- Производство стали

Содержание
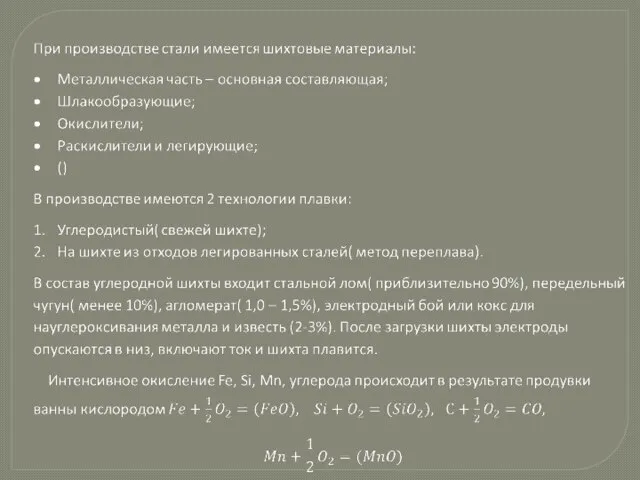
- 2. Сталь- это сплав железа с углеродом содержание которого не привышает 2.14%. кроме того в ней содержится
- 3. Для внилавки стали используется следующие исходные материалы металошихта (передельный чугун+ стальной лом), металлодобавки фмосы и окислители.
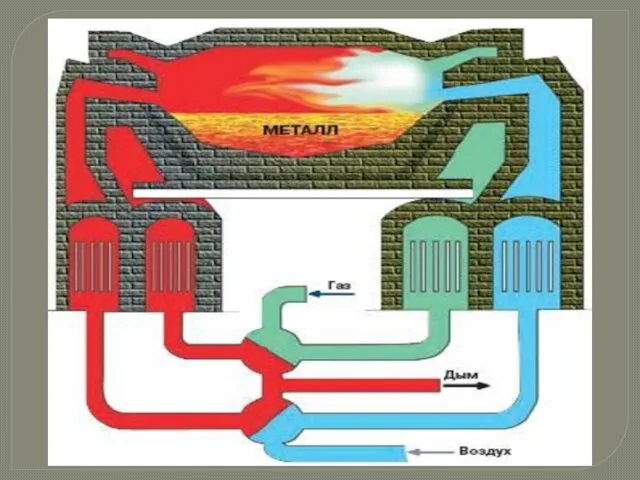
- 4. Производство стали в мартеновских печах
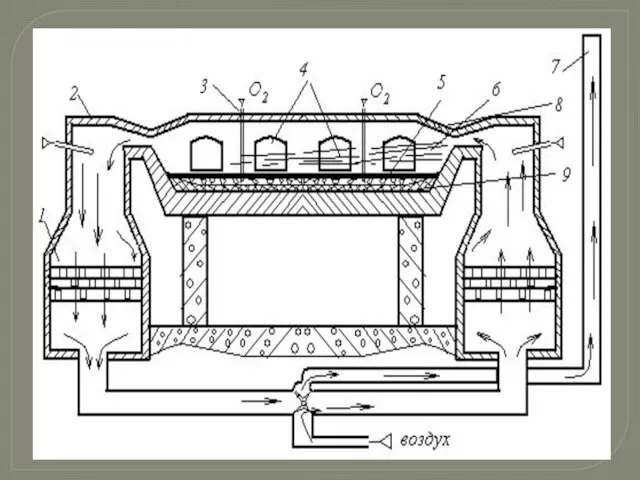
- 7. Устройство мартеновской печи Передняя стенка с заволоченными окнами 2, задняя стенка со сталевыпускными отверстием кодом и
- 9. Наибольшее распространение получила плавка стали в мартеновских печах с основой футеровкой, так как в них можно
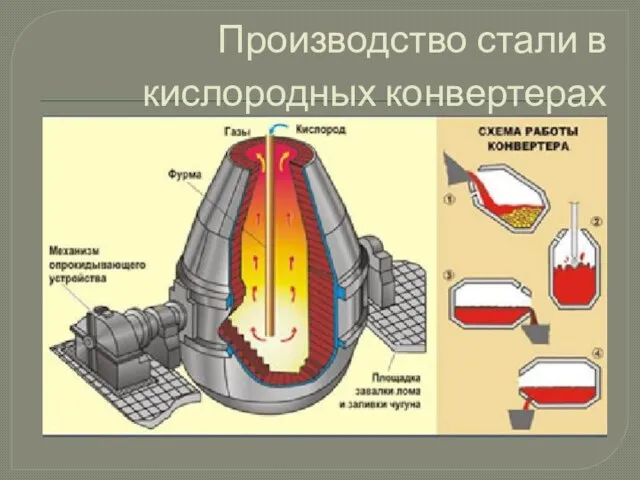
- 11. Производство стали в кислородных конвертерах
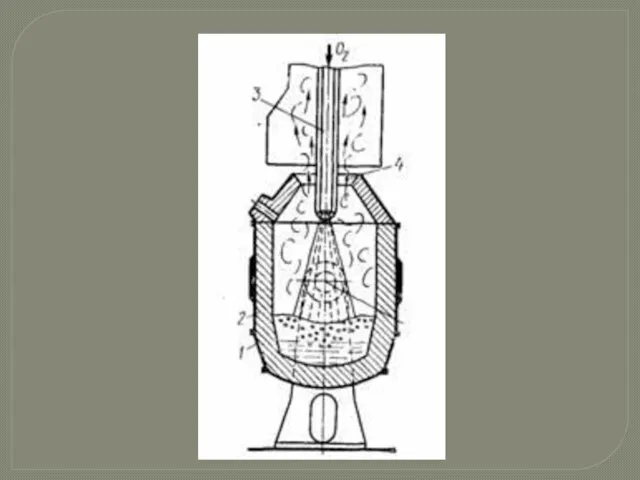
- 12. Основой конвертерного получения стали является обработка жидкого чугуна газообразными окислителями. Современный кислородные конвертеры( преобразователи) изготовляют из
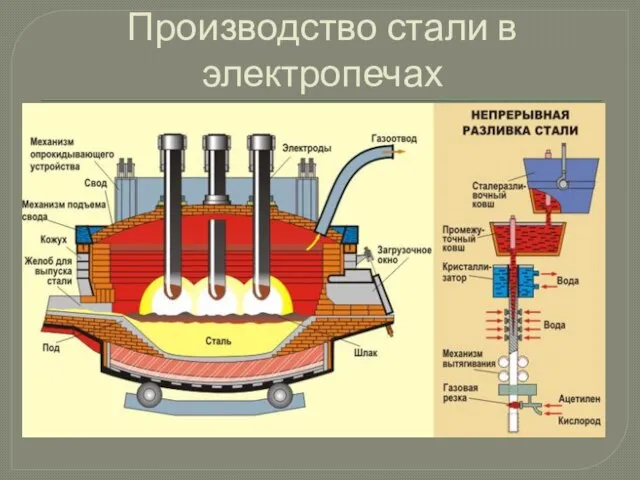
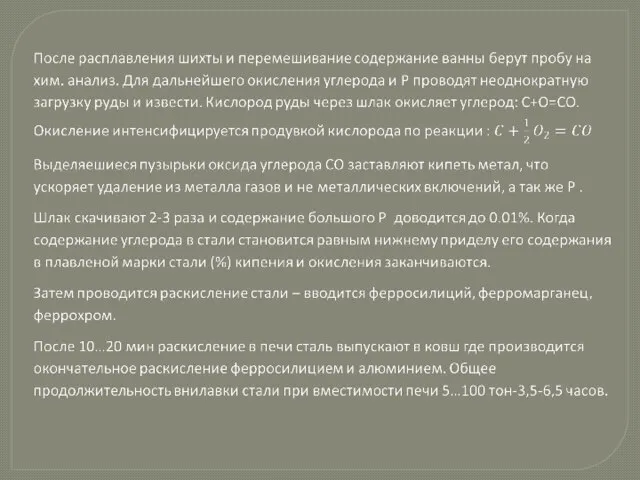
- 17. Производство стали в электропечах
- 18. Электросталеплавильный процесс более совершенный, чем кислородно- конвертерный и мартеновский, поэтому находит все большее применение, так как
- 19. Корпус электропечи состоит из конусов 5, рабочего окна 3, днище 2 и сливного носка 10. В
- 25. Скачать презентацию
Сталь- это сплав железа с углеродом содержание которого не привышает 2.14%.
Сталь- это сплав железа с углеродом содержание которого не привышает 2.14%.
Для внилавки стали используется следующие исходные материалы металошихта (передельный чугун+ стальной
Для внилавки стали используется следующие исходные материалы металошихта (передельный чугун+ стальной
Производство стали в мартеновских печах
Производство стали в мартеновских печах

Устройство мартеновской печи
Передняя стенка с заволоченными окнами 2, задняя
Устройство мартеновской печи
Передняя стенка с заволоченными окнами 2, задняя
Наибольшее распространение получила плавка стали в мартеновских печах с основой футеровкой,
Наибольшее распространение получила плавка стали в мартеновских печах с основой футеровкой,
Производство стали в
кислородных конвертерах
Производство стали в
кислородных конвертерах
Основой конвертерного получения стали является обработка жидкого чугуна газообразными окислителями. Современный
Основой конвертерного получения стали является обработка жидкого чугуна газообразными окислителями. Современный
Производство стали в электропечах
Производство стали в электропечах

Электросталеплавильный процесс более совершенный, чем кислородно- конвертерный и мартеновский, поэтому находит
Электросталеплавильный процесс более совершенный, чем кислородно- конвертерный и мартеновский, поэтому находит
Корпус электропечи состоит из конусов 5, рабочего окна 3, днище 2
Корпус электропечи состоит из конусов 5, рабочего окна 3, днище 2
 Перлит в современных видах бетона
Перлит в современных видах бетона Техническое задание оформления ОПС Европочта
Техническое задание оформления ОПС Европочта Крымтеплокоммунэнерго. Результаты работы за 9 месяцев 2020 года
Крымтеплокоммунэнерго. Результаты работы за 9 месяцев 2020 года Стандарт внешнего вида десертов (пирожок, сырник)
Стандарт внешнего вида десертов (пирожок, сырник) Механическое оборудование Buhler
Механическое оборудование Buhler Гобелен
Гобелен Авиамоделизм
Авиамоделизм 2_5197350645127973934
2_5197350645127973934 Обязанности машиниста при нахождении состава в ТО-1 на станционных путях
Обязанности машиниста при нахождении состава в ТО-1 на станционных путях Литературное чтение
Литературное чтение Библейские сказания
Библейские сказания СПРОС
СПРОС Елхов
Елхов Doppstadt молотковая дробилка – AK 560 Eco Power Plus
Doppstadt молотковая дробилка – AK 560 Eco Power Plus 20140130_urok_mkhk
20140130_urok_mkhk Metodica de ameliorarea pregătirii fizice la bărbați de vârstă tânără prin mijloacele fitnessului
Metodica de ameliorarea pregătirii fizice la bărbați de vârstă tânără prin mijloacele fitnessului Beginner 3, lesson 5 new
Beginner 3, lesson 5 new Названия улиц микрорайона школы №24
Названия улиц микрорайона школы №24 Реализация проекта Обустройство парковой зоны у пруда. II этап. Село Койгородок
Реализация проекта Обустройство парковой зоны у пруда. II этап. Село Койгородок Travel
Travel Занятие по развитию элементарных математических представлений по теме Круг, треугольник, квадрат
Занятие по развитию элементарных математических представлений по теме Круг, треугольник, квадрат день победы
день победы Святитель Никита-гусятник
Святитель Никита-гусятник 20170301_spektr_chuvstv
20170301_spektr_chuvstv Промышленность Челябинской области
Промышленность Челябинской области Ампутации и протезирование
Ампутации и протезирование Эксплуатация технологического оборудования
Эксплуатация технологического оборудования Первая онлайн-платформа с искусственным интеллектом для школ
Первая онлайн-платформа с искусственным интеллектом для школ