Проектирование механосборочных участков и цехов. Состав и количество основного технологического оборудования. (Тема 3)
- Проектирование механосборочных участков и цехов. Состав и количество основного технологического оборудования. (Тема 3)

Содержание
- 2. СОДЕРЖАНИЕ Определение трудоемкости механической обработки Определение количества основного технологического оборудования в механическом цехе. Компоновка механических цехов.
- 3. 1 Определение трудоемкости механической обработки По технологическому процессу Методом сравнения По заводским нормам или материалам ранее
- 4. По технологическому процессу трудоемкость обработки детали определяется путем расчета норм времени на каждую операцию
- 5. Определив нормы времени на каждую операцию технологического процесса, можно определить трудоемкость обработки детали как сумму штучного
- 6. Трудоемкость обработки комплекта деталей, входящих в одно изделие, составит
- 7. Определение трудоемкости деталей методом сравнения применяется при проектировании механического цеха по приведенной программе, а также при
- 8. При проектировании цехов единичного и мелкосерийного производства этот метод чаще применяют в упрощенном виде, когда при
- 9. При сравнение трудоемкостей целых изделий формула принимает вид
- 10. Определение трудоемкости детали по нормам заводов или материалам ранее выполненных проектов применяется для укрупненных расчетов в
- 11. Фактическая заводская трудоемкость должна быть ужесточена путем деления ее на коэффициент, учитывающий дальнейшее снижение норм времени
- 12. Метод определения трудоемкости деталей по технико-экономическим показателям является еще более укрупненным и заключается в том, что
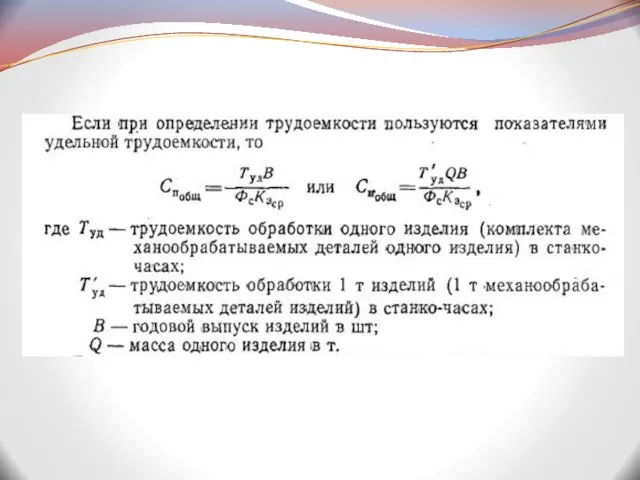
- 13. Если известна удельная трудоемкость 1 т массы деталей аналогичного изделия, то общая искомая трудоемкость изделия составит
- 14. Если сравниваемые изделия отличаются массой, серийностью выпуска или сложностью изготовления, то это различие может быть учтено
- 15. Метод укрупненного определения трудоемкости по типовым нормам применяется при использовании маршрутных технологических процессов. Нормирование производится по
- 17. 2 Определение количества основного технологического оборудования в механическом цехе К основному оборудованию механического цеха относится оборудование,
- 18. Расчеты оборудования точным способом ведутся при разработке технического проекта цехов серийного и массового производства, когда трудоемкость
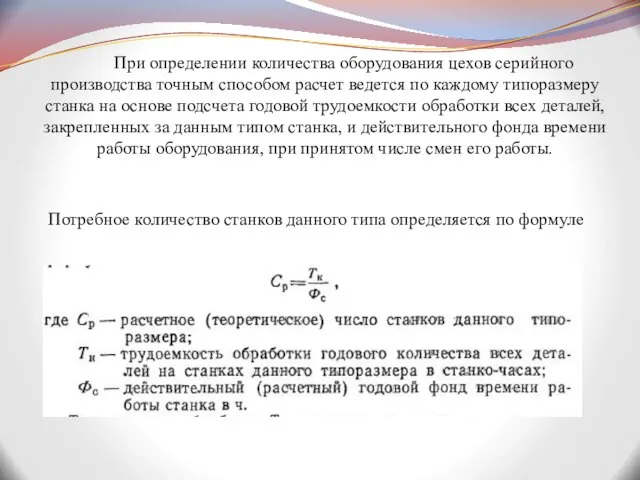
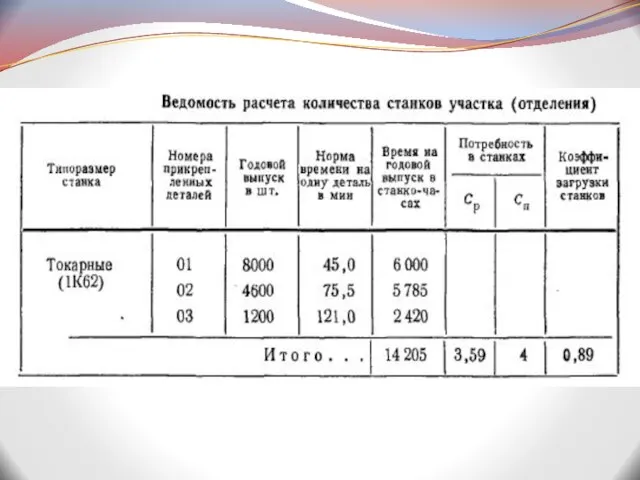
- 19. При определении количества оборудования цехов серийного производства точным способом расчет ведется по каждому типоразмеру станка на
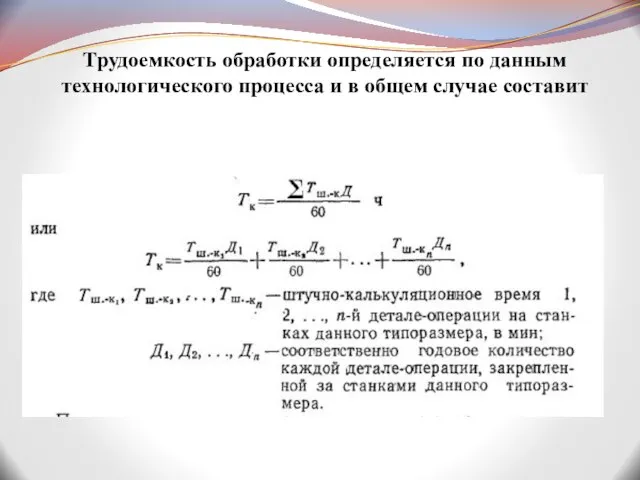
- 20. Трудоемкость обработки определяется по данным технологического процесса и в общем случае составит
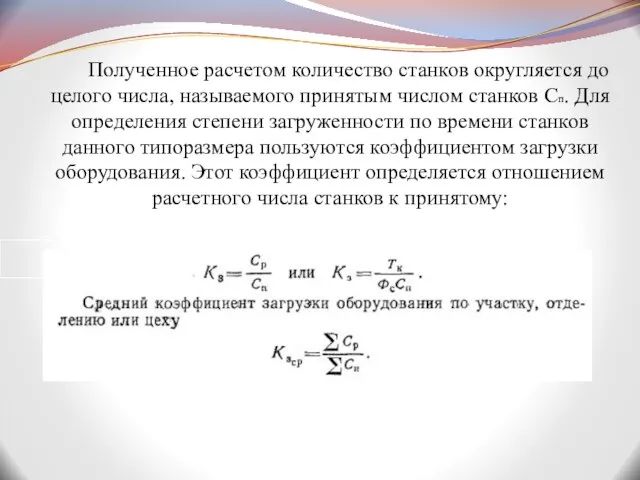
- 21. Полученное расчетом количество станков округляется до целого числа, называемого принятым числом станков Сп. Для определения степени
- 23. В массовом и крупносерийном производствах характерно применение непрерывно-поточных, а в серийном производстве – переменно-поточных и групповых
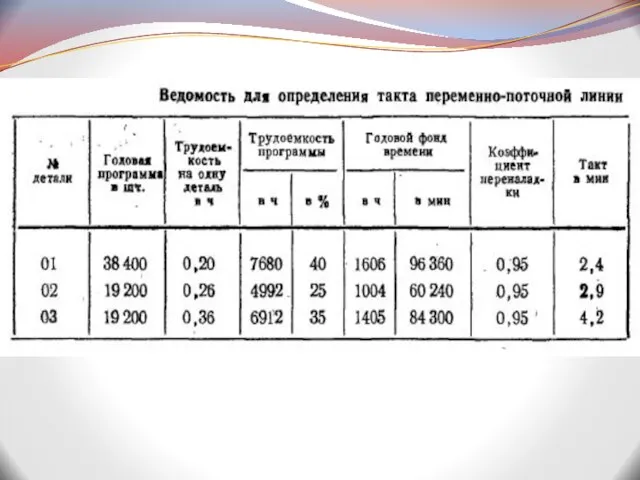
- 24. Количество станков в переменно-поточных линиях определяется для каждой операции. Расчет производится путем определения занятости и загрузки
- 26. Определение количества оборудования укрупненным способом ведется по укрупненной трудоемкости годового выпуска изделий, определенной одним из рассмотренных
- 28. Для определения состава оборудования полученное общее количество станков распределяют по группам и типам, пользуясь процентным соотношением,
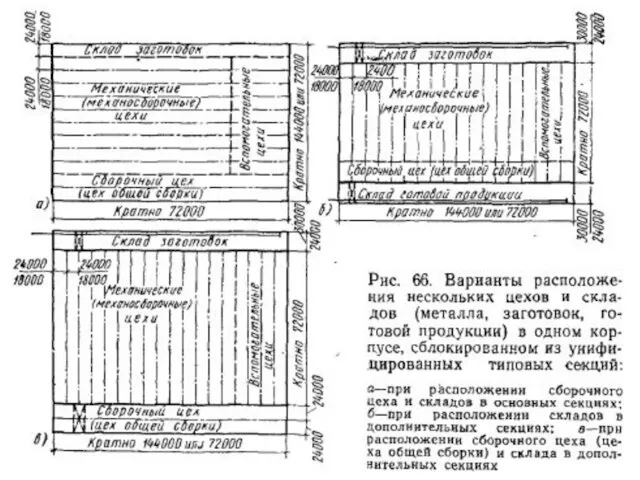
- 29. Перед разработкой компоновочного плана механического цеха необходимо составить схему компоновки всего корпуса, на котором должно быть
- 31. Пристройки к производственному здания. Для размещения служебно-бытовых помещений должны располагаться со стороны основных людских потоков на
- 32. 2. При расположении пристройки по варианту Б сборочный цех существенно затемняется, а людские потоки пересекают этот
- 34. Все отделения цеха на плане необходимо располагать по ходу общего производственного процесса в следующем порядке: При
- 35. Далее в удобных местах размещаются контрольное отделение цеха или контрольные пункты (при поточном производстве). В единичном
- 37. Скачать презентацию
СОДЕРЖАНИЕ
Определение трудоемкости механической обработки
Определение количества основного технологического оборудования в механическом цехе.
Компоновка
СОДЕРЖАНИЕ
Определение трудоемкости механической обработки
Определение количества основного технологического оборудования в механическом цехе.
Компоновка

1 Определение трудоемкости механической обработки
По технологическому процессу
Методом сравнения
По заводским нормам или
1 Определение трудоемкости механической обработки
По технологическому процессу
Методом сравнения
По заводским нормам или
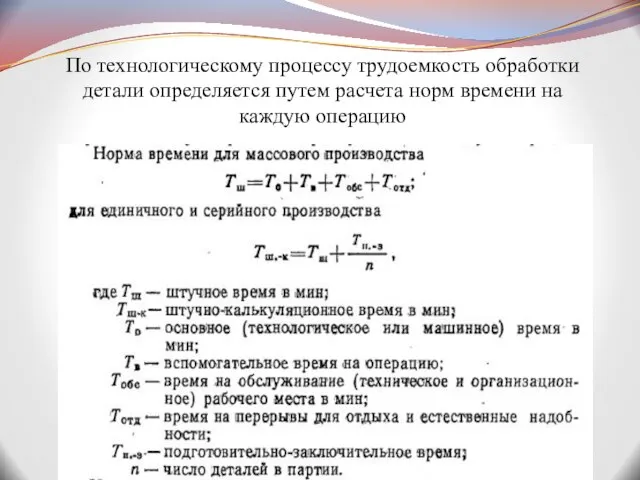
По технологическому процессу трудоемкость обработки детали определяется путем расчета норм времени
По технологическому процессу трудоемкость обработки детали определяется путем расчета норм времени
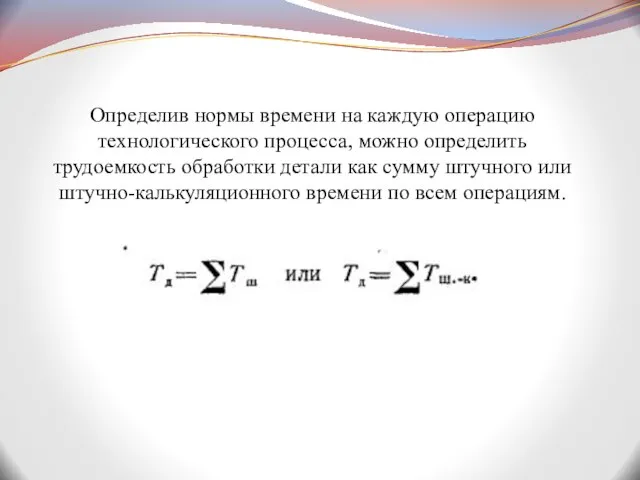
Определив нормы времени на каждую операцию технологического процесса, можно определить трудоемкость
Определив нормы времени на каждую операцию технологического процесса, можно определить трудоемкость
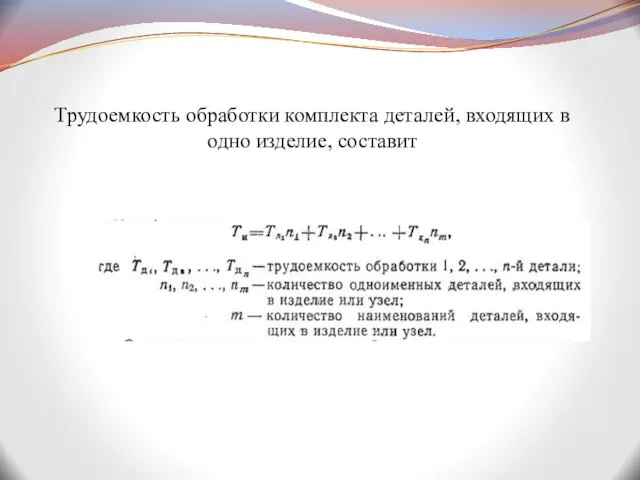
Трудоемкость обработки комплекта деталей, входящих в одно изделие, составит
Трудоемкость обработки комплекта деталей, входящих в одно изделие, составит
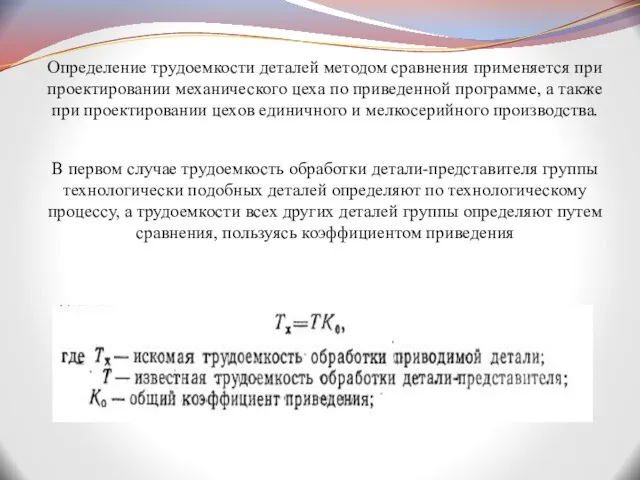
Определение трудоемкости деталей методом сравнения применяется при проектировании механического цеха по
Определение трудоемкости деталей методом сравнения применяется при проектировании механического цеха по
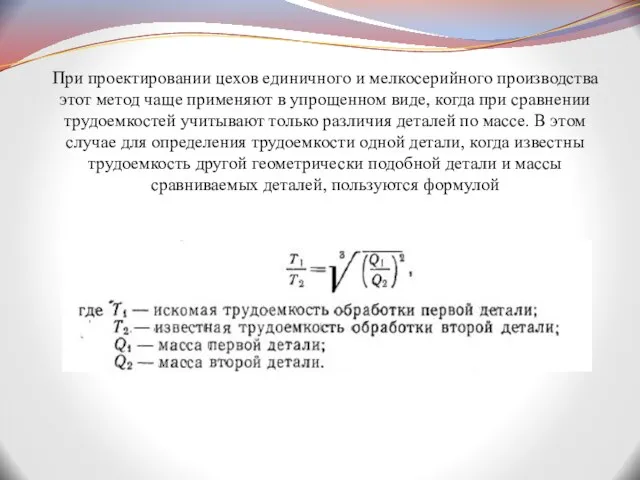
При проектировании цехов единичного и мелкосерийного производства этот метод чаще применяют
При проектировании цехов единичного и мелкосерийного производства этот метод чаще применяют
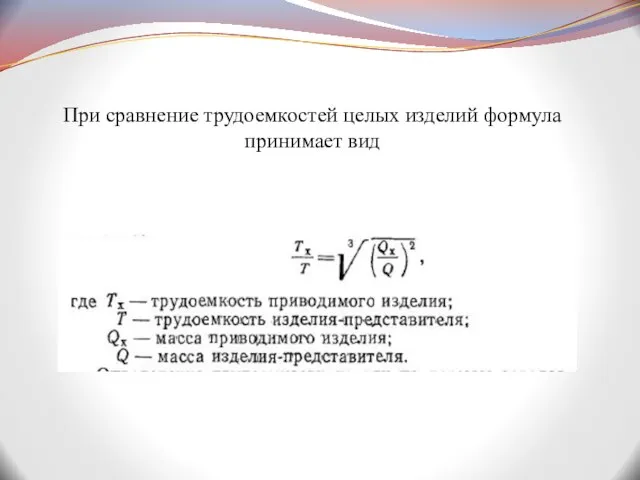
При сравнение трудоемкостей целых изделий формула принимает вид
При сравнение трудоемкостей целых изделий формула принимает вид
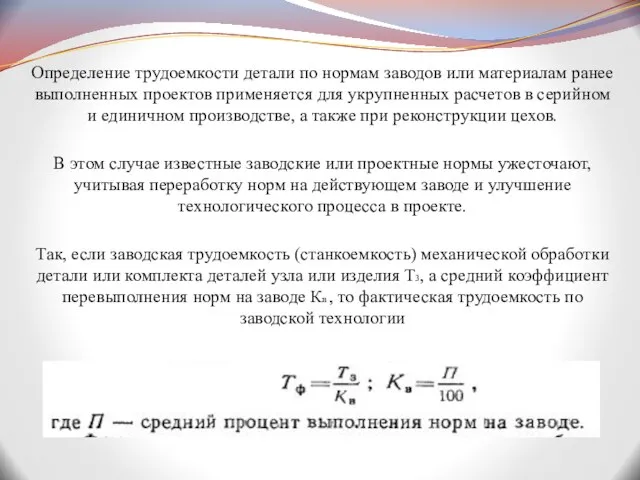
Определение трудоемкости детали по нормам заводов или материалам ранее выполненных проектов
Определение трудоемкости детали по нормам заводов или материалам ранее выполненных проектов
Фактическая заводская трудоемкость должна быть ужесточена путем деления ее на коэффициент,
Фактическая заводская трудоемкость должна быть ужесточена путем деления ее на коэффициент,
Метод определения трудоемкости деталей по технико-экономическим показателям является еще более укрупненным
Метод определения трудоемкости деталей по технико-экономическим показателям является еще более укрупненным
Если известна удельная трудоемкость 1 т массы деталей аналогичного изделия, то
Если известна удельная трудоемкость 1 т массы деталей аналогичного изделия, то
Если сравниваемые изделия отличаются массой, серийностью выпуска или сложностью изготовления, то
Если сравниваемые изделия отличаются массой, серийностью выпуска или сложностью изготовления, то
Метод укрупненного определения трудоемкости по типовым нормам применяется при использовании маршрутных
Метод укрупненного определения трудоемкости по типовым нормам применяется при использовании маршрутных
2 Определение количества основного технологического оборудования в механическом цехе
К основному оборудованию
2 Определение количества основного технологического оборудования в механическом цехе
К основному оборудованию
Расчеты оборудования точным способом ведутся при разработке технического проекта цехов серийного
Расчеты оборудования точным способом ведутся при разработке технического проекта цехов серийного
При определении количества оборудования цехов серийного производства точным способом расчет ведется
При определении количества оборудования цехов серийного производства точным способом расчет ведется
Трудоемкость обработки определяется по данным технологического процесса и в общем случае
Трудоемкость обработки определяется по данным технологического процесса и в общем случае
Полученное расчетом количество станков округляется до целого числа, называемого принятым числом
Полученное расчетом количество станков округляется до целого числа, называемого принятым числом
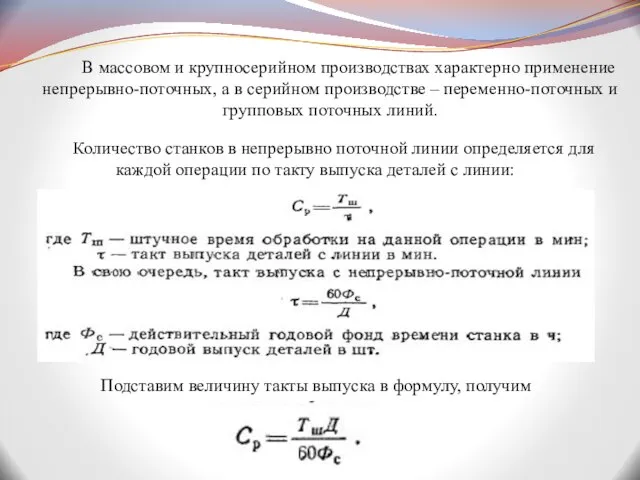
В массовом и крупносерийном производствах характерно применение непрерывно-поточных, а в серийном
В массовом и крупносерийном производствах характерно применение непрерывно-поточных, а в серийном
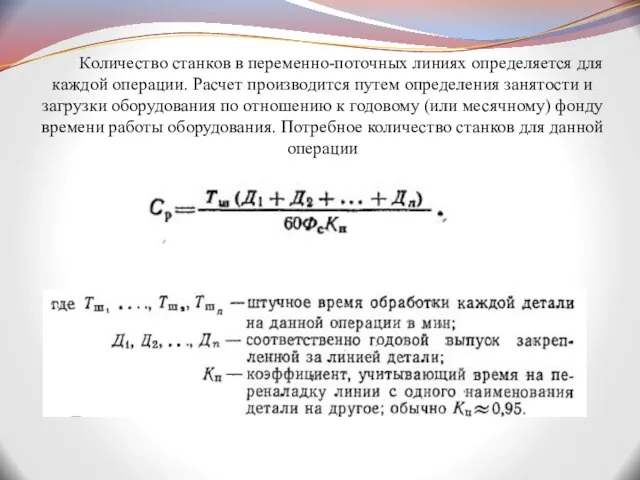
Количество станков в переменно-поточных линиях определяется для каждой операции. Расчет производится
Количество станков в переменно-поточных линиях определяется для каждой операции. Расчет производится
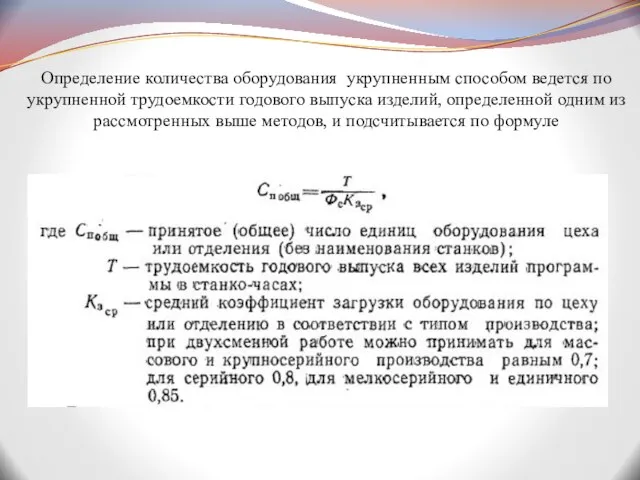
Определение количества оборудования укрупненным способом ведется по укрупненной трудоемкости годового выпуска
Определение количества оборудования укрупненным способом ведется по укрупненной трудоемкости годового выпуска
Для определения состава оборудования полученное общее количество станков распределяют по группам
Для определения состава оборудования полученное общее количество станков распределяют по группам
Перед разработкой компоновочного плана механического цеха необходимо составить схему компоновки всего
Перед разработкой компоновочного плана механического цеха необходимо составить схему компоновки всего
Пристройки к производственному здания. Для размещения служебно-бытовых помещений должны располагаться со
Пристройки к производственному здания. Для размещения служебно-бытовых помещений должны располагаться со
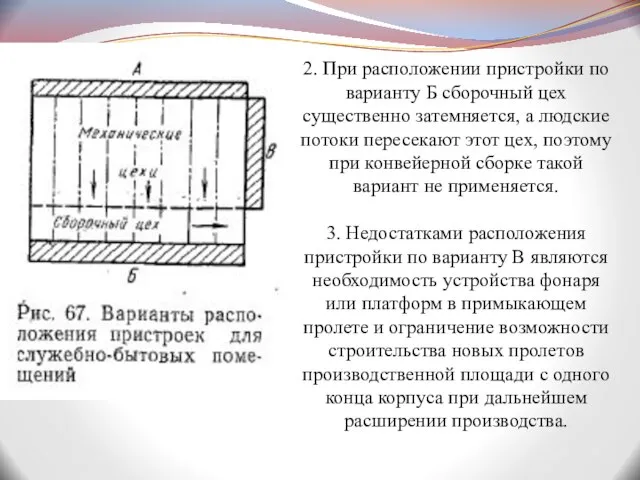
2. При расположении пристройки по варианту Б сборочный цех существенно затемняется,
2. При расположении пристройки по варианту Б сборочный цех существенно затемняется,

Все отделения цеха на плане необходимо располагать по ходу общего производственного
Все отделения цеха на плане необходимо располагать по ходу общего производственного
Далее в удобных местах размещаются контрольное отделение цеха или контрольные пункты
Далее в удобных местах размещаются контрольное отделение цеха или контрольные пункты
 Nachalo_seredina_i_konets
Nachalo_seredina_i_konets Анализ замечаний, выявленных в ходе проведения осеннего осмотра объектов инфраструктуры
Анализ замечаний, выявленных в ходе проведения осеннего осмотра объектов инфраструктуры Построение чертежа основы фартука в М 1 : 4, расчёт конструкции по формулам
Построение чертежа основы фартука в М 1 : 4, расчёт конструкции по формулам человек_славен_добрыми_делами
человек_славен_добрыми_делами Конфекционирование
Конфекционирование Подготовка модели исследований: система управления с ПИД - регулятором
Подготовка модели исследований: система управления с ПИД - регулятором Наши дети – наша забота
Наши дети – наша забота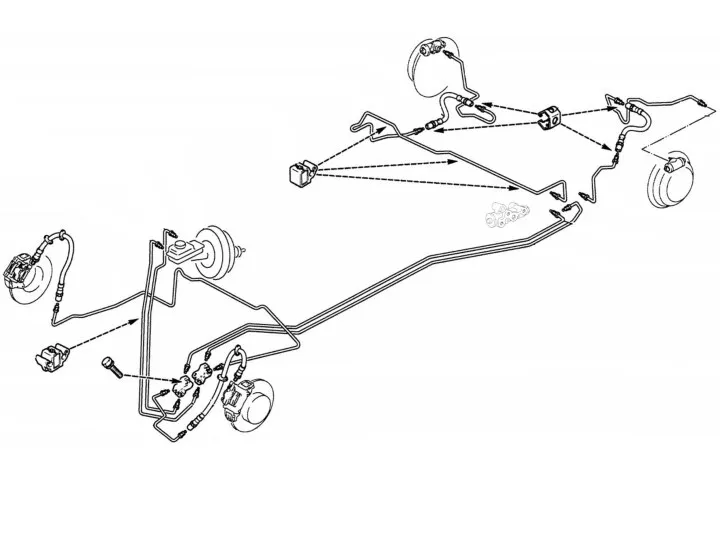 През.тормоза 2170
През.тормоза 2170 Поиск недостающей информации, её обработка и анализ. Выбор источников
Поиск недостающей информации, её обработка и анализ. Выбор источников Автоматизированная система управления параметрами работы двигателя внутреннего сгорания
Автоматизированная система управления параметрами работы двигателя внутреннего сгорания Возникновение религий. Религии мира и их основатели. Христианство
Возникновение религий. Религии мира и их основатели. Христианство Научные этапы эмпирического исследования
Научные этапы эмпирического исследования Биохимия
Биохимия 20160220_otchet_po_samoobrazovaniyu_1_polugodie_2014_god_-_kopiya
20160220_otchet_po_samoobrazovaniyu_1_polugodie_2014_god_-_kopiya Нашей любимой мамочке
Нашей любимой мамочке угадай кто старшая подготовительная группа
угадай кто старшая подготовительная группа Гончар Коломиец старая
Гончар Коломиец старая Религия как феномен культуры
Религия как феномен культуры Картина-портрет
Картина-портрет Капитальный и текущий ремонт объектов Дальневосточного административно-хозяйственного центра на 2022 г
Капитальный и текущий ремонт объектов Дальневосточного административно-хозяйственного центра на 2022 г Презентация (5)
Презентация (5) Расы. Заселение Земли Человеком
Расы. Заселение Земли Человеком С новым годом. Снежинка - зимнее чудо
С новым годом. Снежинка - зимнее чудо Благотворительная просветительская акция. Рождество приходит к каждому
Благотворительная просветительская акция. Рождество приходит к каждому Неизвестный герой великой победы родом из с.Вязовка
Неизвестный герой великой победы родом из с.Вязовка Дочке посвящается
Дочке посвящается Электрические и электронные аппараты
Электрические и электронные аппараты Ближайшее окружение ребёнка. Влияние семьи и друзей на здоровье. Жизненные навыки, благоприятствующие здоровью
Ближайшее окружение ребёнка. Влияние семьи и друзей на здоровье. Жизненные навыки, благоприятствующие здоровью