- Образование напряжений, деформаций и перемещений в сварных конструкциях. Лекция № 6

Содержание
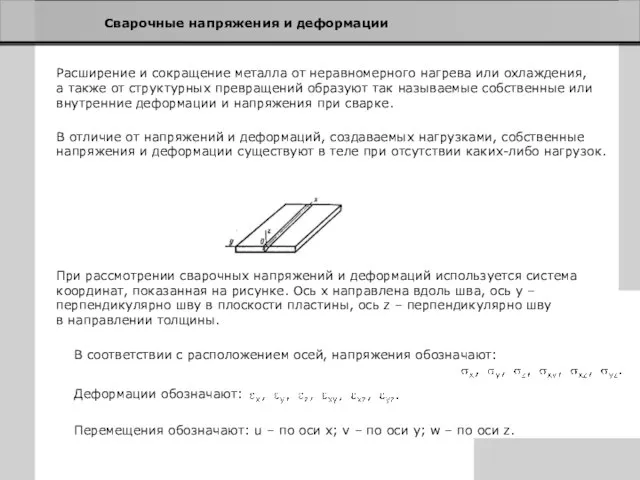
- 2. Сварочные напряжения и деформации Расширение и сокращение металла от неравномерного нагрева или охлаждения, а также от
- 3. Виды деформаций при сварке Температурные деформации – вызваны изменением размера частиц тела при изменении температуры. К
- 4. Виды собственных напряжений при сварке По причине их появления: от упругого или пластического механизма деформирования при
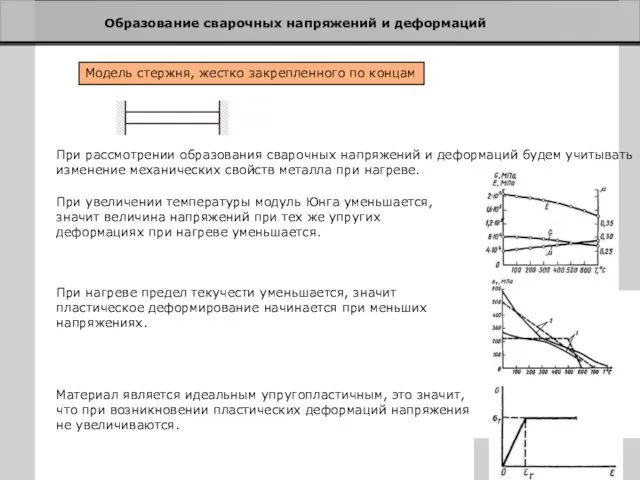
- 5. Образование сварочных напряжений и деформаций Модель стержня, жестко закрепленного по концам При рассмотрении образования сварочных напряжений
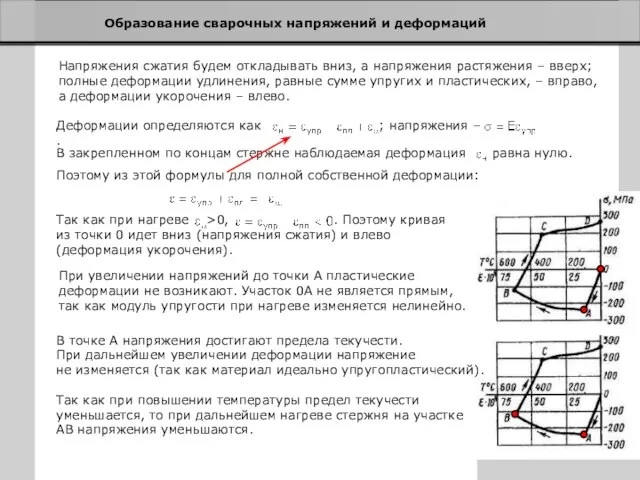
- 6. Образование сварочных напряжений и деформаций Напряжения сжатия будем откладывать вниз, а напряжения растяжения – вверх; полные
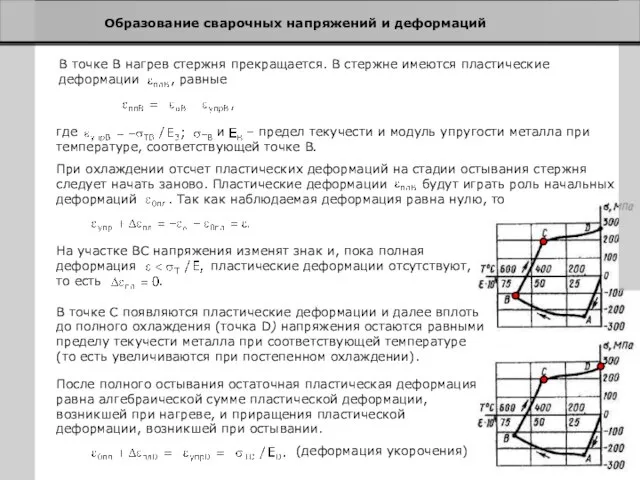
- 7. Образование сварочных напряжений и деформаций В точке В нагрев стержня прекращается. В стержне имеются пластические деформации
- 9. Скачать презентацию
Сварочные напряжения и деформации
Расширение и сокращение металла от неравномерного нагрева или
Сварочные напряжения и деформации
Расширение и сокращение металла от неравномерного нагрева или
Виды деформаций при сварке
Температурные деформации – вызваны изменением размера частиц тела
Виды деформаций при сварке
Температурные деформации – вызваны изменением размера частиц тела
Виды собственных напряжений при сварке
По причине их появления:
от упругого или пластического
Виды собственных напряжений при сварке
По причине их появления:
от упругого или пластического
Образование сварочных напряжений и деформаций
Модель стержня, жестко закрепленного по концам
При рассмотрении
Образование сварочных напряжений и деформаций
Модель стержня, жестко закрепленного по концам
При рассмотрении
Образование сварочных напряжений и деформаций
Напряжения сжатия будем откладывать вниз, а напряжения
Образование сварочных напряжений и деформаций
Напряжения сжатия будем откладывать вниз, а напряжения
Образование сварочных напряжений и деформаций
В точке В нагрев стержня прекращается. В
Образование сварочных напряжений и деформаций
В точке В нагрев стержня прекращается. В
 Как говорят животные
Как говорят животные Electronic tutorial guitar playing
Electronic tutorial guitar playing История биологической науки ЮФУ. Кафедра зоологии
История биологической науки ЮФУ. Кафедра зоологии ЦОС 1 лекция
ЦОС 1 лекция игрушка 02.04
игрушка 02.04 Искусство ислама. Архитектура. Арабески. Каллиграфия
Искусство ислама. Архитектура. Арабески. Каллиграфия Классификация подъёмников
Классификация подъёмников Латинская Америка
Латинская Америка Осень в городе Старая Русса
Осень в городе Старая Русса Приближённые решения алгебраических и трансцендентных уравнений
Приближённые решения алгебраических и трансцендентных уравнений Свойства текстильных материалов из волокон животного происхождения
Свойства текстильных материалов из волокон животного происхождения МЫ ЕСТЬ
МЫ ЕСТЬ Паровозик из Ромашково собирает друзей
Паровозик из Ромашково собирает друзей Почетные граждане и знаменитые люди п. Уразова
Почетные граждане и знаменитые люди п. Уразова Итоги производственной и финансовой деятельности филиала Черепетская ГРЭС имени Д.Г. Жимерина
Итоги производственной и финансовой деятельности филиала Черепетская ГРЭС имени Д.Г. Жимерина Сравнительная характеристика типов шлифовальных станков
Сравнительная характеристика типов шлифовальных станков Творческая мастерская Родничок
Творческая мастерская Родничок Мое любимое животное
Мое любимое животное Кейс визуал для салона красоты Instagram
Кейс визуал для салона красоты Instagram Ритмика для малышей
Ритмика для малышей Базилика Моление о Чаше
Базилика Моление о Чаше Линейные электрические цепи однофазного переменного тока
Линейные электрические цепи однофазного переменного тока Пилотаж и Основное исследование
Пилотаж и Основное исследование Моя семья и я
Моя семья и я Основные функции домашней работы
Основные функции домашней работы УСТНОЕ НАРОДНОЕ ТВОРЧЕСТВО. КОЛЯДНЫЕ ПЕСНИ
УСТНОЕ НАРОДНОЕ ТВОРЧЕСТВО. КОЛЯДНЫЕ ПЕСНИ Совершенствование системы ремонта электровозов 2ЭС6
Совершенствование системы ремонта электровозов 2ЭС6 Читаем слова 1
Читаем слова 1