- NBC系列 IGBT逆变式半自动气体保护焊机

Содержание
- 2. NB系列产品介绍 目前产品:NB-350 NB-500 NB-630
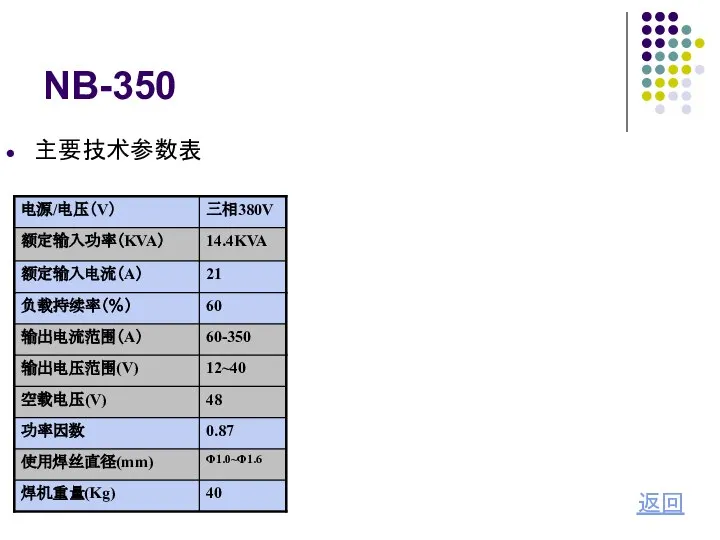
- 3. NB-350 主要技术参数表 返回
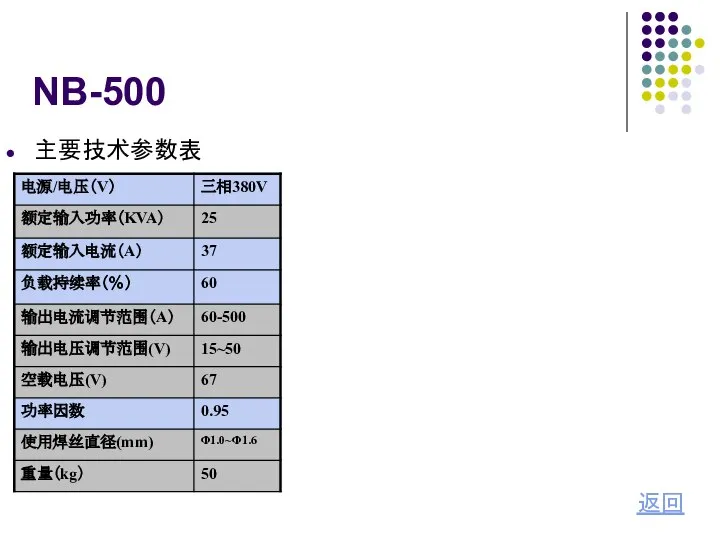
- 4. NB-500 返回 主要技术参数表
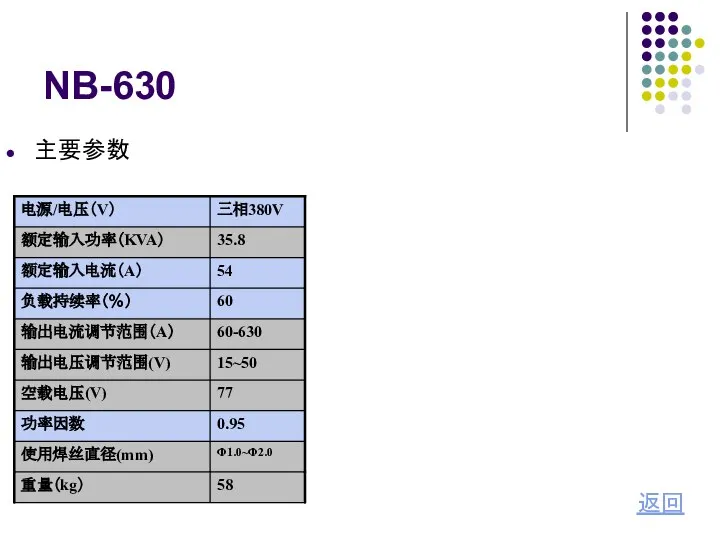
- 5. NB-630 返回 主要参数
- 6. NB系列逆变式CO2 气体保护焊的原理和特点 CO2气体保护焊的原理 CO2气体保护焊的焊接方法是使用被绕在焊丝盘内的焊丝来取代焊条,焊丝由送丝轮推动进入送丝管到达焊枪头部的导电嘴进入CO2气体保护的电弧区,与母材之间产生电弧,靠电热量进行焊接,所用焊丝由特别的合金钢制成. (2) CO2气体保护焊的特点一(与手工焊做比较) 1 只操作焊枪即可焊接,取消了手弧焊短时间内更换焊条的麻烦,还可以适用于大电流焊接,大幅度提高了作业效率. 2 电流密度高,焊丝熔化速度快,焊接速度快. 3 焊丝连续送进,实现了连续焊接,省去了手工焊的多次引弧过程. 4 与手工焊不同,不再需要清理焊渣,提高了生产效率,改善了劳动条件. 5 连续焊接,接点少,提高了焊接质量.
- 7. NB系列逆变式CO2 气体保护焊的原理和特点 取10Kg焊丝与焊条,分别进行试焊, CO2气体保护焊熔敷率为90%,手工焊为60%. 熔敷效率是指实际熔敷到焊接处的焊丝与焊条分别在其使用量中所占的比例. 8 焊接范围广 一种焊丝可适用于低碳钢,高强度钢及普通铸钢的全方位焊接,减少了焊条的大量积压. (3) CO2气体保护焊的特点二(与直流KR焊机做比较) NB系列逆变式CO2气体保护焊机内部加装了独特的电子电抗器电路,十分精确地控制了短路过渡及混合过渡的焊接过程,使其具有了优异的焊接特性,同可控硅焊机和抽头式焊机比,具有如下特点: 1 逆变技术可以保证焊接电压在电网电压波动及电弧长度变化的情况下高度平稳,电弧自调节能力强,焊接过程稳定,焊接飞溅小,金属熔敷率高. 2 焊缝成形好,焊接变形小. 3
- 8. NB系列逆变式CO2 气体保护焊的电弧调节控制方法 CO2气体保护焊采用等速送丝方与恒压特性电源相配合的控制系统 该系统具有电弧自身调节作用,以下图为例说明其工作原理.图中mn为电源输出特性,焊丝直径1.2mm,送丝速度m/分,设定工作点为S0,焊接电流在200A,电弧电压25V,正常的弧长为L0=10mm 电源特性
- 9. NB系列逆变式CO2 气体保护焊的电弧调节控制方法 设因某种原因导致弧长偏离10mm缩短变为5mm,则工作点移至S2,焊接电流变为300A,熔化速度加快,快于送丝速度,弧长增大迅速恢复为10 mm,偏差被消除。 反之如果弧长突然变长为15 mm则工作点转移至S1焊接电流变为100A,熔化速度变慢,低于送丝速度,弧长迅速变短,恢复到10 mm偏差也会被消除。 这样的调节过程是很迅速的,因而客观上弧长被定在10 mm,这一特点被称之为“电弧的自身调节作用”。
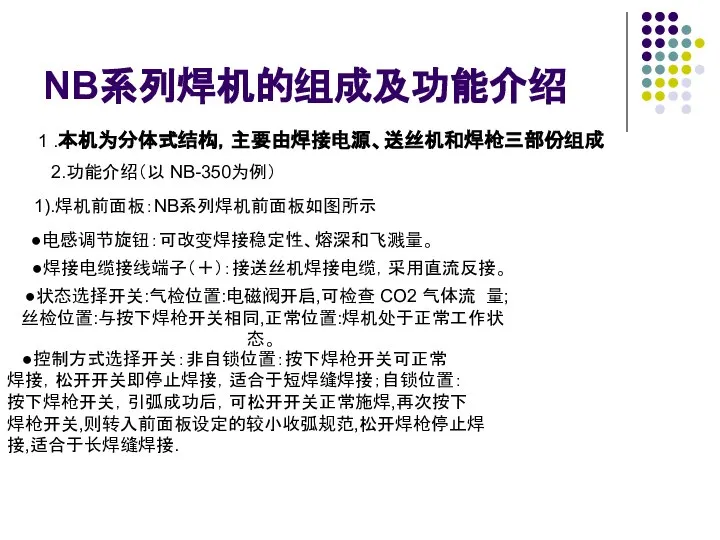
- 10. NB系列焊机的组成及功能介绍 1 .本机为分体式结构,主要由焊接电源、送丝机和焊枪三部份组成 2.功能介绍(以 NB-350为例) 1).焊机前面板:NB系列焊机前面板如图所示 ●电感调节旋钮:可改变焊接稳定性、熔深和飞溅量。 ●焊接电缆接线端子(+):接送丝机焊接电缆,采用直流反接。 ●状态选择开关:气检位置:电磁阀开启,可检查 CO2 气体流 量;丝检位置:与按下焊枪开关相同,正常位置:焊机处于正常工作状态。 ●控制方式选择开关:非自锁位置:按下焊枪开关可正常 焊接,松开开关即停止焊接,适合于短焊缝焊接;自锁位置: 按下焊枪开关,引弧成功后,可松开开关正常施焊,再次按下 焊枪开关,则转入前面板设定的较小收弧规范,松开焊枪停止焊
- 11. NB系列焊机的组成及功能介绍 1.功能介绍(以 NB-500为例) 1).焊机前面板:NB系列焊机后面板如图所示 ●加热电源输出插座(AC36V): 接 CO2 气体调节器的加热线圈 AC36V
- 12. NB系列焊机的组成及功能介绍 1.功能介绍(以 NB-500为例) 1)控制器;该控制器装在送丝机上,面板如图所示 ●加热电源输出插座(AC36V): 接 CO2 气体调节器的加热线圈 ●电流调节旋扭:用于调节焊接电流。 ●手动送丝按扭:用于快速送丝。 ●电压调节旋扭:用于调节焊接电压。
- 13. 主回路原理简述 输出 本系列焊机采用IGBT软开关技术,工频三相380V电源输入,经滤 波整流后由IGBT逆变器变为高频交流,经高频变压器降压,高频整流 器整流,滤波后输出适合于焊接的直流电,通过这个过程,提高了焊机 的动态响应速度,减小了焊机的体积和重量,控制电路对整机进行了闭 环控制,使焊接电源具有良好的抗电网波动能力,焊接性能优异。
- 14. NB系列焊机的输出特性
- 15. 电源主回路 输入整流、滤波和全桥逆变电路 输出整流、滤波和电流检测 主 控 制 电 路
- 16. 电源主回路的工作原理 1、输入整流、滤波和全桥逆变电路 返回 逆变主电路具体的工作原理如下: 来自电网~380V的电压经整流模块整流,电 容滤波后,得到+540V的直流电压。该电压加到IGBT1和 IGBT2等组成的全桥逆变功率变换器. IGBT1和IGBT2在驱 动电路提供的方波电压信号激励下,对角开关管轮流开通或 截止(关断),使流过主变压器初级的电流方向也交替变化。
- 17. 电源主回路的工作原理 2、输出整流、滤波和电流检测电路 返回 在功率开关轮流开通或截止(关断)工作的同时, 主变压器的次级两端感应出交变的准方波,经过主变压 器降压和快恢复二极管组成的全波整流变换后,输出了 适合于焊接所需的直流电。
- 18. 电源主回路的工作原理 3、主控制电路 焊机电源输入、冷却风扇 电源电路(主要用于产生各控制电路所需的直流电源电压) 保护电路(包括过热保护) IBGT驱动电路
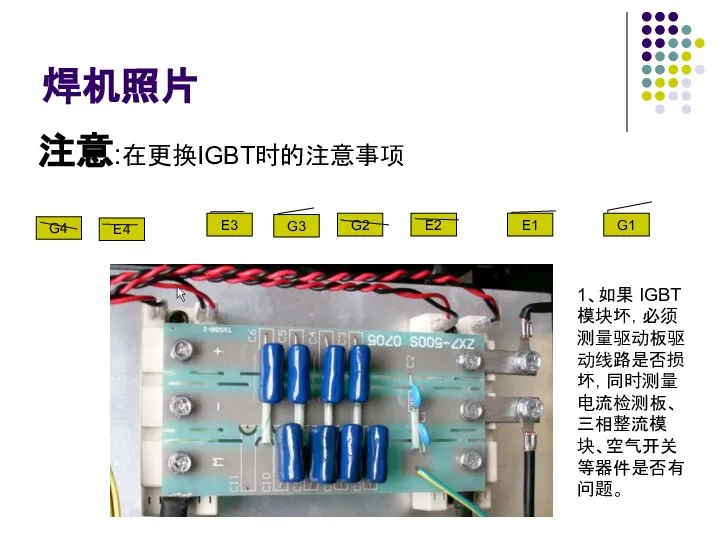
- 19. 焊机照片 G4 E4 E3 G3 G2 E2 E1 G1 注意:在更换IGBT时的注意事项 1、如果 IGBT 模块坏,必须测量驱动板驱动线路是否损坏,同时测量电流检测板、三相整流模块、空气开关等器件是否有问题。
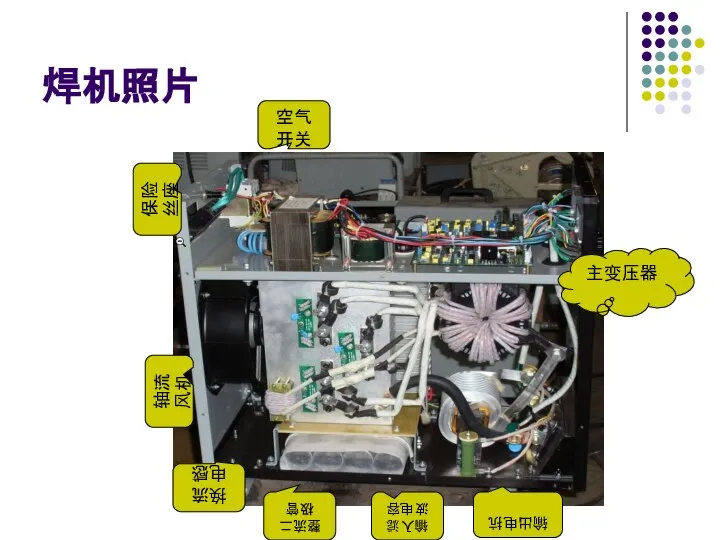
- 20. 焊机照片 输出电抗 主变压器 空气开关 换流电感 输入滤波电容 整流二极管 保险丝座 轴流风机
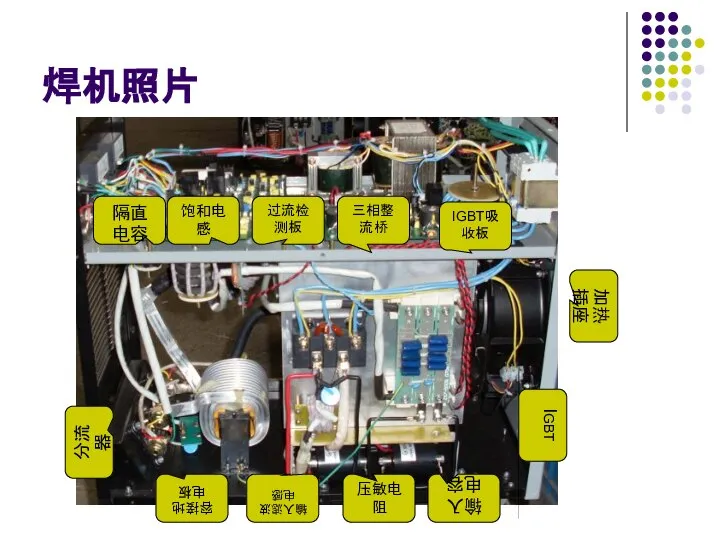
- 21. 焊机照片 输入滤波电感 三相整流桥 压敏电阻 饱和电感 过流检测板 IGBT吸收板 IGBT 输入电容 隔直电容 容接地电板 分流器 加热插座
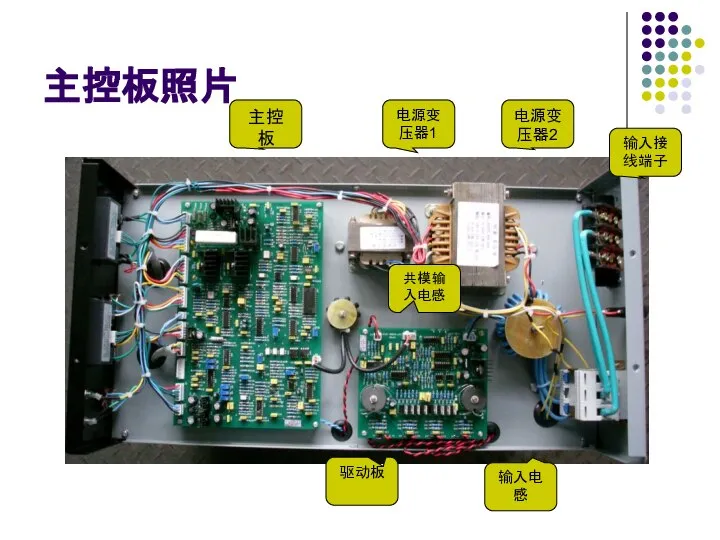
- 22. 主控板照片 共模输入电感 主控板 电源变压器1 电源变压器2 输入接线端子 驱动板 输入电感 共模输入电感
- 23. 主控板照片 共模输入电感 共模输入电感 误差输入 X2 X3 控制板与驱动板在更换过程中,要注意各插头原有位置,一一插回
- 24. 驱动板照片 误差输入Ve IP 控制板与驱动板在更换过程中,要注意各插头原有位置,一一插回
- 25. 焊机检修与维护 焊机检修前应先做以下检查: 1 焊机前面板各开关位置是否正确. 2 三相电源的线电压是否在340V~420V范围内;是否缺相. 3 焊接电源输入电缆的连接是否正确可靠. 4 焊机接地线是否正确可靠. 5 焊接电缆接线是否正确,接触是否良好. 6 气路是否良好, CO2气体调节器是否正常
- 26. 焊机检修与维护 焊接电源
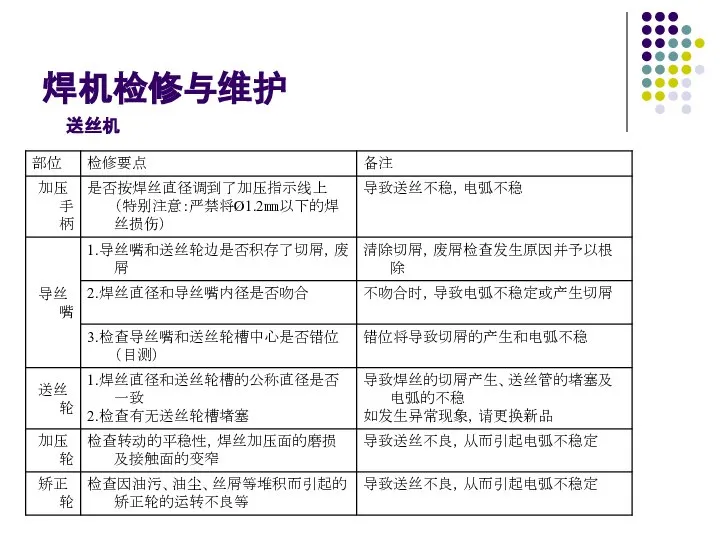
- 27. 焊机检修与维护 焊机检修与维护 送丝机
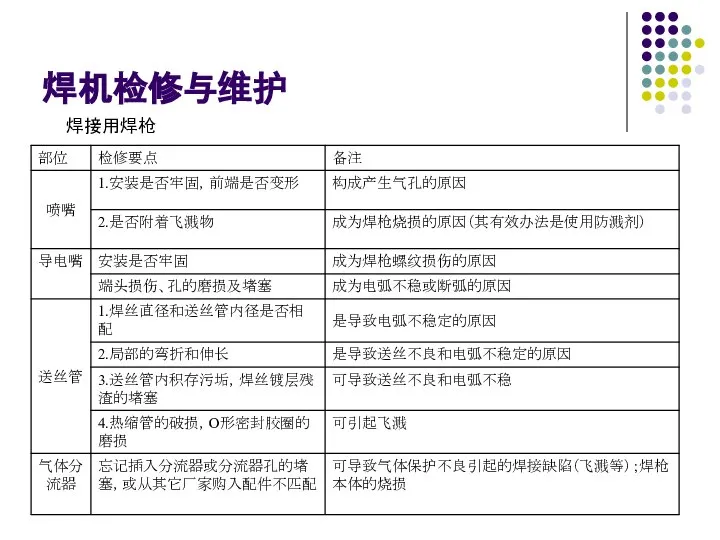
- 28. 焊机检修与维护 焊机检修与维护 焊接用焊枪
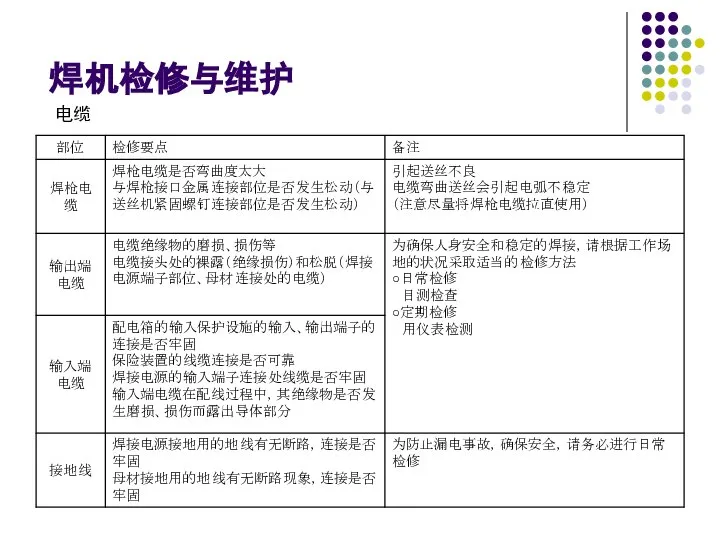
- 29. 焊机检修与维护 焊机检修与维护 电缆
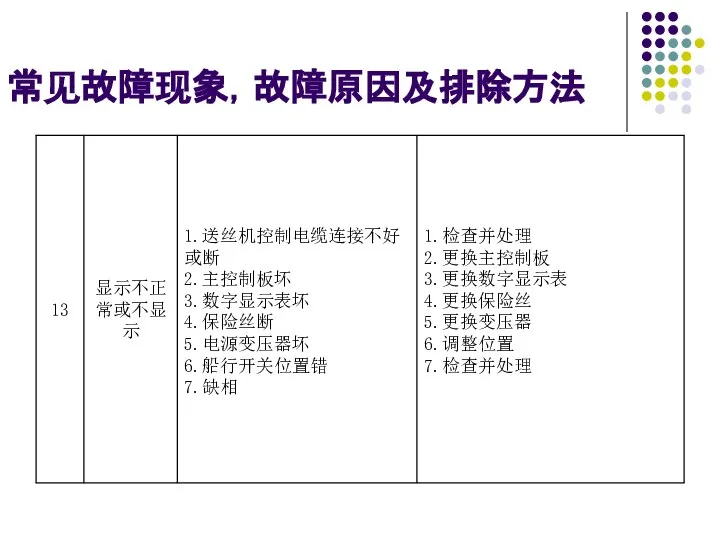
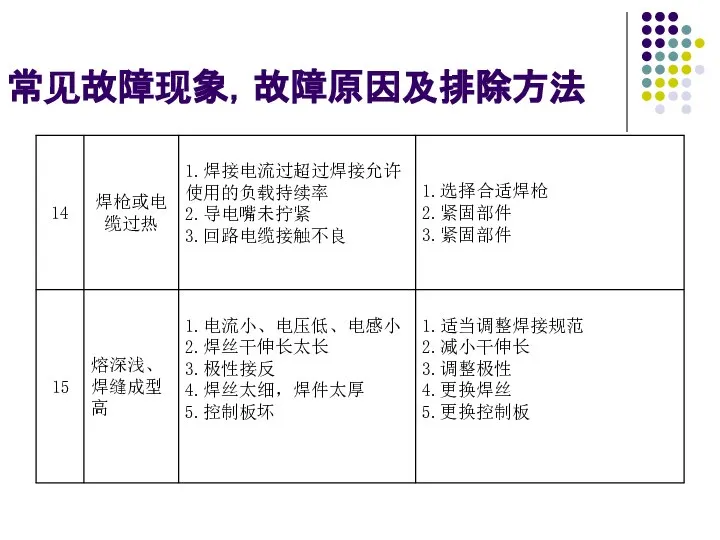
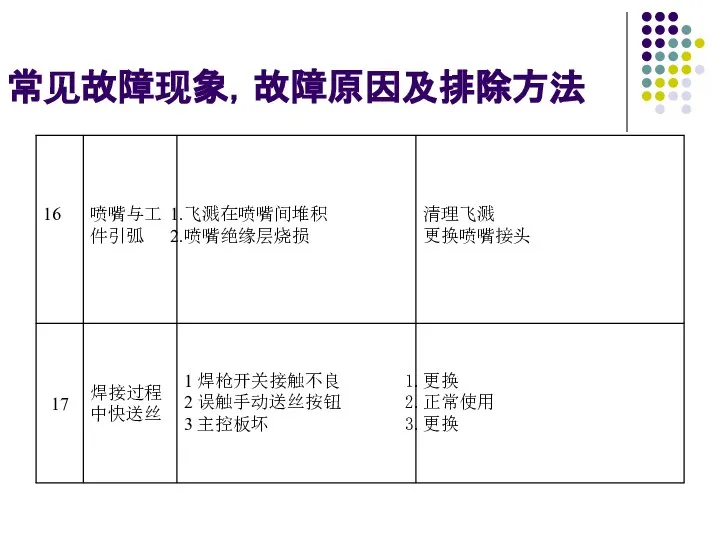
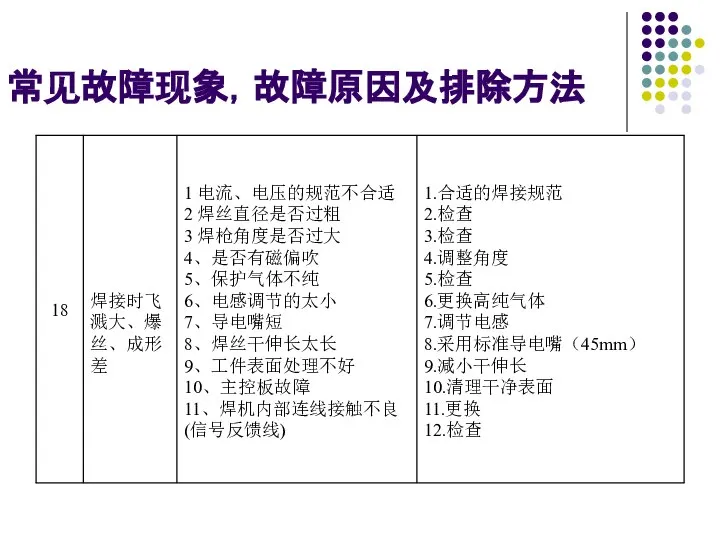
- 30. 常见故障现象,故障原因及排除方法
- 31. 常见故障现象,故障原因及排除方法
- 32. 常见故障现象,故障原因及排除方法
- 33. 常见故障现象,故障原因及排除方法
- 34. 常见故障现象,故障原因及排除方法
- 35. 常见故障现象,故障原因及排除方法
- 36. 常见故障现象,故障原因及排除方法
- 37. 常见故障现象,故障原因及排除方法
- 38. 常见故障现象,故障原因及排除方法
- 39. 常见故障现象,故障原因及排除方法
- 40. 常见故障现象,故障原因及排除方法
- 41. 常见故障现象,故障原因及排除方法
- 42. 常见故障现象,故障原因及排除方法
- 43. 故障分析要点 1、电弧不稳 ①不能稳定焊接:输入电源线连接是否可靠、输出线是否连接可靠正确、 焊接规范、焊枪的导丝管导电嘴异常、气体流量、焊机内部连线是否可靠。 ②焊接时经常出现爆丝现象:输出线是否连接可靠正确、焊机内部连线 是否连接可靠正确。主控板 、电流互感板上采样电阻阻值变大 (NB-500:6.2Ω/NB-350:10Ω) ③间断性断弧: 输出线是否连接可靠正确、焊枪的送丝软管导电嘴异常 焊机内部连线是否可靠(信号反馈线)、主控板。
- 44. 小结 经过对以往维修记录分析,发现在实际维修时,多以附件出现问题较 多,因为CO2气体保护焊机相对附件较多:送丝机、焊枪、流量计、控制 电缆来共同构成半自动系统,只要我们能够正确分清各个部件的功能,问 题将会迎刃而解。比如: 1.供气问题:我们可以从源头气瓶查起,检查是否有气,看流量计压力,气 体纯度,检查流量计是否损坏,查看气管是否堵塞或且漏气、检查电磁阀 是否动作,焊枪是否有漏气的地方,经过对整个气路的检查,基本上能够 决。 2.送丝问题:送丝问题较为复杂,除了送丝通道,包括:丝盘是否受阻,送丝轮是 否合适,压丝轮压力是否合适,送丝软管是否堵塞、有硬弯,导电嘴孔径 是否太小,是否磨损,焊丝是否弯曲等;还有控制部分的问题,包括:控 制电缆是否接触不良、断线、主控板送丝电路是否出现问题,焊枪开关是 否损坏,送丝电机是否损坏 ,电流调节电位器是否损坏等,这些问题都会 对送丝产生影响
- 45. 重要提醒 如焊机IGBT损坏,更换后需先检查驱动板是否有损坏,特别是驱动线附近的12Ω、5.1Ω电阻和SR160。 SR160 1/2W/12Ω 1/2W/5.1Ω
- 46. 重要提醒 法朗电阻至负端 正反馈线X7-1 屏蔽线 正端X7-3 屏蔽线X7-4 X7-2 共模输入电感
- 47. 重要提醒 气体流量计上的加热工作电压为AC36V,千万 不要将插头插入民用电源AC220V的插座上。 ●遇到风机不转时,要首先检查三相电中风机接的两相,检查接线是否有问题,检查启动电容,都没有问题后再检查更换风机。
- 48. 器件的测量与维修 二极管模块 1、符号: 测量方法:与单个二极管测量方法相同。 三相整流模块 1、符号:
- 49. 器件的测量与维修 以上器件均以二极管的特性为基准测量,测量时应注意以下问题: (1)二极管模块、三相整流模块每一只管子的正反向都要测量。 (2)测量时要断开所有连线。 (3)如果有管子的阻值为零或正向阻值无穷大,说明这支管子已坏 掉,必须更换整个模块。 (4)更换二极管模块、三相整流模块时,一定要将散热器上原有的 导热硅脂清除干净,并重新涂上新的硅脂。 (5)安装螺丝一定要均匀紧固好,让模块得到良好的散热效果
- 50. 器件的测量与维修 IGBT 的封装及测量 (1)、IGBT 的封装形式:单管、模块(2 只、4 只、6 只) IGBT 在封装时,在每一只 IGBT 上都反向并联了一只二极管。 1、符号 6 7 5
- 51. 器件的测量与维修 IGBT的测量方法 a、将万用表打在二极管档.红笔接G(4 或6)极.黑表笔接E(5 或 7)极, 正反向阻值均为无穷大,如果正反向阻值差别特别大或者为零,说明 IGBT 已坏掉。 b、将万用表打在二极管档.红笔接2.黑表笔接1, 正向阻值均为0.3Ω左右,反向阻值应为无穷大,如测量阻值偏离上述值说明 IGBT 已坏掉。 c、将万用表打在二极管档.红笔接1.黑表笔接3, 正向阻值均为0.3Ω左右0.3Ω左右,反向阻值应为无穷大,如测量阻值偏离上述值说明 IGBT
- 52. 器件的测量与维修 IGBT的测量方法 下表是IGBT模块中一只的测量步骤和阻值,另一只测量方法跟步骤完全一样
- 54. Скачать презентацию
NB系列产品介绍
目前产品:NB-350 NB-500 NB-630
NB系列产品介绍
目前产品:NB-350 NB-500 NB-630
NB-350
主要技术参数表
返回
NB-350
主要技术参数表
返回
NB-500
返回
主要技术参数表
NB-500
返回
主要技术参数表
NB-630
返回
主要参数
NB-630
返回
主要参数
NB系列逆变式CO2
气体保护焊的原理和特点
CO2气体保护焊的原理
CO2气体保护焊的焊接方法是使用被绕在焊丝盘内的焊丝来取代焊条,焊丝由送丝轮推动进入送丝管到达焊枪头部的导电嘴进入CO2气体保护的电弧区,与母材之间产生电弧,靠电热量进行焊接,所用焊丝由特别的合金钢制成.
(2) CO2气体保护焊的特点一(与手工焊做比较)
1 只操作焊枪即可焊接,取消了手弧焊短时间内更换焊条的麻烦,还可以适用于大电流焊接,大幅度提高了作业效率.
2 电流密度高,焊丝熔化速度快,焊接速度快.
3 焊丝连续送进,实现了连续焊接,省去了手工焊的多次引弧过程.
NB系列逆变式CO2
气体保护焊的原理和特点
CO2气体保护焊的原理
CO2气体保护焊的焊接方法是使用被绕在焊丝盘内的焊丝来取代焊条,焊丝由送丝轮推动进入送丝管到达焊枪头部的导电嘴进入CO2气体保护的电弧区,与母材之间产生电弧,靠电热量进行焊接,所用焊丝由特别的合金钢制成.
(2) CO2气体保护焊的特点一(与手工焊做比较)
1 只操作焊枪即可焊接,取消了手弧焊短时间内更换焊条的麻烦,还可以适用于大电流焊接,大幅度提高了作业效率.
2 电流密度高,焊丝熔化速度快,焊接速度快.
3 焊丝连续送进,实现了连续焊接,省去了手工焊的多次引弧过程.
NB系列逆变式CO2
气体保护焊的原理和特点
取10Kg焊丝与焊条,分别进行试焊, CO2气体保护焊熔敷率为90%,手工焊为60%.
熔敷效率是指实际熔敷到焊接处的焊丝与焊条分别在其使用量中所占的比例.
8 焊接范围广
一种焊丝可适用于低碳钢,高强度钢及普通铸钢的全方位焊接,减少了焊条的大量积压.
(3) CO2气体保护焊的特点二(与直流KR焊机做比较)
NB系列逆变式CO2气体保护焊机内部加装了独特的电子电抗器电路,十分精确地控制了短路过渡及混合过渡的焊接过程,使其具有了优异的焊接特性,同可控硅焊机和抽头式焊机比,具有如下特点:
1 逆变技术可以保证焊接电压在电网电压波动及电弧长度变化的情况下高度平稳,电弧自调节能力强,焊接过程稳定,焊接飞溅小,金属熔敷率高.
2 焊缝成形好,焊接变形小.
3 采用强脉冲引弧,引弧成功率高.
4
NB系列逆变式CO2
气体保护焊的原理和特点
取10Kg焊丝与焊条,分别进行试焊, CO2气体保护焊熔敷率为90%,手工焊为60%.
熔敷效率是指实际熔敷到焊接处的焊丝与焊条分别在其使用量中所占的比例.
8 焊接范围广
一种焊丝可适用于低碳钢,高强度钢及普通铸钢的全方位焊接,减少了焊条的大量积压.
(3) CO2气体保护焊的特点二(与直流KR焊机做比较)
NB系列逆变式CO2气体保护焊机内部加装了独特的电子电抗器电路,十分精确地控制了短路过渡及混合过渡的焊接过程,使其具有了优异的焊接特性,同可控硅焊机和抽头式焊机比,具有如下特点:
1 逆变技术可以保证焊接电压在电网电压波动及电弧长度变化的情况下高度平稳,电弧自调节能力强,焊接过程稳定,焊接飞溅小,金属熔敷率高.
2 焊缝成形好,焊接变形小.
3 采用强脉冲引弧,引弧成功率高.
4
NB系列逆变式CO2
气体保护焊的电弧调节控制方法
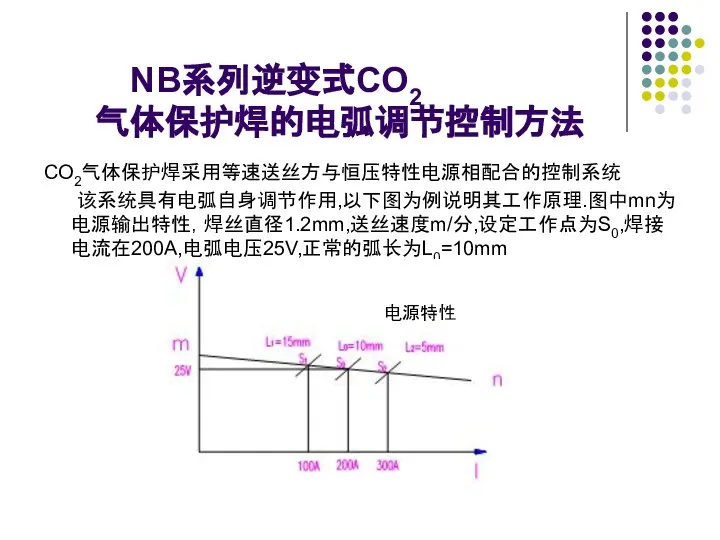
CO2气体保护焊采用等速送丝方与恒压特性电源相配合的控制系统
该系统具有电弧自身调节作用,以下图为例说明其工作原理.图中mn为电源输出特性,焊丝直径1.2mm,送丝速度m/分,设定工作点为S0,焊接电流在200A,电弧电压25V,正常的弧长为L0=10mm
电源特性
NB系列逆变式CO2
气体保护焊的电弧调节控制方法
CO2气体保护焊采用等速送丝方与恒压特性电源相配合的控制系统
该系统具有电弧自身调节作用,以下图为例说明其工作原理.图中mn为电源输出特性,焊丝直径1.2mm,送丝速度m/分,设定工作点为S0,焊接电流在200A,电弧电压25V,正常的弧长为L0=10mm
电源特性
NB系列逆变式CO2
气体保护焊的电弧调节控制方法
设因某种原因导致弧长偏离10mm缩短变为5mm,则工作点移至S2,焊接电流变为300A,熔化速度加快,快于送丝速度,弧长增大迅速恢复为10 mm,偏差被消除。
反之如果弧长突然变长为15 mm则工作点转移至S1焊接电流变为100A,熔化速度变慢,低于送丝速度,弧长迅速变短,恢复到10 mm偏差也会被消除。
这样的调节过程是很迅速的,因而客观上弧长被定在10 mm,这一特点被称之为“电弧的自身调节作用”。
NB系列逆变式CO2
气体保护焊的电弧调节控制方法
设因某种原因导致弧长偏离10mm缩短变为5mm,则工作点移至S2,焊接电流变为300A,熔化速度加快,快于送丝速度,弧长增大迅速恢复为10 mm,偏差被消除。
反之如果弧长突然变长为15 mm则工作点转移至S1焊接电流变为100A,熔化速度变慢,低于送丝速度,弧长迅速变短,恢复到10 mm偏差也会被消除。
这样的调节过程是很迅速的,因而客观上弧长被定在10 mm,这一特点被称之为“电弧的自身调节作用”。
NB系列焊机的组成及功能介绍
1 .本机为分体式结构,主要由焊接电源、送丝机和焊枪三部份组成
2.功能介绍(以 NB-350为例)
1).焊机前面板:NB系列焊机前面板如图所示
●电感调节旋钮:可改变焊接稳定性、熔深和飞溅量。
●焊接电缆接线端子(+):接送丝机焊接电缆,采用直流反接。
●状态选择开关:气检位置:电磁阀开启,可检查 CO2 气体流 量;丝检位置:与按下焊枪开关相同,正常位置:焊机处于正常工作状态。
NB系列焊机的组成及功能介绍
1 .本机为分体式结构,主要由焊接电源、送丝机和焊枪三部份组成
2.功能介绍(以 NB-350为例)
1).焊机前面板:NB系列焊机前面板如图所示
●电感调节旋钮:可改变焊接稳定性、熔深和飞溅量。
●焊接电缆接线端子(+):接送丝机焊接电缆,采用直流反接。
●状态选择开关:气检位置:电磁阀开启,可检查 CO2 气体流 量;丝检位置:与按下焊枪开关相同,正常位置:焊机处于正常工作状态。

NB系列焊机的组成及功能介绍
1.功能介绍(以 NB-500为例)
1).焊机前面板:NB系列焊机后面板如图所示
●加热电源输出插座(AC36V):
接 CO2 气体调节器的加热线圈
AC36V
NB系列焊机的组成及功能介绍
1.功能介绍(以 NB-500为例)
1).焊机前面板:NB系列焊机后面板如图所示
●加热电源输出插座(AC36V):
接 CO2 气体调节器的加热线圈
AC36V
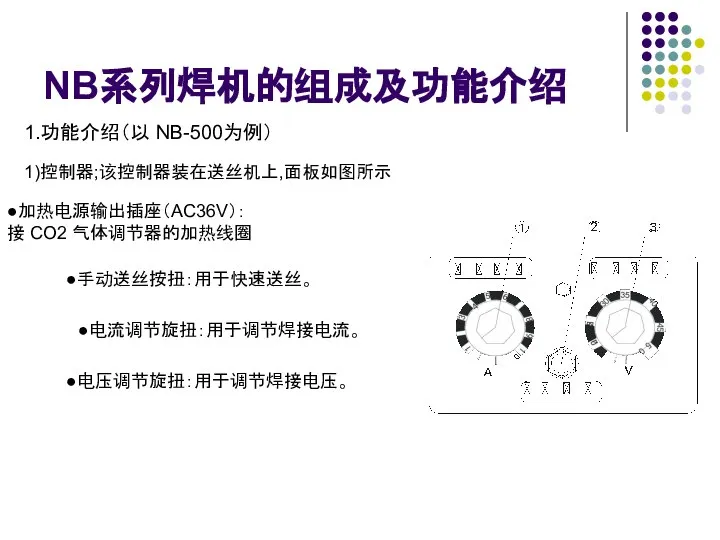
NB系列焊机的组成及功能介绍
1.功能介绍(以 NB-500为例)
1)控制器;该控制器装在送丝机上,面板如图所示
●加热电源输出插座(AC36V):
接 CO2 气体调节器的加热线圈
●电流调节旋扭:用于调节焊接电流。
●手动送丝按扭:用于快速送丝。
●电压调节旋扭:用于调节焊接电压。
NB系列焊机的组成及功能介绍
1.功能介绍(以 NB-500为例)
1)控制器;该控制器装在送丝机上,面板如图所示
●加热电源输出插座(AC36V):
接 CO2 气体调节器的加热线圈
●电流调节旋扭:用于调节焊接电流。
●手动送丝按扭:用于快速送丝。
●电压调节旋扭:用于调节焊接电压。
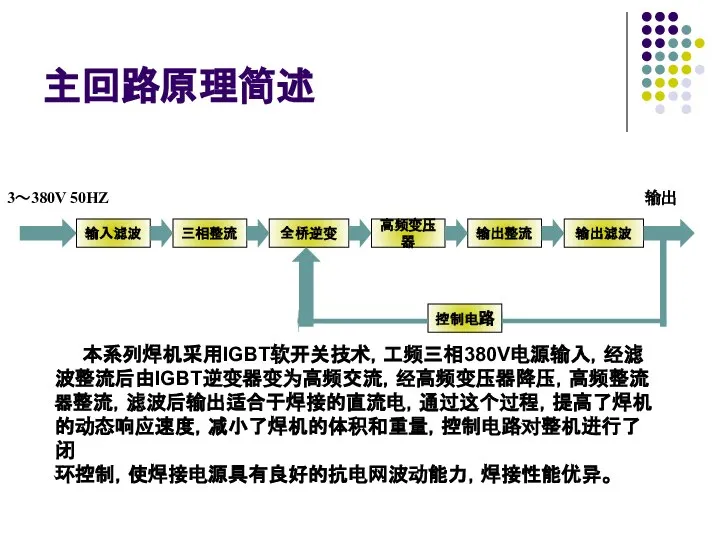
主回路原理简述
输出
本系列焊机采用IGBT软开关技术,工频三相380V电源输入,经滤
波整流后由IGBT逆变器变为高频交流,经高频变压器降压,高频整流
器整流,滤波后输出适合于焊接的直流电,通过这个过程,提高了焊机
的动态响应速度,减小了焊机的体积和重量,控制电路对整机进行了闭
环控制,使焊接电源具有良好的抗电网波动能力,焊接性能优异。
主回路原理简述
输出
本系列焊机采用IGBT软开关技术,工频三相380V电源输入,经滤
波整流后由IGBT逆变器变为高频交流,经高频变压器降压,高频整流
器整流,滤波后输出适合于焊接的直流电,通过这个过程,提高了焊机
的动态响应速度,减小了焊机的体积和重量,控制电路对整机进行了闭
环控制,使焊接电源具有良好的抗电网波动能力,焊接性能优异。
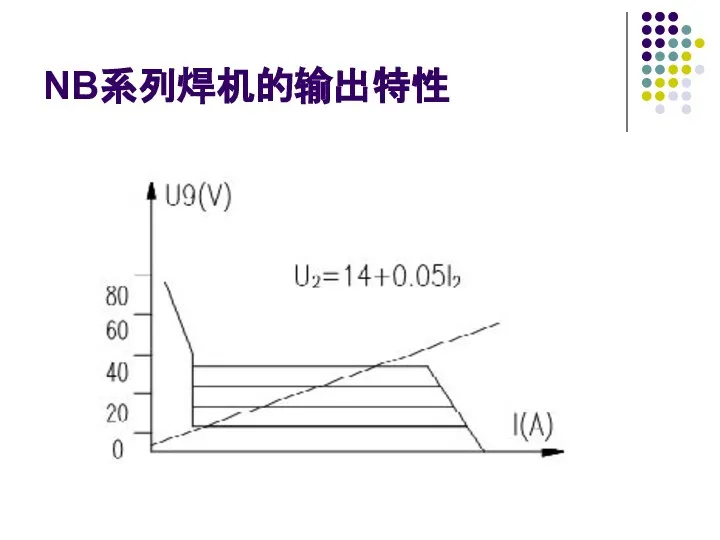
NB系列焊机的输出特性
NB系列焊机的输出特性
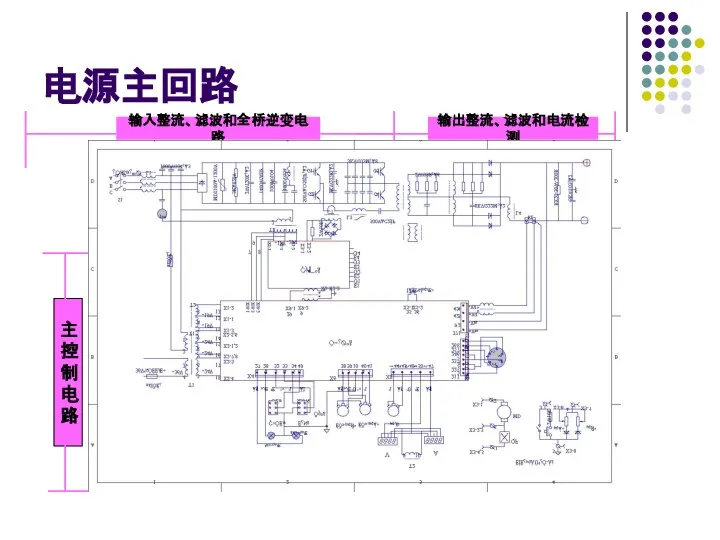
电源主回路
输入整流、滤波和全桥逆变电路
输出整流、滤波和电流检测
主
控
制
电
路
电源主回路
输入整流、滤波和全桥逆变电路
输出整流、滤波和电流检测
主
控
制
电
路
电源主回路的工作原理
1、输入整流、滤波和全桥逆变电路
返回
逆变主电路具体的工作原理如下:
来自电网~380V的电压经整流模块整流,电
容滤波后,得到+540V的直流电压。该电压加到IGBT1和
IGBT2等组成的全桥逆变功率变换器. IGBT1和IGBT2在驱
动电路提供的方波电压信号激励下,对角开关管轮流开通或
截止(关断),使流过主变压器初级的电流方向也交替变化。
电源主回路的工作原理
1、输入整流、滤波和全桥逆变电路
返回
逆变主电路具体的工作原理如下:
来自电网~380V的电压经整流模块整流,电
容滤波后,得到+540V的直流电压。该电压加到IGBT1和
IGBT2等组成的全桥逆变功率变换器. IGBT1和IGBT2在驱
动电路提供的方波电压信号激励下,对角开关管轮流开通或
截止(关断),使流过主变压器初级的电流方向也交替变化。
电源主回路的工作原理
2、输出整流、滤波和电流检测电路
返回
在功率开关轮流开通或截止(关断)工作的同时,
主变压器的次级两端感应出交变的准方波,经过主变压
器降压和快恢复二极管组成的全波整流变换后,输出了
适合于焊接所需的直流电。
电源主回路的工作原理
2、输出整流、滤波和电流检测电路
返回
在功率开关轮流开通或截止(关断)工作的同时,
主变压器的次级两端感应出交变的准方波,经过主变压
器降压和快恢复二极管组成的全波整流变换后,输出了
适合于焊接所需的直流电。
电源主回路的工作原理
3、主控制电路
焊机电源输入、冷却风扇
电源电路(主要用于产生各控制电路所需的直流电源电压)
保护电路(包括过热保护)
IBGT驱动电路
电源主回路的工作原理
3、主控制电路
焊机电源输入、冷却风扇
电源电路(主要用于产生各控制电路所需的直流电源电压)
保护电路(包括过热保护)
IBGT驱动电路
焊机照片
G4
E4
E3
G3
G2
E2
E1
G1
注意:在更换IGBT时的注意事项
1、如果 IGBT 模块坏,必须测量驱动板驱动线路是否损坏,同时测量电流检测板、三相整流模块、空气开关等器件是否有问题。
焊机照片
G4
E4
E3
G3
G2
E2
E1
G1
注意:在更换IGBT时的注意事项
1、如果 IGBT 模块坏,必须测量驱动板驱动线路是否损坏,同时测量电流检测板、三相整流模块、空气开关等器件是否有问题。
焊机照片
输出电抗
主变压器
空气开关
换流电感
输入滤波电容
整流二极管
保险丝座
轴流风机
焊机照片
输出电抗
主变压器
空气开关
换流电感
输入滤波电容
整流二极管
保险丝座
轴流风机
焊机照片
输入滤波电感
三相整流桥
压敏电阻
饱和电感
过流检测板
IGBT吸收板
IGBT
输入电容
隔直电容
容接地电板
分流器
加热插座
焊机照片
输入滤波电感
三相整流桥
压敏电阻
饱和电感
过流检测板
IGBT吸收板
IGBT
输入电容
隔直电容
容接地电板
分流器
加热插座
主控板照片
共模输入电感
主控板
电源变压器1
电源变压器2
输入接线端子
驱动板
输入电感
共模输入电感
主控板照片
共模输入电感
主控板
电源变压器1
电源变压器2
输入接线端子
驱动板
输入电感
共模输入电感
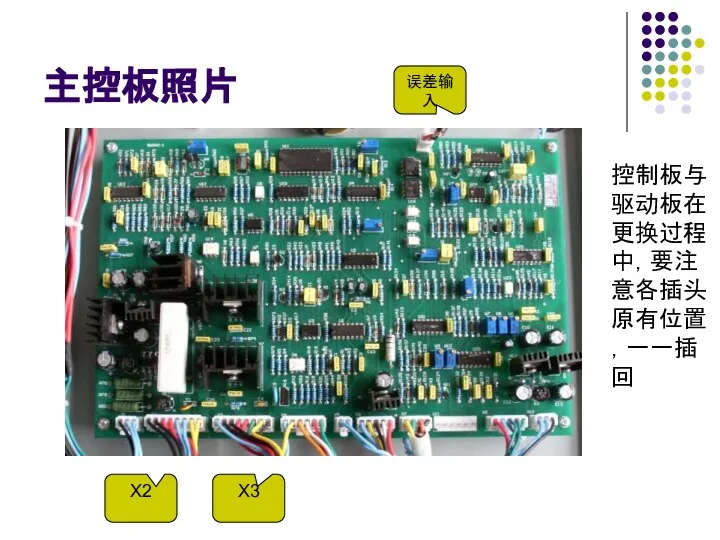
主控板照片
共模输入电感
共模输入电感
误差输入
X2
X3
控制板与驱动板在更换过程中,要注意各插头原有位置,一一插回
主控板照片
共模输入电感
共模输入电感
误差输入
X2
X3
控制板与驱动板在更换过程中,要注意各插头原有位置,一一插回
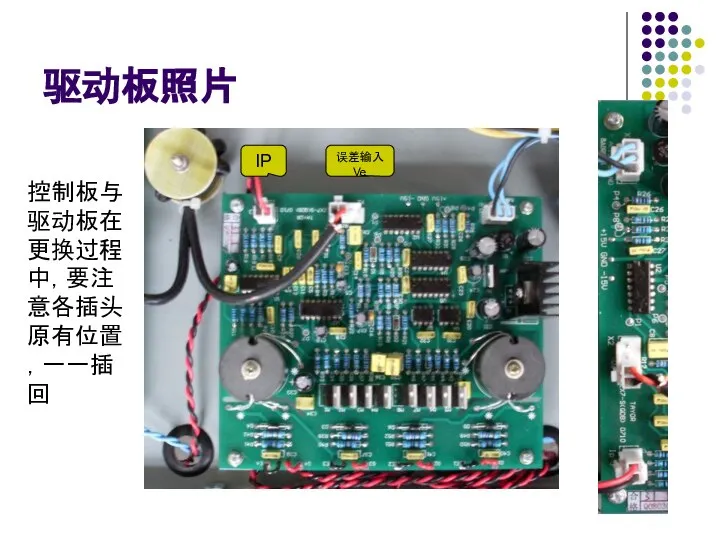
驱动板照片
误差输入Ve
IP
控制板与驱动板在更换过程中,要注意各插头原有位置,一一插回
驱动板照片
误差输入Ve
IP
控制板与驱动板在更换过程中,要注意各插头原有位置,一一插回
焊机检修与维护
焊机检修前应先做以下检查:
1 焊机前面板各开关位置是否正确.
2 三相电源的线电压是否在340V~420V范围内;是否缺相.
3 焊接电源输入电缆的连接是否正确可靠.
4 焊机接地线是否正确可靠.
5
焊机检修与维护
焊机检修前应先做以下检查:
1 焊机前面板各开关位置是否正确.
2 三相电源的线电压是否在340V~420V范围内;是否缺相.
3 焊接电源输入电缆的连接是否正确可靠.
4 焊机接地线是否正确可靠.
5
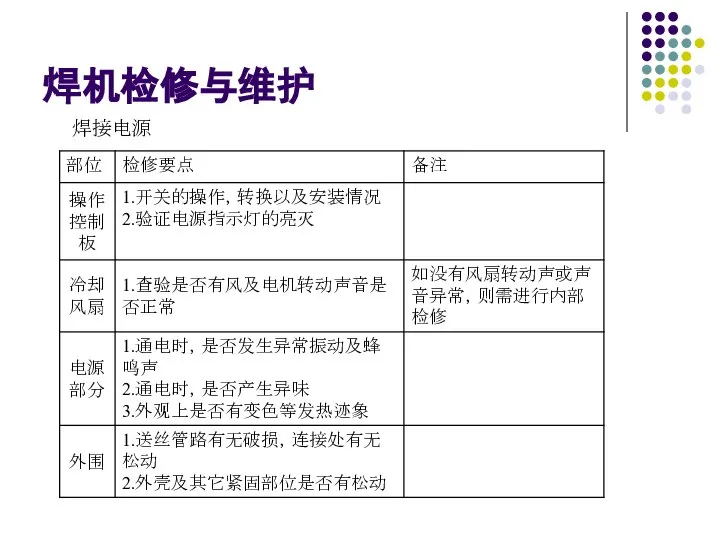
焊机检修与维护
焊接电源
焊机检修与维护
焊接电源
焊机检修与维护
焊机检修与维护
送丝机
焊机检修与维护
焊机检修与维护
送丝机
焊机检修与维护
焊机检修与维护
焊接用焊枪
焊机检修与维护
焊机检修与维护
焊接用焊枪
焊机检修与维护
焊机检修与维护
电缆
焊机检修与维护
焊机检修与维护
电缆
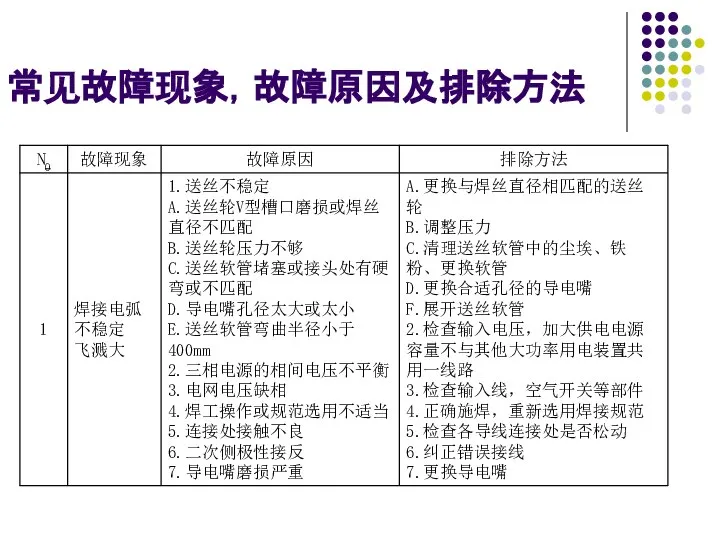
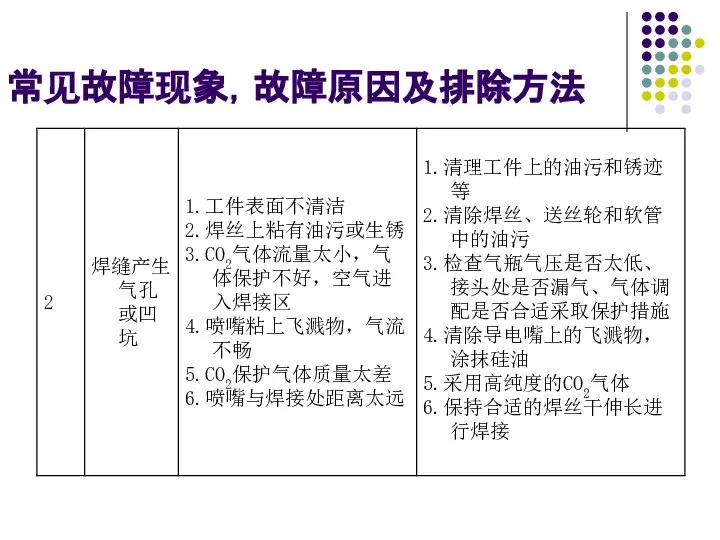
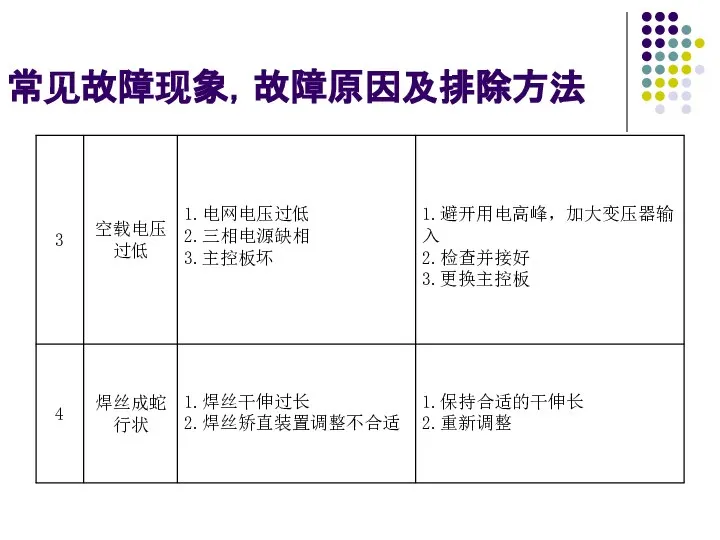
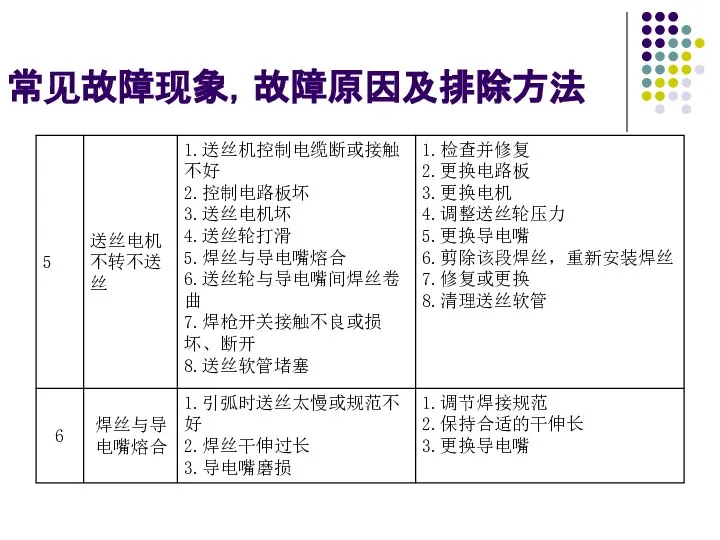
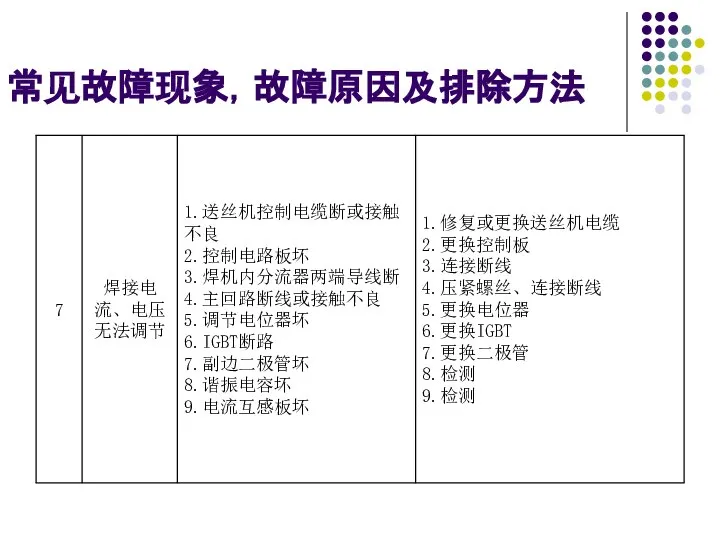
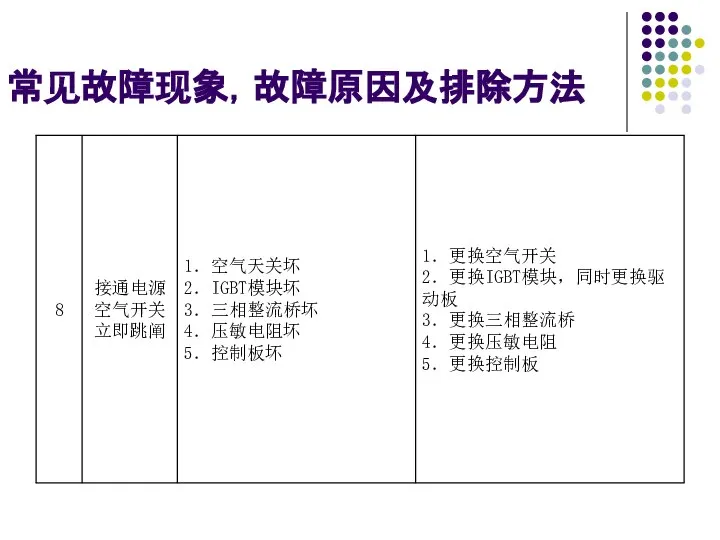
常见故障现象,故障原因及排除方法
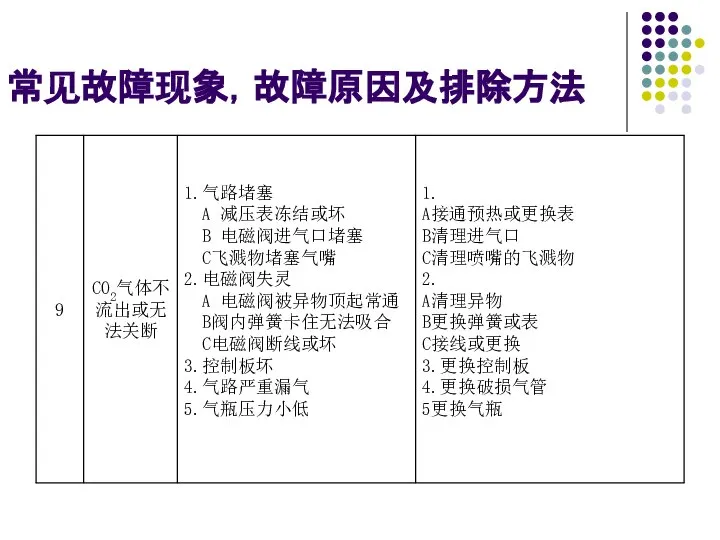
常见故障现象,故障原因及排除方法
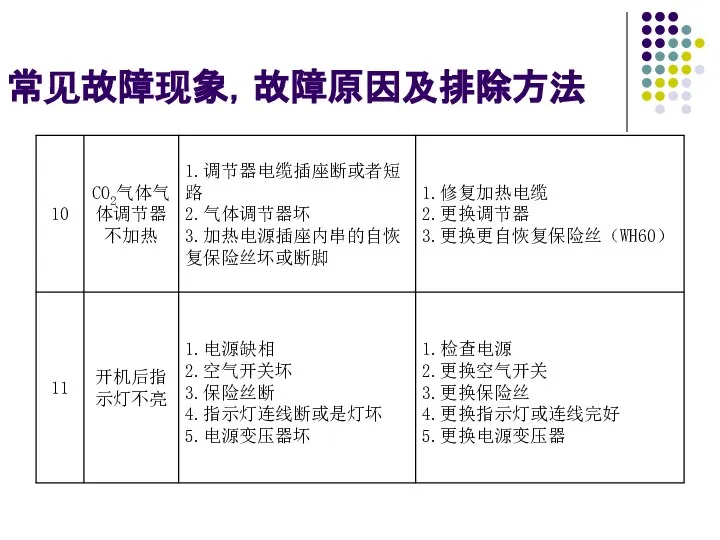
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
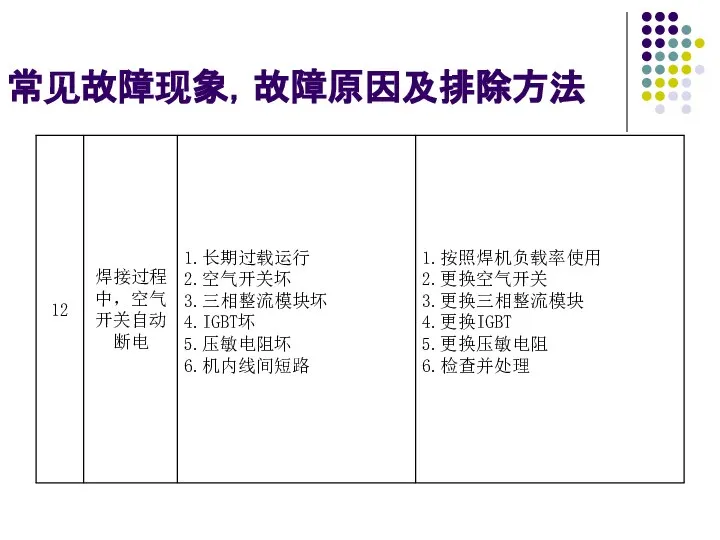
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
常见故障现象,故障原因及排除方法
故障分析要点
1、电弧不稳
①不能稳定焊接:输入电源线连接是否可靠、输出线是否连接可靠正确、
焊接规范、焊枪的导丝管导电嘴异常、气体流量、焊机内部连线是否可靠。
②焊接时经常出现爆丝现象:输出线是否连接可靠正确、焊机内部连线
是否连接可靠正确。主控板 、电流互感板上采样电阻阻值变大
(NB-500:6.2Ω/NB-350:10Ω)
③间断性断弧: 输出线是否连接可靠正确、焊枪的送丝软管导电嘴异常
焊机内部连线是否可靠(信号反馈线)、主控板。
故障分析要点
1、电弧不稳
①不能稳定焊接:输入电源线连接是否可靠、输出线是否连接可靠正确、
焊接规范、焊枪的导丝管导电嘴异常、气体流量、焊机内部连线是否可靠。
②焊接时经常出现爆丝现象:输出线是否连接可靠正确、焊机内部连线
是否连接可靠正确。主控板 、电流互感板上采样电阻阻值变大
(NB-500:6.2Ω/NB-350:10Ω)
③间断性断弧: 输出线是否连接可靠正确、焊枪的送丝软管导电嘴异常
焊机内部连线是否可靠(信号反馈线)、主控板。
小结
经过对以往维修记录分析,发现在实际维修时,多以附件出现问题较
多,因为CO2气体保护焊机相对附件较多:送丝机、焊枪、流量计、控制
电缆来共同构成半自动系统,只要我们能够正确分清各个部件的功能,问
题将会迎刃而解。比如:
1.供气问题:我们可以从源头气瓶查起,检查是否有气,看流量计压力,气
体纯度,检查流量计是否损坏,查看气管是否堵塞或且漏气、检查电磁阀
是否动作,焊枪是否有漏气的地方,经过对整个气路的检查,基本上能够
决。
2.送丝问题:送丝问题较为复杂,除了送丝通道,包括:丝盘是否受阻,送丝轮是
否合适,压丝轮压力是否合适,送丝软管是否堵塞、有硬弯,导电嘴孔径
是否太小,是否磨损,焊丝是否弯曲等;还有控制部分的问题,包括:控
制电缆是否接触不良、断线、主控板送丝电路是否出现问题,焊枪开关是
否损坏,送丝电机是否损坏 ,电流调节电位器是否损坏等,这些问题都会
对送丝产生影响
小结
经过对以往维修记录分析,发现在实际维修时,多以附件出现问题较
多,因为CO2气体保护焊机相对附件较多:送丝机、焊枪、流量计、控制
电缆来共同构成半自动系统,只要我们能够正确分清各个部件的功能,问
题将会迎刃而解。比如:
1.供气问题:我们可以从源头气瓶查起,检查是否有气,看流量计压力,气
体纯度,检查流量计是否损坏,查看气管是否堵塞或且漏气、检查电磁阀
是否动作,焊枪是否有漏气的地方,经过对整个气路的检查,基本上能够
决。
2.送丝问题:送丝问题较为复杂,除了送丝通道,包括:丝盘是否受阻,送丝轮是
否合适,压丝轮压力是否合适,送丝软管是否堵塞、有硬弯,导电嘴孔径
是否太小,是否磨损,焊丝是否弯曲等;还有控制部分的问题,包括:控
制电缆是否接触不良、断线、主控板送丝电路是否出现问题,焊枪开关是
否损坏,送丝电机是否损坏 ,电流调节电位器是否损坏等,这些问题都会
对送丝产生影响
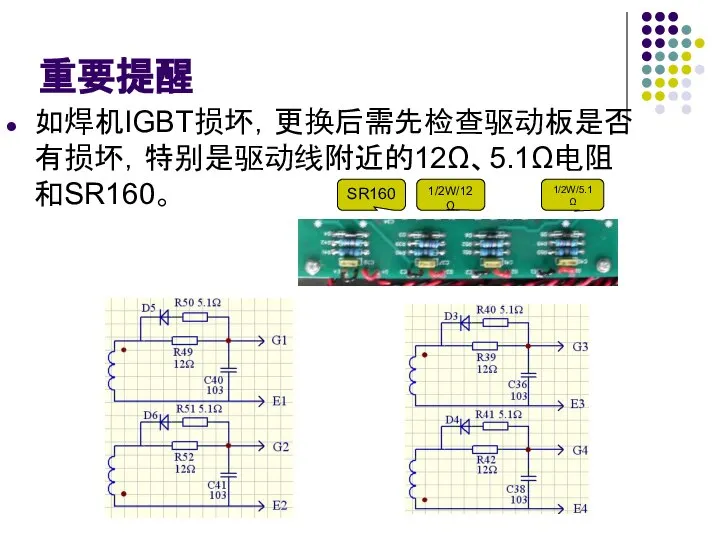
重要提醒
如焊机IGBT损坏,更换后需先检查驱动板是否有损坏,特别是驱动线附近的12Ω、5.1Ω电阻和SR160。
SR160
1/2W/12Ω
1/2W/5.1Ω
重要提醒
如焊机IGBT损坏,更换后需先检查驱动板是否有损坏,特别是驱动线附近的12Ω、5.1Ω电阻和SR160。
SR160
1/2W/12Ω
1/2W/5.1Ω
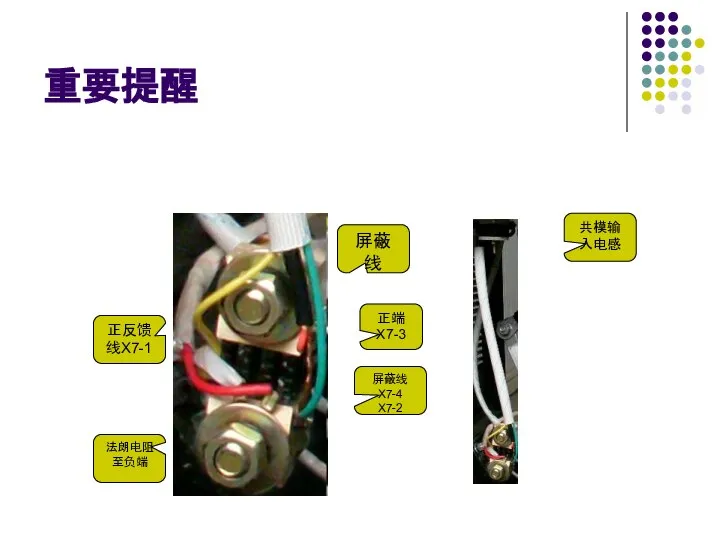
重要提醒
法朗电阻至负端
正反馈线X7-1
屏蔽线
正端X7-3
屏蔽线X7-4 X7-2
共模输入电感
重要提醒
法朗电阻至负端
正反馈线X7-1
屏蔽线
正端X7-3
屏蔽线X7-4 X7-2
共模输入电感
重要提醒
气体流量计上的加热工作电压为AC36V,千万
不要将插头插入民用电源AC220V的插座上。
●遇到风机不转时,要首先检查三相电中风机接的两相,检查接线是否有问题,检查启动电容,都没有问题后再检查更换风机。
重要提醒
气体流量计上的加热工作电压为AC36V,千万
不要将插头插入民用电源AC220V的插座上。
●遇到风机不转时,要首先检查三相电中风机接的两相,检查接线是否有问题,检查启动电容,都没有问题后再检查更换风机。
器件的测量与维修
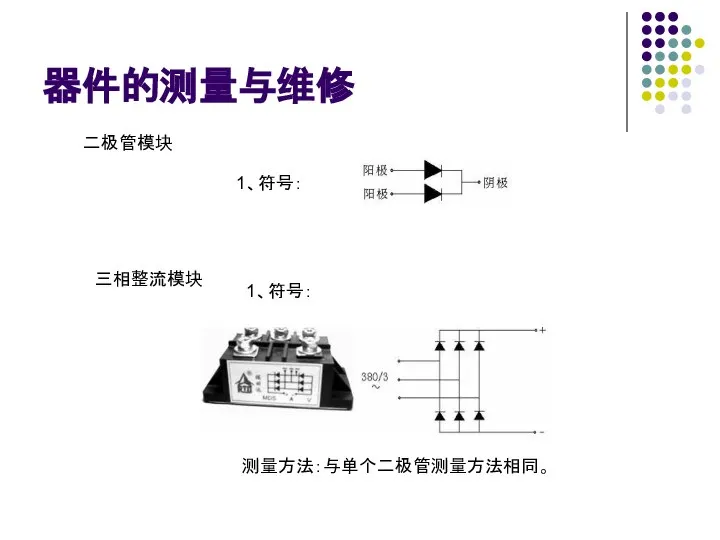
二极管模块
1、符号:
测量方法:与单个二极管测量方法相同。
三相整流模块
1、符号:
器件的测量与维修
二极管模块
1、符号:
测量方法:与单个二极管测量方法相同。
三相整流模块
1、符号:
器件的测量与维修
以上器件均以二极管的特性为基准测量,测量时应注意以下问题:
(1)二极管模块、三相整流模块每一只管子的正反向都要测量。
(2)测量时要断开所有连线。
(3)如果有管子的阻值为零或正向阻值无穷大,说明这支管子已坏
掉,必须更换整个模块。
(4)更换二极管模块、三相整流模块时,一定要将散热器上原有的
导热硅脂清除干净,并重新涂上新的硅脂。
(5)安装螺丝一定要均匀紧固好,让模块得到良好的散热效果
器件的测量与维修
以上器件均以二极管的特性为基准测量,测量时应注意以下问题:
(1)二极管模块、三相整流模块每一只管子的正反向都要测量。
(2)测量时要断开所有连线。
(3)如果有管子的阻值为零或正向阻值无穷大,说明这支管子已坏
掉,必须更换整个模块。
(4)更换二极管模块、三相整流模块时,一定要将散热器上原有的
导热硅脂清除干净,并重新涂上新的硅脂。
(5)安装螺丝一定要均匀紧固好,让模块得到良好的散热效果
器件的测量与维修
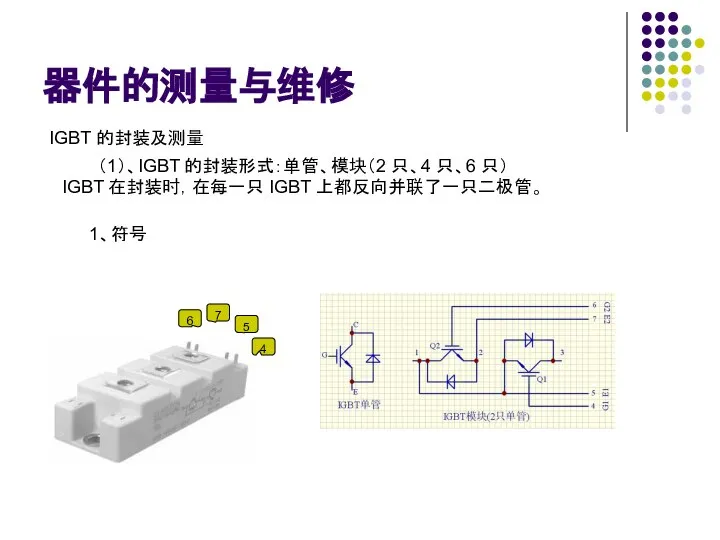
IGBT 的封装及测量
(1)、IGBT 的封装形式:单管、模块(2 只、4 只、6 只)
IGBT 在封装时,在每一只 IGBT 上都反向并联了一只二极管。
1、符号
6
7
5
4
器件的测量与维修
IGBT 的封装及测量
(1)、IGBT 的封装形式:单管、模块(2 只、4 只、6 只)
IGBT 在封装时,在每一只 IGBT 上都反向并联了一只二极管。
1、符号
6
7
5
4
器件的测量与维修
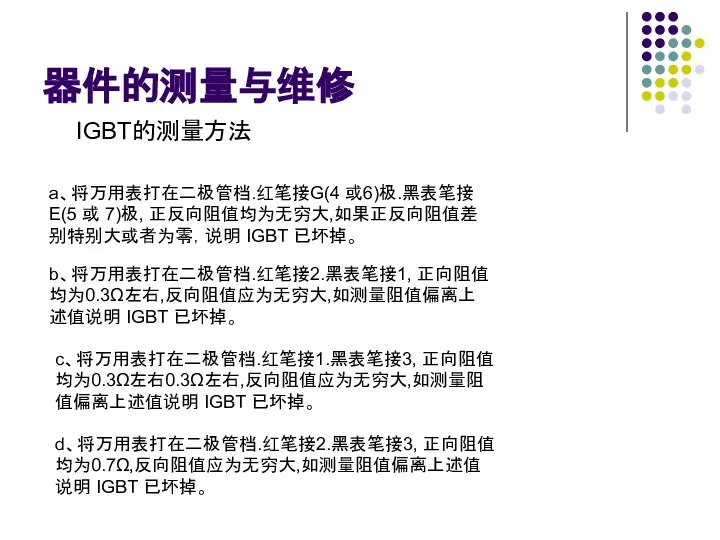
IGBT的测量方法
a、将万用表打在二极管档.红笔接G(4 或6)极.黑表笔接E(5 或 7)极, 正反向阻值均为无穷大,如果正反向阻值差别特别大或者为零,说明 IGBT 已坏掉。
b、将万用表打在二极管档.红笔接2.黑表笔接1, 正向阻值均为0.3Ω左右,反向阻值应为无穷大,如测量阻值偏离上述值说明 IGBT 已坏掉。
c、将万用表打在二极管档.红笔接1.黑表笔接3, 正向阻值均为0.3Ω左右0.3Ω左右,反向阻值应为无穷大,如测量阻值偏离上述值说明
器件的测量与维修
IGBT的测量方法
a、将万用表打在二极管档.红笔接G(4 或6)极.黑表笔接E(5 或 7)极, 正反向阻值均为无穷大,如果正反向阻值差别特别大或者为零,说明 IGBT 已坏掉。
b、将万用表打在二极管档.红笔接2.黑表笔接1, 正向阻值均为0.3Ω左右,反向阻值应为无穷大,如测量阻值偏离上述值说明 IGBT 已坏掉。
c、将万用表打在二极管档.红笔接1.黑表笔接3, 正向阻值均为0.3Ω左右0.3Ω左右,反向阻值应为无穷大,如测量阻值偏离上述值说明
器件的测量与维修
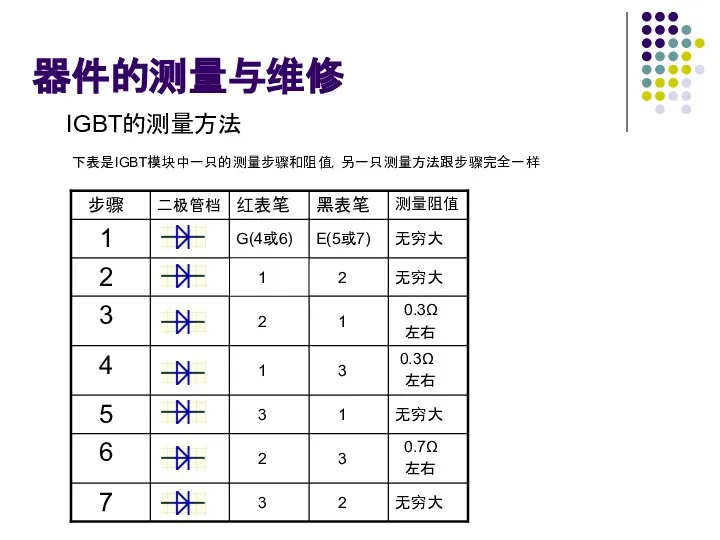
IGBT的测量方法
下表是IGBT模块中一只的测量步骤和阻值,另一只测量方法跟步骤完全一样
器件的测量与维修
IGBT的测量方法
下表是IGBT模块中一只的测量步骤和阻值,另一只测量方法跟步骤完全一样
 Натюрморт
Натюрморт Прочитай отрывок из стихотворения С. Маршака Хороший день
Прочитай отрывок из стихотворения С. Маршака Хороший день Каналы
Каналы #УчимсяСМарусей
#УчимсяСМарусей Ударные инструменты
Ударные инструменты Веб-дизайн
Веб-дизайн Народный праздничный костюм
Народный праздничный костюм Електронагрівальні прилади
Електронагрівальні прилади Теория систем
Теория систем Трансформация трудового права в условиях цифровизации общественных отношений 21 века
Трансформация трудового права в условиях цифровизации общественных отношений 21 века Расчет ожидаемой экономии электроэнергии в электрических сетях и трансформаторах
Расчет ожидаемой экономии электроэнергии в электрических сетях и трансформаторах апреля
апреля Лексико-семантическое поле понятия страх в современном французском языке. (Раздел 1)
Лексико-семантическое поле понятия страх в современном французском языке. (Раздел 1) Разработка мобильной солнечной электростанции
Разработка мобильной солнечной электростанции Ассортимент чиллеров shuft
Ассортимент чиллеров shuft Оптичні засоби корекції
Оптичні засоби корекції Строповка оборудования
Строповка оборудования Бастауышпен қоштасатын кез келді! 2019- 2022 жыл
Бастауышпен қоштасатын кез келді! 2019- 2022 жыл Remotely Controlling Devices
Remotely Controlling Devices El español de Colombia
El español de Colombia Массовая культура
Массовая культура Слесарные операции
Слесарные операции Сварка на земле
Сварка на земле Угадай тень из кинофильма
Угадай тень из кинофильма 20120219_kultura_sibirskih_skotovodov_i_zemledelcev
20120219_kultura_sibirskih_skotovodov_i_zemledelcev Игра
Игра Интегральная теорема Лапласа. Вероятность отклонения относительной частоты от постоянной вероятности в независимых испытаниях
Интегральная теорема Лапласа. Вероятность отклонения относительной частоты от постоянной вероятности в независимых испытаниях ОМПТ-2. Часть 2
ОМПТ-2. Часть 2