- Режимы при ручной дуговой сварке

Содержание
- 2. ПОВТОРЕНИЕ ПРОЙДЕННОГО МАТЕРИАЛА Что называется сварочным трансформатором? Из чего состоит сварочный трансформатор? Чем отличается сварочный трансформатор
- 3. ПОВТОРЕНИЕ ПРОЙДЕННОГО МАТЕРИАЛА Объясните схему подключения сварочных постов к многопостовому источнику питания?
- 4. ПОВТОРЕНИЕ ПРОЙДЕННОГО МАТЕРИАЛА Объясните из чего состоит блок-схема инверторного источника питания?
- 5. РЕЖИМЫ РУЧНОЙ ДУГОВОЙ СВАРКИ Под режимом сварки понимают совокупность контролируемых сварщиком параметров, определяющих условия сварочного процесса
- 6. ПАРАМЕТРЫ РЕЖИМА СВАРКИ УСЛОВНО ДЕЛЯТ НА ДВЕ ГРУППЫ ОСНОВНЫЕ ДОПОЛНИТЕЛЬНЫЕ
- 7. ОСНОВНЫЕ ПАРЕМЕТРЫ диаметр электрода величина, род и полярность тока (прямая или обратная) напряжение дуги (длина дуги)
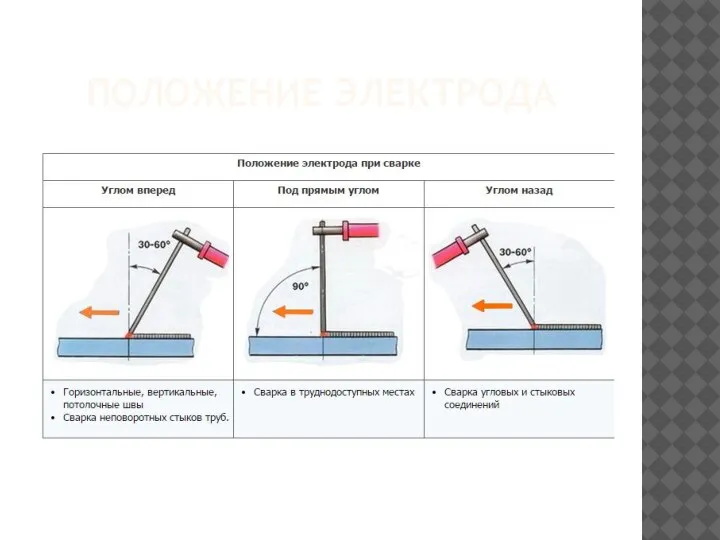
- 8. ДОПОЛНИТЕЛЬНЫЕ ПАРАМЕТРЫ Состав и толщина покрытия электрода; Положение электрода; Положение изделия при сварке; Форма подготовленных кромок
- 9. РАССМОТРИМ КАЖДЫЙ ПАРАМЕТР ОТДЕЛЬНО. ИТАК, НА ЧТО ЖЕ ВЛИЯЮТ ОСНОВНЫЕ ПАРАМЕТРЫ? Диаметр электрода Диаметр электрода подбирают
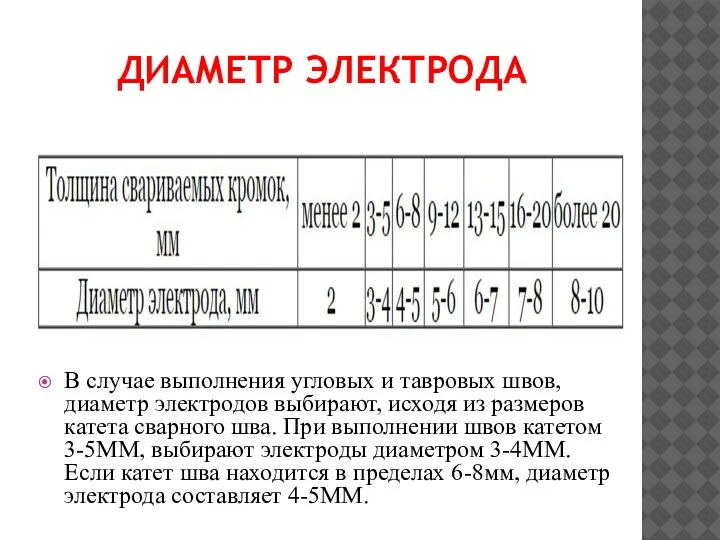
- 10. ДИАМЕТР ЭЛЕКТРОДА В случае выполнения угловых и тавровых швов, диаметр электродов выбирают, исходя из размеров катета
- 11. ДИАМЕТР ЭЛЕКТРОДА
- 12. ДИАМЕТР ЭЛЕКТРОДА При этом, необходимо иметь ввиду, что применение электродов с диаметром свыше 6мм ограничено из-за
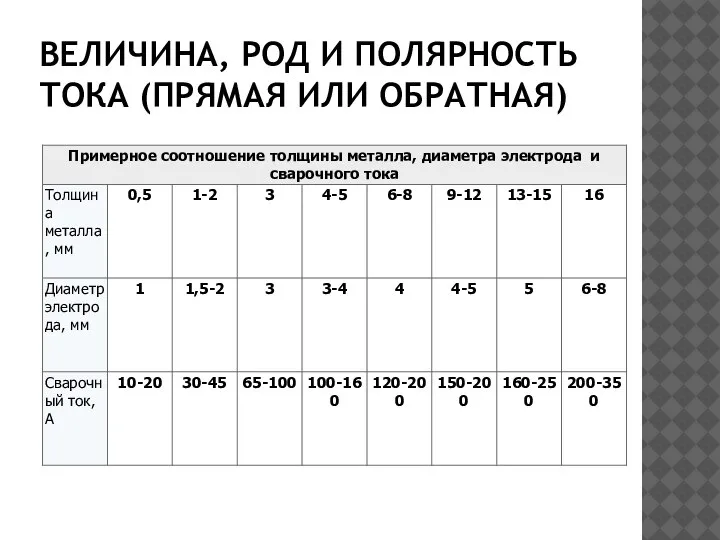
- 13. ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ) Сварочный ток определяет качество сварочного шва и производительность
- 14. ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
- 15. ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ) Увеличение силы сварочного тока способствует росту глубины проплавления
- 16. ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
- 17. ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
- 18. ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ) Но, при излишне большой силе тока для данного
- 19. ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ) Значение силы тока при сварке конструкционных сталей, можно
- 20. НАПРЯЖЕНИЕ ДУГИ (ДЛИНА ДУГИ) Напряжение при сварке не сильно влияет на величину провара, но от того,
- 21. НАПРЯЖЕНИЕ ДУГИ (ДЛИНА ДУГИ) Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной
- 22. НАПРЯЖЕНИЕ ДУГИ (ДЛИНА ДУГИ) Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода,
- 23. НАПРЯЖЕНИЕ ДУГИ (ДЛИНА ДУГИ)
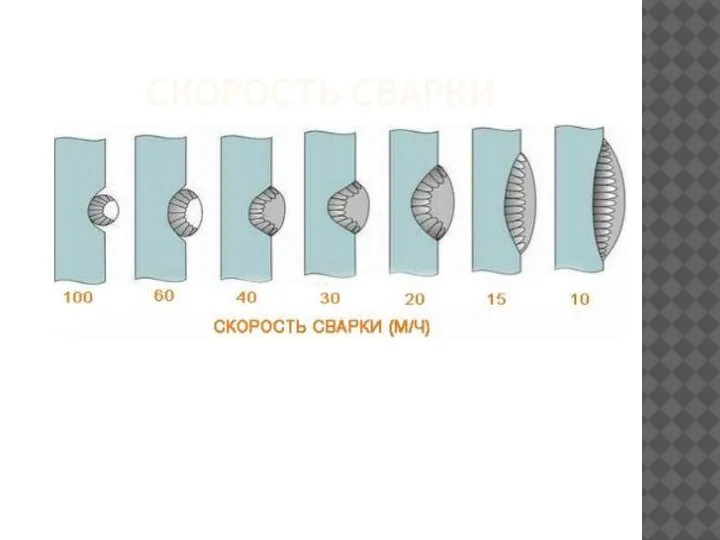
- 24. СКОРОСТЬ СВАРКИ Выбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать
- 25. СКОРОСТЬ СВАРКИ Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла,
- 26. СКОРОСТЬ СВАРКИ Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей
- 27. СКОРОСТЬ СВАРКИ Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны.
- 28. СКОРОСТЬ СВАРКИ
- 29. РАССМОТРИМ ДОПОЛНИТЕЛЬНЫЕ ПАРАМЕТРЫ РЕЖИМА СОСТАВ И ТОЛЩИНА ПОКРЫТИЯ ЭЛЕКТРОДА Покрытие сварочных электродов представляет собой смесь порошкообразных
- 30. СОСТАВ И ТОЛЩИНА ПОКРЫТИЯ ЭЛЕКТРОДА Основные из них: Защита зоны сварки от азота, кислорода и водорода
- 31. Толщины покрытия элнектродов тонкие - D/d средние - 1,2 толстые - 1,45 особо толстые - D/d
- 32. СОСТАВ И ТОЛЩИНА ПОКРЫТИЯ ЭЛЕКТРОДА Химический состав. В зависимости от химического состава различают следующие виды покрытий
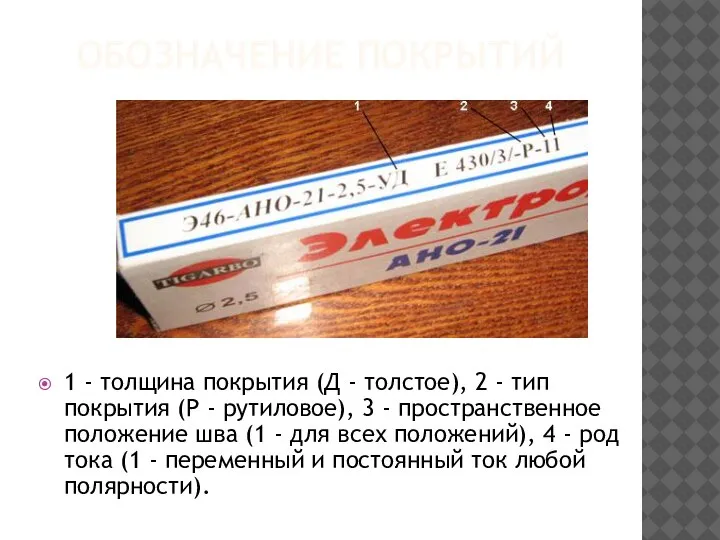
- 33. ОБОЗНАЧЕНИЕ ПОКРЫТИЙ 1 - толщина покрытия (Д - толстое), 2 - тип покрытия (Р - рутиловое),
- 34. ПОЛОЖЕНИЕ ЭЛЕКТРОДА
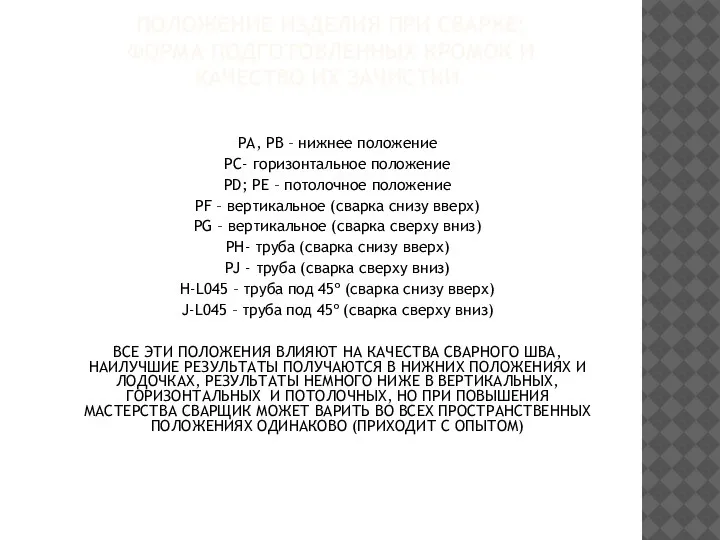
- 35. ПОЛОЖЕНИЕ ИЗДЕЛИЯ ПРИ СВАРКЕ; ФОРМА ПОДГОТОВЛЕННЫХ КРОМОК И КАЧЕСТВО ИХ ЗАЧИСТКИ. PA, PB – нижнее положение
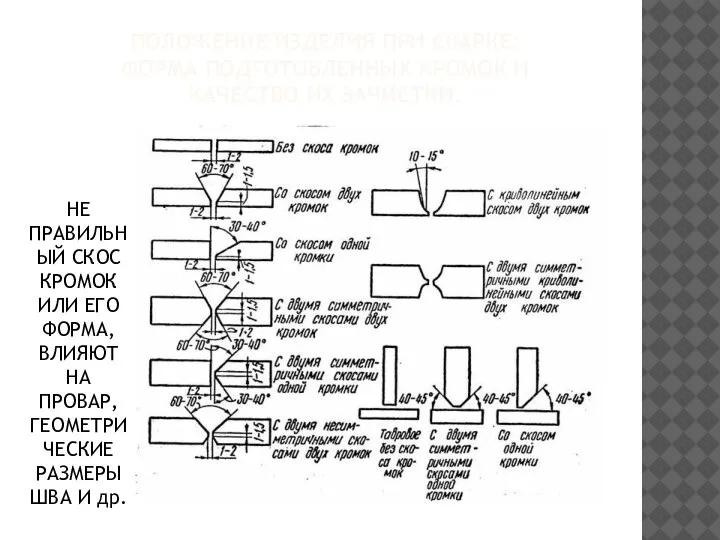
- 36. ПОЛОЖЕНИЕ ИЗДЕЛИЯ ПРИ СВАРКЕ; ФОРМА ПОДГОТОВЛЕННЫХ КРОМОК И КАЧЕСТВО ИХ ЗАЧИСТКИ. НЕ ПРАВИЛЬНЫЙ СКОС КРОМОК ИЛИ
- 38. Скачать презентацию
ПОВТОРЕНИЕ ПРОЙДЕННОГО МАТЕРИАЛА
Что называется сварочным трансформатором?
Из чего состоит сварочный трансформатор?
Чем отличается
ПОВТОРЕНИЕ ПРОЙДЕННОГО МАТЕРИАЛА
Что называется сварочным трансформатором?
Из чего состоит сварочный трансформатор?
Чем отличается
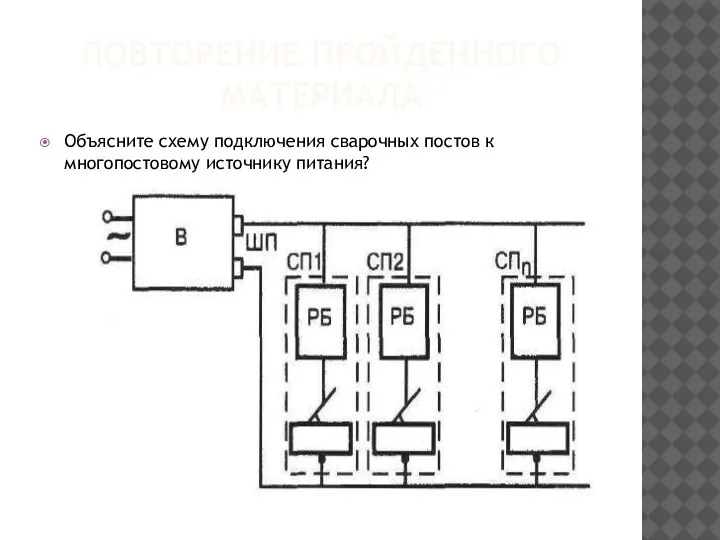
ПОВТОРЕНИЕ ПРОЙДЕННОГО МАТЕРИАЛА
Объясните схему подключения сварочных постов к многопостовому источнику питания?
ПОВТОРЕНИЕ ПРОЙДЕННОГО МАТЕРИАЛА
Объясните схему подключения сварочных постов к многопостовому источнику питания?
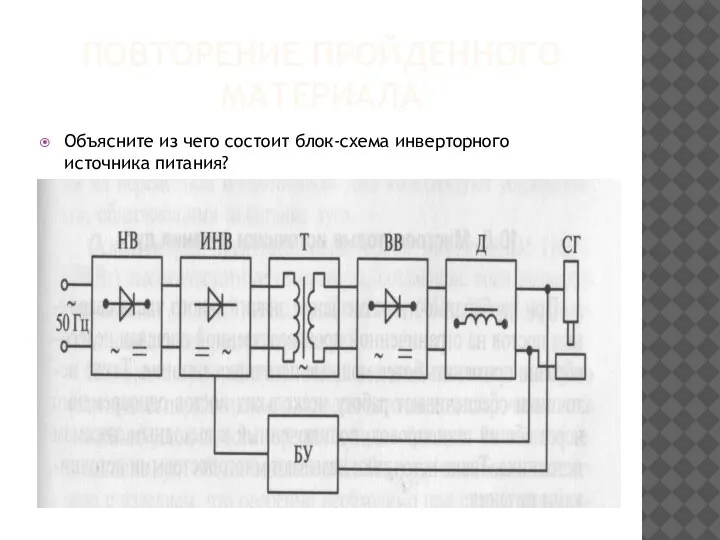
ПОВТОРЕНИЕ ПРОЙДЕННОГО МАТЕРИАЛА
Объясните из чего состоит блок-схема инверторного источника питания?
ПОВТОРЕНИЕ ПРОЙДЕННОГО МАТЕРИАЛА
Объясните из чего состоит блок-схема инверторного источника питания?
РЕЖИМЫ РУЧНОЙ ДУГОВОЙ СВАРКИ
Под режимом сварки понимают совокупность контролируемых сварщиком параметров,
РЕЖИМЫ РУЧНОЙ ДУГОВОЙ СВАРКИ
Под режимом сварки понимают совокупность контролируемых сварщиком параметров,
ПАРАМЕТРЫ РЕЖИМА СВАРКИ УСЛОВНО ДЕЛЯТ НА ДВЕ ГРУППЫ
ОСНОВНЫЕ
ДОПОЛНИТЕЛЬНЫЕ
ПАРАМЕТРЫ РЕЖИМА СВАРКИ УСЛОВНО ДЕЛЯТ НА ДВЕ ГРУППЫ
ОСНОВНЫЕ
ДОПОЛНИТЕЛЬНЫЕ
ОСНОВНЫЕ ПАРЕМЕТРЫ
диаметр электрода
величина, род и полярность тока (прямая или обратная)
напряжение дуги
ОСНОВНЫЕ ПАРЕМЕТРЫ
диаметр электрода
величина, род и полярность тока (прямая или обратная)
напряжение дуги
ДОПОЛНИТЕЛЬНЫЕ ПАРАМЕТРЫ
Состав и толщина покрытия электрода;
Положение электрода;
Положение изделия при сварке;
Форма подготовленных
ДОПОЛНИТЕЛЬНЫЕ ПАРАМЕТРЫ
Состав и толщина покрытия электрода;
Положение электрода;
Положение изделия при сварке;
Форма подготовленных
РАССМОТРИМ КАЖДЫЙ ПАРАМЕТР ОТДЕЛЬНО.
ИТАК, НА ЧТО ЖЕ ВЛИЯЮТ ОСНОВНЫЕ ПАРАМЕТРЫ?
Диаметр
РАССМОТРИМ КАЖДЫЙ ПАРАМЕТР ОТДЕЛЬНО.
ИТАК, НА ЧТО ЖЕ ВЛИЯЮТ ОСНОВНЫЕ ПАРАМЕТРЫ?
Диаметр
ДИАМЕТР ЭЛЕКТРОДА
В случае выполнения угловых и тавровых швов, диаметр электродов выбирают,
ДИАМЕТР ЭЛЕКТРОДА
В случае выполнения угловых и тавровых швов, диаметр электродов выбирают,

ДИАМЕТР ЭЛЕКТРОДА
ДИАМЕТР ЭЛЕКТРОДА
ДИАМЕТР ЭЛЕКТРОДА
При этом, необходимо иметь ввиду, что применение электродов с диаметром
ДИАМЕТР ЭЛЕКТРОДА
При этом, необходимо иметь ввиду, что применение электродов с диаметром
ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
Сварочный ток определяет качество
ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
Сварочный ток определяет качество
ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
Увеличение силы сварочного тока
ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
Увеличение силы сварочного тока

ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)

ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
Но, при излишне большой
ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
Но, при излишне большой
ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
Значение силы тока при
ВЕЛИЧИНА, РОД И ПОЛЯРНОСТЬ ТОКА (ПРЯМАЯ ИЛИ ОБРАТНАЯ)
Значение силы тока при
НАПРЯЖЕНИЕ ДУГИ (ДЛИНА ДУГИ)
Напряжение при сварке не сильно влияет на величину
НАПРЯЖЕНИЕ ДУГИ (ДЛИНА ДУГИ)
Напряжение при сварке не сильно влияет на величину
НАПРЯЖЕНИЕ ДУГИ (ДЛИНА ДУГИ)
Расстояние между концом электрода и поверхностью свариваемого изделия
НАПРЯЖЕНИЕ ДУГИ (ДЛИНА ДУГИ)
Расстояние между концом электрода и поверхностью свариваемого изделия
НАПРЯЖЕНИЕ ДУГИ (ДЛИНА ДУГИ)
Лучше всего использовать короткую дугу, т.е. длина которой
НАПРЯЖЕНИЕ ДУГИ (ДЛИНА ДУГИ)
Лучше всего использовать короткую дугу, т.е. длина которой

НАПРЯЖЕНИЕ ДУГИ (ДЛИНА ДУГИ)
НАПРЯЖЕНИЕ ДУГИ (ДЛИНА ДУГИ)
СКОРОСТЬ СВАРКИ
Выбор скорости сварки зависит от толщины свариваемого изделия и от
СКОРОСТЬ СВАРКИ
Выбор скорости сварки зависит от толщины свариваемого изделия и от
СКОРОСТЬ СВАРКИ
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно
СКОРОСТЬ СВАРКИ
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно
СКОРОСТЬ СВАРКИ
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного
СКОРОСТЬ СВАРКИ
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного
СКОРОСТЬ СВАРКИ
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее
СКОРОСТЬ СВАРКИ
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее
СКОРОСТЬ СВАРКИ
СКОРОСТЬ СВАРКИ
РАССМОТРИМ ДОПОЛНИТЕЛЬНЫЕ ПАРАМЕТРЫ РЕЖИМА СОСТАВ И ТОЛЩИНА ПОКРЫТИЯ ЭЛЕКТРОДА
Покрытие сварочных электродов
РАССМОТРИМ ДОПОЛНИТЕЛЬНЫЕ ПАРАМЕТРЫ РЕЖИМА СОСТАВ И ТОЛЩИНА ПОКРЫТИЯ ЭЛЕКТРОДА
Покрытие сварочных электродов
СОСТАВ И ТОЛЩИНА ПОКРЫТИЯ ЭЛЕКТРОДА
Основные из них:
Защита зоны сварки от азота, кислорода
СОСТАВ И ТОЛЩИНА ПОКРЫТИЯ ЭЛЕКТРОДА
Основные из них:
Защита зоны сварки от азота, кислорода
Толщины покрытия элнектродов
тонкие - D/d < 1,2 - (обозначается буквой "М");
средние
Толщины покрытия элнектродов
тонкие - D/d < 1,2 - (обозначается буквой "М");
средние
СОСТАВ И ТОЛЩИНА ПОКРЫТИЯ ЭЛЕКТРОДА
Химический состав. В зависимости от химического состава
СОСТАВ И ТОЛЩИНА ПОКРЫТИЯ ЭЛЕКТРОДА
Химический состав. В зависимости от химического состава
ОБОЗНАЧЕНИЕ ПОКРЫТИЙ
1 - толщина покрытия (Д - толстое), 2 - тип
ОБОЗНАЧЕНИЕ ПОКРЫТИЙ
1 - толщина покрытия (Д - толстое), 2 - тип
ПОЛОЖЕНИЕ ЭЛЕКТРОДА
ПОЛОЖЕНИЕ ЭЛЕКТРОДА
ПОЛОЖЕНИЕ ИЗДЕЛИЯ ПРИ СВАРКЕ;
ФОРМА ПОДГОТОВЛЕННЫХ КРОМОК И КАЧЕСТВО ИХ ЗАЧИСТКИ.
PA, PB
ПОЛОЖЕНИЕ ИЗДЕЛИЯ ПРИ СВАРКЕ;
ФОРМА ПОДГОТОВЛЕННЫХ КРОМОК И КАЧЕСТВО ИХ ЗАЧИСТКИ.
PA, PB
ПОЛОЖЕНИЕ ИЗДЕЛИЯ ПРИ СВАРКЕ;
ФОРМА ПОДГОТОВЛЕННЫХ КРОМОК И КАЧЕСТВО ИХ ЗАЧИСТКИ.
НЕ ПРАВИЛЬНЫЙ
ПОЛОЖЕНИЕ ИЗДЕЛИЯ ПРИ СВАРКЕ;
ФОРМА ПОДГОТОВЛЕННЫХ КРОМОК И КАЧЕСТВО ИХ ЗАЧИСТКИ.
НЕ ПРАВИЛЬНЫЙ
 Le français comme une langue source et une langue d’accueil des emprunts
Le français comme une langue source et une langue d’accueil des emprunts Коды ошибок Павлова
Коды ошибок Павлова Цифровые технологии как средство повышения эффективности обучения
Цифровые технологии как средство повышения эффективности обучения Регулировка и сборка усилителя мощности звуковой частоты
Регулировка и сборка усилителя мощности звуковой частоты Лекція 1_Філософія, її походження, проблематика та функції
Лекція 1_Філософія, її походження, проблематика та функції Внедрение комплексной установки для утилизации попутного газа на нефтепромысле в условиях ООО РН-Ремонт НПО
Внедрение комплексной установки для утилизации попутного газа на нефтепромысле в условиях ООО РН-Ремонт НПО Канский техникум отраслевых технологий и сельского хозяйства
Канский техникум отраслевых технологий и сельского хозяйства 17к-б-16
17к-б-16 Познани добра 9 класс
Познани добра 9 класс Презентация
Презентация УКАЗЫ
УКАЗЫ Шарлотка с яблоками
Шарлотка с яблоками Последовательность расчета ленточных фундаментов на прочность
Последовательность расчета ленточных фундаментов на прочность Радио Узнай FM. Утренняя программа Кофе во рту
Радио Узнай FM. Утренняя программа Кофе во рту Бейдж вставка абрамова
Бейдж вставка абрамова Проект совершенствования способов очистки лесосек в основных типах леса Костромского лесничества
Проект совершенствования способов очистки лесосек в основных типах леса Костромского лесничества Семья и семейное хозяйство
Семья и семейное хозяйство 20150119_platonov_yushka
20150119_platonov_yushka Откуда пришла книга?
Откуда пришла книга? Истории нашего детства
Истории нашего детства хитба 3
хитба 3 Хорошие и чудесные воспоминания
Хорошие и чудесные воспоминания Технічний сервіс в АПК
Технічний сервіс в АПК Пётр Первый
Пётр Первый Лазерное сканирование для архитекторов проектировщиков
Лазерное сканирование для архитекторов проектировщиков Проектирование и разработка автоматизированной информационной системы розничной торговли
Проектирование и разработка автоматизированной информационной системы розничной торговли Введение в робототехнику
Введение в робототехнику Сценарный план
Сценарный план