Проектирование технологического процесса сборочно-сварочной конструкции Модуль 4 аргоно-дуговой сваркой
- Проектирование технологического процесса сборочно-сварочной конструкции Модуль 4 аргоно-дуговой сваркой

Содержание
- 2. Назначение сварочного узла Алюминиевая конструкции « Модуль 4» предназначена для проверки тестового контроля сварных швов во
- 3. Технологический процесс Для того чтобы выполнить сборку и сварку конструкции я разработал технологический процесс. Технологический процесс
- 4. Подготовительные операции свариваемых деталей под сварку 1. Изучение сборочно-сварочного чертежа свариваемой конструкции «конструкция из нержавеющей стали»
- 5. Сварные узлы узел деталь №”A” к детали №”C”-2шт узел деталь №”C” к детали №”B”-2шт узел деталь
- 6. Организация рабочего места Рабочее место сварщиков в зависимости от выполняемой работы и габаритов свариваемых изделий могут
- 7. Слесарные инструменты. Рабочее место соответствует ГОСТу. 12.3.003-75.
- 8. Сварочное оборудование и аппаратура Для выполнения сварочных работ сварочной конструкции «Модуль 4» , необходим комплекс оборудования
- 9. Аргоновая горелка Рабочий инструмент сварщика- аргоновая горелка. Требования которым она должна соответствовать это малый вес и
- 10. Аргонный редуктор Аргонный редуктор предназначен -для понижения давления газа , отбираемого из баллона , до рабочего
- 11. Баллон аргоновый Баллон аргоновый -предназначен для хранения и транспортирования аргона . Он представляет собой стальной сосуд
- 12. Технологические условия на материал узла Нержавеющая сталь благодаря своим качествам широко применяется в различных отраслях. Сварочные
- 13. Инертный газ Ar Аргон представляет собой- одноатомный инертный газ без цвета и запаха, который тяжелее воздуха.
- 14. Сварочная проволока Присадочная проволока ФМг-2.5 Основным наплавочным материалом при сварке свариваемых узлов является специальный сварочный пруток
- 15. Вольфрамовый электрод В качестве неплавящегося электрода использовал вольфрамовый электрод Вольфрамовые электроды могут содержать активирующие добавки оксида
- 16. Подогреватель Подогреватель - предназначен для подогрева газа, поступающего из баллона в редуктор, с целью предотвращения замерзания
- 17. Техника сварки. Сварку произвел постоянным током обратной полярности. Сварку выполнил с присадкой Напряжение дуги 22-34 В,
- 18. Режимы сварки Режимы это совокупность всех параметров сварки, к режимам относится: диаметр электродной проволоки, марка проволоки,
- 19. ОПИСАНИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ СБОРОЧНО-СВАРОЧНЫХ РАБОТ При выполнении сварочных работ , сварных швов, свариваемой конструкции я использовал
- 20. Техника безопасности для выполнения сборочно-сварочных работ и правила хранения баллонов При выполнении сборочных и сварочных работ
- 21. Заземление. Заземление представляет собой соединение металлическим проводом частей электрического устройства с землей. Включение в работу незаземленных
- 22. Редуктор Ar. Стеклышко на манометре должно быть целым. Редуктор осматривается раз в три недели на исправность
- 23. Защита от ушибов и порезов Ушибы и порезы чаще всего случаются при выполнении сборочных работах и
- 24. Противопожарная защита При выполнении сборочно-сварочных работ следует соблюдать противопожарные меры. Запрещается хранить вблизи от места сварки
- 26. Скачать презентацию
Назначение сварочного узла
Алюминиевая конструкции « Модуль 4» предназначена для проверки тестового
Назначение сварочного узла
Алюминиевая конструкции « Модуль 4» предназначена для проверки тестового
Технологический процесс
Для того чтобы выполнить сборку и сварку конструкции я разработал
Технологический процесс
Для того чтобы выполнить сборку и сварку конструкции я разработал
Подготовительные операции свариваемых деталей под сварку
1. Изучение сборочно-сварочного чертежа свариваемой конструкции
Подготовительные операции свариваемых деталей под сварку
1. Изучение сборочно-сварочного чертежа свариваемой конструкции
Сварные узлы
узел деталь №”A” к детали №”C”-2шт
узел деталь №”C” к детали
Сварные узлы
узел деталь №”A” к детали №”C”-2шт
узел деталь №”C” к детали
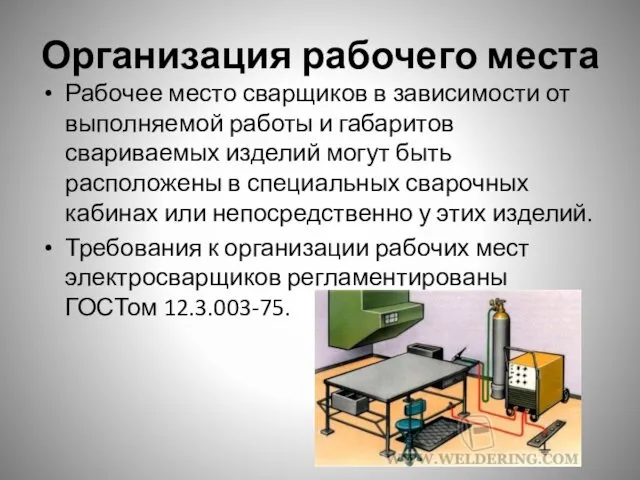
Организация рабочего места
Рабочее место сварщиков в зависимости от выполняемой работы и
Организация рабочего места
Рабочее место сварщиков в зависимости от выполняемой работы и

Слесарные инструменты.
Рабочее место соответствует ГОСТу. 12.3.003-75.
Слесарные инструменты.
Рабочее место соответствует ГОСТу. 12.3.003-75.
Сварочное оборудование и аппаратура
Для выполнения сварочных работ сварочной конструкции
Сварочное оборудование и аппаратура
Для выполнения сварочных работ сварочной конструкции

Аргоновая горелка
Рабочий инструмент сварщика- аргоновая горелка. Требования которым она должна
Аргоновая горелка
Рабочий инструмент сварщика- аргоновая горелка. Требования которым она должна

Аргонный редуктор
Аргонный редуктор предназначен -для понижения давления газа , отбираемого
Аргонный редуктор
Аргонный редуктор предназначен -для понижения давления газа , отбираемого
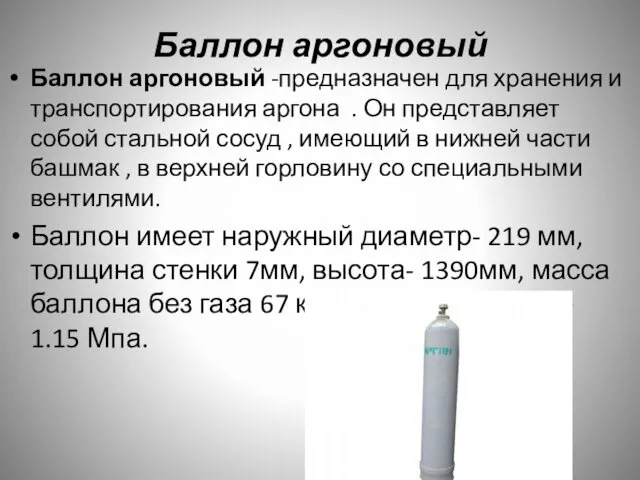
Баллон аргоновый
Баллон аргоновый -предназначен для хранения и транспортирования аргона .
Баллон аргоновый
Баллон аргоновый -предназначен для хранения и транспортирования аргона .
Технологические условия на материал узла
Нержавеющая сталь благодаря своим качествам широко применяется
Технологические условия на материал узла
Нержавеющая сталь благодаря своим качествам широко применяется
Инертный газ Ar
Аргон представляет собой- одноатомный инертный газ без цвета и
Инертный газ Ar
Аргон представляет собой- одноатомный инертный газ без цвета и
Сварочная проволока
Присадочная проволока ФМг-2.5
Основным наплавочным материалом при сварке свариваемых узлов
Сварочная проволока
Присадочная проволока ФМг-2.5
Основным наплавочным материалом при сварке свариваемых узлов
Вольфрамовый электрод
В качестве неплавящегося электрода использовал вольфрамовый электрод Вольфрамовые электроды могут
Вольфрамовый электрод
В качестве неплавящегося электрода использовал вольфрамовый электрод Вольфрамовые электроды могут

Подогреватель
Подогреватель - предназначен для подогрева газа, поступающего из баллона в редуктор,
Подогреватель
Подогреватель - предназначен для подогрева газа, поступающего из баллона в редуктор,
Техника сварки.
Сварку произвел постоянным током обратной полярности. Сварку выполнил с присадкой
Техника сварки.
Сварку произвел постоянным током обратной полярности. Сварку выполнил с присадкой
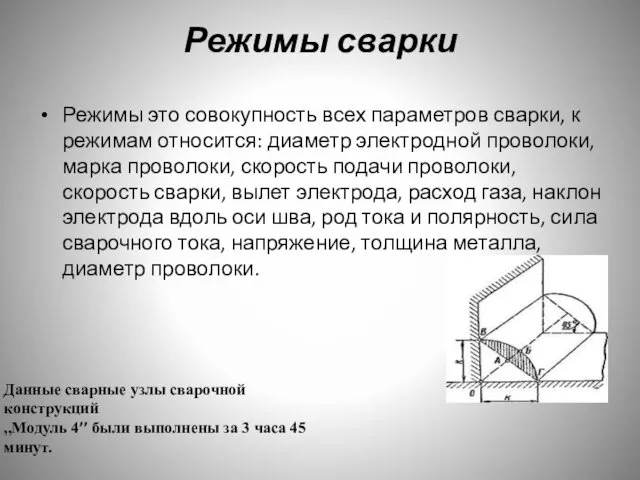
Режимы сварки
Режимы это совокупность всех параметров сварки, к режимам относится: диаметр
Режимы сварки
Режимы это совокупность всех параметров сварки, к режимам относится: диаметр

ОПИСАНИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ СБОРОЧНО-СВАРОЧНЫХ РАБОТ
При выполнении сварочных работ , сварных
ОПИСАНИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ СБОРОЧНО-СВАРОЧНЫХ РАБОТ
При выполнении сварочных работ , сварных
Техника безопасности для выполнения сборочно-сварочных работ и правила хранения баллонов
При выполнении
Техника безопасности для выполнения сборочно-сварочных работ и правила хранения баллонов
При выполнении
Заземление.
Заземление представляет собой соединение металлическим проводом частей электрического устройства с
Заземление.
Заземление представляет собой соединение металлическим проводом частей электрического устройства с
Редуктор Ar.
Стеклышко на манометре должно быть целым. Редуктор осматривается раз в
Редуктор Ar.
Стеклышко на манометре должно быть целым. Редуктор осматривается раз в
Защита от ушибов и порезов
Ушибы и порезы чаще всего случаются при
Защита от ушибов и порезов
Ушибы и порезы чаще всего случаются при
Противопожарная защита
При выполнении сборочно-сварочных работ следует соблюдать противопожарные меры.
Запрещается хранить
Противопожарная защита
При выполнении сборочно-сварочных работ следует соблюдать противопожарные меры.
Запрещается хранить
 Религиозный синкретизм
Религиозный синкретизм 20170827_mpl_-_mtsyri.vvodnyy_urok
20170827_mpl_-_mtsyri.vvodnyy_urok La musique de la France
La musique de la France Кисты почек Беляева Е.В
Кисты почек Беляева Е.В Орталық процессор
Орталық процессор Обучение по подбору коренных вкладышей для двигателей K4*, K7*, F4*, M4*
Обучение по подбору коренных вкладышей для двигателей K4*, K7*, F4*, M4* Письмо другу
Письмо другу ООО Эксплуатационные строительные системы
ООО Эксплуатационные строительные системы Органайзер миньон
Органайзер миньон Смешарики. Война финал
Смешарики. Война финал Лекция 1 (2)
Лекция 1 (2) Основные методы оценки рисков
Основные методы оценки рисков ВУДУ
ВУДУ Тема_11_1_Лекция_1_ч_Лекция_1_ч_Алгоритмы_ранжирования_карточек (1)
Тема_11_1_Лекция_1_ч_Лекция_1_ч_Алгоритмы_ранжирования_карточек (1) Столярные инструменты
Столярные инструменты Рекомендации по русскому языку и чтению
Рекомендации по русскому языку и чтению Туалетная комната
Туалетная комната Народное музыкальное творчество
Народное музыкальное творчество Кто нас защищает……
Кто нас защищает…… Экология и я
Экология и я Гидроэнергетические сооружения
Гидроэнергетические сооружения Фотоальбом. Два года вместе
Фотоальбом. Два года вместе Поэтапное изображение паркового пейзажа
Поэтапное изображение паркового пейзажа Вокруг света. Приключения атомов химических элементов
Вокруг света. Приключения атомов химических элементов Письмо любви отца. По страницам Библии
Письмо любви отца. По страницам Библии История KIA Mohave. От велосипеда до автомобиля
История KIA Mohave. От велосипеда до автомобиля Обогащение на шлюзах и сепараторах
Обогащение на шлюзах и сепараторах 70 лет дедушке Коле
70 лет дедушке Коле