- Наладка шлифовального станка Gleason TAG 400 и обработка шестерни ведомой привода масляного насоса

Содержание
- 2. Цели и задачи Изучить перечень узлов шлифовального станка; Технические характеристики станка; Изучить блок шлифовального круга и
- 3. Общий вид станка Gleason TAG 400 Предназначен для шлифовки цилиндрических и геликоидальных зубчатых колес
- 4. Шестерня ведомая привода масляного насоса
- 5. Узлы станка
- 6. Инструмент закрепления и рабочий стол
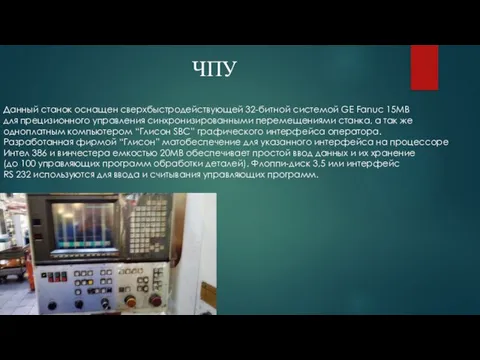
- 7. ЧПУ Данный станок оснащен сверхбыстродействующей 32-битной системой GE Fanuc 15MB для прецизионного управления синхронизированными перемещениями станка,
- 8. Инструмент для обработки зубьев
- 9. Мерительные инструменты Микрометры серии «МЗ» предназначаются для проведения измерений длины общей нормали зубчатых колес с модулем
- 10. Предназначение станка и его технические характеристики
- 11. Шлифовальный круг Электрооборудование Скорости перемещений по управляемым осям
- 12. Техника безопасности Общие требования безопасности: 1.На операторов станков с числовым программным управлением (ЧПУ) распространяются общие правила
- 13. Техника безопасности до начала работы 1.Привести в порядок рабочую одежду и обувь: - застегнуть или перетянуть
- 14. 6.Проверить исправность станка на холостом ходу, в ручном и автоматическом режимах, при этом убедиться в исправном
- 15. Требования безопасности во время работы 1.Постоянно наблюдать за работой станка с ЧПУ в процессе работы 2.Внимательно
- 16. Требования безопасности по окончании работы 1. Полностью выключить станки и оборудование. 2. Приведи в порядок рабочее
- 18. Скачать презентацию

Цели и задачи
Изучить перечень узлов шлифовального станка;
Технические характеристики станка;
Изучить блок шлифовального
Цели и задачи
Изучить перечень узлов шлифовального станка;
Технические характеристики станка;
Изучить блок шлифовального

Общий вид станка Gleason TAG 400
Предназначен для шлифовки
цилиндрических и геликоидальных
Общий вид станка Gleason TAG 400
Предназначен для шлифовки
цилиндрических и геликоидальных

Шестерня ведомая привода масляного
насоса
Шестерня ведомая привода масляного
насоса

Узлы станка
Узлы станка
Инструмент закрепления и рабочий стол
Инструмент закрепления и рабочий стол
ЧПУ
Данный станок оснащен сверхбыстродействующей 32-битной системой GE Fanuc 15MB
для прецизионного
ЧПУ
Данный станок оснащен сверхбыстродействующей 32-битной системой GE Fanuc 15MB
для прецизионного

Инструмент для обработки зубьев
Инструмент для обработки зубьев

Мерительные инструменты
Микрометры серии «МЗ» предназначаются для проведения измерений длины общей нормали
Мерительные инструменты
Микрометры серии «МЗ» предназначаются для проведения измерений длины общей нормали

Предназначение станка и его технические характеристики
Предназначение станка и его технические характеристики
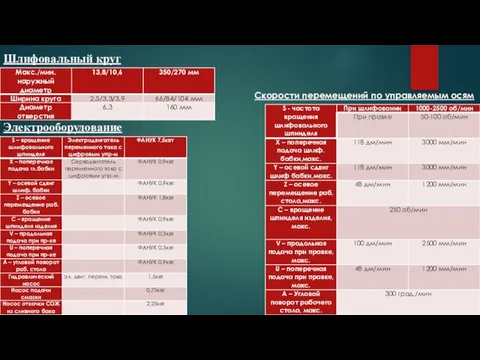
Шлифовальный круг
Электрооборудование
Скорости перемещений по управляемым осям
Шлифовальный круг
Электрооборудование
Скорости перемещений по управляемым осям
Техника безопасности
Общие требования безопасности:
1.На операторов станков с числовым программным управлением (ЧПУ)
Техника безопасности
Общие требования безопасности:
1.На операторов станков с числовым программным управлением (ЧПУ)

Техника безопасности до начала работы
1.Привести в порядок рабочую одежду и обувь:
-
Техника безопасности до начала работы
1.Привести в порядок рабочую одежду и обувь: -

6.Проверить исправность станка на холостом ходу, в ручном и автоматическом режимах,
6.Проверить исправность станка на холостом ходу, в ручном и автоматическом режимах,
Требования безопасности во время работы
1.Постоянно наблюдать за работой станка с ЧПУ
Требования безопасности во время работы
1.Постоянно наблюдать за работой станка с ЧПУ

Требования безопасности по окончании
работы
1. Полностью выключить станки и оборудование.
2. Приведи
Требования безопасности по окончании
работы
1. Полностью выключить станки и оборудование. 2. Приведи
 Честь или участь
Честь или участь Птицы собираются в стаи
Птицы собираются в стаи Алгоритми
Алгоритми Проект технической эксплуатации механизма поворота роторного вагоноопрокидывателя в ЦПШ ПАО ЧМК
Проект технической эксплуатации механизма поворота роторного вагоноопрокидывателя в ЦПШ ПАО ЧМК Открытие дополнительных видов деятельности АО ПУЛ транс
Открытие дополнительных видов деятельности АО ПУЛ транс Профессиональная деятельность в легкой и пищевой промышленности
Профессиональная деятельность в легкой и пищевой промышленности Раздел II неопределенный интеграл лекция 1
Раздел II неопределенный интеграл лекция 1 Зерноуборочный комбайн КЗС-3219КР пропускной способностью 13 кг/с
Зерноуборочный комбайн КЗС-3219КР пропускной способностью 13 кг/с Pocahontas
Pocahontas donbass_batyanya_batyanya_donbass
donbass_batyanya_batyanya_donbass Робот манипулятор
Робот манипулятор Обучалка отопление 2 (1)
Обучалка отопление 2 (1) Значение компьютера в жизни современного человека
Значение компьютера в жизни современного человека Актирование аппаратов MEIZU
Актирование аппаратов MEIZU Основные понятия и определения делопроизводства
Основные понятия и определения делопроизводства 20140410_uroki_dobra
20140410_uroki_dobra 20130116_musorgskiy
20130116_musorgskiy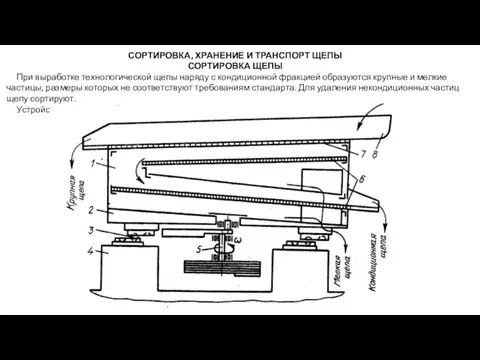 Сортировка, хранение и транспорт щепы
Сортировка, хранение и транспорт щепы ООО Газоучет. Программа обучения. Должность: монтажник
ООО Газоучет. Программа обучения. Должность: монтажник Ремонт проезжей части улицы Свободы от ул. Советская до пер. Безымянный, пгт Вахруши
Ремонт проезжей части улицы Свободы от ул. Советская до пер. Безымянный, пгт Вахруши СВАРНЫЕ СОЕДИНЕНИЯ
СВАРНЫЕ СОЕДИНЕНИЯ ООО МАТТОНЕ. Продукция
ООО МАТТОНЕ. Продукция Критерии качества перевода. Тема 4. Основные требования к переводу
Критерии качества перевода. Тема 4. Основные требования к переводу Компрессоры серии DMD 400-1000
Компрессоры серии DMD 400-1000 Меры по обеспечению безопасности при ГНВП
Меры по обеспечению безопасности при ГНВП У океана на ладони
У океана на ладони PET-преобразователь
PET-преобразователь Біблія як основа двох релігій – юдейської та християнської
Біблія як основа двох релігій – юдейської та християнської