- Резка чугуна, меди

Содержание
- 2. Принцип работы при воздушно — дуговой резке заключается в расплавлении металла в месте резания электрической дугой,
- 3. Воздушно-дуговая резка угольным электродом диаметра 6—12мм, позволяет лучшим образом повысить производительность, при этом сила сварочного тока
- 4. Пожалуй, значительным недостатком воздушно — дуговой резки является невысокое качество места реза. Например, на кромках глубиной
- 5. Воздушно — дуговая резка часто применяется для поверхностной обработки как разделительная резка в лом стали, алюминия,
- 6. Воздушно — дуговая резка угольным электродом выполняется при постоянном токе прямой полярности, и применяется при резке
- 7. Резка меди и сплавов возможна электрической дугой. Необходимо отметить, что для повышения производительности резки и получения
- 9. Поверхности реза получаются сравнительно гладкими с небольшими натеками в виде отдельных капель на нижних кромках, легко
- 10. При благоприятных условиях резки удается свести ширину зоны металла, подвергшегося оплавлению, к минимуму. При этом кислородной
- 12. Скачать презентацию
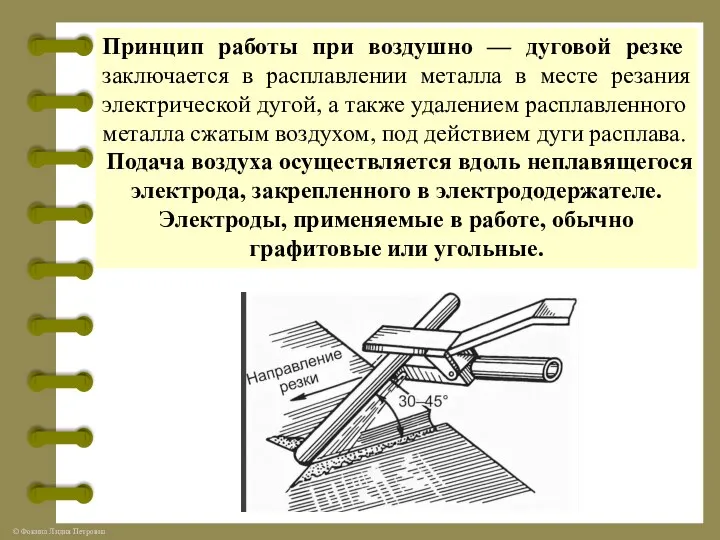
Принцип работы при воздушно — дуговой резке заключается в расплавлении металла
Принцип работы при воздушно — дуговой резке заключается в расплавлении металла
Воздушно-дуговая резка угольным электродом диаметра 6—12мм, позволяет лучшим образом повысить производительность,
Воздушно-дуговая резка угольным электродом диаметра 6—12мм, позволяет лучшим образом повысить производительность,
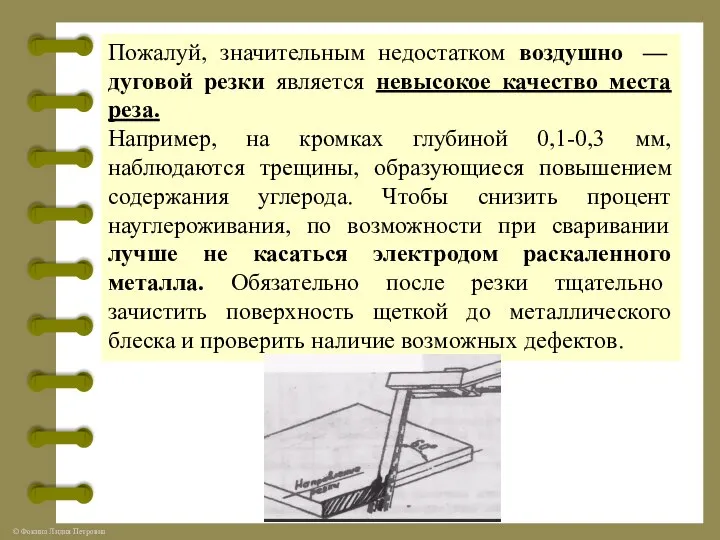
Пожалуй, значительным недостатком воздушно — дуговой резки является невысокое качество места
Пожалуй, значительным недостатком воздушно — дуговой резки является невысокое качество места
Воздушно — дуговая резка часто применяется для поверхностной обработки как разделительная
Воздушно — дуговая резка часто применяется для поверхностной обработки как разделительная
Воздушно — дуговая резка угольным электродом выполняется при постоянном токе прямой
Воздушно — дуговая резка угольным электродом выполняется при постоянном токе прямой
Резка меди и сплавов возможна электрической дугой.
Необходимо отметить, что для
Резка меди и сплавов возможна электрической дугой.
Необходимо отметить, что для
Поверхности реза получаются сравнительно гладкими с небольшими натеками в виде отдельных
Поверхности реза получаются сравнительно гладкими с небольшими натеками в виде отдельных
При благоприятных условиях резки удается свести ширину зоны металла, подвергшегося оплавлению,
При благоприятных условиях резки удается свести ширину зоны металла, подвергшегося оплавлению,
 Пропуск судна через шлюз
Пропуск судна через шлюз Пушка Дора
Пушка Дора Управление проектами
Управление проектами Проект Зона отдыха
Проект Зона отдыха Писатели о поэты о музыке и музыкантах
Писатели о поэты о музыке и музыкантах Наш земляк А.Б. Луппов –известный марийский композитор
Наш земляк А.Б. Луппов –известный марийский композитор Электромеханические индукционные генераторы переменного тока
Электромеханические индукционные генераторы переменного тока This figure is perfect
This figure is perfect Трансформатор. Передача электрической энергии на расстояние
Трансформатор. Передача электрической энергии на расстояние Мои домашние питомцы
Мои домашние питомцы Производственная (технологическая) практика группы
Производственная (технологическая) практика группы Логистика железнодорожного транспорта. Поиск новых маршрутов
Логистика железнодорожного транспорта. Поиск новых маршрутов к, исемең матур
к, исемең матур Специальные функции PLC. PID - регулятор
Специальные функции PLC. PID - регулятор Жилище человека, особенности жизнеобеспечения жилища
Жилище человека, особенности жизнеобеспечения жилища ЗАКРЕПЛЕНИЕ
ЗАКРЕПЛЕНИЕ Современный подросток на приходе: что упускаем и что можем сделать
Современный подросток на приходе: что упускаем и что можем сделать Схема смещения уровня постоянного напряжения. Лекция 5
Схема смещения уровня постоянного напряжения. Лекция 5 Электронагревательные приборы
Электронагревательные приборы Литературное чтение
Литературное чтение Игра Кем быть?
Игра Кем быть? Забивка свай
Забивка свай Бк ФОК Мелодия
Бк ФОК Мелодия Хитрости жизни. Создание светильника
Хитрости жизни. Создание светильника Поздравительная открытка
Поздравительная открытка Токарные станки и их технологические возможности
Токарные станки и их технологические возможности Бизнес-план. Название компании. Идея. Маркетинг. Финансы
Бизнес-план. Название компании. Идея. Маркетинг. Финансы Перспективы развития оборудования с ЧПУ на основе расширения технологических возможностей
Перспективы развития оборудования с ЧПУ на основе расширения технологических возможностей