- Настройки впрыска

Содержание
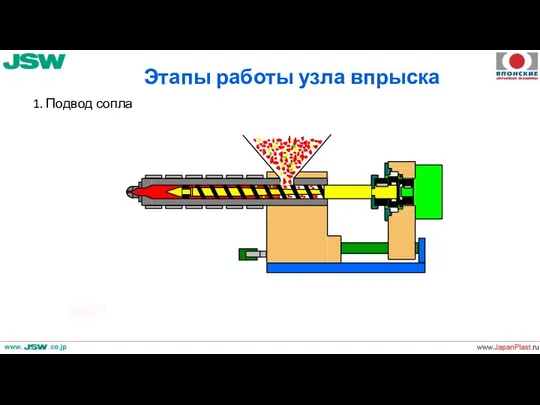
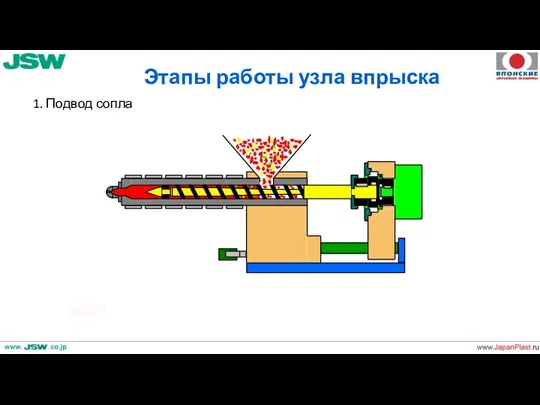
- 2. Этапы работы узла впрыска 1. Подвод сопла
- 3. Этапы работы узла впрыска 1. Подвод сопла
- 4. Этапы работы узла впрыска 1. Подвод сопла
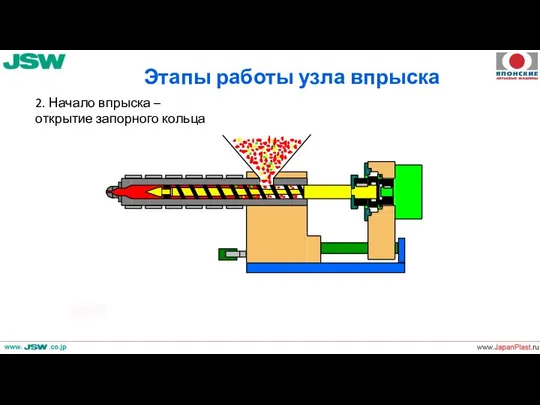
- 5. Этапы работы узла впрыска 2. Начало впрыска – открытие запорного кольца
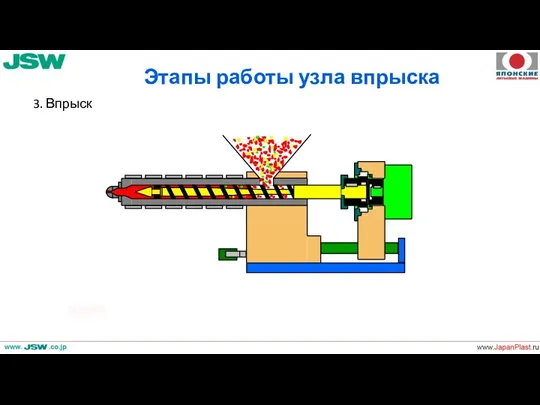
- 6. Этапы работы узла впрыска 3. Впрыск
- 7. Этапы работы узла впрыска 3. Впрыск
- 8. Этапы работы узла впрыска 3. Впрыск
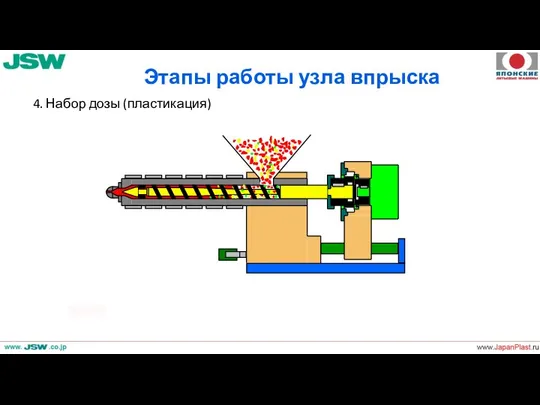
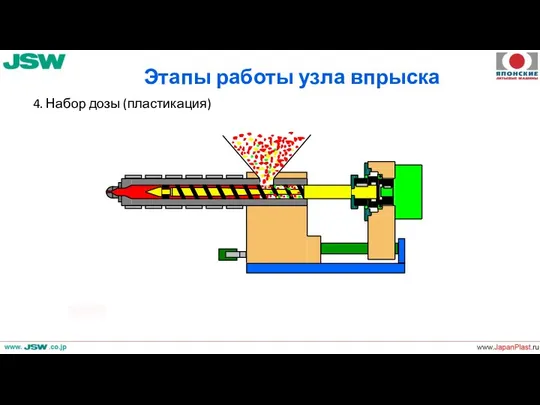
- 9. Этапы работы узла впрыска 4. Набор дозы (пластикация)
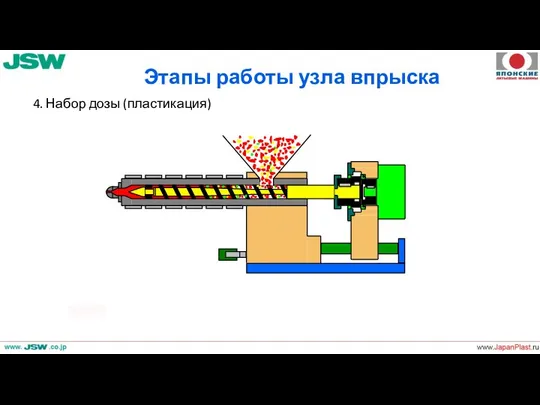
- 10. Этапы работы узла впрыска 4. Набор дозы (пластикация)
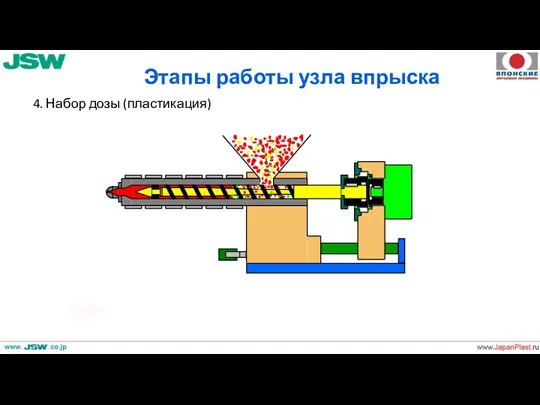
- 11. Этапы работы узла впрыска 4. Набор дозы (пластикация)
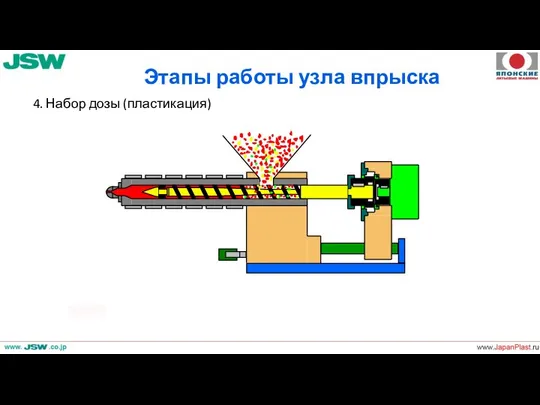
- 12. Этапы работы узла впрыска 4. Набор дозы (пластикация)
- 13. Этапы работы узла впрыска 4. Набор дозы (пластикация)
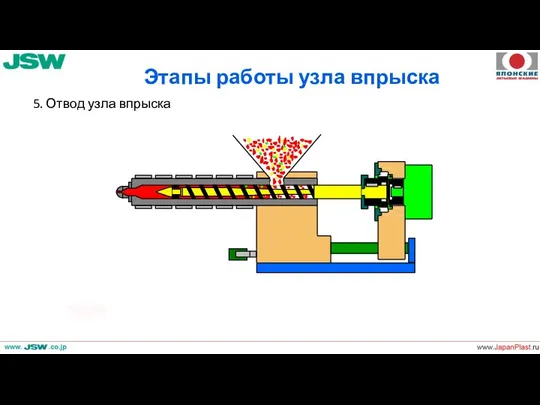
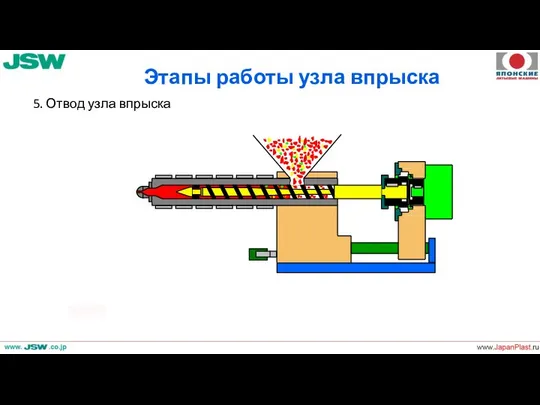
- 14. Этапы работы узла впрыска 5. Отвод узла впрыска
- 15. Этапы работы узла впрыска 5. Отвод узла впрыска
- 16. Этапы работы узла впрыска 5. Отвод узла впрыска
- 17. Экраны для основной настройки впрыска «Синие» – экраны, где отображается результат «Зеленые» – экраны, где задаются
- 18. Основные этапы впрыска
- 19. Основные этапы впрыска Отличие впрыска от выдержки под давлением – высокая скорость шнека переходит в низкую
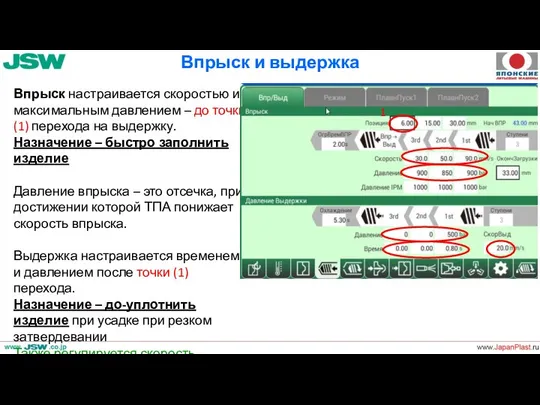
- 20. Впрыск и выдержка Впрыск настраивается скоростью и максимальным давлением – до точки (1) перехода на выдержку.
- 21. Ключевые параметры впрыска
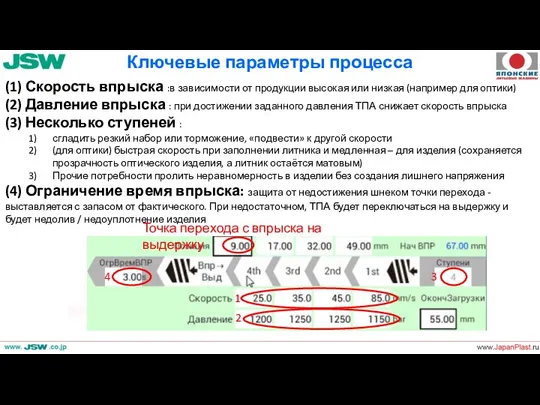
- 22. Ключевые параметры процесса (1) Скорость впрыска :в зависимости от продукции высокая или низкая (например для оптики)
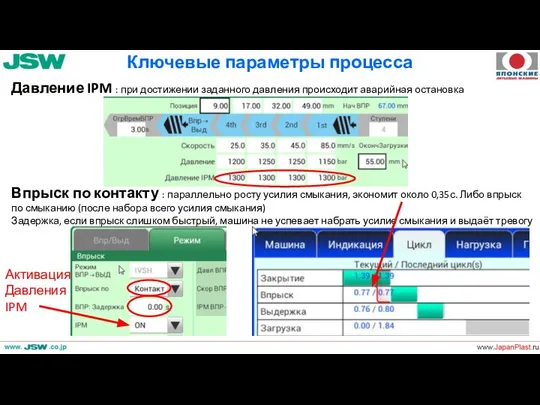
- 23. Ключевые параметры процесса Давление IPM : при достижении заданного давления происходит аварийная остановка Впрыск по контакту
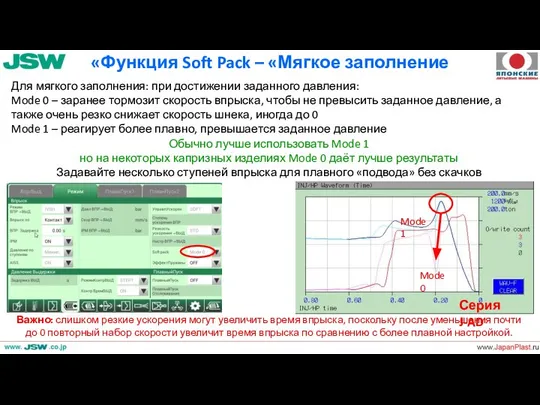
- 24. Функция Soft Pack – «Мягкое заполнение» Для мягкого заполнения: при достижении заданного давления: Mode 0 –
- 25. Отскок шнека – эффект пружины При снижении давления с впрыска на выдержку без достаточного затвердевания материала,
- 26. Дополнительные параметры впрыска
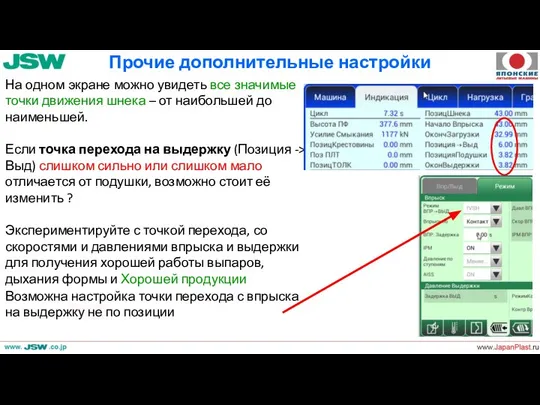
- 27. Прочие дополнительные настройки На одном экране можно увидеть все значимые точки движения шнека – от наибольшей
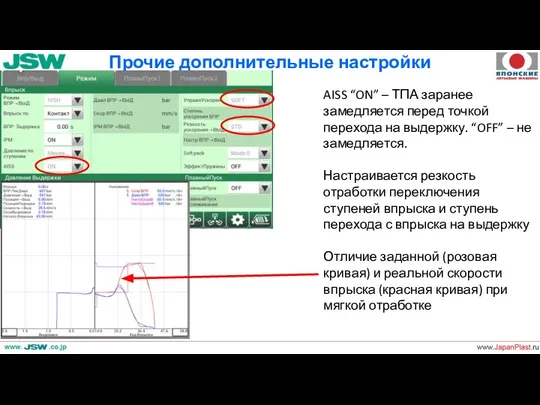
- 28. Прочие дополнительные настройки AISS “ON” – ТПА заранее замедляется перед точкой перехода на выдержку. “OFF” –
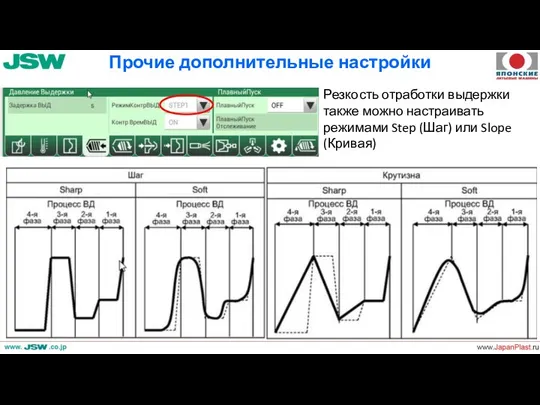
- 29. Прочие дополнительные настройки Резкость отработки выдержки также можно настраивать режимами Step (Шаг) или Slope (Кривая)
- 31. Скачать презентацию
Этапы работы узла впрыска
1. Подвод сопла
Этапы работы узла впрыска
1. Подвод сопла

Этапы работы узла впрыска
1. Подвод сопла
Этапы работы узла впрыска
1. Подвод сопла
Этапы работы узла впрыска
1. Подвод сопла
Этапы работы узла впрыска
1. Подвод сопла
Этапы работы узла впрыска
2. Начало впрыска – открытие запорного кольца
Этапы работы узла впрыска
2. Начало впрыска – открытие запорного кольца
Этапы работы узла впрыска
3. Впрыск
Этапы работы узла впрыска
3. Впрыск

Этапы работы узла впрыска
3. Впрыск
Этапы работы узла впрыска
3. Впрыск

Этапы работы узла впрыска
3. Впрыск
Этапы работы узла впрыска
3. Впрыск
Этапы работы узла впрыска
4. Набор дозы (пластикация)
Этапы работы узла впрыска
4. Набор дозы (пластикация)
Этапы работы узла впрыска
4. Набор дозы (пластикация)
Этапы работы узла впрыска
4. Набор дозы (пластикация)
Этапы работы узла впрыска
4. Набор дозы (пластикация)
Этапы работы узла впрыска
4. Набор дозы (пластикация)
Этапы работы узла впрыска
4. Набор дозы (пластикация)
Этапы работы узла впрыска
4. Набор дозы (пластикация)
Этапы работы узла впрыска
4. Набор дозы (пластикация)
Этапы работы узла впрыска
4. Набор дозы (пластикация)
Этапы работы узла впрыска
5. Отвод узла впрыска
Этапы работы узла впрыска
5. Отвод узла впрыска

Этапы работы узла впрыска
5. Отвод узла впрыска
Этапы работы узла впрыска
5. Отвод узла впрыска
Этапы работы узла впрыска
5. Отвод узла впрыска
Этапы работы узла впрыска
5. Отвод узла впрыска
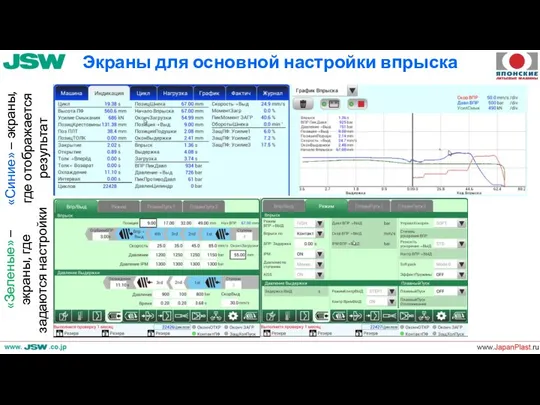
Экраны для основной настройки впрыска
«Синие» – экраны, где отображается результат
«Зеленые» –
Экраны для основной настройки впрыска
«Синие» – экраны, где отображается результат
«Зеленые» –
Основные этапы впрыска
Основные этапы впрыска
Основные этапы впрыска
Отличие впрыска от выдержки под давлением – высокая скорость
Основные этапы впрыска
Отличие впрыска от выдержки под давлением – высокая скорость
Впрыск и выдержка
Впрыск настраивается скоростью и максимальным давлением – до точки
Впрыск и выдержка
Впрыск настраивается скоростью и максимальным давлением – до точки

Ключевые параметры впрыска
Ключевые параметры впрыска
Ключевые параметры процесса
(1) Скорость впрыска :в зависимости от продукции высокая или
Ключевые параметры процесса
(1) Скорость впрыска :в зависимости от продукции высокая или
Ключевые параметры процесса
Давление IPM : при достижении заданного давления происходит аварийная
Ключевые параметры процесса
Давление IPM : при достижении заданного давления происходит аварийная
Функция Soft Pack – «Мягкое заполнение»
Для мягкого заполнения: при достижении заданного
Функция Soft Pack – «Мягкое заполнение»
Для мягкого заполнения: при достижении заданного

Отскок шнека – эффект пружины
При снижении давления с впрыска на выдержку
Отскок шнека – эффект пружины
При снижении давления с впрыска на выдержку
Дополнительные параметры впрыска
Дополнительные параметры впрыска
Прочие дополнительные настройки
На одном экране можно увидеть все значимые точки движения
Прочие дополнительные настройки
На одном экране можно увидеть все значимые точки движения
Прочие дополнительные настройки
AISS “ON” – ТПА заранее замедляется перед точкой перехода
Прочие дополнительные настройки
AISS “ON” – ТПА заранее замедляется перед точкой перехода
Прочие дополнительные настройки
Резкость отработки выдержки также можно настраивать режимами Step (Шаг)
Прочие дополнительные настройки
Резкость отработки выдержки также можно настраивать режимами Step (Шаг)
 Культура и культурные индустрии 2018-2020
Культура и культурные индустрии 2018-2020 Девятиэтажный кирпичный жилой дом в городе сургут
Девятиэтажный кирпичный жилой дом в городе сургут Энергосберегающие мероприятия. Подтема 4. Классификация мероприятий по энергоэффективности
Энергосберегающие мероприятия. Подтема 4. Классификация мероприятий по энергоэффективности Русская эмиграция в лицах и организациях
Русская эмиграция в лицах и организациях Lărgirea sortimentului produselor de panificație. Destinație profilactico dietetică
Lărgirea sortimentului produselor de panificație. Destinație profilactico dietetică Блок Вращение мотора
Блок Вращение мотора Красная книга Зауралья
Красная книга Зауралья ОКК и исп 26марта
ОКК и исп 26марта Математика. Переместительное свойство умножения
Математика. Переместительное свойство умножения Ремонт электромагнитных контакторов
Ремонт электромагнитных контакторов Обзор некоторых модов в виде презентации
Обзор некоторых модов в виде презентации Шашлык по карски
Шашлык по карски Научная библиотека им М. Горького при Санкт-Петербургском государственном университете
Научная библиотека им М. Горького при Санкт-Петербургском государственном университете Представление информации. Системы счисления. Формат с фиксированной запятой
Представление информации. Системы счисления. Формат с фиксированной запятой Электромеханический переключатель
Электромеханический переключатель Робототехника. Занятие 2. Управление моторами
Робототехника. Занятие 2. Управление моторами Видеомикроскоп BD-YT1002CL. Руководство пользователя
Видеомикроскоп BD-YT1002CL. Руководство пользователя Мониторы. Принцип работы ЭЛТ монитора
Мониторы. Принцип работы ЭЛТ монитора класс сложносоч. предл
класс сложносоч. предл Андезиты. Футеровка труб
Андезиты. Футеровка труб ІФмікрогруппа
ІФмікрогруппа Обізнаність що до інвазійного статусу рослини, впливає на її естетичне сприйняття
Обізнаність що до інвазійного статусу рослини, впливає на її естетичне сприйняття Габдерәхим Утыз Имәни иҗат мирасын өйрәнү
Габдерәхим Утыз Имәни иҗат мирасын өйрәнү Исследование усилительного каскада на биполярном транзисторе
Исследование усилительного каскада на биполярном транзисторе Письмо от Деда Мороза
Письмо от Деда Мороза Несколько минут из моего дня в садике. Фотоколлаж
Несколько минут из моего дня в садике. Фотоколлаж Виды юбок
Виды юбок СКЭС-2027
СКЭС-2027