- Metody_otsenki_nadezhnosti_TS_TP

Содержание
- 2. Источники информации ГОСТ Р 27.002-2009. Надежность в технике. Термины и определения. ГОСТ 27.202-83. Надежность в технике.
- 3. Общие положения Надежность оценивают в основном в двух случаях: ∙ для определения надежности ТС действующих ТП
- 4. Общие положения В зависимости от уровня ТС все показатели надежности по параметрам качества изготовляемой продукции подразде-ляются
- 5. Общие положения При расчете надежности ТС параметры, определяю-щие работоспособное состояние, согласно ГОСТ 27.203, следует разделить на
- 6. Общие положения Для оценки надежности по параметрам качества изготовляемой продукции в зависимости от вида ТС и
- 7. Области применения групп показателей надежности ТС по ГОСТ 27.202
- 8. Методы оценки надежности Расчетные методы основаны: ∙ на использовании математических моделей изменения параметров качества изготовляемой продукции
- 9. Методы оценки надежности Опытно-статистические (измерительные) методы основаны на использовании данных измерений параметров качества изготовляемой продукции, полученных
- 10. Результаты оценки надежности Результаты оценки надежности ТС используются для: действующий ТП ∙ нормирования показателей надежности разрабатываемых
- 11. Оценка надежности ТС по параметрам точности
- 12. Показатели точности ТС (ТП) Основными показателями точности ТС (ТП) являются: ► Коэффициент точности Кт →характеризует потенциаль-ные
- 13. Показатели точности ТС (ТП) Коэффициент точности по контролируемому параметру где Т – допуск на контролируемый параметр;
- 14. Показатели точности ТС (ТП) Коэффициент смещения контролируемого параметра, характеризующий стабильность ТП где - отклонение среднего значения
- 15. Показатели точности ТС (ТП) Схема расположения поля рассеяния ω и поля допуска Т для контролируемого параметра
- 16. Показатели точности ТС (ТП) Прогнозирование надежности технологических операций КТ – коэффициент точности; КС – коэффициент смещения
- 17. Методы оценки точности ТС (ТП) По количественному признаку: ♦ Метод случайных функций; ♦ Метод элементарных погрешностей.
- 18. где K – коэффициент риска; λ1, λ2, …, λn – коэффициенты, учитывающие законы распределения элементарных погрешностей;
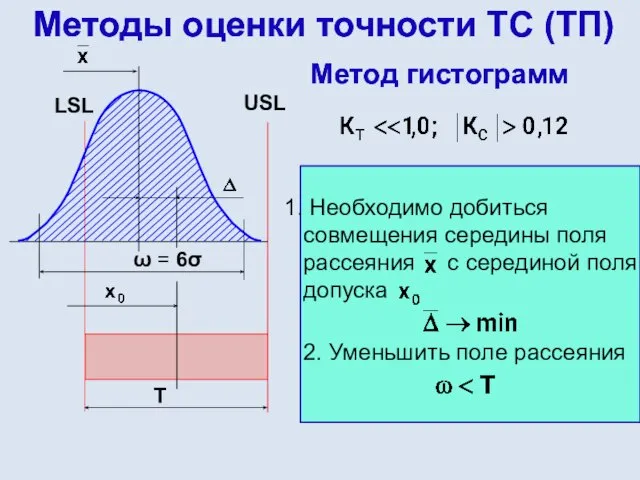
- 19. Методы оценки точности ТС (ТП) Метод гистограмм ТП надежен, протекает стабильно. Требуется поддержание существующего состояния USL
- 20. Методы оценки точности ТС (ТП) Метод гистограмм USL LSL ω = 6σ T ТП протекает нормально,
- 21. Методы оценки точности ТС (ТП) Метод гистограмм USL LSL ω = 6σ T ТП протекает нормально
- 22. Методы оценки точности ТС (ТП) Метод гистограмм USL LSL ω = 6σ T Надежность ТП неудовлетво-рительная.
- 23. Методы оценки точности ТС (ТП) Метод гистограмм ТП ненадежен и нестабилен. Методы оценки точности ТС (ТП)
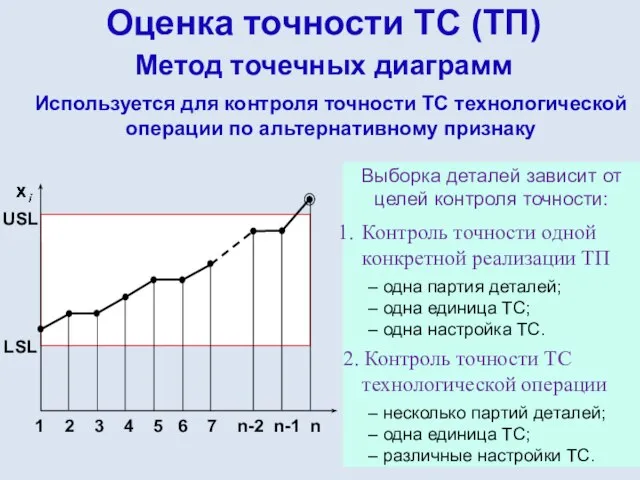
- 24. Оценка точности ТС (ТП) Метод точечных диаграмм Выборка деталей зависит от целей контроля точности: Контроль точности
- 25. Оценка точности ТС (ТП) Метод квалитетов Оценка точности ТС (ТП) методом квалитетов производится на этапе ТПП.
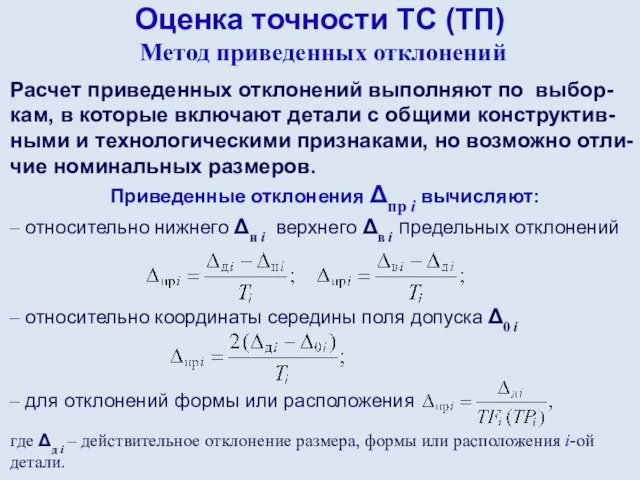
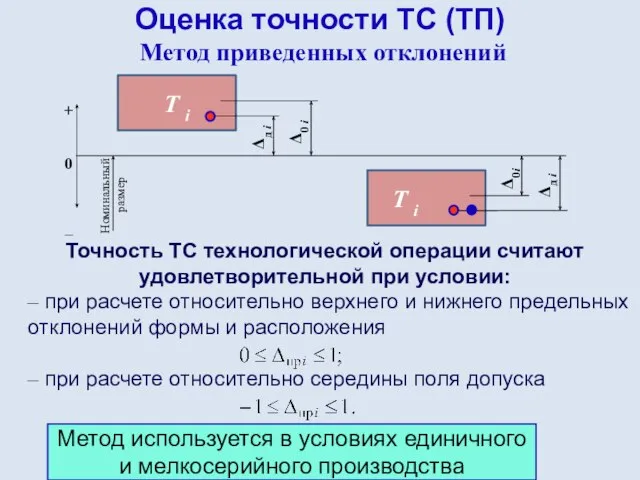
- 26. Оценка точности ТС (ТП) Метод приведенных отклонений Расчет приведенных отклонений выполняют по выбор-кам, в которые включают
- 27. Оценка точности ТС (ТП) Метод приведенных отклонений Точность ТС технологической операции считают удовлетворительной при условии: –
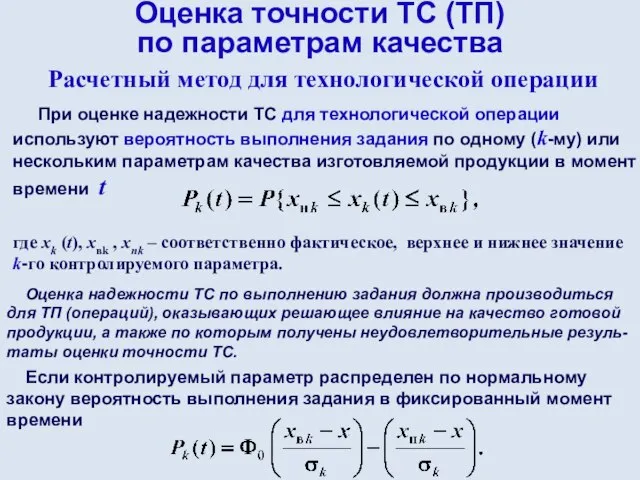
- 28. Оценка точности ТС (ТП) по параметрам качества Расчетный метод для технологической операции При оценке надежности ТС
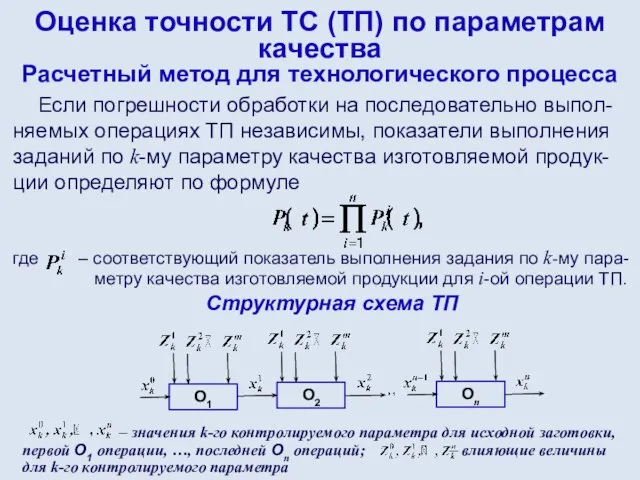
- 29. Оценка точности ТС (ТП) по параметрам качества Расчетный метод для технологического процесса Если погрешности обработки на
- 31. Скачать презентацию
Источники информации
ГОСТ Р 27.002-2009. Надежность в технике. Термины и определения.
ГОСТ 27.202-83.
Источники информации
ГОСТ Р 27.002-2009. Надежность в технике. Термины и определения.
ГОСТ 27.202-83.
Общие положения
Надежность оценивают в основном в двух случаях:
∙ для определения надежности
Общие положения
Надежность оценивают в основном в двух случаях:
∙ для определения надежности
Общие положения
В зависимости от уровня ТС все показатели надежности по параметрам
Общие положения
В зависимости от уровня ТС все показатели надежности по параметрам
Общие положения
При расчете надежности ТС параметры, определяю-щие работоспособное состояние, согласно ГОСТ
Общие положения
При расчете надежности ТС параметры, определяю-щие работоспособное состояние, согласно ГОСТ
Общие положения
Для оценки надежности по параметрам качества изготовляемой продукции в зависимости
Общие положения
Для оценки надежности по параметрам качества изготовляемой продукции в зависимости
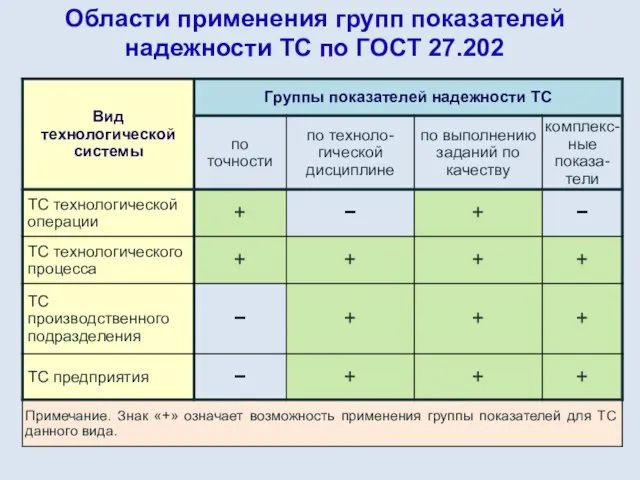
Области применения групп показателей надежности ТС по ГОСТ 27.202
Области применения групп показателей надежности ТС по ГОСТ 27.202
Методы оценки надежности
Расчетные методы основаны:
∙ на использовании математических моделей изменения параметров
Методы оценки надежности
Расчетные методы основаны:
∙ на использовании математических моделей изменения параметров
Методы оценки надежности
Опытно-статистические (измерительные) методы основаны на использовании данных измерений параметров
Методы оценки надежности
Опытно-статистические (измерительные) методы основаны на использовании данных измерений параметров
Результаты оценки надежности
Результаты оценки надежности ТС используются для:
действующий ТП
∙ нормирования показателей
Результаты оценки надежности
Результаты оценки надежности ТС используются для:
действующий ТП
∙ нормирования показателей

Оценка надежности ТС по параметрам точности
Оценка надежности ТС по параметрам точности
Показатели точности ТС (ТП)
Основными показателями точности ТС (ТП) являются:
► Коэффициент точности
Показатели точности ТС (ТП)
Основными показателями точности ТС (ТП) являются:
► Коэффициент точности
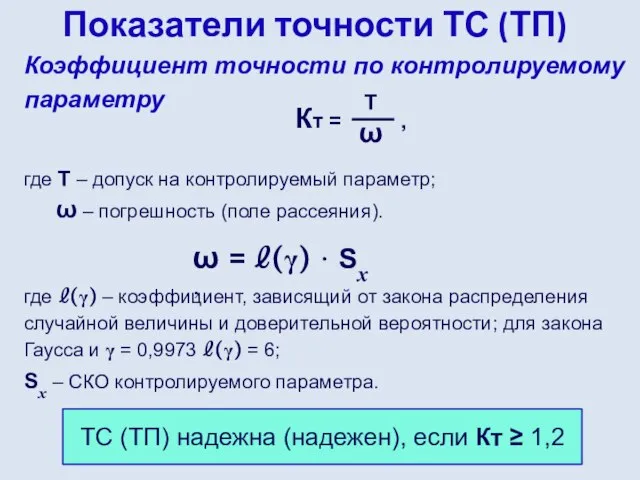
Показатели точности ТС (ТП)
Коэффициент точности по контролируемому параметру
где Т – допуск
Показатели точности ТС (ТП)
Коэффициент точности по контролируемому параметру
где Т – допуск
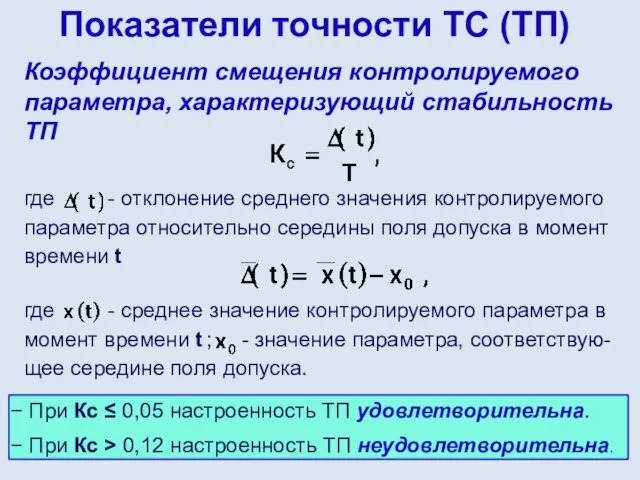
Показатели точности ТС (ТП)
Коэффициент смещения контролируемого параметра, характеризующий стабильность ТП
где -
Показатели точности ТС (ТП)
Коэффициент смещения контролируемого параметра, характеризующий стабильность ТП
где -
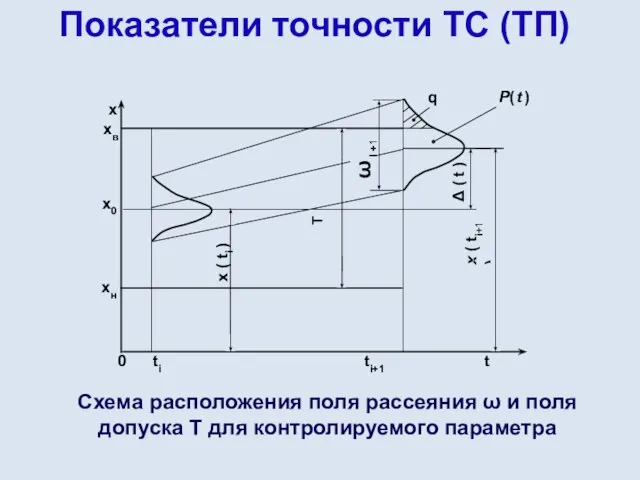
Показатели точности ТС (ТП)
Схема расположения поля рассеяния ω и поля допуска
Показатели точности ТС (ТП)
Схема расположения поля рассеяния ω и поля допуска
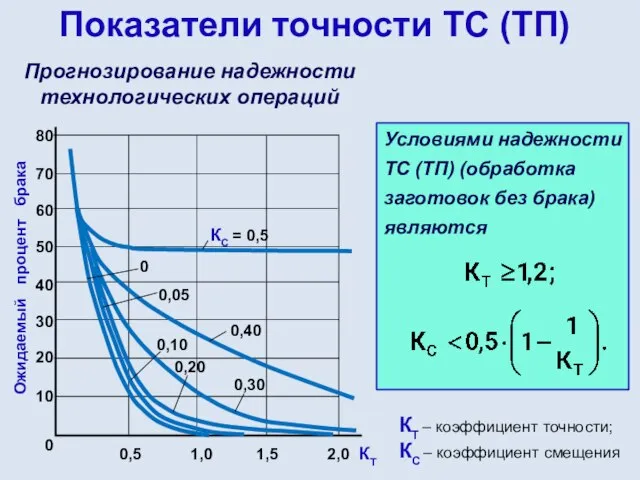
Показатели точности ТС (ТП)
Прогнозирование надежности технологических операций
КТ – коэффициент точности;
КС
Показатели точности ТС (ТП)
Прогнозирование надежности технологических операций
КТ – коэффициент точности;
КС
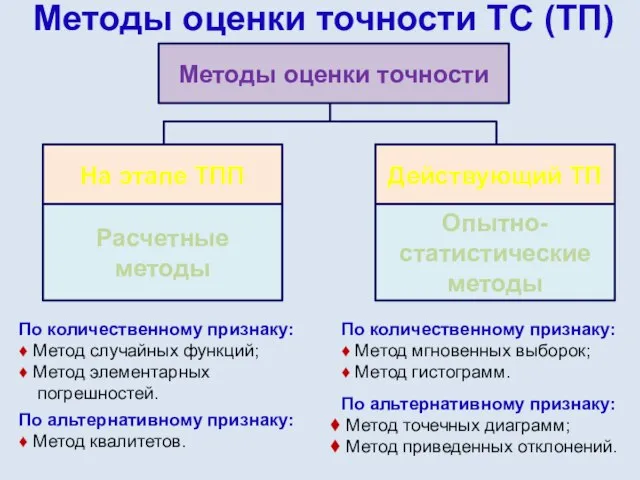
Методы оценки точности ТС (ТП)
По количественному признаку:
♦ Метод случайных функций;
♦ Метод
Методы оценки точности ТС (ТП)
По количественному признаку:
♦ Метод случайных функций;
♦ Метод
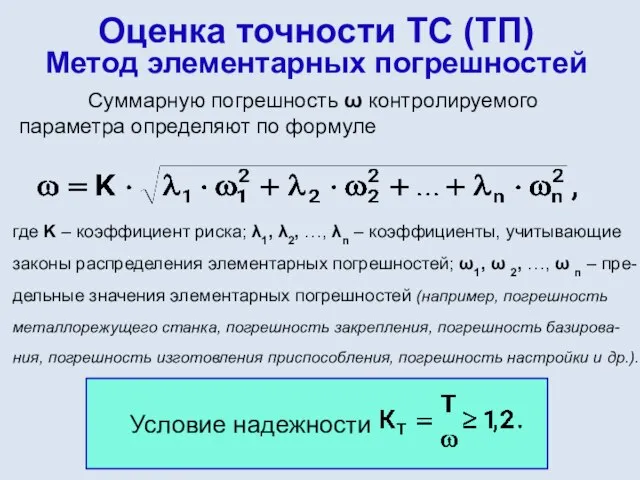
где K – коэффициент риска; λ1, λ2, …, λn – коэффициенты,
где K – коэффициент риска; λ1, λ2, …, λn – коэффициенты,
Методы оценки точности ТС (ТП)
Метод гистограмм
ТП надежен, протекает стабильно.
Требуется
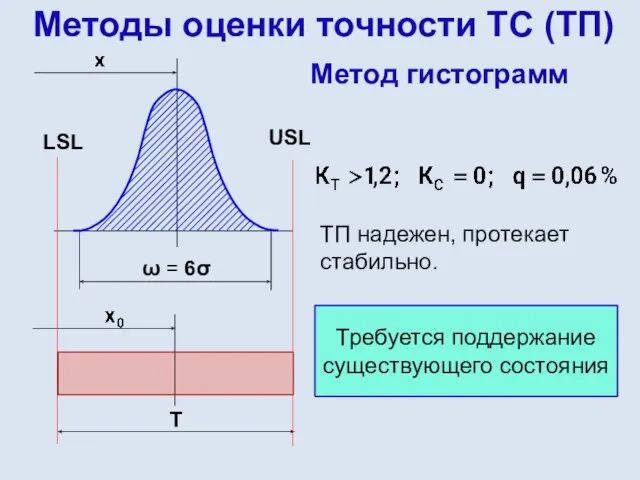
Методы оценки точности ТС (ТП)
Метод гистограмм
ТП надежен, протекает стабильно.
Требуется
Методы оценки точности ТС (ТП)
Метод гистограмм
USL
LSL
ω = 6σ
T
ТП протекает нормально, но
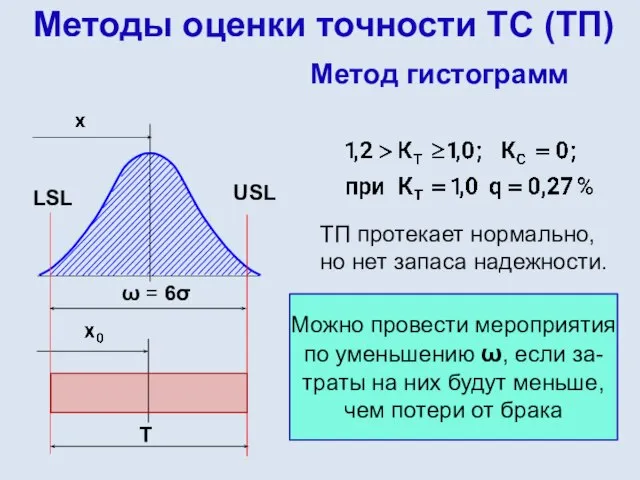
Методы оценки точности ТС (ТП)
Метод гистограмм
USL
LSL
ω = 6σ
T
ТП протекает нормально, но
Методы оценки точности ТС (ТП)
Метод гистограмм
USL
LSL
ω = 6σ
T
ТП протекает нормально при
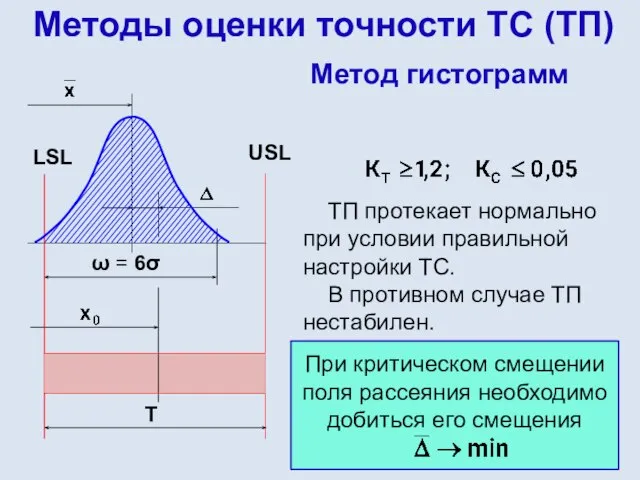
Методы оценки точности ТС (ТП)
Метод гистограмм
USL
LSL
ω = 6σ
T
ТП протекает нормально при
Методы оценки точности ТС (ТП)
Метод гистограмм
USL
LSL
ω = 6σ
T
Надежность ТП неудовлетво-рительная.
Большая вероятность
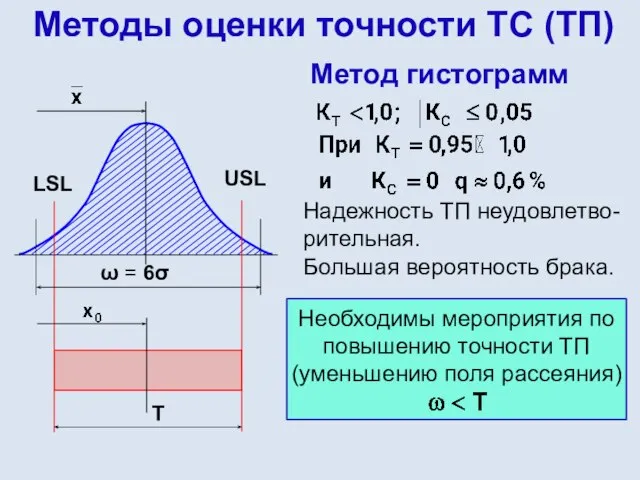
Методы оценки точности ТС (ТП)
Метод гистограмм
USL
LSL
ω = 6σ
T
Надежность ТП неудовлетво-рительная.
Большая вероятность
Методы оценки точности ТС (ТП)
Метод гистограмм
ТП ненадежен и нестабилен.
Методы оценки точности
Методы оценки точности ТС (ТП)
Метод гистограмм
ТП ненадежен и нестабилен.
Методы оценки точности
Оценка точности ТС (ТП)
Метод точечных диаграмм
Выборка деталей зависит от целей контроля
Оценка точности ТС (ТП)
Метод точечных диаграмм
Выборка деталей зависит от целей контроля
Оценка точности ТС (ТП)
Метод квалитетов
Оценка точности ТС (ТП) методом квалитетов производится
Оценка точности ТС (ТП)
Метод квалитетов
Оценка точности ТС (ТП) методом квалитетов производится
Оценка точности ТС (ТП)
Метод приведенных отклонений
Расчет приведенных отклонений выполняют по выбор-кам,
Оценка точности ТС (ТП)
Метод приведенных отклонений
Расчет приведенных отклонений выполняют по выбор-кам,
Оценка точности ТС (ТП)
Метод приведенных отклонений
Точность ТС технологической операции считают удовлетворительной
Оценка точности ТС (ТП)
Метод приведенных отклонений
Точность ТС технологической операции считают удовлетворительной
Оценка точности ТС (ТП)
по параметрам качества
Расчетный метод для технологической операции
При
Оценка точности ТС (ТП)
по параметрам качества
Расчетный метод для технологической операции
При
Оценка точности ТС (ТП) по параметрам качества
Расчетный метод для технологического процесса
Если
Оценка точности ТС (ТП) по параметрам качества
Расчетный метод для технологического процесса
Если
 Моделирование технологических процессов, как объектов автоматизации
Моделирование технологических процессов, как объектов автоматизации Метрологія, технологічні вимірювання та прилади в нафтогазовій промисловості
Метрологія, технологічні вимірювання та прилади в нафтогазовій промисловості Выдвижение проектной идеи как формирование образа будущего
Выдвижение проектной идеи как формирование образа будущего Основы стандартизации. Портал цифровых НМД
Основы стандартизации. Портал цифровых НМД Чудо в жизни христианина
Чудо в жизни христианина 3 класс _ Весенняя зарисовка. Выстраиваем и редактируем текст_
3 класс _ Весенняя зарисовка. Выстраиваем и редактируем текст_ 02. 9 кл технология
02. 9 кл технология Бифштекс с яйцом
Бифштекс с яйцом Кружок В поисках своего завтра
Кружок В поисках своего завтра 20130213_doklad_o_soodoy-lame
20130213_doklad_o_soodoy-lame Опорный материал для пересказа рассаза А.Толстого Пожарные собаки Презентация
Опорный материал для пересказа рассаза А.Толстого Пожарные собаки Презентация Родительское собрание. Календарный учебный график
Родительское собрание. Календарный учебный график Роботы и манипуляторы
Роботы и манипуляторы 11_Продвижение_фитнес_тренера_2022_08_30_01_Мила (1)
11_Продвижение_фитнес_тренера_2022_08_30_01_Мила (1) Презентация_Синицына
Презентация_Синицына Материаловедение для чайников. Все о тканях за 4 лекции
Материаловедение для чайников. Все о тканях за 4 лекции Domashnee_zadanie_Belarus_3_dlya_FGD_2
Domashnee_zadanie_Belarus_3_dlya_FGD_2 Prezentatsia_2
Prezentatsia_2 игрушка 02.04
игрушка 02.04 МПСУ управляемыми выпрямителями
МПСУ управляемыми выпрямителями Подросток как гражданин
Подросток как гражданин Тренажер словарные слова 2 класс (часть 2)
Тренажер словарные слова 2 класс (часть 2) Проблеми консолідації української нації
Проблеми консолідації української нації Посуда и сервировка
Посуда и сервировка Транспорт
Транспорт Аддитивные технологии в машиностроении
Аддитивные технологии в машиностроении Трекинг система. Показатель долгих ремонтов - LTP
Трекинг система. Показатель долгих ремонтов - LTP Интервью
Интервью