- Системы активного контроля. Измерительные щупы

Содержание
- 2. Описание устройства активного контроля. Применение активного контроля позволяет повысить производительность труда, улучшить качество обработки, вести одновременное
- 3. В зависимости от способа воздействия на исполнительные органы станка известны устройства активного контроля четырех типов: -
- 4. - автоматических защитных устройств, предотвращающих попадание в рабочую зону заготовок, параметры которых выходят за предписанные значения;
- 6. 2. Принцип работы устройства активного контроля Принцип работы основан на измерении размера в процессе шлифования. На
- 7. 3. Измерительный щуп для заготовок Щупы для заготовок серии TS компании HEIDENHAIN помогают при наладке, измерении
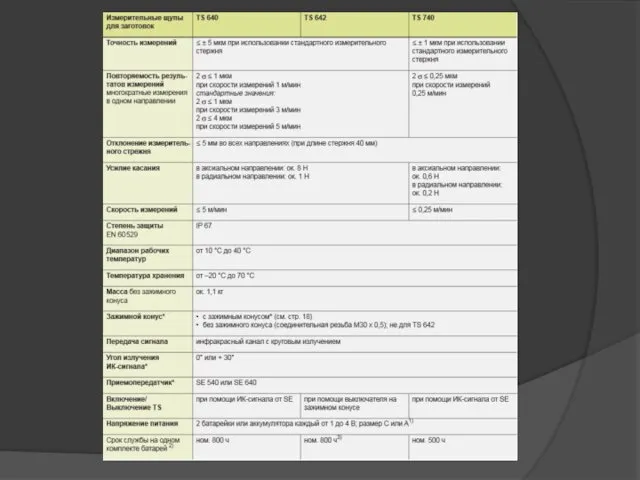
- 8. Сводная таблица
- 9. Принцип работы Сенсор TS 2xx, TS 44x, TS 64x В основе работы 3D- щупов производства HEIDENHAIN
- 10. TS 740 TS 740 работает на основе прецизионного датчика давления. Коммутационный импульс генерируется путем анализа действующей
- 11. Точность Точность измерений Точность измерений – это погрешность, которая определяется при измерении образца в различных направлениях.
- 12. Передача сигнала TS 220, TS 230, TS 249 Измерительные щупы с передачей сигналов по кабелю В
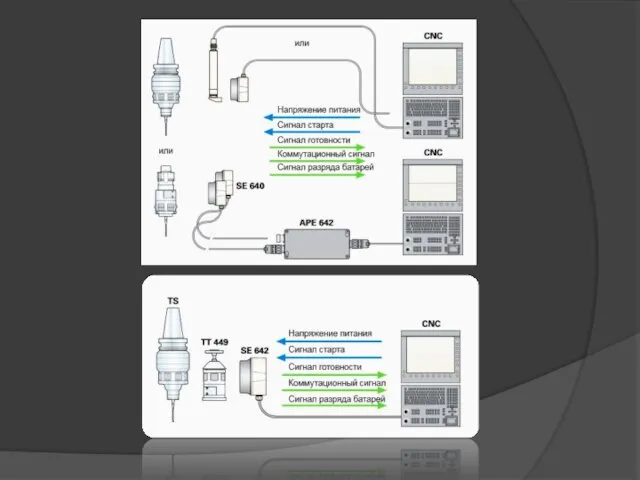
- 13. TS 44x, TS 64x, TS 740 Измерительные щупы с инфракрасной передачей сигналов Измерительные щупы TS 44x,
- 15. TS 249 Благодаря компактным размерам (внешний диаметр 30мм) TS 249 можно использовать в ограниченном пространстве. Высокая
- 16. Измерение Определение геометрии детали или ее положения при помощи измерительного щупа TS осуществляется путем механического касания.
- 17. TS 640, TS 642, TS 740 Измерительные щупы для заготовок с инфракрасной передачей сигнала
- 19. TS 249 Измерительный щуп для заготовок для шлифовальных и токарных станков
- 21. Скачать презентацию
Описание устройства активного контроля.
Применение активного контроля позволяет повысить производительность труда, улучшить
Описание устройства активного контроля.
Применение активного контроля позволяет повысить производительность труда, улучшить
В зависимости от способа воздействия на исполнительные органы станка известны устройства
В зависимости от способа воздействия на исполнительные органы станка известны устройства
- автоматических защитных устройств, предотвращающих попадание в рабочую зону заготовок, параметры
- автоматических защитных устройств, предотвращающих попадание в рабочую зону заготовок, параметры
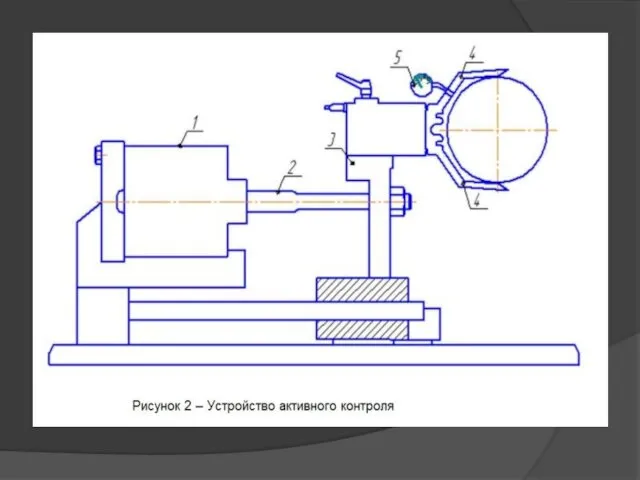
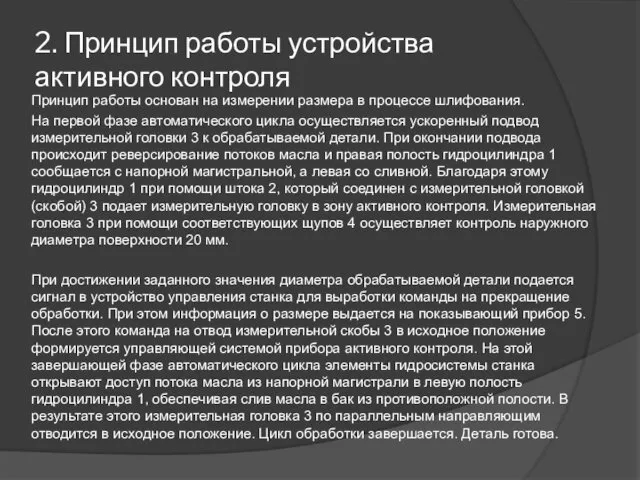
2. Принцип работы устройства активного контроля
Принцип работы основан на измерении размера
2. Принцип работы устройства активного контроля
Принцип работы основан на измерении размера

3. Измерительный щуп для заготовок
Щупы для заготовок серии TS компании HEIDENHAIN
3. Измерительный щуп для заготовок
Щупы для заготовок серии TS компании HEIDENHAIN
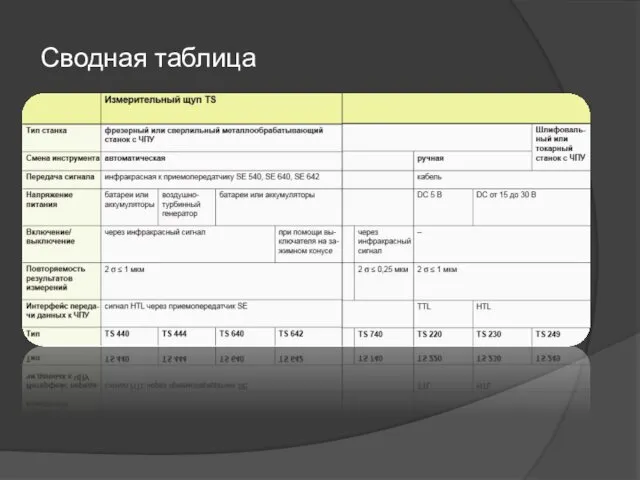
Сводная таблица
Сводная таблица

Принцип работы
Сенсор
TS 2xx, TS 44x, TS 64x
В основе работы 3D- щупов
Принцип работы
Сенсор
TS 2xx, TS 44x, TS 64x
В основе работы 3D- щупов
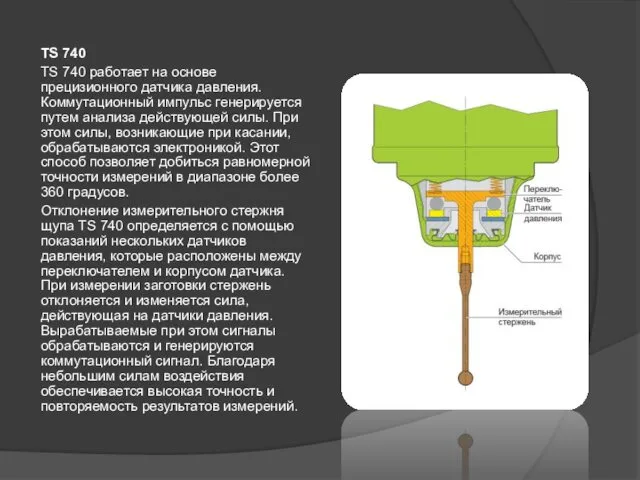
TS 740
TS 740 работает на основе прецизионного датчика давления. Коммутационный импульс
TS 740
TS 740 работает на основе прецизионного датчика давления. Коммутационный импульс
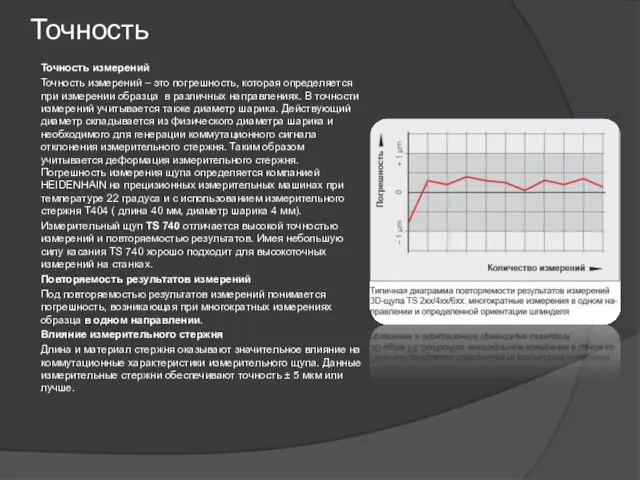
Точность
Точность измерений
Точность измерений – это погрешность, которая определяется при измерении образца
Точность
Точность измерений
Точность измерений – это погрешность, которая определяется при измерении образца

Передача сигнала
TS 220, TS 230, TS 249
Измерительные щупы с передачей сигналов
Передача сигнала
TS 220, TS 230, TS 249
Измерительные щупы с передачей сигналов
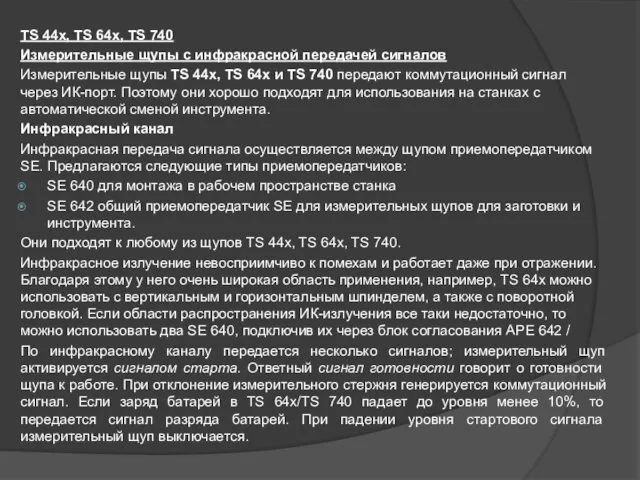
TS 44x, TS 64x, TS 740
Измерительные щупы с инфракрасной передачей сигналов
Измерительные
TS 44x, TS 64x, TS 740
Измерительные щупы с инфракрасной передачей сигналов
Измерительные

TS 249
Благодаря компактным размерам (внешний диаметр 30мм) TS 249 можно использовать
TS 249
Благодаря компактным размерам (внешний диаметр 30мм) TS 249 можно использовать

Измерение
Определение геометрии детали или ее положения при помощи измерительного щупа
Измерение
Определение геометрии детали или ее положения при помощи измерительного щупа

TS 640, TS 642, TS 740
Измерительные щупы для заготовок с инфракрасной
TS 640, TS 642, TS 740 Измерительные щупы для заготовок с инфракрасной

TS 249
Измерительный щуп для заготовок для шлифовальных и токарных станков
TS 249
Измерительный щуп для заготовок для шлифовальных и токарных станков
 02.2022 Русский язык
02.2022 Русский язык Акты
Акты Мұнай қабаттарына әсер етудің жасанды әдістерін қарастыру (су айдау жүйелері )
Мұнай қабаттарына әсер етудің жасанды әдістерін қарастыру (су айдау жүйелері ) 30-Laboratoriya mashg’uloti Mavzu: To’plam ostilari yig’indisini hisoblash
30-Laboratoriya mashg’uloti Mavzu: To’plam ostilari yig’indisini hisoblash Обобщенные данные по идентификационным кодам химической продукции
Обобщенные данные по идентификационным кодам химической продукции Заика Кристина
Заика Кристина Выпуск 2016 года
Выпуск 2016 года 20161116_simmetrichnye_figury
20161116_simmetrichnye_figury Разнообразие веществ
Разнообразие веществ 20150320_vovprez
20150320_vovprez Ростелеком ГЛ 2
Ростелеком ГЛ 2 American_literature
American_literature Творчество детей средней группы золотой ключик
Творчество детей средней группы золотой ключик Тихие и звонкие цвета
Тихие и звонкие цвета Гра́вити Фолз — американский анимационный телевизионный сериал
Гра́вити Фолз — американский анимационный телевизионный сериал Mājas darbs. 18 janvārim
Mājas darbs. 18 janvārim Анализ пропускной способности действуюешего перекрёстка
Анализ пропускной способности действуюешего перекрёстка presentation_template_2_9KcELBg
presentation_template_2_9KcELBg Автоматизация процессов обработки в мелкосерийном производстве
Автоматизация процессов обработки в мелкосерийном производстве Тепловий двигун (8 клас)
Тепловий двигун (8 клас) Клапан токоприемника КП-17-09А
Клапан токоприемника КП-17-09А Издержки производства
Издержки производства Sichuan Liuhe Forging Co., Ltd. Manufacturer of High Quality Special Steel. www.lhforging.com
Sichuan Liuhe Forging Co., Ltd. Manufacturer of High Quality Special Steel. www.lhforging.com 20111121_yazyk_zhestov_prezentaciya
20111121_yazyk_zhestov_prezentaciya Novaya_prezentatsia
Novaya_prezentatsia Компьютеры будущего
Компьютеры будущего Бонч-бургер
Бонч-бургер Морской бой. Игра
Морской бой. Игра