- Особенности эксплуатации магистральных трубопроводов

Содержание
- 2. 1 ВИДЫ ДЕФЕКТОВ, НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ И ДИАГНОСТИКА ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ Дефект — это отдельное несоответствие того
- 3. ПРИ ДИАГНОСТИРОВАНИИ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ ИСПОЛЬЗУЮТ СЛЕДУЮЩИЕ ВАЖНЫЕ ПОНЯТИЯ: Работоспособность — состояние механизма или иного объекта,
- 4. ГРАФИК ИНТЕНСИВНОСТИ ОТКАЗОВ МЕХАНИЗМОВ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ В разные периоды эксплуатации насосов частота (интенсивность) отказов разная
- 5. Наиболее распространенные методы неразрушающего контроля: Визуально-оптический метод позволяет выявить относительно крупные трещины, механические повреждения, остаточную деформацию.
- 6. ТЕХНИЧЕСКАЯ ДИАГНОСТИКА ТРУБОПРОВОДОВ ДОЛЖНА ВКЛЮЧАТЬ В СЕБЯ СЛЕДУЮЩИЕ ДЕЙСТВИЯ: обнаружение дефектов на трубопроводе; контроль технологических параметров
- 7. Корпуса насосов и компрессоров подлежат контролю на наличие трещин, коррозии, проверке состояния опор и плоскости горизонтального
- 8. 3 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ ЦЕНТРОБЕЖНЫХ НАГНЕТАТЕЛЕЙ Система планово-предупредительного ремонта (ППР) — это совокупность мероприятий по
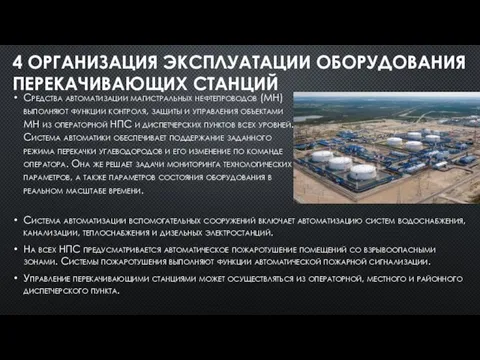
- 9. 4 ОРГАНИЗАЦИЯ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ ПЕРЕКАЧИВАЮЩИХ СТАНЦИЙ Средства автоматизации магистральных нефтепроводов (МН) выполняют функции контроля, защиты и
- 10. Цель диспетчеризации — обеспечение эффективного процесса транспортировки углеводородов. Основные задачи диспетчерских служб: управление и контроль технологическими
- 11. 6 ПУСК, ОСТАНОВКА И ВЕДЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПЕРЕКАЧКИ При осуществлении операций пуска и остановки одной их
- 13. Скачать презентацию
1 ВИДЫ ДЕФЕКТОВ, НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ И ДИАГНОСТИКА ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ
Дефект —
1 ВИДЫ ДЕФЕКТОВ, НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ И ДИАГНОСТИКА ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ
Дефект —
ПРИ ДИАГНОСТИРОВАНИИ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ ИСПОЛЬЗУЮТ СЛЕДУЮЩИЕ ВАЖНЫЕ ПОНЯТИЯ:
Работоспособность — состояние
ПРИ ДИАГНОСТИРОВАНИИ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ ИСПОЛЬЗУЮТ СЛЕДУЮЩИЕ ВАЖНЫЕ ПОНЯТИЯ:
Работоспособность — состояние
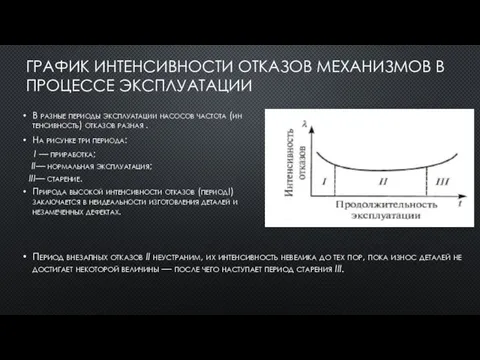
ГРАФИК ИНТЕНСИВНОСТИ ОТКАЗОВ МЕХАНИЗМОВ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
В разные периоды эксплуатации насосов
ГРАФИК ИНТЕНСИВНОСТИ ОТКАЗОВ МЕХАНИЗМОВ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
В разные периоды эксплуатации насосов
Наиболее распространенные методы неразрушающего контроля:
Визуально-оптический метод позволяет выявить относительно крупные трещины,
Наиболее распространенные методы неразрушающего контроля:
Визуально-оптический метод позволяет выявить относительно крупные трещины,

ТЕХНИЧЕСКАЯ ДИАГНОСТИКА ТРУБОПРОВОДОВ ДОЛЖНА ВКЛЮЧАТЬ В СЕБЯ СЛЕДУЮЩИЕ ДЕЙСТВИЯ:
обнаружение дефектов на
ТЕХНИЧЕСКАЯ ДИАГНОСТИКА ТРУБОПРОВОДОВ ДОЛЖНА ВКЛЮЧАТЬ В СЕБЯ СЛЕДУЮЩИЕ ДЕЙСТВИЯ:
обнаружение дефектов на

Корпуса насосов и компрессоров подлежат контролю на наличие трещин, коррозии, проверке
Корпуса насосов и компрессоров подлежат контролю на наличие трещин, коррозии, проверке
3 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ ЦЕНТРОБЕЖНЫХ НАГНЕТАТЕЛЕЙ
Система планово-предупредительного ремонта (ППР) —
3 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ ЦЕНТРОБЕЖНЫХ НАГНЕТАТЕЛЕЙ
Система планово-предупредительного ремонта (ППР) —
4 ОРГАНИЗАЦИЯ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ ПЕРЕКАЧИВАЮЩИХ СТАНЦИЙ
Средства автоматизации магистральных нефтепроводов (МН) выполняют
4 ОРГАНИЗАЦИЯ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ ПЕРЕКАЧИВАЮЩИХ СТАНЦИЙ
Средства автоматизации магистральных нефтепроводов (МН) выполняют
Цель диспетчеризации — обеспечение эффективного процесса транспортировки углеводородов.
Основные задачи
Цель диспетчеризации — обеспечение эффективного процесса транспортировки углеводородов.
Основные задачи
6 ПУСК, ОСТАНОВКА И ВЕДЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПЕРЕКАЧКИ
При осуществлении операций
6 ПУСК, ОСТАНОВКА И ВЕДЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПЕРЕКАЧКИ
При осуществлении операций
 Иқтисодий таҳлилнинг методи ва унда қўлланиладиган анъанавий усуллар
Иқтисодий таҳлилнинг методи ва унда қўлланиладиган анъанавий усуллар Все имеет свое строение
Все имеет свое строение Особенности исследования НС методом восстановления давления. (Лекция 7)
Особенности исследования НС методом восстановления давления. (Лекция 7) осень 2017
осень 2017 Clothes (3)
Clothes (3) Ресурсы для Оптимизации В UE4
Ресурсы для Оптимизации В UE4 Диадок. Презентация по своим типам документов
Диадок. Презентация по своим типам документов Охрана животных. Заповедники России
Охрана животных. Заповедники России Земледелие
Земледелие “Разработка плана площадки для выгула собак”
“Разработка плана площадки для выгула собак” Конкурс
Конкурс Проверь себя и пройди тест
Проверь себя и пройди тест Налоговая система Республики Казахстан
Налоговая система Республики Казахстан Єлектрическая цепь
Єлектрическая цепь Свято-Троицкий женский монастырь города Муром
Свято-Троицкий женский монастырь города Муром Перспективы развития оборудования с ЧПУ на основе расширения технологических возможностей
Перспективы развития оборудования с ЧПУ на основе расширения технологических возможностей Слово, как основная единица лексической системы
Слово, как основная единица лексической системы Обработка отверстий и нарезание резьбы
Обработка отверстий и нарезание резьбы Лекция №2
Лекция №2 СЛОВАРЬ К MEDICAL HISTORY
СЛОВАРЬ К MEDICAL HISTORY Юдина Татьяна
Юдина Татьяна Принцип функционирования дифференциальной защиты линии с двумя концам
Принцип функционирования дифференциальной защиты линии с двумя концам Россер Ривз и теория УТП. (теория уникального торгового предложения)
Россер Ривз и теория УТП. (теория уникального торгового предложения) Фирма в экономике
Фирма в экономике Стойкость и выносливость на дороге добра
Стойкость и выносливость на дороге добра Николай Васильевич Гоголь (1809 – 1852). Художественное своеобразие повести Портрет
Николай Васильевич Гоголь (1809 – 1852). Художественное своеобразие повести Портрет мастер - умейка
мастер - умейка Презентация Найди лишнее
Презентация Найди лишнее