикле все повторяется снова.
Шаги контактной точечной сварки
При следующем цикле все повторяется снова.
Основные параметры контактной точечной сварки
К основным параметрам контактной точечной сварки относятся:
Основные параметры контактной точечной сварки
К основным параметрам контактной точечной сварки относятся:
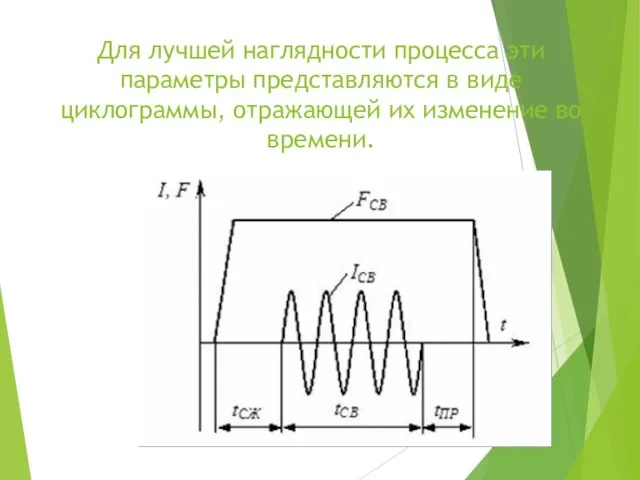
Для лучшей наглядности процесса эти параметры представляются в виде циклограммы, отражающей
Для лучшей наглядности процесса эти параметры представляются в виде циклограммы, отражающей
Изменение параметров во времени
Различают жесткий и мягкий режимы сварки. Первый характеризуется
Изменение параметров во времени
Различают жесткий и мягкий режимы сварки. Первый характеризуется
Его применяют для сварки медных и алюминиевых сплавов, обладающих большой теплопроводностью,
Его применяют для сварки медных и алюминиевых сплавов, обладающих большой теплопроводностью,
При мягком режиме производится более плавный нагрев заготовок относительно небольшим током.
При мягком режиме производится более плавный нагрев заготовок относительно небольшим током.
 Устройство уличного освещения по ул. Ленина от д. № 2 до д. № 8б, пгт Вахруши
Устройство уличного освещения по ул. Ленина от д. № 2 до д. № 8б, пгт Вахруши И.А. Гончаров роман Обломов
И.А. Гончаров роман Обломов Арт терапия и её влияние на психоэмоциональное состояние учащихся
Арт терапия и её влияние на психоэмоциональное состояние учащихся Мы-наследники Победы!
Мы-наследники Победы! Устюжна в средневековье по данным археологии
Устюжна в средневековье по данным археологии Корейский буддизм в колониальный период
Корейский буддизм в колониальный период Механическое оборудование для предприятий общественного питания
Механическое оборудование для предприятий общественного питания Основные задачи и методы технического контроля
Основные задачи и методы технического контроля Дереворежущие инструменты
Дереворежущие инструменты Малыш у экрана – вундеркинд или
Малыш у экрана – вундеркинд или Для осанки
Для осанки Генераторы с внешним возбуждением. Лекция 16
Генераторы с внешним возбуждением. Лекция 16 20150621_kultura_17_veka
20150621_kultura_17_veka Технико-экономическое обоснование выбора класса напряжения эск 6/10 кв в условиях изолированной энергетики рс(я)
Технико-экономическое обоснование выбора класса напряжения эск 6/10 кв в условиях изолированной энергетики рс(я) Лабораторные шпатели виды, особенности, применение
Лабораторные шпатели виды, особенности, применение Зимово-весняна діагностика стану посівів озимих зернових культур
Зимово-весняна діагностика стану посівів озимих зернових культур Страны Европы
Страны Европы Телевидение и дети
Телевидение и дети Угольное месторождение Джебарики-Хая
Угольное месторождение Джебарики-Хая Техническая эксплуатация и обслуживание железнодорожного хладотранспорта
Техническая эксплуатация и обслуживание железнодорожного хладотранспорта Электричество. Откуда в наш дом приходит электричество?
Электричество. Откуда в наш дом приходит электричество? 1
1 Музей-усадьба А.А.Фета в с. Воробьёвка (Курская область)
Музей-усадьба А.А.Фета в с. Воробьёвка (Курская область) Вторичные радиолокационные станции
Вторичные радиолокационные станции Новые разработки ингибиторов коррозии ЗАО Опытный завод Нефтехим
Новые разработки ингибиторов коррозии ЗАО Опытный завод Нефтехим Гигиена кроликов и пушных зверей
Гигиена кроликов и пушных зверей Свято Успіння Богородиці
Свято Успіння Богородиці Православная молитва
Православная молитва