- Подготовка деталей к сварке

Содержание
- 2. Технология изготовления сварных конструкций включает в себя несколько последовательно выполняемых операций. Различают основные и вспомогательные операции.
- 3. Заготовительные операции: правка листового и профильного проката, разметка и наметка, раскрой проката, обработка кромок и торцов,
- 4. Наиболее часто встречающиеся виды деформирования стальных листов а — волнистость; б— серповидность; в — местное выпучивание;
- 5. Правка металла Правку волнистости листов толщиной от 0,5 до 50 мм производят на многовалковых машинах с
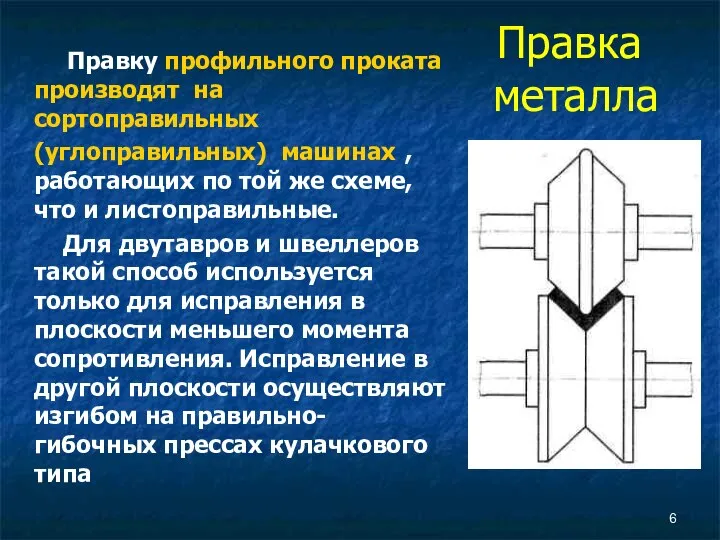
- 6. Правка металла Правку профильного проката производят на сортоправильных (углоправильных) машинах , работающих по той же схеме,
- 7. Правка металла Углоправильные вальцы: 1 — электродвигатель; 2 — редуктор; 3 — литые рамки; 4 —
- 8. Правку, как правило, производят в холодном состоянии, ограничивая относительное остаточное удлинение наиболее деформированных волокон величиной 1
- 9. Разметка деталей Индивидуальная разметка листов трудоемка. Наметка более производительна, однако изготовление специальных наметочных шаблонов не всегда
- 10. Припуски на механическую обработку (СП 53-101-98)
- 11. Припуски на усадку от сварки (СП 53-101-98)
- 12. Механическая резка и обработка кромок Резку деталей с прямолинейными кромками из листов толщиной до 40 мм,
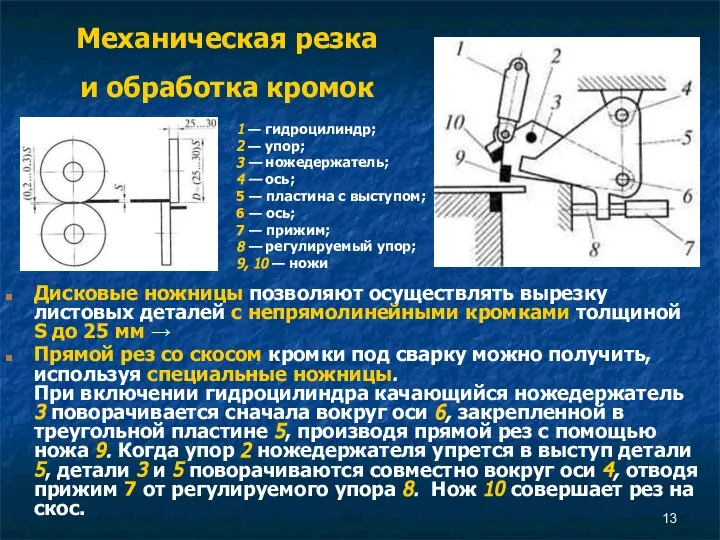
- 13. Механическая резка и обработка кромок Дисковые ножницы позволяют осуществлять вырезку листовых деталей с непрямолинейными кромками толщиной
- 14. Механическая резка и обработка кромок При резке на ножницах металл у кромки реза подвергается значительной пластической
- 15. Механическая резка и обработка кромок
- 18. См. 1.8 Резка механическая
- 19. Разделительная термическая резка
- 20. Резка (раскрой) металла
- 21. Электродуговая и плазменная резка
- 22. Форма подготовки кромок зависит от толщины свариваемых деталей способа сварки Подготовка кромок
- 23. Конструктивные элементы разделки кромок под сварку в- зазор; с – притупление; β – угол скоса кромок;
- 25. Форма подготовленных кромок под сварку стыковых изделий
- 26. Подготовка кромок деталей разной толщины β = (15 ± 2) ̊ L = 5 (S1 –
- 27. Допустимая наибольшая разность толщин стыкуемых деталей , свариваемых без скоса кромок При разности в толщине свариваемых
- 28. Формы подготовки кромок стыковых соединений
- 29. Формы подготовки кромок стыковых соединений
- 31. Формы подготовки кромок угловых соединений
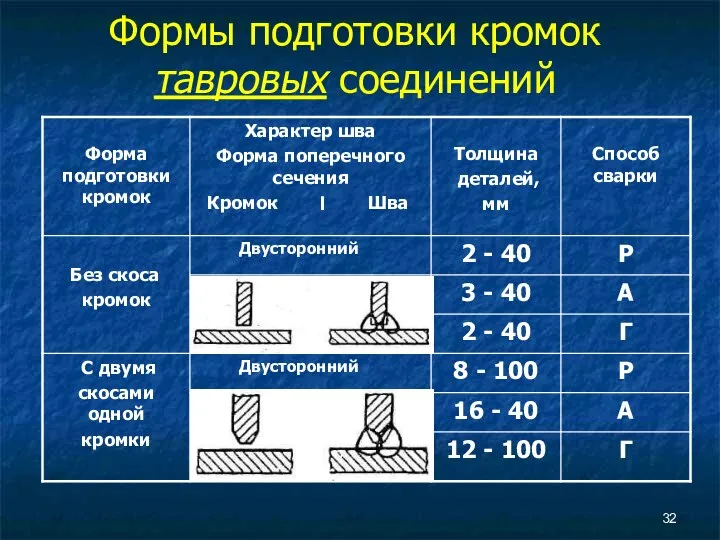
- 32. Формы подготовки кромок тавровых соединений
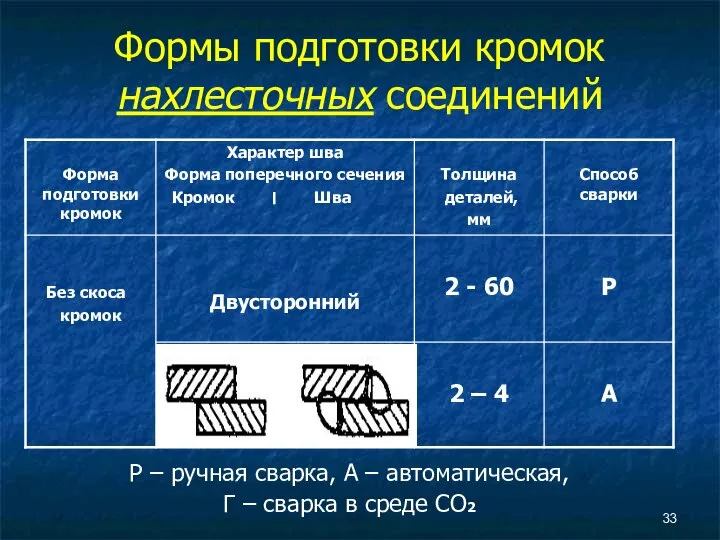
- 33. Формы подготовки кромок нахлесточных соединений Р – ручная сварка, А – автоматическая, Г – сварка в
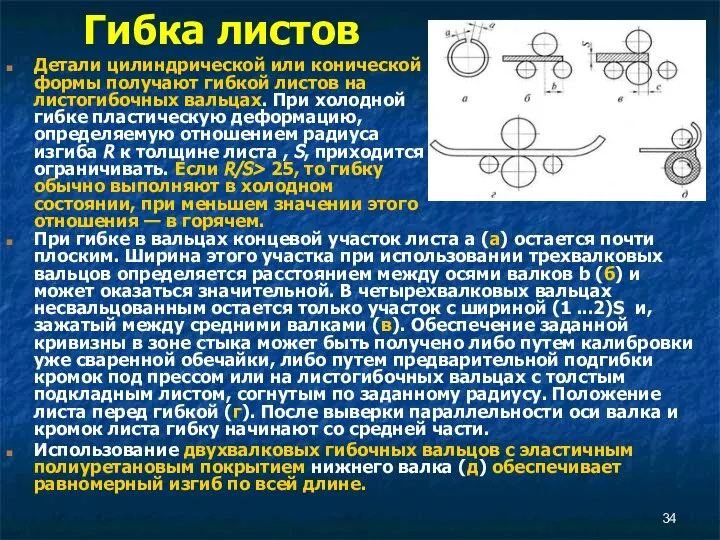
- 34. Гибка листов Детали цилиндрической или конической формы получают гибкой листов на листогибочных вальцах. При холодной гибке
- 37. Гибка листов Для получения деталей из толстого листового металла применяют горячую гибку. Ее осуществляют на гибочных
- 38. Если требуется большая кривизна деталей (малый радиус), гибку проводят в горячем состоянии. Температура нагрева должна составлять:
- 39. Схема трубогибочного станка с индукционным нагревом: При холодной гибке профильного проката и труб используют роликогибочные и
- 40. Схемы и внешний вид профилегибочной установки с индукционным нагревом
- 41. Гибка труб
- 42. Гибка углового проката
- 43. Схема гибки листа по сферической поверхности: 1 – исходная заготовка; 2 – бочкообразная насадка; 3 –
- 44. Схемы гибки в листогибочных машинах с поворотной гибочной балкой: а – схема машины; б – схема
- 45. Вальцовка швеллеров на листогибочных вальцах
- 46. Параметры подготовки кромок β ≈ (25±2) ̊ - при разделке двух кромок; β ≈ (45±2) ̊
- 47. Подготовку кромок производят тепловой (кислородной или плазменной) или механической резкой. В первом случае подготовку кромок стремятся
- 48. Ручной инструмент для механической резки и обработки кромок Такой инструмент получил название "кромкорез". Наиболее универсальной является
- 49. Очистка металла Для очистки деталей из проката, а также сварных узлов применяют механические и химические способы.
- 50. Сборка изделий под сварку
- 51. Способы сборки Сборка обеспечивает точность пригонки и совпадения кромок элементов. Сборка в целом. Сборка путем наращивания
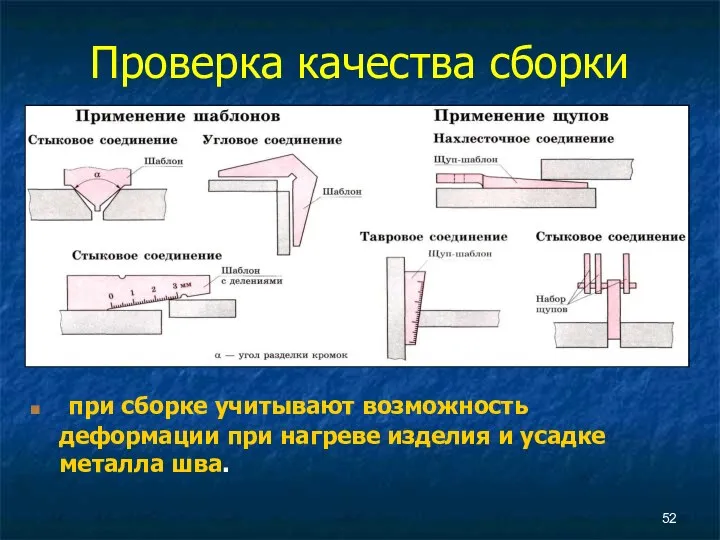
- 52. Проверка качества сборки при сборке учитывают возможность деформации при нагреве изделия и усадке металла шва.
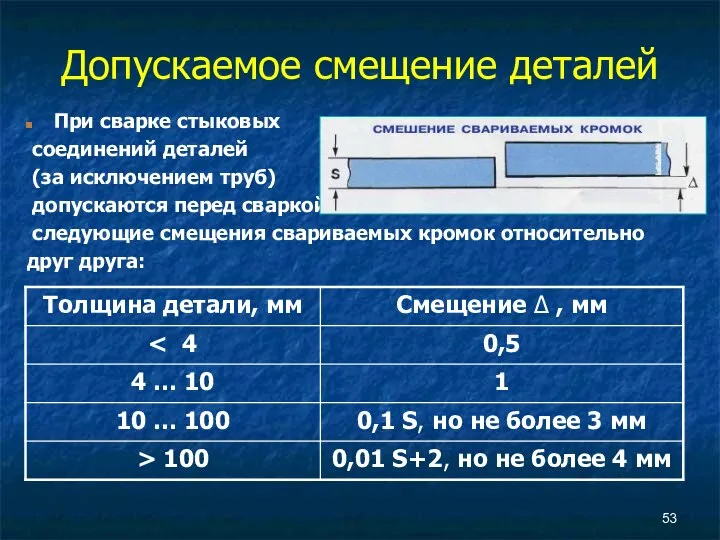
- 53. Допускаемое смещение деталей При сварке стыковых соединений деталей (за исключением труб) допускаются перед сваркой следующие смещения
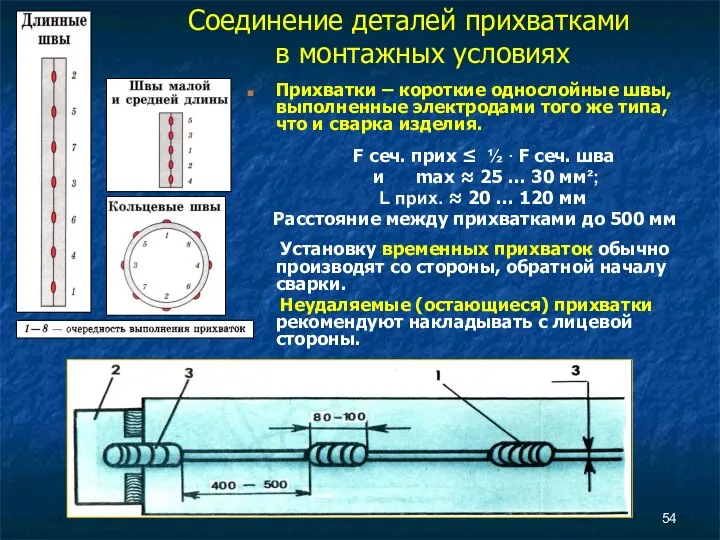
- 54. Соединение деталей прихватками в монтажных условиях Прихватки – короткие однослойные швы, выполненные электродами того же типа,
- 55. Приспособления для сборки изделий
- 56. Приспособления для сборки изделий
- 57. Приспособления для сборки изделий
- 58. Приспособления для сборки изделий
- 60. Скачать презентацию
Технология изготовления сварных конструкций включает в себя несколько последовательно выполняемых операций.
Технология изготовления сварных конструкций включает в себя несколько последовательно выполняемых операций.
Заготовительные операции:
правка листового и профильного проката,
разметка и наметка,
раскрой проката,
обработка кромок
Заготовительные операции:
правка листового и профильного проката,
разметка и наметка,
раскрой проката,
обработка кромок

Наиболее часто встречающиеся виды деформирования стальных листов
а — волнистость; б—
Наиболее часто встречающиеся виды деформирования стальных листов
а — волнистость; б—

Правка
металла
Правку волнистости листов толщиной от 0,5 до 50 мм производят
Правка
металла
Правку волнистости листов толщиной от 0,5 до 50 мм производят
Правка
металла
Правку профильного проката производят на сортоправильных (углоправильных) машинах ,
Правка
металла
Правку профильного проката производят на сортоправильных (углоправильных) машинах ,

Правка
металла
Углоправильные вальцы:
1 — электродвигатель;
2 — редуктор;
3 —
Правка
металла
Углоправильные вальцы:
1 — электродвигатель;
2 — редуктор;
3 —
Правку, как правило, производят в холодном состоянии, ограничивая относительное остаточное удлинение
Правку, как правило, производят в холодном состоянии, ограничивая относительное остаточное удлинение
Разметка деталей
Индивидуальная разметка листов трудоемка.
Наметка более производительна, однако изготовление
Разметка деталей
Индивидуальная разметка листов трудоемка.
Наметка более производительна, однако изготовление
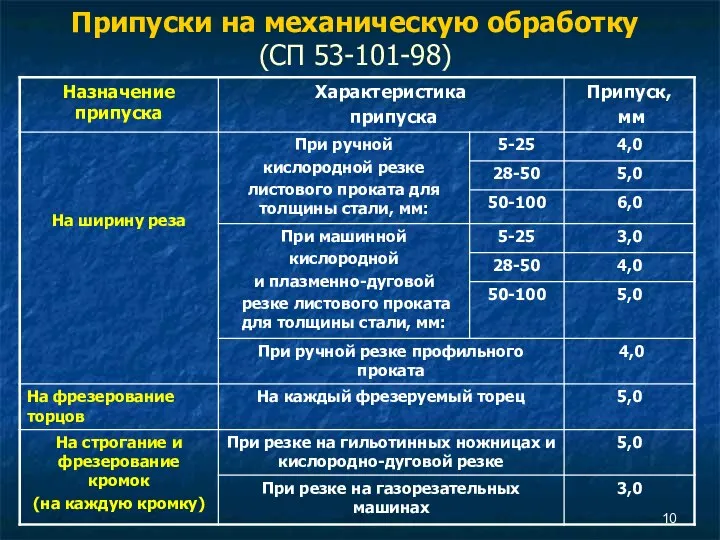
Припуски на механическую обработку
(СП 53-101-98)
Припуски на механическую обработку
(СП 53-101-98)
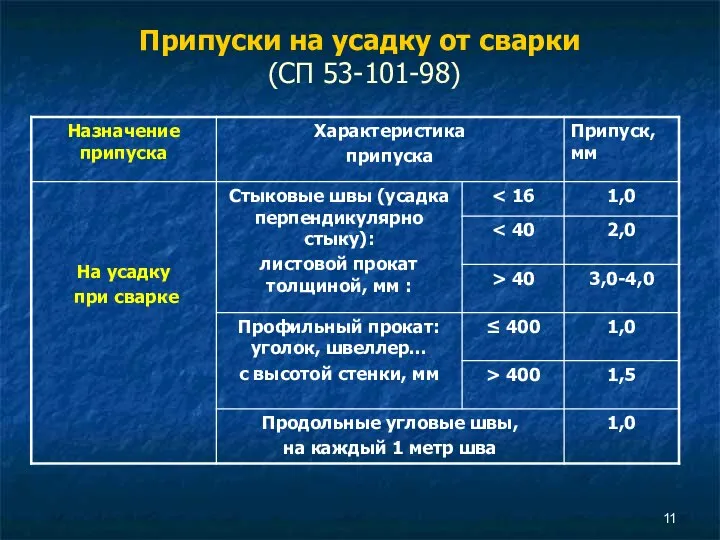
Припуски на усадку от сварки
(СП 53-101-98)
Припуски на усадку от сварки
(СП 53-101-98)
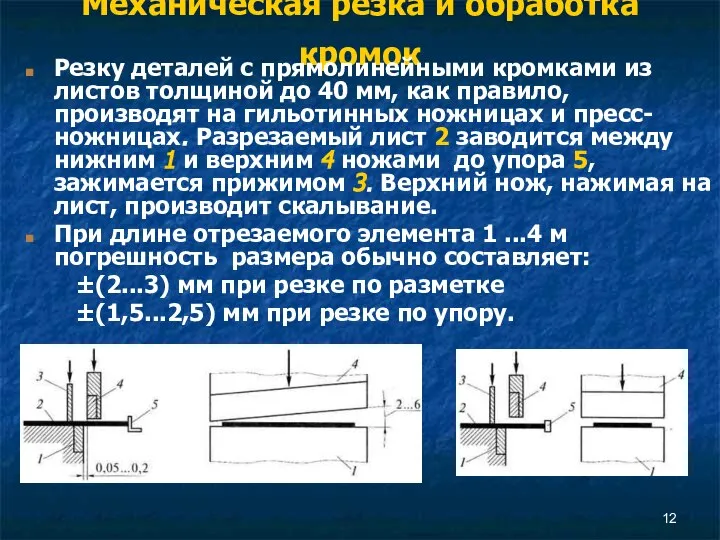
Механическая резка и обработка кромок
Резку деталей с прямолинейными кромками из
Механическая резка и обработка кромок
Резку деталей с прямолинейными кромками из
Механическая резка
и обработка кромок
Дисковые ножницы позволяют осуществлять вырезку листовых
Механическая резка
и обработка кромок
Дисковые ножницы позволяют осуществлять вырезку листовых
Механическая резка и обработка кромок
При резке на ножницах металл у кромки
Механическая резка и обработка кромок
При резке на ножницах металл у кромки

Механическая резка и обработка кромок
Механическая резка и обработка кромок


См. 1.8 Резка механическая
См. 1.8 Резка механическая
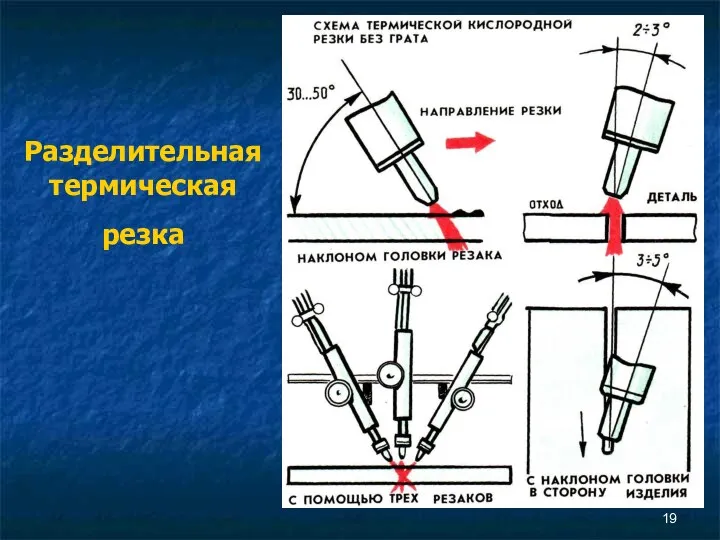
Разделительная термическая резка
Разделительная термическая резка
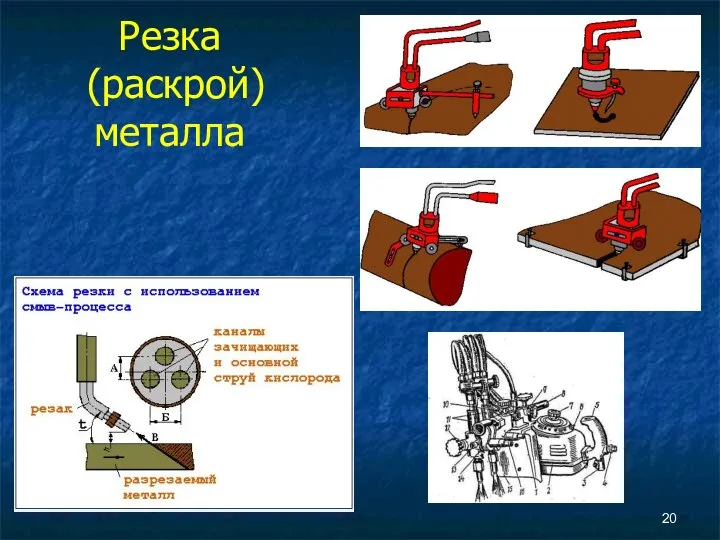
Резка (раскрой)
металла
Резка (раскрой)
металла

Электродуговая
и плазменная
резка
Электродуговая
и плазменная
резка
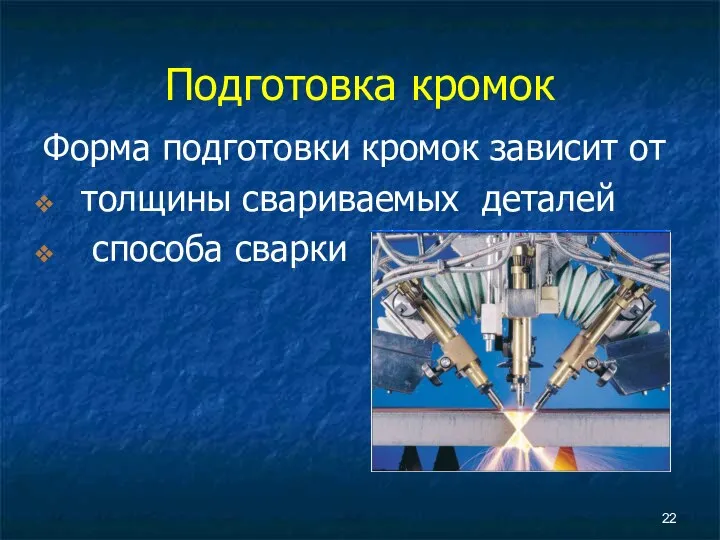
Форма подготовки кромок зависит от
толщины свариваемых деталей
способа сварки
Подготовка кромок
Форма подготовки кромок зависит от
толщины свариваемых деталей
способа сварки
Подготовка кромок
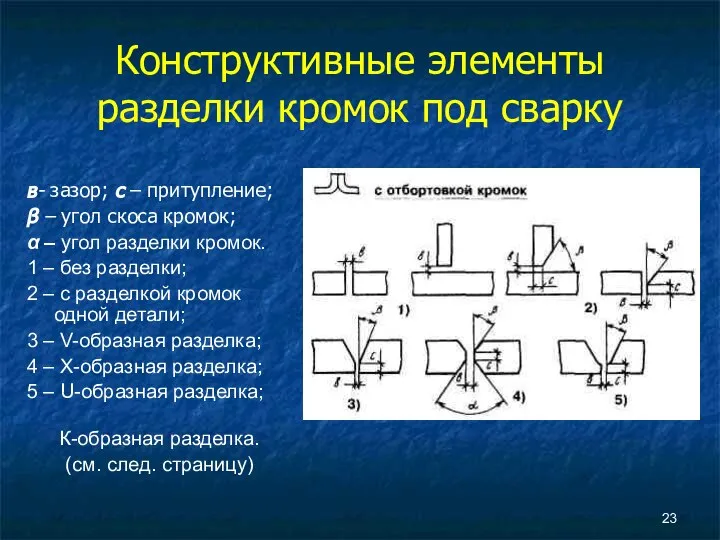
Конструктивные элементы разделки кромок под сварку
в- зазор; с – притупление;
β –
Конструктивные элементы разделки кромок под сварку
в- зазор; с – притупление;
β –


Форма подготовленных кромок под сварку стыковых изделий
Форма подготовленных кромок под сварку стыковых изделий
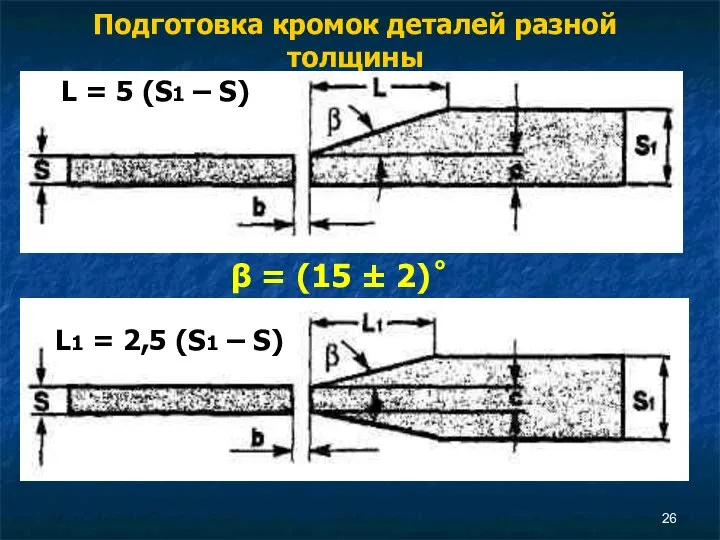
Подготовка кромок деталей разной толщины
β = (15 ± 2) ̊
L
Подготовка кромок деталей разной толщины
β = (15 ± 2) ̊
L
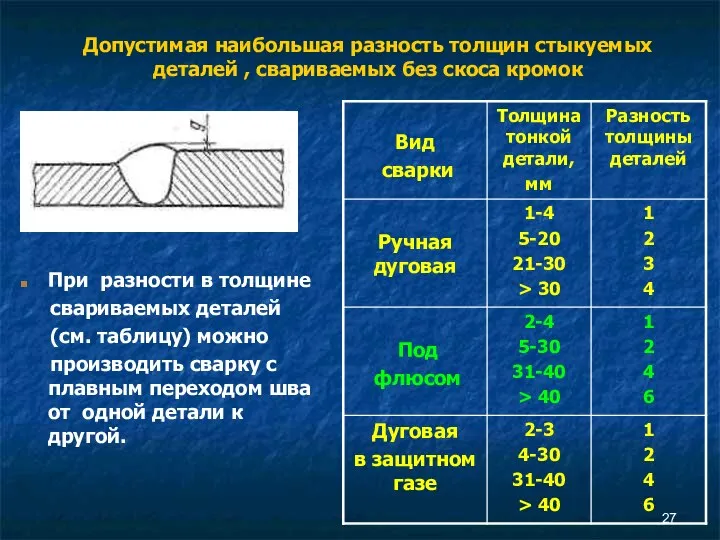
Допустимая наибольшая разность толщин стыкуемых деталей , свариваемых без скоса кромок
При
Допустимая наибольшая разность толщин стыкуемых деталей , свариваемых без скоса кромок
При
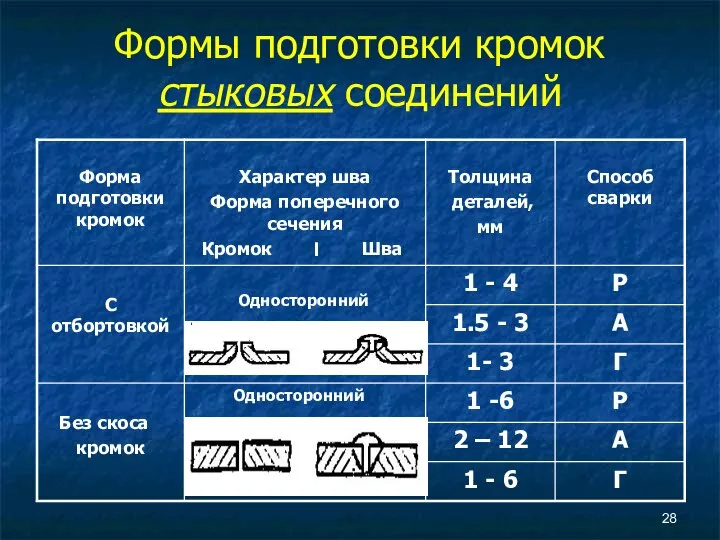
Формы подготовки кромок стыковых соединений
Формы подготовки кромок стыковых соединений
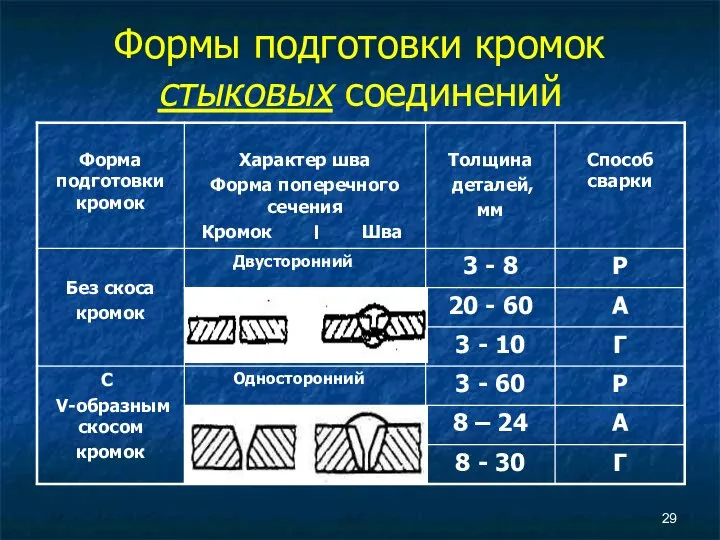
Формы подготовки кромок стыковых соединений
Формы подготовки кромок стыковых соединений

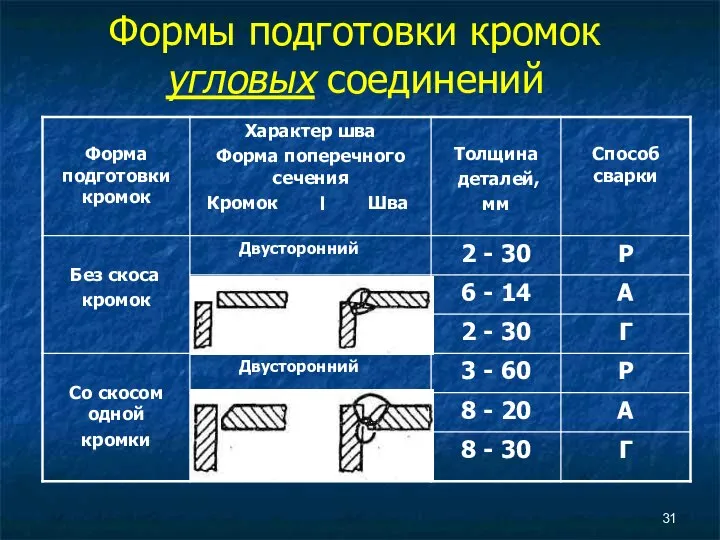
Формы подготовки кромок
угловых соединений
Формы подготовки кромок
угловых соединений
Формы подготовки кромок
тавровых соединений
Формы подготовки кромок
тавровых соединений
Формы подготовки кромок
нахлесточных соединений
Р – ручная сварка, А – автоматическая,
Г –
Формы подготовки кромок
нахлесточных соединений
Р – ручная сварка, А – автоматическая,
Г –
Гибка листов
Детали цилиндрической или конической формы получают гибкой листов на листогибочных
Гибка листов
Детали цилиндрической или конической формы получают гибкой листов на листогибочных


Гибка листов
Для получения деталей из толстого листового металла применяют горячую гибку.
Гибка листов
Для получения деталей из толстого листового металла применяют горячую гибку.
Если требуется большая кривизна деталей (малый радиус), гибку проводят в горячем
Если требуется большая кривизна деталей (малый радиус), гибку проводят в горячем
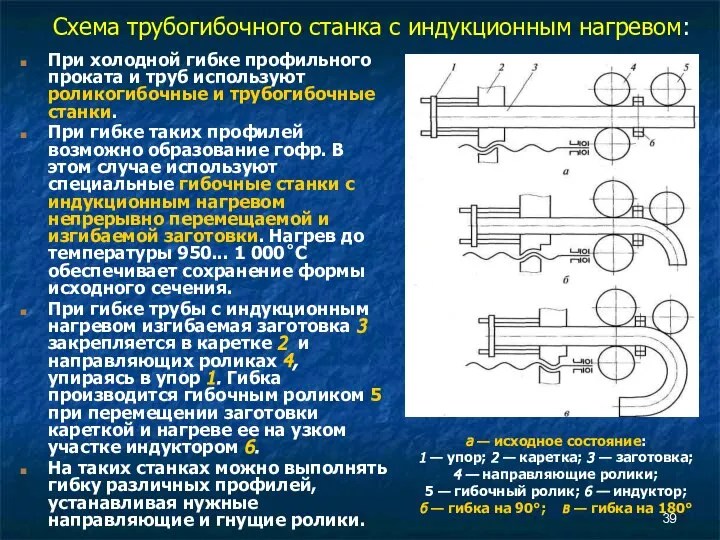
Схема трубогибочного станка с индукционным нагревом:
При холодной гибке профильного проката
Схема трубогибочного станка с индукционным нагревом:
При холодной гибке профильного проката

Схемы и внешний вид профилегибочной установки с индукционным нагревом
Схемы и внешний вид профилегибочной установки с индукционным нагревом

Гибка труб
Гибка труб

Гибка
углового
проката
Гибка
углового
проката
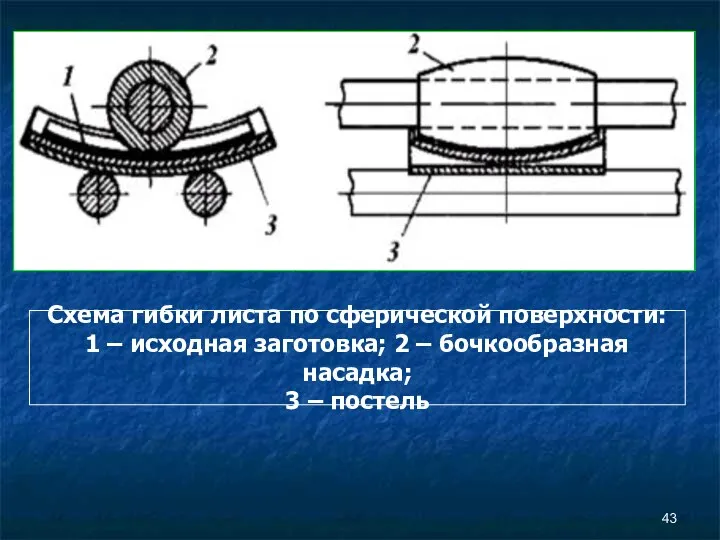
Схема гибки листа по сферической поверхности:
1 – исходная заготовка; 2
Схема гибки листа по сферической поверхности:
1 – исходная заготовка; 2
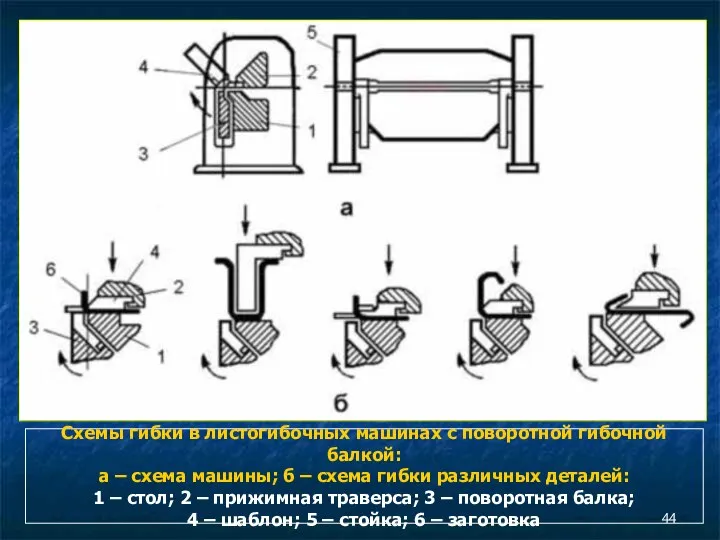
Схемы гибки в листогибочных машинах с поворотной гибочной балкой:
а –
Схемы гибки в листогибочных машинах с поворотной гибочной балкой:
а –

Вальцовка швеллеров на листогибочных вальцах
Вальцовка швеллеров на листогибочных вальцах
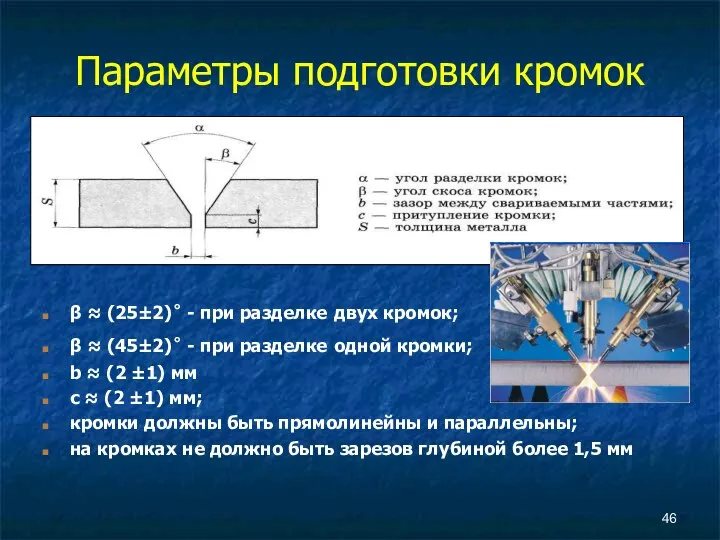
Параметры подготовки кромок
β ≈ (25±2) ̊ - при разделке двух кромок;
β
Параметры подготовки кромок
β ≈ (25±2) ̊ - при разделке двух кромок;
β
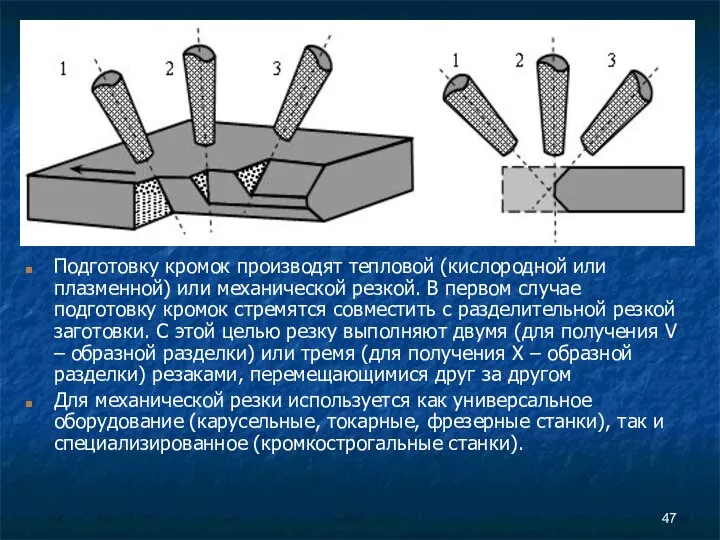
Подготовку кромок производят тепловой (кислородной или плазменной) или механической резкой. В
Подготовку кромок производят тепловой (кислородной или плазменной) или механической резкой. В

Ручной инструмент для механической резки и обработки кромок
Такой инструмент получил
Ручной инструмент для механической резки и обработки кромок
Такой инструмент получил
Очистка металла
Для очистки деталей из проката, а также сварных узлов применяют
Очистка металла
Для очистки деталей из проката, а также сварных узлов применяют
Сборка изделий под сварку
Сборка изделий под сварку
Способы сборки
Сборка обеспечивает точность пригонки и совпадения кромок элементов.
Сборка в целом.
Сборка
Способы сборки
Сборка обеспечивает точность пригонки и совпадения кромок элементов.
Сборка в целом.
Сборка
Проверка качества сборки
при сборке учитывают возможность деформации при нагреве изделия
Проверка качества сборки
при сборке учитывают возможность деформации при нагреве изделия
Допускаемое смещение деталей
При сварке стыковых
соединений деталей
(за исключением
Допускаемое смещение деталей
При сварке стыковых
соединений деталей
(за исключением
Соединение деталей прихватками
в монтажных условиях
Прихватки – короткие однослойные швы, выполненные
Соединение деталей прихватками
в монтажных условиях
Прихватки – короткие однослойные швы, выполненные

Приспособления
для сборки
изделий
Приспособления
для сборки
изделий

Приспособления
для сборки изделий
Приспособления
для сборки изделий
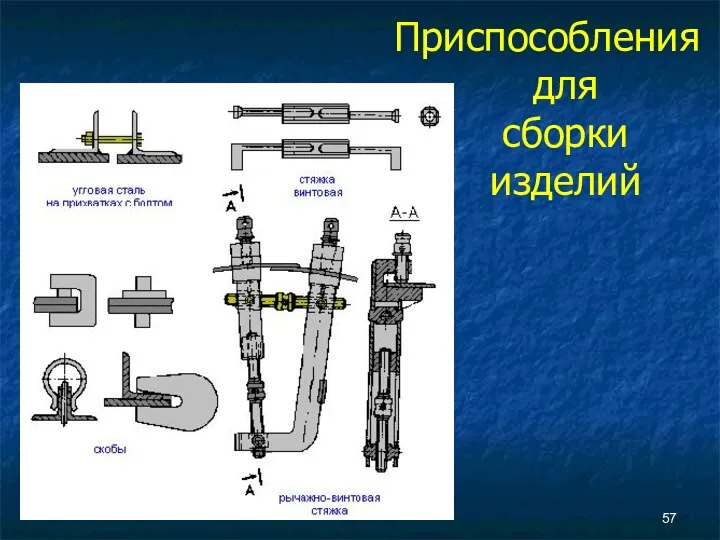
Приспособления для сборки изделий
Приспособления для сборки изделий

Приспособления для сборки изделий
Приспособления для сборки изделий
 Мясо убойных животных
Мясо убойных животных спорт 29 августа
спорт 29 августа Виды тяги на железнодорожном транспорте. Тема 1
Виды тяги на железнодорожном транспорте. Тема 1 Юлька на ЕГЭ
Юлька на ЕГЭ В стране юных журналистов
В стране юных журналистов Реконструкция территории сквера у гостиницы Урал
Реконструкция территории сквера у гостиницы Урал Биография и творчество Алексина Анатолия Георгиевича
Биография и творчество Алексина Анатолия Георгиевича Inmarsat - первая в мире система мобильной спутниковой связи
Inmarsat - первая в мире система мобильной спутниковой связи Кем нәрсә ярата 5-6 яшь
Кем нәрсә ярата 5-6 яшь Галерея Славы Шаблон
Галерея Славы Шаблон Классный час Школьный этикет
Классный час Школьный этикет Ближайшее окружение ребёнка. Влияние семьи и друзей на здоровье. Жизненные навыки, благоприятствующие здоровью
Ближайшее окружение ребёнка. Влияние семьи и друзей на здоровье. Жизненные навыки, благоприятствующие здоровью Береги здоровье смолоду
Береги здоровье смолоду Повышение качества керамической плитки
Повышение качества керамической плитки Композиция Мы лужок лепили
Композиция Мы лужок лепили Классификация горных пород по строению
Классификация горных пород по строению Кормление быков-производителей и стельных сухостойных коров
Кормление быков-производителей и стельных сухостойных коров Несущий остов многоэтажных зданий
Несущий остов многоэтажных зданий Техническое перевооружение аспирационных установок элеватора
Техническое перевооружение аспирационных установок элеватора АО Мосгорсвет
АО Мосгорсвет Технологии ремонта и отделки жилых помещений
Технологии ремонта и отделки жилых помещений 20160113_valentin_ivanovich_shulchev-
20160113_valentin_ivanovich_shulchev- Укрепление земляного полотна железной дороги с помощью мощения камнем
Укрепление земляного полотна железной дороги с помощью мощения камнем Устройство смартфона на примере LG G3
Устройство смартфона на примере LG G3 Самая школьная викторина
Самая школьная викторина Waldhorn
Waldhorn Альтернативные источники энергии
Альтернативные источники энергии Семисегментный светодиодный индикатор
Семисегментный светодиодный индикатор